Как соединить пластиковую трубу с металлической
Автор Монтажник На чтение 12 мин. Просмотров 15.8k. Обновлено
Полимерные трубы повсеместно вытесняет изделия из металлов во всех сферах, особенно это заметно в строительной отрасли. При этом перед монтажниками нередко встает задача, как соединить пластиковую трубу с металлической на участках, где полная замена трубопровода невозможна по разным причинам.
Соединение полимерных и металлических труб актуально как для специалистов строительной отрасли, особенно сантехников, так и для рядовых потребителей, проводящих различные виды ремонтных работ в своих квартирах или загородных домах. Чтобы получить герметичный и надежный стык, следует изучить разные способы соединения труб из разнородных материалов, знать применяемые для проведения работ комплектующие и необходимый для этого инструмент.
Рис. 1 Примеры того, как соединить пластиковую трубу с металлической
Когда производят соединение пластиковых труб с металлическими
Сопряжение разнородных труб в строительной и бытовой сфере производят:
- При врезании в стальной трубопровод, транспортирующий воду, газ, часто используют полимерное ответвление, отходящее от тройника.

- При прокладке подземных газовых трубопроводов из полиэтилена при выходе наверх его стыкуют со стальным отводом для входа в здания.
- При замене поврежденных участков стояка канализации или подземной канализационной линии чугунные секции меняют на пластмассовые, при этом их соединяют по разным технологиям.
- При замене стальных фрагментов водопровода ну улице и внутри помещений на полимерные.
- В особых случаях, когда один отрезок трубопровода располагается в зоне повышенных температур или существенных нагрузок, его делают из термостойкого и прочного железосодержащего сплава, а далее соединяют с линией из полимеров.
Рис. 2 Трубы из металлов (сталь, оцинковка, нержавейка, медь) для эксплуатации в системах водоподачи, отопления и канализации
Виды соединяемых труб
Для того, чтобы провести работы по состыковке качественно без возможного разрушения труб из разнообразных материалов, полезно знать их разновидности и физические свойства.
Металлические
Все металлы отличаются отличными прочностными характеристиками, высокой стоимостью, также сталь и чугун подвержены коррозии. Металлические трубы изготавливают из следующих сплавов:
Сталь. Во всех коммуникациях прокладывается по поверхности земли, обладает наивысшей прочностью и твердостью среди всех металлов и полимеров. Часто встречается ее оцинкованные разновидности, обладающие повышенной коррозионной стойкостью. Стали гибки и пластичны, на них относительно несложно нанести резьбу, однако из-за твердости и прочности они трудно поддаются обработке.
Чугун. Довольно популярный материал, трубные чугунные изделия большого диаметра изготавливают в настоящее время, отличается более высокой коррозионной стойкостью, чем сталь, однако имеет практически нулевую пластичность и раскалывается при деформации.
Нержавейка. Имеет аналогичные со сталью физические характеристики, в отличие от нее нержавейка обладает повышенной коррозионной стойкостью, но из-за значительной стоимости практически не встречается в бытовых и коммунальных линиях.
Медь. Дорогие трубопроводы из меди обладают пластичностью, гибкостью, соединяются между собой пайкой, их нередко используют для прокладки теплосетей индивидуальных домов в зоне отопительного котла.
Рис. 3 Полипропиленовые переходные фитинги
Полимерные
Основное преимущество труб из полимеров – инертность к большинству агрессивных химических веществ, коррозионная стойкость, простота обработки и невысокая стоимость. В строительной и бытовой сфере применяют полимерные трубы из следующих пластмасс:
Полиэтилен низкого давления ПНД. ПНД – основной компонент изготовления магистралей, прокладываемых под землей для транспортировки воды в коммунальные и индивидуальные дома и природного газа. Отличается эластичностью и гибкостью, изделия малого диаметра соединяют друг с другом посредством компрессионных фитингов, электросварных (с закладным нагревательным элементом) или сваркой встык. Так как трубы ПНД становятся эластичными при температурах выше + 60 °С, их используют только для транспортировки холодной воды.
Полипропилен ПП. Основной вид материала для монтажа внутридомовых магистралей холодной и горячей воды, отличается неплохой прочностью, трубопровод прокладывают методом спайки отдельных участков. Стенки ПП-труб довольно толстые и прочные, поэтому трубопровод обладает не слишком хорошей гибкостью. Один из недостатков полипропилена – высокий коэффициент температурного расширения, поэтому для отопления используют изделия, имеющие внутренний слой из стекловолокна или алюминиевой фольги, придающий им повышенную прочность и снижающий температурную зависимость. Соединение полипропилена проводят по технологии пайки, используя для этого специальный паяльный утюг.
Поливинилхлорид ПВХ. Жесткий и хрупкий материал, из которого изготавливают канализационные трубы большого диаметра, трубопровод монтируют раструбным методом. ПВХ трубы имеют довольно тонкие стенки, поэтому трубопровод прокладывают на поверхности земли с незначительными нагрузками. Для подземной прокладки выпускают многослойные ПВХ трубы, которые имеют легкий вес и более высокие характеристики.
Для подземной прокладки выпускают многослойные ПВХ трубы, которые имеют легкий вес и более высокие характеристики.
Рис. 4 Переходники с полиэтилена на металл – принцип работы и внешний вид
Непластифицированный поливинилхлорид НПВХ. Прочный, жесткий и хрупкий материал, обладающий сходными с поливинилхлоридом характеристиками, но более устойчивый к нагрузкам. Наружные НПВХ трубы для канализации выпускают рыжего цвета, при прокладке в траншеях под землей они выдерживают нагрузки земляного пласта высотой до 6 м.
Сшитый полиэтилен PEX. Трубопровод из сшитого полиэтилена обладает хорошими параметрами прочности, термостойкости и гибкости, из него прокладывают контуры теплых полов, которые затем заливают стяжкой. Трубы подключает коллектору, имеющему металлические патрубки, их концы надевают на штуцеры и зажимают компрессионными фитингами.
Металлопластик PE-AL-PE. Для укрепления оболочки и снижения температурного расширения пластиковые трубы упрочняют внутренними алюминиевыми оболочками. Встречаются следующие разновидности полимерных труб с фольгированным слоем, маркировка которых наносится на их поверхность:
Встречаются следующие разновидности полимерных труб с фольгированным слоем, маркировка которых наносится на их поверхность:
- PE-R – указывает, что материалом изготовления изделия является полиэтилен;
- PP-R – означает, что стенка изготовлена из полипропилена;
- PE-X – основной материал изготовления стенки – сшитый полиэтилен;
- PE-RT – стенка сделана из термостойкого полиэтилена.
Рис. 5 Канализационные НПВХ и ПВХ трубы
Трубопроводные магистрали, применяемые в системе отопления, водопровода, газоснабжения, находятся под довольно высоким давлением, поэтому к стыкам предъявляются повышенные требования по прочности и герметичности.
Так как металл и пластик являются разнородными материалами, не может быть речи об их совместной сварке, спайке, склеивании при монтаже, эффективны только механические варианты состыковки.
При помощи резьбовых фитингов
Резьбовые соединения – одни из самых известных и популярных видов сращивания различных деталей, имеющих цилиндрическую форму. Принцип резьбового крепления состоит в нарезании на стенках стальных труб резьбы внутри или снаружи, а на ответную деталь из пластика крепится соответствующий резьбовой фитинг.
Принцип резьбового крепления состоит в нарезании на стенках стальных труб резьбы внутри или снаружи, а на ответную деталь из пластика крепится соответствующий резьбовой фитинг.
Типовой переходник с металлической трубы на пластиковую состоит из двух частей – один участок подсоединяется к пластмассовой детали, а второй патрубок с резьбой внутри или снаружи, фитингом типа американка, прикручивается к стальному элементу.
Рис. 6 Сопряжение фитингов с изделиями из ПЭ (НСПС), ПП (пайка), PEX (напрессовка) и PE-AL-PE (опрессовка)
В зависимости от материала труб используются следующие способы монтажа на их торцах резьбовых фитингов:
Полипропиленовые ПП. Переход с железной трубы на полипропилен состоит из металлической части с резьбой и короткого ПП патрубка, имеющего внутренний посадочный размер, равный внешнему трубной оболочки. При сборке переход со стальной трубы на полипропилен и внешняя стенка ПП-трубы нагреваются специальным паяльником и соединяются вместе на некоторое время до спайки полипропилена. При данном способе стыкования ответная деталь из металла должна иметь резьбовую нарезку.
Полипропиленовые трубы можно соединить с металлической, имеющей наружную резьбу чуть большего диаметра, чем внутренний полипропиленовый, более простым способом. Для этого паяльным утюгом разогревают внутреннюю полость ПП-трубы и быстро одевают ее на стальной резьбовой отвод, обжимая руками, после остывания полипропиленовую деталь можно вкручивать и выкручивать по своему усмотрению.
Полиэтиленовые ПЭ. Самое распространенное соединение водопроводных ПЭ труб с металлическими производится при помощи компрессионных фитингов, которые выполнены из пластика (полипропилена или полиэтилена). Принцип компрессионного фитинга заключается в обжиме муфты специальной цанговой шайбы, которая находится внутри фитинга. Эта цанга имеет обратные пазы, которые врезаются в тело трубы и не дают стыку разъединяться при высоких давлениях. Данным методом соединяются водопроводные трубы диаметром от 20 до 110 мм, а также скважинные адаптеры к водопроводной магистрали.
В промышленной сфере для сопряжения ПЭ-труб со стальными применяется неразъемное соединение полиэтилен-сталь НСПС, представляющее собой терморезисторную сварку под давлением двух коротких патрубков из указанных материалов.
Рис. 7 Принцип сопряжения компрессионной муфтой
Сшитый полиэтилен, металлопласт. Существует несколько технологий крепления переходных фитингов на трубы из сшитого полиэтилена и металлопласта:
- Компрессионная муфта. На пластиковую трубу одевается накидная гайка с внутренней резьбой, под которой находится зажимное кольцо с прорезью. Внутрь трубной оболочки вставляют переходную муфту с уплотнительными кольцами для обеспечения жесткости стенок. При прикручивании наружной резьбовой гайки к резьбе металлической трубы происходит прижимание ее стенок к внутреннему переходнику, что обеспечивает герметичность и одновременную стыковку.

- Опрессовка. Переходной металлический фитинг с уплотнительными кольцами или ребрами в виде елки вставляют внутрь трубы, сверху на трубную оболочку одевают гильзу, которую затем сдавливают специальным инструментом, прижимая внутренний штуцер к стенкам трубы. Ответная металлическая деталь может иметь любую форму и наружную или внутреннюю резьбу, американку – ассортимент опрессуемых фитингов весьма широк.
- Напрессовка. Переходной фитинг вставляют внутрь трубы, сверху на ее оболочку одевают гильзу. Далее с помощью специального инструмента гильзу сдвигают вперед, сдавливая тем самым трубную оболочку снаружи и прижимая ее к стенкам внутреннего переходника, имеющего различные форму, тип и размер резьбы.
Рис. 7 Варианты соединения труб с помощью специальных муфт
Рис. 8 Втулка полиэтиленовая и бурт из полипропилена в сборе для реализации флацевого соединения
Рассмотренные выше соединения основывались на том, что к пластиковой трубе припаивался или крепился каким-либо способом фитинг, имеющий резьбу для соединения с металлической деталью, имеющей ответную резьбовую часть. Данная технология является общепринятой и обеспечивает высокое качество, герметичность, и прочность соединения, ее единственный и основной недостаток – невозможность стыковки с трубами, имеющими гладкую поверхность. Следует отметить, что непосредственно соединить пластиковую трубу с железной без резьбы при прокладке любого вида инженерных коммуникаций невозможно, для их сопряжения разработана технология с применением электросварных муфт и переходных элементов НСПС.
Данная технология является общепринятой и обеспечивает высокое качество, герметичность, и прочность соединения, ее единственный и основной недостаток – невозможность стыковки с трубами, имеющими гладкую поверхность. Следует отметить, что непосредственно соединить пластиковую трубу с железной без резьбы при прокладке любого вида инженерных коммуникаций невозможно, для их сопряжения разработана технология с применением электросварных муфт и переходных элементов НСПС.
При прокладке трубопроводных магистралей большого диаметра промышленного назначения используется стыковка разнородных трубных участков с помощью фланцев, к примеру фланцевое соединение металлической трубы с полиэтиленовой или полипропиленовой. Для его реализации к стальным трубам приваривают фланцы, а к пластиковым специальные бурты. За бурт предварительно перед сваркой устанавливается ответный фланец. Стыкуется узел при помощи болтов, которыми стягиваются фланцы.
Рис. 9 Соединение с помощью хомутов – примеры
Соединение пластиковой трубы с металлической без резьбы можно провести следующими полукустарными методами, не гарантирующими приемлемое качество стыка:
При помощи хомутов. Метод довольно прост, пластиковая труба обычно из сшитого полиэтилена одевается на стальную и зажимается стальным хомутом, помещенным на ее наружную оболочку, при помощи прижимного винта. По технологии этот способ напоминает подсоединение труб из сшитого полиэтилена, используемых при укладке теплых полов, к коллектору, имеющему безрезьбовые входные металлические штуцеры.
Метод довольно прост, пластиковая труба обычно из сшитого полиэтилена одевается на стальную и зажимается стальным хомутом, помещенным на ее наружную оболочку, при помощи прижимного винта. По технологии этот способ напоминает подсоединение труб из сшитого полиэтилена, используемых при укладке теплых полов, к коллектору, имеющему безрезьбовые входные металлические штуцеры.
Если стальная и полимерная труба имеют приблизительно равные диаметры, можно вставить внутрь полимерной стальную гильзу для увеличения прочности ее стенок и соединить обе трубы сверху стальным накладным хомутом, прижав его четырьмя винтами. Правда при данном методе соединения придется хорошо подумать о герметизации стыка.
Переходных муфт. Переходные муфты из достаточно прочных и эластичных обрезков полимерных труб можно использовать как кустарный способ стыковки двух элементов. Для этого в отрезок муфты, имеющий внутренний диаметр стыкуемых полимерной и металлической деталей, вставляются обе соединяемых элемента и прижимаются по краям накладными хомутами.
Рис. 10 Gebo – внешний вид и принцип работы
Фитинга Gebo. Одна из новейших разработок зарубежных специалистов – компрессионный фитинг Gebo, предназначенный для состыковки двух отрезков металлических труб одинакового диаметра, подходящего к внутреннему размеру Gebo. Отличительная особенность Gebo – наличие в конструкции компрессионной муфты уплотнительного резинового кольца, которое исключает протечки. Хотя данный фитинг по инструкции не может осуществлять сопряжение металла и пластика, теоретически жесткая ПП-труба с внутренней прослойкой из стекловолокна или алюминия может быть надежно и герметично состыкована с металлической при одинаковом размере их внешних диаметров.
Поэтому применение фитинга Gebo довольно грамотный ответ на вопрос, как соединить металлическую трубу с полипропиленовой, когда обе детали имеют гладкие стенки и одинаковые размеры в окружности.
Выше рассматривалась методика присоединения труб в магистралях водоснабжения и тепловых сетей, находящихся под давлением. В отличие от напорных коммуникаций, бытовая канализация работает в безнапорном режиме, то есть на стыки трубопровода не оказывается физическое воздействие от транспортируемого по нему рабочего тела. Поэтому основное требование к стыкам в канализационном трубопроводе – обеспечение герметичности.
Рис. 11 Примеры как соединить пластиковую трубу с металлической посредством манжет
Канализация обычно прокладывается трубами из чугуна и поливинилхлорида ПВХ, при необходимости их стыковки используют следующие варианты:
Присоединение посредством манжеты. Если в чугунной канализации имеется расширяющийся раструб на конце, в него вставляют ПВХ-трубу, герметизируя стык каучуковой манжетой. Аналогичным образом стыкуют чугун с ПВХ-трубами большего размера, просто вставляя их в последние и герметизируя щели уплотнительными кольцами.
Хомуты. Соединить канализационную пластиковую трубу с железной из чугуна можно посредством накладных хомутов подходящего размера, приобретенных в торговой сети, или сделанных самостоятельно.
Для изготовления хомутов своими руками вырезают лист из резины, оборачивают им место стыка двух труб и зажимают его хомутиками, вырезанными из полосок жести при помощи болтов с гайками. При отсутствии времени или желания можно просто обмотать место стыковки проволокой, плотно скрутив ее концы.
Переходники. Одна из методик, как соединить ПВХ трубу с металлической, является использование переходников в виде гофротруб с манжетами. Также для состыковки труб разных размеров выпускают пластмассовые фасонные изделия с переходом с большого на малый диаметр.
Соединительные муфты. Можно состыковать две трубы из чугуна и поливинилхлорида с помощью переходной муфты, вырезанный из отрезка жестяной или ПВХ-трубы. Ее одевают сверху на место стыкуемых элементов, а образовавшиеся щели запенивают монтажной пеной или забивают водонепроницаемыми эластичными прокладками.
Рис. 12 Сопряжение чугуна и ПВХ-труб переходниками
Правильное соединение металлической и пластиковой трубы достигается только при использовании резьбы на двух деталях. Безрезьбовое соединение металлических и пластиковых труб в бытовых условиях любыми способами относится к полукустарным методам и не обеспечивает условий герметичности и прочности соединений, необходимых при высоких давлениях в магистрали.
Соединение металлопластиковых труб между собой и с трубами из металла
Металлопластиковая труба представляет собой надежный, экологически чистый материал для создания бытовых коммуникаций любой конфигурации и назначения. Они выдерживают нагрузки системы водяного отопления (в том числе систему «теплый пол»), горячего, холодного водоснабжения. Соединение металлопластиковых труб между собой и с трубопроводами из металла или пластика не представляет сложности, не требует дорогостоящего оборудования. Врезка в общий железный стояк или разводка от полипропиленовой трубы вполне доступна для выполнения неспециалисту.
Врезка в общий железный стояк или разводка от полипропиленовой трубы вполне доступна для выполнения неспециалисту.
Особенности металлопластиковых трубных изделий
Металлопластиковые трубы имеют сложную структуру и соединяют в себе преимущества металла и пластика. Изделие состоит из пяти слоев:
- Внутренний и внешний слой – это сшитый или уплотненный полиэтилен. Органический материал, который не меняет своей структуры, физических свойств и сохраняет химическую пассивность при температуре до 95 градусов и давлении внутри до 10 атм.
- Внутренний слой – алюминиевая фольга. Этот легкий и гибкий металл придает металлопластиковой трубе особую прочность, «умение» держать изогнутую форму, препятствует проникновению атмосферного кислорода внутрь.
- Два слоя специального клея, которые скрепляют металл и прошитый полиэтилен.
Обратите внимание! Комбинированные трубы имеют соответствующую структуре маркировку: PEX-AL-PEX для сшитого полимера; PE RT-AL-PE RT для термостойкого материала.
Она наносится на каждое изделие с внешней стороны.
Преимущества металлопластиковых труб
В отличие от стального, трубопровод получается:
- значительно дешевле;
- легче по весу;
- не лопаются на морозе, будучи заполнены теплоносителем;
- устойчивым к коррозии.
В отличие от пластиковых труб, металлопластиковые:
- остаются гибкими, но сохраняют приданную конфигурацию, что позволяет использовать меньше креплений и фитингов;
- способны выдерживать повышенные нагрузки;
- не требуют пайки при монтаже;
- имеют меньшее линейное расширение.
Обладая надежностью металлической трубы, металлопластиковые бытовые коммуникации имеют срок службы современного пластика.
Способы монтажа труб из металлопластика между собой
Соединение металлопластиковых труб между собой осуществляется при помощи фитингов. Сварка или пайка, которая является основным способом соединения органических полимеров, здесь невозможна из-за наличия прокладки из металла.
Способы монтажа можно разделить на:
- Разъемные соединения – стыковка обжимными фитингами. Требует периодического контроля.
- Неразъемные – соединение на пресс или пуш фитингах. При качественном монтаже используют для прокладки скрытых коммуникаций.
Вне зависимости от типа выбранного фитинга трубу следует подготовить к монтажу. Ее выравнивают по направляющей оси. Минимальный ровный отрезок от края составляет не менее 10 см.
Для подготовки трубы к соединению понадобятся следующие инструменты:
- Труборез. Разрезать мягкую металлопластиковую трубу можно ножовкой по металлу, острым ножом. Однако для качественного соединения необходима неповрежденная окружность и строго перпендикулярный направляющей оси срез, без заусенцев или иных изъянов. Такой срез дают специальные ножницы.
- Калибратор — для восстановления окружности и обработки внутренней части среза. Обработка среза заключается в снятии стружки с внутреннего слоя под углом в 45 градусов.
 Операция позволяет провести качественное соединение металлопластиковых материалов.
Операция позволяет провести качественное соединение металлопластиковых материалов. - Фаскосниматель – для обработки внешней кромки среза.
Обратите внимание! Перечисленные инструменты стоят недорого. Они подходят для работы не только с металлопластиковыми, но и с другими полимерными трубными материалами.
Монтаж обжимными фитингами
Обжимной (компрессионный) фитинг для металлопластиковых труб представляет собой разборную деталь, которая состоит из литого корпуса со штуцером, уплотнительного кольца и обжимной гайки. На корпусе установлены две резиновых прокладки, плюс обязательно должна быть диэлектрическая силиконовая прокладка. Монтаж осуществляют вручную, используя разводной и гаечный ключ.
Схематично процесс выглядит следующим образом. Трубу следует отрезать по размеру и подготовить к монтажу, обработав срез с двух сторон.
- Соединяемый отрезок протирают от пыли, тщательно вытирают следы масляных загрязнений. Для обезжиривания используют спиртовой раствор и ветошь.
- Компрессионный фитинг раскручивают – снимают обжимную гайку, разрезное кольцо.
- В указанном порядке их следует надеть на трубу.
- Вставляют штуцер фитинга в трубу до упора, используя физическое усилие. Для лучшего скольжения штуцер можно намочить.
- Сдвигают на край кольцо. Фиксируют соединение гайкой.
Затягивание обжимной гайки проводят двумя ключами. Одним фиксируют неподвижно фитинг, другим затягивают гайку.
Обратите внимание! Чрезмерное желание «затянуть потуже» приведет к порче резьбы фитинга. Затягивать следует туго, но без излишнего рвения.
Соединение получается разборным. Со временем его придется несколько подтягивать, поэтому компрессионные фитинги применяют в коммуникациях с открытым доступом.
Монтаж пресс-фитингами
Пресс-фитинг устроен подобно компрессионному, но вместо гайки на резьбе для фиксации соединения используется обжимная гильза. Чтобы запрессовать обжимную гильзу понадобится дополнительный инструмент – пресс-клещи (в ручном или электроприводном варианте). Пресс-клещи различаются по размеру, в зависимости от диаметра металлопластиковых коммуникаций.
Чтобы запрессовать обжимную гильзу понадобится дополнительный инструмент – пресс-клещи (в ручном или электроприводном варианте). Пресс-клещи различаются по размеру, в зависимости от диаметра металлопластиковых коммуникаций.
Монтаж начинают с подготовки трубы. С пресс-фитинга снимают металлическую гильзу и надевают ее на подготовленный конец трубы. Внутрь вставляют штуцер. Клещами фиксируют соединение, зажимая их до полного сведения ручек. Сдавливание проводят однократно.
Обратите внимание! При качественной запрессовке на гильзе появляются две выраженные вдавленные полоски. Локация этих полосок не должна совпадать с расположением резиновых прокладок фитинга.
Использование пуш-фитингов в соединении металлопластиковых труб
Пуш-фитинг представляет собой самофиксирующуюся деталь. Он позволяет соединить металлопластик без использования дополнительных инструментов. Здесь требуется качественная подготовка срезов. К обоим концам фитинга подсоединяют трубы, надевая их на штуцера. Соединение фиксируется пуш-фитингом. Окончательно процесс соединения завершается за 3 часа, когда полиэтиленовый материал восстановит свою конфигурацию.
Он позволяет соединить металлопластик без использования дополнительных инструментов. Здесь требуется качественная подготовка срезов. К обоим концам фитинга подсоединяют трубы, надевая их на штуцера. Соединение фиксируется пуш-фитингом. Окончательно процесс соединения завершается за 3 часа, когда полиэтиленовый материал восстановит свою конфигурацию.
Использование пуш-фитингов является надежным способом для сборки коммуникаций из металлопластика для людей, которые никогда не пользовались сантехническими инструментами. Оно получается неразъемным, герметичным. Пуш-фитинги можно использовать для прокладки скрытых коммуникаций. Недостаток здесь один – высокая стоимость соединительных деталей.
Как соединить металлопластик и металл
Соединение металлопластиковых труб и металлического трубопровода необходимо при монтаже разводки от центральной магистрали или, например, при монтаже индивидуальной отопительной системы. Здесь соединение металлопластик-металл проводится при подключении обвязки к водонагревательному котлу.
Здесь соединение металлопластик-металл проводится при подключении обвязки к водонагревательному котлу.
Соединение металлопластика со стальной трубой проводят специальными переходными фитингами. Один конец такой детали предназначен для металлопластика и может быть как компрессионным (с гайкой на резьбе), так и обжимным, на пресс-шайбе. Второй конец фитинга имеет металлическую резьбу. Она может быть как внутренней, так и наружной.
Монтаж осуществляют с присоединения стальной трубы к фитингу. Для герметизации резьбового соединения используют подмотку паклей на олифе, фум ленту. Затем присоединяют металлопластиковую часть коммуникаций.
Особенности соединения металлопластиковых труб и труб из полипропилена
Для монтажа металлопластиковой и полипропиленовой трубы используют специальные фитинги — с одной стороны такая деталь имеет полипропиленовую часть, предназначенную для сваривания с полипропиленовым материалом. Вторая часть детали – это пресс-фитинг с надвижной пресс-гильзой или с пресс-шайбой на резьбе.
Работу начинают с припаивания фитинга к полипропиленовой трубе. После полного остывания сварного соединения присоединяют металлопластик.
Обратите внимание! Производители сантехнического оборудования предлагают фитинги различных конфигураций, которые позволяют не только соединить разнородные трубы, но и перейти на другой диаметр, смонтировать отвод для врезки.
пластиковая с металлической. Виды, особенности монтажа
Как соединить пластиковую трубу с металлической
К соединению деталей трубопровода следует относиться серьезно, чтобы места стыков не протекали во время эксплуатации.
В старых многоэтажных домах часто случаются протечки из-за неправильной стыковки трубопровода.
Необходимо иметь представление, как соединить пластиковую трубу с металлической без аварийных ситуаций в будущем.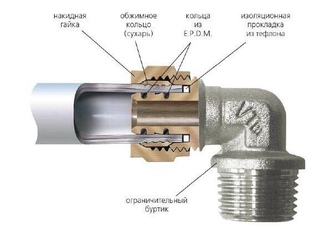
Содержание статьи:
Почему приходится соединять трубопрокаты из пластика с металлом
Места с соединениями трубопрокатов из пластикового материала с металлом встречаются часто. Причинами данного типа монтажа могут служить следующие ситуации:
1.при необходимости замены труб в квартире, доме по плану, либо срочно.
Прошлый век все дома имели чугунную канализацию. Ему на смену приходит пластиковые изделия, из металлопластика. Пластиковая продукция практична в применении, ее удобно монтировать, стоят детали недорого. Как правило, часть чугунной конструкции остается, соединяя ее с новыми пластиковыми деталями.
2.При строительстве новых строений.
Строя один объект, случается, что часть трубопровода строит одна бригада, другую часть – следующая. Нередко материалы, из которых прокладывают трубы, разные. Места с металлическими трубопрокатами чередуются с изделиями из пластикового материала.
3.В особых ситуациях.
Иногда необходимо применение разного материала. Участки трубопровода могут подвергаться коррозии, а некоторые не выдерживать механические нагрузки. В данном случае приходится укладывать трубы из более прочного металла, а остальную часть системы из пластика.
Участки трубопровода могут подвергаться коррозии, а некоторые не выдерживать механические нагрузки. В данном случае приходится укладывать трубы из более прочного металла, а остальную часть системы из пластика.
Различные виды соединений
Выделяют разные способы, чтобы соединить металл с пластиком. Они имеют разную сложность при монтаже и технологию монтажа.
Резьбовой тип
Данный тип соединения можно применять, если соединяемые элементы имеют сечение до сорока миллиметров. Стыкуют трубы, применяя специальные детали. На одном краю приспособления имеется резьба из металлического материала. С помощью нее соединяют трубу из стали. Второй конец детали из пластикового материала, служит, чтобы соединять трубопрокат из пластика, применяя накидную гайку, либо метод пайки.

Выделяют следующие виды соединительных приспособлений:
- 1.При помощи американки.
Считается самым популярным методом. Представляет собой специальную деталь, которая имеет металлический конец, оснащенный резьбой снаружи, либо внутри корпуса, также из полимерного патрубка.
При соединении трубопроката из металла с американкой применяют метод накручивания. Накидную гайку прикручивают при помощи резьбы, на второй конец паяльником приваривают пластиковую часть. Для обеспечения герметичности ставят резиновые прокладки.
К плюсам данной конструкции относят разъемность. Если понадобится, то трубопрокаты очень просто рассоединяются. Выкручивая металлическую деталь, надо стараться не испортить резиновый уплотнитель.
- 2. посредством фитинга-ниппеля.
Приспособление включает полимерную втулку, имеющую внутри впаянную пластину из металлического материала, оснащенную резьбой. Фитинг – ниппель одним концом накручивают на резьбу снаружи металлического трубопроката, с другой стороны – припаивают к пластиковому трубопрокату.
Внимание! Чтобы уплотнить стыки, рекомендуют применять фум-ленту.
- 3.посредством металлорукава.
Деталь состоит из гибкого шланга, имеющего уплотняющие манжеты с накидными гайками. Его диаметр может быть различным. Данный метод стыковки не считается популярным. Применяется при соединении деталей, расположенных далеко между собой. Металлическое изделие монтируют на один конец металлорукава, присоединяя пластикового изделия следует использовать фитинг – ниппель.
Внимание! Выбирая фитинг-ниппель и рукав, обращают внимание на параметры резьбы.
Фланцевый тип
Если соединяемые трубы имеют сечение свыше сорока миллиметров, следует применять фланцы. Соединительные детали должны быть изготовлены из пластика, иметь дополнительные втулки, оснащенные буртами, бортиками для ограничения. При наличии фланца на трубе из металлического материала выбирают пластиковый, соответствующий размеру.
Во втулку, имеющую бурты, вставляют трубы для стыковки, фланцами они должны упираться в бурт. Для герметичности следует применять резиновые, паронитовые уплотнители. Бурт по форме может выпускаться прямым, конусным. Фланцы крепятся на болты, шпильки. Крепежи затягивают крестообразно, без дополнительных усилий.
Для герметичности следует применять резиновые, паронитовые уплотнители. Бурт по форме может выпускаться прямым, конусным. Фланцы крепятся на болты, шпильки. Крепежи затягивают крестообразно, без дополнительных усилий.
Фитинг
Применение фитингов Гебо для соединения деталей становится популярным. Деталь представляет обжимную муфту, похожую на патрубок. Фитинг включает кольца: прижимные, зажимные, уплотняющие, накидную гайку. Кольца в комплекте идут парно, их насаживают на оба конца муфты.
Внимание! Данный тип применяют при невозможности нанесения резьбы на металлическое изделие.
Как соединить детали:
1.раскручивают фитинг.
2.кольца для зажима надевают на трубы для соединения.
3. к трубе приделывают муфту, которую поджимают накидной гайкой.
4.другую трубу подготавливают также.
Внимание! Соединение гарантирует сто процентную герметичность, однако фитинг перегружать не рекомендуют.
Безрезьбовой тип
Данное соединение предполагает способ соединения без резьбы и сварки, применение муфты обжимного типа. Муфта состоит из элементов:
1.из корпуса, сделанного из чугуна, стали повышенной прочности.
2.двух гаек, сделанных из бронзы, либо латуни, они находятся на двух концах корпуса.
3.четырех шайб из металла, находящихся внутри корпуса.
4.прокладки из резины для герметичности.
В муфту следует вставить трубопрокаты из разного материала, пока они не коснутся друг друга. Затем нужно затянуть гайки плотно.
Еще одним безрезьбовым методом считается соединение с помощью металлического шланга. Шланг надевают на концы труб для соединения, его обжимают с помощью хомутов.
Внимание! В продаже имеются втулки из резины, которые действуют по такому же принципу.
Иногда применяют следующий способ соединения, при котором не используют фитинги. Для нагрева пластиковой трубы применяют специальный утюг, на резьбу из металла прикручивают разогретый трубопрокат.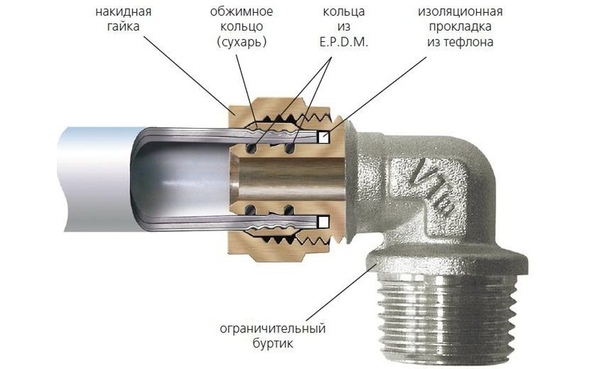 Пластик остывает, образуя единую деталь.
Пластик остывает, образуя единую деталь.
Внимание! Способ не считается надежным, его не рекомендуют применять для прокладки коммуникаций в доме.
Нюансы соединения трубы из металла с пластиковой
При соединении деталей из разного материала следует соблюдать последовательность. Инструкция по монтажу:
1.следует определиться со способом соединения.
2.измеряют диаметр труб снаружи и внутри.
3.покупают фитинги так, чтобы сходилась резьба.
4.размечают трубопровод.
5.обрезают конец трубы из пластика, очищают край трубы из металла. Если требуется, наносится новая резьба, а старая срезается.
6.ставят прокладку на конец из металла.
7.к концу прикручивают фланец или фитинг.
8.при использовании фланца придвигают его ближе к уплотнителю, соединяя его со вторым фланцем с помощью шпилек, либо болтов.
9.при использовании резьбового способа трубу из металла очищают от верхнего слоя, нанося уплотняющий материал в виде фум-ленты, прокладки. Далее следует прикрутить фитинг руками, в другой конец вставляют трубу из пластика. Если требуется, то можно вварить трубопрокат.
Далее следует прикрутить фитинг руками, в другой конец вставляют трубу из пластика. Если требуется, то можно вварить трубопрокат.
10.следует проверить качество соединения.
Нюансы монтажа трубы из металла и металлопластика
Лучшим методом соединения является применение обжимного фитинга. Этапы монтажа деталей:
1.провести зачистку стальной резьбы от грязевых частиц, ржавчины.
2.проложить изоляционный слой из фум-ленты, пакли.
3.на конец трубы из металла накручивают фитинг, используя ключ рожковый, либо газовый.
4.на трубопрокат из металлопластика надевают гайку, пресс-шайбу, калибруют конец.
5.конец металлопластикового изделия помещают на фитинг, насаженный на трубу из металла.
6.ключом прикручивается обжимная гайка.
Нюансы монтажа трубопроката из металла с пластиковой трубой без резьбы
Выделяют два способа монтажа изделий. В первом случае может использоваться обжимная муфта, подходящая для соединений без резьбы. Во втором случае наносится резьба своими руками.
Во втором случае наносится резьба своими руками.
Чтобы сделать резьбу своими руками, нужно иметь резьборез. Бывают модели механического и электрического типа. Электрический вариант состоит из резцов, которыми нарезают резьбу на трубах разного диаметра. Оборудование стоит дороже, но применять его удобнее, не требует навыков.
Как применять резьборез:
1.не применяют инструмент, если вблизи находится стена.
2.при ручном механизме соблюдают последовательность действий: вперед на полоборота, далее назад на одну четверть. Таким образом делается вся резьба.
3.электрический тип резьбореза может перегреться, ему надо давать отдыхать.
4.до нанесения резьбы, конец металлической трубы очищают.
5.резьбу смазывают с помощью солидола, или другим видом смазки.
как соединить железную трубу с пластиковой, резьбовой переходник для стальной трубы, переход
Содержание:
На смену устаревшим металлическим трубопроводам, прослужившим не одно десятилетие, пришла современная пластиковая продукция. Но при проведении ремонта или замене инженерных коммуникаций возникают ситуации, когда нужно знать, как соединить железную трубу с полипропиленовой.
Выполнение перехода между разными видами труб — металл и полипропилен
По своей надежности и эксплуатационным характеристикам пластиковая трубная продукция превосходит изделия из металла. Правильное соединение полипропиленовой трубы с металлической является залогом бесперебойной и надежной работы систем разного назначения.
Применяется несколько способов стыковки:
- Резьбовой.
 В данном случае используют фитинги, имеющие вид муфты. Один конец таких изделий снабжают резьбой для металлических элементов, а другой представляет собой идеально гладкий срез. Переходник с металлической трубы на пластиковую применяют при необходимости состыковать трубы диаметром не более 40 миллиметров.
В данном случае используют фитинги, имеющие вид муфты. Один конец таких изделий снабжают резьбой для металлических элементов, а другой представляет собой идеально гладкий срез. Переходник с металлической трубы на пластиковую применяют при необходимости состыковать трубы диаметром не более 40 миллиметров. - Фланцевый. Данный вариант предполагает, что соединяются трубы большого сечения с помощью фланцев, поскольку затягивание резьбы потребует значительных физических усилий.
Монтаж резьбовых фитингов
Данный тип соединений труб малого и среднего диаметра предусматривает наличие резьбы как внутри, так и снаружи. Она требуется, чтобы закреплять металлические части трубопровода, при этом гладкий срез на муфте находится на противоположной стороне – к ней припаивают пластик.
Технология монтажа отличается простотой:
- Заготовку в предполагаемом месте стыка срезают под прямым углом.
 Чтобы обработать края, задействуют солидол. Потом с помощью резьбореза завершают обработку.
Чтобы обработать края, задействуют солидол. Потом с помощью резьбореза завершают обработку. - Далее края очищают таким образом, чтобы не оставалась металлическая стружка. Месту будущего соединения потребуется герметизация, для этого применяют паклю или ФУМ – ленту.
- Переходник с железной трубы на пластиковое изделие, он же фитинг, накручивают после предварительной подготовки на часть, имеющую срез. Для этого не следует прилагать большие усилия, поскольку деталь может треснуть при сильном нажатии на нее.
- Гладкий край соединяют с пластиковой трубой.
Паклю или ФУМ — ленту наматывают по ходу резьбы так, чтобы материал закрывал минимум 1 -2 витка.
Установка фланцев
Как уже говорилось ранее, данный способ соединения используют для труб большого сечения. Фланцевый переход с железной трубы на пластиковую позволяет при необходимости с меньшими проблемами выполнить очистные мероприятия.
Фланцы представляют собой плоские диски круглой, квадратной или другой формы, имеющие отверстия для шпилек и болтов для обеспечения прочного соединения.Читайте также: «Какие бывают фланцы для труб – виды и преимущества соединений».
Процесс соединения состоит из нескольких этапов:
- На концах отрезков труб делают ровный срез. Внутри изделий не должно быть пыли и стружки.
- На заранее подготовленные срезы надевают фланцы. Между дисками помещают резиновые прокладки.
- Для соединения двух фланцев задействуют болты, которые затягивают равномерно, не прилагая большие усилия.
Необходимо следить за тем, чтобы края прокладок не выступали за пределы фланцев больше, чем на 10 миллиметров.
Соединение полипропиленовых труб
Для стыковки изделий, изготовленных из полипропилена, на их концы нужно воздействовать высокой температурой. Также можно применять специальные фитинги или метод склеивания.
Чтобы стыковать полипропиленовые отрезки труб, необходимо использовать специальный сварочный аппарат, который еще называют «утюгом». Он функционирует от обычной электросети. Специалисты рекомендуют приобретать трубную продукцию с небольшим запасом, поскольку возможны ошибки.
Он функционирует от обычной электросети. Специалисты рекомендуют приобретать трубную продукцию с небольшим запасом, поскольку возможны ошибки.
Работа выполняется поэтапно:
- В первую очередь в местах расположения стыков делают несколько срезов, а торцы тщательно зачищают. На поверхности маркером наносят специальные отметки, указывающие глубину нахождения деталей внутри нагревательного оборудования. Температура паяльника при этом должна быть не менее 270 градусов.
- Соединение насадок производится строго перпендикулярно.
- На протяжении 10 -15 секунд ожидают завершения плавления. Затем избавляются от насадок, а детали вновь стыкуют между собой. Их следует слегка приложить друг к другу, не допуская проворачивания.
- Пока стыкуемые детали не остынут, их необходимо оставить в одном положении на некоторое время.
Метод раструбной пайки используют для труб 40-миллиметрового или большего диаметра.Такую работу следует доверить профессионалам – только они знают, как соединить пластиковую трубу с полипропиленовой правильно.
Соединительные детали желательно нагревать изнутри, а трубную продукцию – снаружи. Только тогда можно создавать узлы, которые отличаются прочностью, поскольку иначе на внутренней поверхности появятся небольшие бугорки, приводящие к уменьшению проходимости трубопроводов. После продувки конструкции подобные проблемы исчезнут.
Применение «холодного» метода
Данный метод предполагает использование компрессионных фитингов, а из инструментов потребуется только обычный обжимной ключ.
Монтаж выполняется следующим образом:
- Рабочий процесс начинают со срезов по краям. Затем проверяют перпендикулярность расположения кромки. Далее зачищают торцы от заусениц при помощи проволочной мочалки или мелкозернистой шкурки.
- Стяжную гайку помещают на один конец трубы.
 Резьбовое соединение пластиковых труб должно быть направлено в сторону фитинга (прочитайте: «Преимущества резьбового соединение труб, способы герметизации стыков»). Затем используют кольца с компрессией. Они тоже должны идти в фитинговую сторону, но обязательно длинными скосами.
Резьбовое соединение пластиковых труб должно быть направлено в сторону фитинга (прочитайте: «Преимущества резьбового соединение труб, способы герметизации стыков»). Затем используют кольца с компрессией. Они тоже должны идти в фитинговую сторону, но обязательно длинными скосами. - Фитинг нанизывают на поверхность заранее подготовленного торца. Деталь во внутреннюю поверхность нужно вставлять до упора.
- В завершение работы полностью затягивают стяжную гайку и проверяют полученное соединение на герметичность.
Несколько важных моментов выполнения сваривания
Такой инструмент как профессиональный паяльник стоит дорого. Поэтому выгоднее покупать недорогие варианты, если предстоит разовая работа. «Любительские» модели обычно оснащают несколькими ходовыми насадками. Еще лучшим решением будет аренда инструмента. Качество соединений от этого никак не пострадает.
У всех паяльников имеется обязательный элемент – подставка. Даже специалисты выполняют соединения при условии сохранения инструментом устойчивого положения. На нагрев рабочих поверхностей должно уходить от 10 до 15 минут. Читайте также: «Какое соединение полипропиленовых труб надёжнее – виды и особенности стыковки».
Даже специалисты выполняют соединения при условии сохранения инструментом устойчивого положения. На нагрев рабочих поверхностей должно уходить от 10 до 15 минут. Читайте также: «Какое соединение полипропиленовых труб надёжнее – виды и особенности стыковки».
Перед тем, как соединить полипропиленовые трубы, нужно разобраться в деталях. Соединительные насадки состоят из двух частей: первая из них – это дрон, на котором происходит нагрев муфты, вторая — гильза, имеющая внутри трубу с дроном.
Перед подсоединением паяльника к сети детали насадки помещают на прибор, когда он холодный. Работать с инструментом начинают после того, как индикаторы на нем погаснут.
Время разогрева зависит от нескольких факторов:
- вида трубной продукции;
- толщины стенок;
- диаметра соединяемой конструкции.
Все вышеназванные параметры, как правило, имеются в таблице, прилагаемой к паяльникам.
Особенности соединения канализационных труб
При монтаже и ремонте канализационных систем часто требуется выполнить переход с железной трубы на полипропилен. Соединение с чугунными аналогами имеет особенности по причине их конструктивных отличий.
Нужно иметь в наличие специальные комплектующие изделия:
- уплотнители;
- гофр;
- манжеты.
В первую очередь необходимо приобрести разные детали. Если не удается отыскать нужные комплектующие, можно задействовать даже подручные материалы. Например, из микропористой резины вырезать уплотнитель. Между соседними соединяемыми элементами помещают узкую длинную ленту, а при помощи широкой тупой отвертки этот материал уплотняют.
Чеканку не используют по ряду причин. Она способна привести к деформации пластиковых труб и помешать обеспечить герметичность стыков. Но даже после завершения ремонтных работ остается большая вероятность появления протечек.
Не станет долговечным решением проблемы и применение цементного раствора. Поскольку разные материалы отличаются коэффициентом теплового расширения, эта разница оказывает негативное влияние на конструкцию. В результате в зацементированных стыках вскоре появляются трещины, и система утрачивает целостность.
Пластиковые трубы со стальными в канализационных конструкциях соединяют крайне редко, более распространена стыковка с другими видами трубной металлической продукции (прочитайте также: «Виды фитингов для металлических труб – варианты соединений»).
Подключение системы водоснабжения или отопления, где требуется решить, как соединить стальную трубу с полипропиленовым изделием, характеризуется регулярным появлением подтеков, поэтому важным моментом монтажа является выбор схемы стыковки двух разных материалов.
Соединение пластиковых труб с металлическими
Если вас заинтересовал этот вопрос, то угадывается два варианта развития событий: у вас уже есть соединение пластиковых и металлических труб, которое доставляет вам головную боль или вы только собираетесь соединить этих двух антагонистов.
Рассмотрим первый вариант: у вас протечка на стыке металла и металло-(или)пластика.
Беспокоить он может только из-за протечек. А протечки неизбежны при резких перепадах температур или гидроударах. Второе, конечно, редкость, а вот перепады температур — это да, проблема. При каждом включении-отключении (точнее, наоборот) горячей воды, или даже замены горячей холодной, ожидайте подставу от этого инженерного решения. Причины — плохие фитинги и разный коэффициент термического расширения металла и пластика. В общем, дело в том, что горячая вода сильно нагревает металл, что приводит к его расширению, неравномерному по сравнению с пластиком или металлопластиком.
Как следствие, рано или поздно фитинги дают трещины или, в лучшем случае, ослабляют «хватку». Обычно это фитинги китайского производства, но качественные тоже не «железные» и могут дать слабину. Сантехникам приходится либо поджимать самораскрутившийся фитинг, либо заменять треснувший на новые. Правда сейчас в номенклатуре поставщиков можно отыскать фитинги с защитой от самораскручивания или использовать систему с опрессовкой фитингов. Поэтому настоятельно не рекомендуется экономить на комплектующих в таких ситуациях.
Второй вариант: вы только собираетесь соединить металлопластиковые или просто пластиковые трубы с металлическими.
Не знаю причины, но догадываюсь. Вы хотите сэкономить. У вас или уже есть металлический стояк, а вы хотите сделать себе разводку пластиком, или какая-то похожая причина, например, хочется удлинить металлический трубопровод. Настоятельно рекомендуется устранить проблему основательно. Например, скинуться с соседями и поменять весь стояк на пластик. Почему? Потому, что вас ждут проблемы, описанные выше в первом варианте, плюс еще одна. Если вы самовольно врежетесь в общую инженерную конструкцию со своим кардинально отличным материалом, то вы будете нести полную материальную ответственность за аварии. Любой ЖЭК, ЖКО или как-там-она-сейчас-называется управленческая компания (и даже ваш сосед!) заактирует это дело и с радостью навесит на вас весь ущерб от аварии и материальные расходы на ее ликвидацию.
Как практически соединить металл с пластиком.
Вы прочитали все вышесказанное, это вас не останавливает и вы полны решимости провернуть аферу. Как обычно, пути два: или вызываем сантехников и умываем руки, или закатываем рукава и делаем сами.
Сантехники дело знают. Рассмотрим самостоятельную работу.
Для соединения стальной трубы с пластиковой (или металлопластиковой) вам потребуется:
1) пресс фитинг или переходник, один конец которого оснащен резьбой для металлической трубы, а другой раструбом для надвижного соединения пластиковых труб;
2) два раздвижных ключа;
3) пакля или тефлоновая лента.
Пресс фитинг для соединения металлической и пластиковой труб
Сначала необходимо открутить муфту металлического трубопровода в том месте, где будет соединение с пластиковой трубой. Или кардинально: отрезаем болгаркой старую трубу. Резьборезом нарезаем резьбу, предварительно смазав край трубы маслом или солидолом, до выхода трубы из плашки. Протираем резьбу, наматываем паклю или фумленту, смазываем силиконом. Накручиваем прессфитинг. Желательно рукой без применения ключа, так как фитинг может треснуть. Лучше докрутить фитинг после включения воды, до остановки протечки, чем сразу его пережать ключом.
Как вы уже знаете, пластик и металл имеют разный коэффициент температурного расширения, поэтому не рекомендуется накручивать фитинги с внутренней резьбой из ПВХ на металл. При монтаже систем центрального отопления и горячего водоснабжения нужно использовать переходные муфты с уплотнительной резинкой или же латунные разъемные муфты с элементом из ПВХ.
Подключение трубы из ПВХ к металлической трубе
Источник бесплатной информации по ирригации в Интернете!
Соединения пластмассы с металлом выполняются с помощью резьбовых соединений. Пластиковая наружная резьба используется для соединения с металлической внутренней резьбой.
Не используйте пластиковый разъем с внутренней резьбой с металлическим разъемом с внешней резьбой! Соединение почти всегда протекает или ломается.
Стандартная резьба IPS, используемая на трубах и фитингах, неодинакова по диаметру.Например, если вы внимательно посмотрите на наружную резьбу трубы, вы заметите, что диаметр первой резьбы на конце фитинга меньше диаметра последней резьбы. Точно так же и с внутренней резьбой первая резьба на конце имеет больший диаметр, чем последняя резьба. Для этого есть веская причина. Когда вы скручиваете резьбу, она действительно становится туже! По мере того, как резьбы завинчиваются, происходит сжатие охватываемого фитинга при растяжении охватывающего фитинга, в результате получается очень плотное соединение, которое не протекает.Вот почему становится все труднее повернуть трубу, когда вы продолжаете затягивать соединение. Однако это создает проблему, если вы соединяете два разных материала вместе. Если один из них более мягкий, чем другой, то более мягкий будет выполнять все сжатие или растяжение. Сжатие, как правило, не является большой проблемой, но слишком сильное растяжение может отрицательно сказаться на прочности материала. Чтобы отрегулировать этот эффект, внутреннюю резьбу на фитингах и клапанах часто усиливают, делая их толще.Посмотрите на типичный металлический фитинг с внутренней резьбой, похожий на муфту, и вы заметите усиленный конец. Для пластиковых клапанов они не только используют более толстый пластик, но и иногда помещают металлическое кольцо вокруг охватывающего конца или вставляют стекловолокно в пластик.
Пластмассы, такие как ПВХ, создают большую проблему, поскольку пластик легко растягивается по сравнению почти со всеми металлами. По этой причине вам (почти) никогда не следует использовать фитинг из ПВХ с внутренней резьбой с металлическим фитингом с наружной резьбой. Поскольку наружная металлическая резьба тверже, наружная резьба не сжимается, и вся «отдача» исходит от внутреннего ПВХ.В результате внутренний ПВХ растягивается твердым металлом за пределы своей прочности, что приводит к возникновению крошечных трещин и утечек. Исключение, на которое я намекнул, состоит в том, что есть некоторые специальные пластиковые фитинги, которые имеют комбинацию более тяжелого пластика и металлических усиливающих колец, чтобы придать им достаточную прочность, чтобы противостоять растрескиванию под напряжением. Обычно эти фитинги используются только в крупных системах орошения сельскохозяйственных угодий, парков и полей для гольфа.
Существует также другой тип резьбы, называемый «трапецеидальной резьбой», который имеет резьбы одинакового размера.Это тип резьбы, которая используется на предметах, которые нужно легко разбирать, например на крышках банок.
Герметизирующие ленты и смазки для труб
При выполнении резьбовых соединений необходимо использовать герметик / смазку. Это продукт, который помогает герметизировать соединение, а также служит смазкой, облегчающей завинчивание охватываемого конца в охватывающее. Стандартными продуктами для этого являются тефлоновая смазка для труб, тефлоновая лента или лента из ПТФЭ. Для спринклерных систем предпочтительнее тефлоновая или тефлоновая лента. Если трубная смазка попадет в трубы, вода перенесет ее к спринклерам и забьет их (использование трубной смазки также аннулирует гарантию на большинство спринклеров.) Некоторые присадки для металлических труб несовместимы с пластиком. Они повредят пластик, что приведет к поломке в будущем. Придерживайтесь материалов тефлона или PTFE, которые предназначены для использования на пластике.
При использовании трубной смазки нанесите ее на наружную резьбу. Постарайтесь не попасть на последнюю резьбу на конце, чтобы она не попала внутрь трубы. Нанесите хороший толстый слой, начиная со второй нити с конца. Большинство профессионалов используют смазку для тефлоновых труб, потому что она быстрее и требует меньше размышлений, чем тефлоновая лента для установки.(Тефлоновая лента должна быть натянута в правильном направлении, иначе она оторвется.) Но они расплачиваются за это разрушенными головками спринклера, которые позже приходится заменять.
Некоторые тефлоновые ленты, которые обычно продаются у поставщиков со скидками, очень и очень тонкие. Если вы можете держать ленту на свету и видеть сквозь нее свет, у вас есть очень тонкая лента, и вам нужно будет использовать ее намного больше. При использовании дешевой тонкой ленты используйте около 9-10 витков вокруг наружной резьбы. Я считаю, что на самом деле дешевле покупать более дорогую и толстую ленту.
Для качественной ленты требуется 3-4 витка наружной резьбы для создания хорошего уплотнения. Не наклеивайте ленту на первую нитку, и вам будет легче начать стыки. Когда вы надеваете ленту, туго натягивайте ее на нитки, но не растягивайте ее слишком сильно. Вы должны видеть форму ниток сквозь ленту. Оберните ленту вокруг трубной резьбы в том же направлении, что и внутренняя резьба. (По часовой стрелке, если вы смотрите на конец наружной резьбы.) Если вы пойдете в другом направлении, лента будет отрываться при попытке соединить концы вместе.
Я предпочитаю использовать ленту из ПТФЭ «сверхтяжелой» и «полной плотности» розового цвета. Я почти никогда не использую дурман.
Текст и изображения Джесс Страйкер, если не указано иное. Авторские права © Джесс Страйкер, 1997-2018. Все права защищены.
Общие сведения о трубопроводной арматуре — типы трубопроводной арматуры, материалы и приложения
Трубная арматура — это компоненты, используемые для соединения секций труб вместе с другими продуктами управления текучей средой, такими как клапаны и насосы, для создания трубопроводов.Общее значение термина «фитинги» связано с теми, которые используются для металлических и пластиковых труб, по которым проходят жидкости. Существуют также другие формы трубопроводной арматуры, которые можно использовать для соединения труб для поручней и других архитектурных элементов, где обеспечение герметичного соединения не является обязательным. Фитинги могут быть сварными или резьбовыми, механически соединенными или химически приклеенными, чтобы назвать наиболее распространенные механизмы, в зависимости от материала трубы.
Типы фитингов: ассортимент фитингов, включая тройники и заглушки.
Изображение предоставлено: Cegli / Shutterstock.com
Существует некоторая несогласованность в терминологии, окружающей термины труба, труба и трубка. Поэтому термин «трубопроводная арматура» иногда упоминается как в контексте труб, так и в контексте труб. Хотя фитинги похожи по форме на трубные фитинги, они редко соединяются такими методами, как пайка. Некоторые методы накладываются друг на друга, например, использование компрессионных фитингов, но там, где они являются обычным явлением для соединения труб или трубок, их использование в трубных соединениях встречается реже.Достаточно сказать, что, хотя существуют общие различия, общее использование терминов может отличаться от поставщика к поставщику, хотя они представляют одни и те же элементы.
В этой статье основное внимание будет уделено обсуждению типичных фитингов и методов соединения, связанных с жесткими трубами и трубопроводами, с ограниченным представлением фитингов, связанных с гибкими трубками, трубками или шлангами.
Чтобы узнать больше о разновидностях труб, обратитесь к нашему соответствующему руководству по трубам и трубопроводам.
Трубные фитинги: материалы и производственные процессы
Чугун чугун, ковкий
Фитинги для чугунных труб подразделяются на гладкие и раструбные. Конструкции без хаблеста основаны на эластомерных муфтах, которые крепятся к внешнему диаметру трубы или фитинга с помощью зажимов, обычно это ленточный зажим из нержавеющей стали, который сжимает эластомерный материал и образует уплотнение. Эти конструкции без ступиц или без ступиц иногда называют резиновыми трубными муфтами или резиновыми водопроводными муфтами и особенно популярны для перехода от одного материала к другому, например, от меди к чугуну.Фитинги с раструбом и втулкой, а иногда и с втулкой и втулкой, сегодня соединяются в основном с эластомерными прокладками, которые подходят внутрь раструба и позволяют вставлять гладкий конец трубы или фитинг. Более старые системы до 1950-х годов были заделаны с использованием комбинации расплавленного свинца и волокнистого материала, такого как дуб. Чугунная труба иногда соединяется болтовыми фланцами или, в некоторых случаях, механическими компрессионными соединениями. Фланцевые соединения, применяемые в подземных условиях, могут подвергать трубу оседающим напряжениям, если труба не имеет надлежащей опоры.
Механические компрессионные фланцевые фитинги для железных труб часто используются
, когда труба проходит над землей.
Изображение предоставлено: Promus / Shutterstock.com
Несмотря на то, что доступны как трубная арматура из ковкого чугуна, так и трубная арматура из ковкого чугуна, улучшенные механические свойства и более низкая стоимость ковкого чугуна вызывают сдвиг в сторону более широкого использования этого материала.
Фитинги для стальных (также называемых «черными трубами») и оцинкованных труб, используемые в жилых и коммерческих сантехнических работах, обычно отливаются и называются «фитингами из ковкого чугуна».«Они могут быть оцинкованы. Хотя в стандартах указаны резьбовые фитинги до довольно большого диаметра, они, как правило, не используются сегодня, поскольку нарезание резьбы на трубах большого диаметра считается излишне трудным.
Сталь и стальные сплавы
Стальные трубные фитинги часто экструдируются или вытягиваются через оправку из сварных или бесшовных труб. В меньших размерах они часто имеют резьбу, соответствующую резьбе на концах трубы. По мере увеличения размеров и давления их часто приваривают методом стыковой сварки или стыковой сварки.Фитинги для сварки внахлест, как правило, кованые, предназначены только для труб меньшего диаметра (до NPS 4, но обычно NPS 2 или меньше) и доступны с номинальными давлениями классов 3000, 6000 и 9000, соответствующими Приложению 40, 80 и 160 труба. Фитинги с раструбом привариваются угловыми сварными швами, что делает их слабее, чем фитинги, приваренные встык, но все же предпочтительнее резьбовых фитингов для сложных работ. Необходимость в расширительном зазоре в фитинге исключает их использование в пищевых продуктах высокого давления.
Фитинги и отрезки труб, соединенные стыковым сварным швом
, требуют подготовки торцов для обеспечения целостности окончательных сварных соединений.
Изображение предоставлено: mady70 / Shutterstock.com
Также используются фланцы
, при этом фланцевые участки трубы соединяются болтами. Использование фланцев делает возможным разрыв трубопровода для замены клапанов и т. Д. Большинство трубопроводного оборудования, такого как насосы и компрессоры, также соединяются с помощью фланцев по той же причине.
Фланцевые фитинги доступны в нескольких стилях, рассчитанных на давление и температуру. К этим стилям относятся внахлест, сварная шейка, сварка муфтой, кольцевое соединение, резьбовое соединение и накладное соединение. Резьбовой фланец подходит только для работы с низким и средним давлением. Другие различные приварные фланцы позволяют использовать более высокое давление. Притертые фланцы часто используются там, где будут частые разъединения, поскольку фланец может свободно вращаться, что упрощает центровку отверстий под болты. Особым случаем является так называемый глухой фланец, который используется для уплотнения конца трубопровода, но позволяет позже подключиться к другой трубе или части оборудования.
Фланцы
могут включать несколько различных методов уплотнения прилегающих поверхностей, включая уплотнительные кольца, уплотнительные кольца и прокладки. Уплотнительные кольца обеспечивают особенно плотное соединение и при том же напряжении болта, которое применяется к плоской прокладке, могут выдерживать более высокое давление.
В первую очередь, фланцы труб регулируются тремя стандартами. ASME 16.5 определяет фланец ANSI, наиболее часто используемый фланец. ASME B16.47 охватывает две серии, A и B, которые относятся к приложениям большого диаметра. Фланцы серии A тяжелее и толще, чем серия B, при том же давлении и размере.Фланцы серии B обычно выбираются для ремонтных работ. ASME B16.1 определяет фланец AWWS, но он предназначен только для фланцев, используемых в питьевой воде при атмосферных температурах. Кроме того, существует так называемый фланец промышленного стандарта, который не определяется руководящим органом, а отражает историческую практику. Размеры этих фланцев соответствуют ASME B16.1, стандарту для фланцев и фланцевых фитингов для чугунных труб классов 25, 125 и 250.
Фланцы с приварной шейкой привариваются встык к концам трубы
, подготовленной аналогичным образом, для получения фланцевых концов с эквивалентной целостностью сварной трубы.
Изображение предоставлено: Golf_chalermchai / Shutterstock.com
Фитинги из нержавеющей стали могут использоваться для санитарных применений, таких как пищевая и молочная промышленность, и обычно снабжены быстросъемными зажимами, чтобы можно было демонтировать линию для внутренней очистки. Фланцы для этих зажимных систем доступны в виде приварных узлов или, во многих случаях, в виде тройников, тройников и т. Д., Причем фланец является неотъемлемой частью фитинга.
Секции металлических труб также могут быть соединены и построены как трубопроводы с использованием трубных муфт и других стандартных резьбовых фитингов для труб, таких как металлические заглушки для труб или колена на 180 градусов.
Цветные металлы
Алюминиевые фитинги обычно литые. Они доступны во всех формах или формах, что и стальная арматура. Доступны алюминиевые резьбовые фитинги, такие как колпачки или ниппели, а также фитинги, которые отличаются сочетанием типов резьбовых и стыковых соединений. Также существуют варианты сварки внахлест. Сварка алюминиевых фитингов обычно требует процесса MIG или TIG.
Алюминиевая труба
также является популярным выбором для создания поручней, и доступен целый ряд фитингов для строительных конструкций, как свариваемых, так и надвижных / зажимных.
Доступны фитинги из красной латуни, такие как ниппели для латунных труб, соответствующие диаметрам трубы, и они часто собираются пайкой или пайкой.
Бетон
Фитинги для бетонных труб доступны в различных стилях, подходящих для их применения в крупных гражданских проектах, таких как управление ливневыми водами. Помимо типичных соединений «звездой», специализированная фурнитура включает порталы для служебных отверстий и различные стили хранилищ. Типичные соединения используют концы с буртиком на фитингах, которые сопрягаются с аналогами на приемных трубах.Резиновая прокладка обеспечивает герметичное соединение.
Пластмассы
Пластиковые трубные фитинги доступны как для сварки враструб (иногда называемой сваркой растворителем), так и для резьбовых соединений, причем первая является наиболее распространенной. Фитинги для сварки внахлест предназначены для химической сварки, что делает установку быстрой и простой. Пластиковые трубы обычно устанавливаются всухую, а затем маркируются, так как растворитель, используемый для их соединения, особенно быстродействующий. Муфты обычно используются для соединения и соединения прямых отрезков труб вместе.
Фитинги
доступны в стандартных формах и стилях, а также с диапазоном размеров материала, обычного для пластиковых труб, включая ПВХ, ХПВХ, ПЭ, ПЭХ, ПП и АБС.
Обычные фитинги для труб из ПВХ включают в себя переходники, колена, заглушки, тройники, тройники, муфты, соединения и крестовины, и многие другие. Стандартный профиль поперечного сечения для большинства труб из ПВХ является круглым, но доступны и другие формы профилей, например квадратные фитинги из ПВХ. Однако эти альтернативные фитинговые профили обычно связаны с трубой из ПВХ, предназначенной для использования в конструкциях, например, для ограждений, перил или использования в мебельной конструкции, и не связаны с трубами из ПВХ, предназначенными для работы с жидкостями.Помимо ПВХ, для конструкционной фурнитуры могут использоваться и другие материалы, например, оцинкованные перила для труб.
Другие фитинги из ПВХ включают конструкции вставок с зазубринами, которые предназначены для использования с трубками, запрессовываются в трубки и фиксируются ленточными зажимами.
Фитинги
CPCV, а также фитинги из ABS (акрилонитрил-бутадиен-стирол) также обычно соединяются с фитингами, сваренными с помощью сварки растворителем. Также широко доступны подходящие переходники для смены типов материалов, например, с ХПВХ на латунь.
В некоторых приложениях, использующих пластиковые трубы, например, в водопроводе для мойки стоков, некоторые трубы светильники, таких как п-ловушки могут быть соединены с резьбовым соединением, используя нейлоновые шайбы и удерживающим или стопорной гайкой. Эта особенность облегчает разборку и устранение засоров.
Фитинги для полиэтиленовых труб и фитинги для полипропиленовых труб обычно доступны как с резьбовыми, так и с зазубренными соединениями, а также доступны варианты с сваркой муфтой или плавлением. Точно так же фитинги PDVF также производятся с раструбными или резьбовыми соединениями.
Если требуется воздухонепроницаемое или водонепроницаемое уплотнение, можно использовать фитинги для нейлоновых труб, которые можно использовать с нейлоновой трубкой или трубкой, а также с другими типами пластиковых или металлических труб.
Стекло
В некоторых специализированных технологических установках промышленных жидкостей используются стеклянные трубы и фитинги. Боросиликатное стекло предлагает несколько ключевых преимуществ перед альтернативными формами трубопроводных систем. Материал отличается высокой чистотой, поэтому он не загрязняет технологические жидкости. Естественная прозрачность стекла позволяет при необходимости контролировать процесс, а гладкая поверхность предотвращает образование накипи или других отложений на внутренней поверхности трубы.
В лабораторных условиях также могут часто использоваться стеклянные трубки и стеклянные профильные фитинги.
Стеклянную трубу не следует путать с трубами, в которых используется стеклянная футеровка, которую более правильно было бы идентифицировать как трубу, облицованную стеклом.
Глина керамическая
Фитинги для труб из стеклокерамики доступны в типовых конфигурациях, необходимых для канализационных сетей. Как и чугун, для этих фитингов обычным способом соединения является раструб и втулка, при этом для герметизации соединения используется уплотнительное кольцо или прокладка.
Типы трубопроводной арматуры: применение и отрасли промышленности
Выноски
Резьбовые фитинги соответствуют стандартизированному формату на чертежах. Номинальный размер указан перед описанием. Когда два или более конца фитинга имеют разные размеры, размер участка предшествует размерам ответвлений, или для уменьшения фитингов наибольший размер предшествует наименьшему. Таким образом, уличная футболка 1 x 1 x 3/4; колено 1 x 1x 3/4 под углом 45 ° по оси Y; крест размером 1 x 3/4 x 1/2 x 1/4; и так далее.Размер резьбы на резьбовых фитингах будет соответствовать номинальному размеру резьбы трубы, как указано в ANSI.
Типы резьбы
В большинстве трубопроводов используются резьбовые фитинги, соединения которых обычно характеризуются одной из следующих систем:
- Трубная резьба по национальному стандарту США (NPT)
- Британский стандарт трубной резьбы (BSPT)
Основное различие между ними — угол конуса. В системе NPT используется угол конуса резьбы 60 градусов, тогда как фитинги с трубной резьбой Британского стандарта (BPST) используют немного меньший угол конуса — 55 градусов.Помимо конических резьбовых фитингов, в этих системах также используются фитинги с прямой трубной резьбой, которые не используют конус для герметизации от потери давления или утечек. Как правило, для обеспечения герметичности стыка или соединения требуется подходящий герметик. Большинство резьбовых фитингов предназначены для правой резьбы, но доступны некоторые варианты с левой (LH) резьбой.
Также доступны трубные фитинги с метрической резьбой, определяемые по номинальному внешнему диаметру и шагу резьбы.Таким образом, трубный ниппель с метрической резьбой M12 x 1,5 будет иметь внешний диаметр 12 миллиметров и шаг резьбы 1,5 витка на миллиметр.
Винтовые фитинги обычно имеют внутреннюю резьбу. Исключением является уличный фитинг, который в случае простого колена имеет одну внешнюю резьбу и одну внутреннюю резьбу. Трубы легко заправляются в полевых условиях. Соединению труб с резьбой и фитингов может помочь тефлоновая лента или трубный компаунд. При нанесении компаунда рекомендуется наносить его только на внешнюю резьбу, чтобы избежать попадания каких-либо примесей в трубопровод во время сборки стыка.
Типичный рендеринг 3D-конвейера.
Изображение предоставлено: cherezoff / Shutterstock.com
Компоновки трубопроводов обычно представляют собой однолинейные или двухстрочные чертежи, в зависимости от сложности установки. Там, где зазоры малы, и для многих заводских трубопроводов используется двухлинейный чертеж, который показывает размер трубы в масштабе. Для более простых установок достаточно однолинейного чертежа с символическим обозначением арматуры, клапанов и т. Д. Чертежи трубопроводов иногда отображаются как «развернутые», что предполагает, что вертикальные трубы повернуты в горизонтальной плоскости, или наоборот, чтобы вся система трубопроводов отображалась в одной плоскости.
Велдолеты
Эти небольшие свариваемые ответвления укрепляют трубу в том месте, где сделано отверстие, избавляя от необходимости добавлять арматуру. Различные формы этих фитингов доступны под различными торговыми марками, включая типы стыковой и раструбной сварки, варианты резьбового соединения, а также некоторые специальные конструкции, которые позволяют соединения на коленах и т. Д.
Сварочный процесс
Концы труб и фланцы подготовлены к стыковой сварке в соответствии с толщиной стенки трубы. Для стен толщиной 3/4 дюйма или меньше стены скошены под углом 70 ° и между ними остается зазор 3/16 дюйма.Сварщик выполняет корневой проход, заполняющий проход (или проходы) и закрывающий проход, часто меняя присадочный материал между проходами. Для большей толщины труба сужается под таким же углом, но только частично вверх по стене. Кроме того, на внутренней стене отшлифован небольшой рельефный уголок, служащий местом для подкладного кольца. Для труб с более тонкими стенками обычно используются сварные муфты. Процедуры сварки изложены инженером в Спецификациях на процедуру сварки, и сварщик, выполняющий сварку, будет сертифицирован для конкретного процесса.Иногда трубы необходимо предварительно нагреть перед сваркой и термически обработать после, чтобы снять тепловое напряжение.
Накидной фланец приваривается спереди (показано) и сзади.
Привинчиваемые фланцы иногда укрепляются аналогичным передним сварным швом.
Изображение предоставлено: 22 августа / Shutterstock.com
Необходимость надлежащей подготовки концов труб и необходимость тщательной подгонки перед соединением фитингов, сваренных встык, делают использование фитингов, сваренных с раструбом, привлекательным. Для фитингов, приваренных муфтой, скоса не требуется, а сама муфта служит для выравнивания трубы.Единственное специальное требование — это то, что труба должна немного выходить из фитинга, чтобы учесть расширение во время сварки.
Предварительное изготовление участков трубопровода, называемых «катушками», часто выполняется в помещении, где к процессу изготовления можно применить автоматизацию. Соединения труб можно наматывать на тихоходных токарных станках, чтобы довести работу до сварщика. Можно использовать роботов-сварщиков. Такие методы, как сварка под флюсом, могут применяться для повышения производительности.
В качестве альтернативы традиционным сварным системам трубопроводов предлагаются несварные фитинги или сварные соединители.Используя комбинацию обжатых механических фитингов вместе с холодной гибкой трубы или трубопровода, это решение устраняет нагрузки на трубопровод от сварочных операций, снижает затраты и может обеспечить модульную систему, которую легче разбирать или модифицировать по мере необходимости.
Пластиковая труба и труба из полиэтилена высокой плотности, в частности, могут быть соединены термической сваркой, иногда называемой электромуфтовой сваркой. Трубы могут быть сварными встык или раструб. Это довольно распространенная практика для трубопроводов большого диаметра из ПНД.Для изготовления этих сварных швов доступен ряд специализированного оборудования.
Сварочный аппарат для термического соединения секций труб ПНД.
Изображение предоставлено: Yuthtana artkla / Shutterstock.com
Обычно при применении пластиковых труб и трубопроводных фитингов необходимо учитывать снижение давления в зависимости от размера трубы или фитинга и рабочей температуры. Для материалов из ПВХ и ХПВХ производители рекомендуют снизить номинальное давление для температур выше 73 градусов F.А для данной рабочей температуры давление необходимо дополнительно снижать по мере увеличения диаметра трубы или фитинга. Кроме того, использование определенных фитингов, таких как фланцы, штуцеры или клапаны, может иметь номинальное давление ниже, чем у прямой трубы того же размера.
Формы и фасоны фитингов
Название большинства подходящих форм говорит само за себя. К общедоступным относятся:
- колпачки
- заглушки
- соски
- отвод
- тройники
- Wyes
- крестов
- штуцеры
- втулки
- редукторы
- переходники
Заглушки или колпачки для труб можно использовать для герметизации концов трубы.Некоторые формы заглушек высокого давления используются для временной герметизации концов труб с целью облегчения испытаний под давлением в трубопроводах и сосудах под давлением, устраняя при этом необходимость выполнять обычные сварочные операции для проведения этих испытаний.
Трубная заглушка с механической обработкой для испытания трубопроводов давлением
Изображение предоставлено: Mechanical Research & Design, Inc.
Отводы можно приобрести с изгибами 22-1 / 2 °, 45 ° и 90 °. Обратные отводы используются для перемещения жидкости через полное изменение направления на 180 °.Трубы с малой резьбой называются ниппелями. Втулки используются для изменения диаметра труб, как и переходники. Такие термины, как «улица» и «обслуживание», описывают арматуру с наружной резьбой. Муфты используются для соединения трубы с резьбой без необходимости поворачивать любую трубу. Адаптеры позволяют системе переключаться между материалами, такими как пластмассовые и металлические трубы.
Отводы труб производятся в соответствии со спецификациями и обычно называются кратными диаметрам трубы. Например, 5-мерный изгиб 10-дюймовой трубы будет иметь радиус изгиба в пять раз больше диаметра.Также указывается угол изгиба.
Арматура для дождевателей
В системах пожаротушения и спринклерах могут использоваться трубы нескольких типов, чаще всего стальные (черная труба или оцинкованная труба), медные трубы или пластиковые трубы (ХПВХ и полибутилен разрешены NFPA).
В случае стальных труб фитинги могут иметь резьбу, сварку или использовать концевые трубы и соединители с обрезанными или накатанными канавками, в которых для соединения труб используются системы с кольцом и кулачком. Соединители устанавливаются быстро и легко, что исключает стоимость и сложность других методов, таких как сварка.В результате, эти кольцевые и кулачковые системы, кажется, довольно распространены в этой отрасли.
Соединения с прорезанными канавками, как правило, допускаются спецификацией для труб из списка 40 или выше, где более высокие номера в спецификации указывают на увеличенную толщину стенки трубы. Типы соединения труб с катаной канавкой допустимы при любой толщине стенки.
Медные трубки, используемые в спринклерных системах, обычно паяны, но NFPA 13 допускает ограниченное использование паяных соединений для применений, которые характеризуются низким риском опасности и малой загруженностью.
Пластиковая труба может использоваться в некоторых системах пожаротушения и спринклерных систем в соответствии с NFPA 13. Для ХПВХ соединение стандартных фитингов под сварку муфтой с помощью растворителя является обычным методом соединения трубных фитингов из ХПВХ со спринклерной трубой. В небольших жилых помещениях также используются трубы из сшитого полиэтилена (PEX). При использовании пластиковых труб необходимо проявить дополнительную осторожность, чтобы обеспечить адекватную поддержку системы и защитить трубы и фитинги от прямого воздействия огня.
Co nsiderations / Attributes
Падение давления на изгибах и фитингах может быть значительным или незначительным в зависимости от длины системы. Для длительных периодов это обычно считается «незначительными потерями». Для систем с минимальным количеством прямых участков эти капли играют главную роль. Инженеры по трубопроводам часто определяют и вычисляют эквивалентную длину для каждого компонента в системе, чтобы получить теоретическую эффективную длину трубопровода, по которой можно оценить ожидаемое падение системы.Такую информацию можно найти в технических справочниках или у самих производителей.
Дополнительные ресурсы
Помимо организаций, спонсирующих стандарты для труб и трубопроводов, таких как ASTM, ANSI и ASME, следующие торговые организации могут предоставить полезную информацию о различных специальных трубах, производстве трубопроводов и т. Д.
Сводка
Это руководство дает общее представление о трубных фитингах, их материалах, производстве, конкретных типах, областях применения и особенностях использования.Для получения дополнительной информации о связанных продуктах обратитесь к другим нашим руководствам или посетите платформу Thomas Supplier Discovery Platform, чтобы найти потенциальные источники или просмотреть подробную информацию о конкретных продуктах.
Акронимы
- ABS — Акрилонитрилбутадиенстирол
- AWS — Американское сварочное общество
- DWV — слив, отходы и вентиляция
- MEP — механическая, электрическая, сантехническая
- NPT — трубная коническая резьба национального стандарта
- NPS — Прямая трубная резьба National; также, номинальный размер трубы
- PCCP — предварительно напряженная бетонная цилиндрическая труба
- PE — полиэтилен (PEX, сшитый)
- P&ID — Схема трубопроводов и КИП
- PP — полипропилен
- ПВХ — поливинилхлорид
- SDR — стандартное соотношение размеров
- WPS — Спецификация процедуры сварки
Источники:
- https: // www.plantservices.com/articles/2010/04mechanicalpipejoints/?start=2
- https://www.who.int
Другие изделия для труб
Еще из оборудования
Обзор трубных соединений
Типы труб и трубопроводных соединений и когда их следует использовать
В отличие от трубок-кузенов, трубы являются жесткими. Его нельзя сворачивать, запихивать в коробку или свертывать. А как насчет меди, ПВХ парень? Извините, но медная «труба» на самом деле считается трубкой.Из-за ограничений по транспортировке от заводов до конечного местоположения трубы необходимо обрезать до приемлемых размеров. Эти удобные размеры могут варьироваться от 40 футов до 1 дюйма, но какой бы управляемой длины ни была, ее может быть недостаточно для вашего проекта. Итак, вы спрашиваете, как добиться протяженности водопровода в сотни или даже тысячи футов? Использование разъемов. Этот пост должен предоставить вам информацию о различных типах трубных соединений и о том, как и когда использовать каждый из них.
Для достижения необходимой длины и поворотов трубы, необходимых для завершения вашего проекта, вы должны соединять трубы последовательными участками, и именно здесь вступают в игру соединения труб.Некоторые соединители лучше подходят для разных материалов, а некоторые могут использоваться только для одного материала, например, для труб из ПВХ, сваренных растворителем.
Трубные фитинги бывают всех разновидностей, есть колена, Т-образные фитинги, переходники, ниппели и всевозможные соединения, используемые на трубе, но вместо обсуждения типов фитингов, используемых в трубе, в этой статье основное внимание будет уделено самому соединению и его преимуществам. каждого.
Важно отметить, что многие соединения и фитинги выполняются по-разному и физически соприкасаются с трубой.Адаптеры-папа входят внутрь соединения, а адаптеры-розетки охватывают концы штырей. Остальные соединения выполняются встык.
Пайка / пайка / сварка
Методы термического соединения: физическое соединение труб при помощи припоя или сплавление концов труб вместе без промежуточного металла. Двумя наиболее известными металлическими трубами в сантехнической и механической промышленности являются труба из ковкого чугуна и медная труба, но их можно применять для стали, алюминия и других металлов.
Пайка, широко известная как пайка, представляет собой соединение двух концов труб, которые перекрывают друг друга. Припой может быть любой металл (обычно использовался свинец, но больше не допускается для питьевых систем) с более низкой температурой плавления, чем у трубы, которую необходимо соединить.
После нагревания концов припой касается трубы, где он плавится, и «капиллярным действием» втягивает припой в соединение. Флюс можно распределить по концам трубы или добавить в припой, чтобы он лучше втягивался в соединение.Пайка / запотевание типично для медных труб в жилищном водопроводе и системах отопления, вентиляции и кондиционирования воздуха, где имеется относительно низкое давление и меньшая потребность в прочных соединениях.
Пайка — это тот же процесс, что и пайка, но с использованием припоя с более высокой температурой плавления и обеспечивает более прочное соединение. Он используется для соединения латуни, бронзы, стали и других материалов. По прочности он на один шаг ниже сварки.
Пайка и пайка используются в механических системах для соединения труб по более низкой цене, чем механические соединения.Однако для создания прочных суставов требуются определенные навыки и технические знания. При пайке также используются трубы и фитинги внахлест.
Самым сильным из процессов термического соединения является сварка. Труба не обязательно должна быть внахлест, вместо этого она приварена встык. Сварка требует очень высоких температур, чтобы соединить два конца трубы вместе на молекулярном уровне. Это требует очень специализированного обучения и обычно проводится в производственных цехах или, при необходимости, в полевых условиях.Для обычных трубопроводных работ это непомерно дорого, но широко считается одним из самых надежных способов соединения труб в качестве долгосрочного решения.
Сварка растворителем
Сварка растворителем — это процесс, аналогичный сварке металла без нагрева. Он используется для соединения пластиковых труб, таких как ПВХ, ХПВХ, АБС и их разновидностей. Вместо того, чтобы полагаться на тепло для образования соединения, сварка растворителем — это процесс частичного растворения трубы в растворителе, и по мере того, как она затвердевает, она сплавляется на молекулярном уровне.Цемент, используемый в процессе, также действует как клей, предотвращающий любые разрушения шва, хотя на самом деле это растворитель, который обеспечивает гидроизоляцию шва.
Подробнее о сварке ПВХ растворителем можно узнать здесь.
Механические соединения
Все перечисленные выше процессы соединения являются постоянными приспособлениями, которые изменяют молекулярную целостность самой трубы. Потоотделение меди имеет гораздо менее стойкий эффект, чем сварка ПВХ растворителем, и можно утверждать, что это не навсегда. Но это зависит от вашего определения постоянного.
Механические фитинги — это фитинги, которые можно легко снять и при необходимости снова заменить, за одним заметным исключением — компрессионные фитинги. Механические соединения — это те соединения, которые требуют наличия некоторого элемента резьбы оборудования для фиксации соединения. Он включает в себя множество других специализированных соединений, но ниже мы опишем наиболее часто используемые механические соединения.
Фланцы
Фланцы считаются очень прочными соединениями и могут быть изготовлены заранее до нужных размеров.Фланцы часто используются в промышленности при высоких давлениях и трубах большого диаметра. Вы можете использовать фланцы из самых разных материалов, но их стоимость наиболее эффективна для стальных труб.
Фланец — это плоская перпендикулярная поверхность на конце обеих соединяемых труб. Между двумя фланцами устанавливается уплотнение, и фланцы стыкуются вместе. Несколько болтов и гаек используются для создания очень прочного соединения между трубой и уплотнением, обеспечивающим водонепроницаемость.
Недостатком фланцев является отсутствие регулировки длины в трубе. Вы не можете разрезать трубу с фланцем и по-прежнему иметь возможность выполнить соединение. Настоящие фланцы обычно привариваются или прикрепляются к трубе для создания постоянного крепления. Однако то, что отличает фланцы от сварных швов, — это то, что они могут быть отсоединены для ремонта, а затем с легкостью снова соединены.
Примечательным аспектом фланцевых соединений является прекрасная способность соединять трубу с плоской поверхностью, например, зданием или корпусом лодки.Иногда фланцы используются в двигателях или других закрытых механизмах, которые могут потребовать доступа в будущем, но требуют сильных сжимающих усилий для предотвращения отказа.
Для очень крупных промышленных или коммунальных предприятий существуют продукты, называемые переходниками с фиксируемыми фланцами. Они менее идеальны, чем приварные фланцы, однако они позволяют гибко регулировать длину труб в полевых условиях. Они очень громоздкие, дорогие и требуют больше времени для сборки в полевых условиях.
Планы для фиксированного фланцевого адаптера
У фиксированного фланцевого адаптера есть значительное количество оборудования, используемого для присоединения к трубе, прижимающегося к трубному фитингу
— Infogalactic: ядро планетарных знаний
Трубная арматура занимается установкой или ремонтом трубопроводов или систем трубопроводов, по которым транспортируются жидкости, газ и иногда твердые материалы.Эта работа включает выбор и подготовку трубы или насосно-компрессорной трубы, их соединение различными способами, а также обнаружение и устранение утечек.
Работы по монтажу трубопроводов выполняются в самых разных условиях: HVAC, производство, гидравлика, нефтеперерабатывающие заводы, суперкары с ядерными двигателями и фабрики компьютерных чипов Fast Attack Submarines, строительство электростанций и другие паровые системы. Монтажники (иногда называемые просто «монтажниками») представлены в США и Канаде Объединенной ассоциацией подмастерьев и учеников сантехники и трубопроводной арматуры Соединенных Штатов и Канады.
Монтажники работают с трубами из различных материалов, включая несколько типов стали, меди, железа, алюминия и пластика. Фитинг не сантехнический; это две связанные, но разные профессии. Монтажников, специализирующихся на предотвращении пожаров, называют спринклерфиттерами, другой родственной, но отдельной профессией.
Материалы, методы и способы использования различаются от страны к стране, поскольку в разных странах действуют разные стандарты установки труб.
Труба стальная
Стальная труба
(или труба из черного чугуна ) когда-то была самым популярным выбором для подачи воды и горючих газов.Стальные трубы до сих пор используются во многих домах и на предприятиях для транспортировки природного газа или пропанового топлива и являются популярным выбором в системах пожаротушения из-за своей высокой термостойкости. В коммерческих зданиях стальные трубы используются для подачи нагревающей или охлаждающей воды к теплообменникам, кондиционерам, устройствам с регулируемым объемом воздуха (VAV) или другому оборудованию HVAC.
Стальные трубы
иногда соединяются с использованием резьбовых соединений, когда коническая резьба (см. Национальная трубная резьба) нарезается на конце сегмента трубки, герметик наносится в виде герметика для резьбы или ленты для уплотнения резьбы (также известной как PTFE или тефлон ленту), а затем ввинчивается в соответствующий резьбовой фитинг с помощью двух трубных ключей.Помимо бытовых или легких коммерческих условий, стальные трубы часто соединяются с помощью сварки или с помощью механических муфт, изготовленных такими компаниями, как Victaulic или Anvil International (ранее Grinnell), которые удерживают соединение труб вместе с помощью прессованной или прорезанной канавки (редко используемый старая практика), в концы труб.
Другие варианты стальных труб включают различные сплавы из нержавеющей стали и хрома. В условиях высокого давления они обычно соединяются сваркой TIG.
В Канаде, что касается природного газа (NG) и пропана (LP gas), черная железная труба (BIP) обычно используется для подключения прибора к источнику питания.Однако он должен иметь маркировку (окрашенная желтым или желтая полоса, прикрепленная через определенные интервалы), и применяются определенные ограничения на то, какой номинальный размер трубы (NPS) может проходить через стены и здания. В частности, с пропаном, BIP может запускаться из внешнего резервуара (или баллона) при условии, что он хорошо защищен от погодных условий, и имеется анодная защита от коррозии, когда труба будет проложена под землей.
Медная труба
Основная статья: Медные трубки
Медные трубки чаще всего используются для подачи горячей и холодной воды, а также в качестве линии хладагента в системах HVAC.Существует два основных типа медных трубок: мягкая медь и жесткая медь. Медные трубки соединяются с помощью раструба, компрессионного соединения или припоя. Медь обладает высокой устойчивостью к коррозии, но становится очень дорогой.
Медь мягкая
Мягкие (или пластичные) медные трубки можно легко согнуть, чтобы преодолевать препятствия на пути трубок. В то время как упрочнение процесса волочения, используемого для определения размера трубки, делает медь твердой / жесткой, ее осторожно отжигают, чтобы снова сделать ее мягкой; поэтому его производство дороже, чем неотожженные жесткие медные трубки.Его можно соединить любым из трех методов, используемых для жесткой меди, и это единственный тип медных трубок, пригодных для развальцовки. Мягкая медь является наиболее популярным выбором для линий хладагента в кондиционерах сплит-системы и тепловых насосах.
Развальцовочные соединения
Развальцовочные соединения требуют, чтобы конец секции трубы был расширен наружу в форме колокола с использованием развальцовочного инструмента . Затем накидная гайка прижимает этот колоколообразный конец к охватываемому фитингу.Соединения с развальцовкой — трудоемкий метод соединения, но он достаточно надежен в течение многих лет.
Жесткая медь
Жесткая медь — популярный выбор для водопроводов. Он соединяется с помощью пота, компрессии или гофрированного / прессованного соединения. Жесткая медь, жесткая из-за наклепа в процессе волочения, не изгибается, поэтому для обхода углов или препятствий необходимо использовать угловые фитинги . Если нагреть и дать медленно остыть, что называется отжигом, то жесткая медь станет мягкой и ее можно будет гнуть / формировать без трещин.
Соединения под пайку
Фитинги под пайку гладкие и легко надеваются на конец секции трубки. Затем соединение нагревается с помощью горелки, и в соединение расплавляется припой. Когда припой остывает, он образует очень прочную связь, которая может сохраняться десятилетиями. Жесткая медь, соединенная пайкой, является наиболее популярным выбором для линий водоснабжения в современных зданиях. В ситуациях, когда необходимо выполнить несколько соединений одновременно (например, водопровод в новом здании), припой предлагает гораздо более быстрые и гораздо менее дорогие столярные изделия, чем компрессионные или развальцованные фитинги.Термин запотевание иногда используется для описания процесса пайки труб.
Компрессионные соединения
В компрессионных фитингах
используется кольцо из мягкого металла или термопласта (компрессионное кольцо или «манжета»), которое прижимается к трубе и в фитинг с помощью стяжной гайки. Мягкий металл прилегает к поверхности трубки и фитинга и создает уплотнение. Компрессионные соединения обычно не обладают таким долгим сроком службы, как «потовые» соединения, но во многих случаях они полезны, поскольку их легко сделать с помощью основных инструментов.Недостатком компрессионных соединений является то, что на их изготовление уходит больше времени, чем на потом, и иногда требуется повторная затяжка с течением времени, чтобы остановить утечку.
Обжимные или прессованные соединения
В обжимных или прессованных соединениях используются специальные медные фитинги, которые постоянно прикрепляются к жестким медным трубкам с помощью обжимного устройства с электроприводом. Специальная арматура, изготовленная с уже находящимся внутри герметиком, скользит по соединяемой трубке. Тысячи фунтов силы на квадратный дюйм давления используются для деформации фитинга и прижатия герметика к внутренней медной трубке, создавая водонепроницаемое уплотнение.Преимущества этого метода заключаются в том, что он должен длиться столько же, сколько и трубка, для его завершения требуется меньше времени, чем при других методах, он более чистый как по внешнему виду, так и по материалам, используемым для соединения, и при соединении не используется открытое пламя. процесс. Недостатки заключаются в том, что используемые фитинги труднее найти и стоят значительно дороже, чем фитинги потного типа.
Алюминиевая труба
Алюминий иногда используется из-за его низкой стоимости, устойчивости к коррозии и растворителям, а также его пластичности.Алюминиевая трубка более желательна, чем стальная для транспортировки горючих растворителей, поскольку при манипуляциях с ней не могут образовываться искры. Алюминиевые трубки могут быть соединены с помощью раструбных или компрессионных фитингов, либо их можно сварить с помощью процессов TIG или гелиокартона.
Стеклянная труба
Трубы из закаленного стекла используются для специальных применений, таких как коррозионные жидкости, медицинские или лабораторные отходы, а также в фармацевтическом производстве. Соединения обычно выполняются с использованием специальных прокладок или фитингов с уплотнительным кольцом.
Пластиковая труба
Профессиональные риски
Монтажники труб часто подвергаются воздействию опасных или опасных материалов, таких как асбест, свинец, аммиак, пар, горючие газы, различные смолы и растворители, включая бензол, и различные хладагенты. В 20 веке был достигнут большой прогресс в устранении или сокращении воздействия опасных материалов. Многие аспекты опасных материалов теперь регулируются законодательством в большинстве стран, включая использование и удаление асбеста, а также выбор хладагента и обращение с ним.
Другие профессиональные риски включают воздействие погодных условий, подъем тяжестей, опасность раздавливания, порезы и другие риски, обычные для строительной отрасли.
Объем работ
См. Также
Внешние ссылки
| Викискладе есть носители, относящиеся к [[commons: Ошибка сценария: функция «getCommonsLink» не существует. | Ошибка скрипта: функция getCommonsLink не существует.]] . |
- www.ua.org — Объединенная ассоциация подмастерьев и учеников сантехники и трубопроводной арматуры США и Канады
Трубы Общие — Труба представляет собой полую трубу с круглым поперечным сечением для транспортировки продуктов
Что такое труба?
Труба — полая труба круглого сечения для транспортировки продуктов. Продукция включает жидкости, газ, гранулы, порошки и многое другое. Слово «труба» используется в отличие от «труба» для обозначения трубных изделий с размерами, обычно используемыми для трубопроводов и трубопроводных систем.На этом веб-сайте будут обсуждаться трубы, соответствующие требованиям к размерам: ASME B36.10 Сварные и бесшовные трубы из кованой стали и ASME B36.19 трубы из нержавеющей стали.
Труба или трубка?
В мире трубопроводов будут использоваться термины труба и труба. Труба обычно обозначается «номинальным размером трубы» (NPS), а толщина стенки определяется «номером спецификации» (SCH).
Трубка обычно определяется ее наружным диаметром (O.D.) и толщиной стенки (WT), которые выражаются либо в калибре проволоки Бирмингема (BWG), либо в тысячных долях дюйма.
Труба: NPS 1/2-SCH 40 имеет ровный внешний диаметр 21,3 мм при толщине стенки 2,77 мм.
Трубка: 1/2 «x 1,5, ровный внешний диаметр 12,7 мм при толщине стенки 1,5 мм.
В основном трубы используются в теплообменниках, приборных линиях и небольших соединениях в оборудовании, таком как компрессоры, котлы и т. Д.
Материалы для трубы
В инжиниринговых компаниях есть инженеры по материалам, которые определяют материалы, которые будут использоваться в системах трубопроводов.Большинство труб из углеродистой стали (в зависимости от условий эксплуатации) изготавливаются по различным стандартам ASTM.
Труба из углеродистой стали — прочная, пластичная, свариваемая, обрабатываемая, достаточно прочная и долговечная, и почти всегда дешевле, чем трубы из других материалов. Если труба из углеродистой стали может соответствовать требованиям давления, температуры, коррозионной стойкости и гигиены, это естественный выбор.
Труба железная изготавливается из чугуна и высокопрочного чугуна. Основное использование — водопровод, газ и канализация.
Пластиковая труба может использоваться для транспортировки агрессивных жидкостей и особенно полезна для работы с агрессивными или опасными газами и разбавленными минеральными кислотами.
Другие металлы и сплавы Можно легко получить трубы из меди, свинца, никеля, латуни, алюминия и различных нержавеющих сталей. Эти материалы относительно дороги и обычно выбираются либо из-за их особой коррозионной стойкости к химическим веществам процесса, их хорошей теплопередачи, либо из-за их прочности на разрыв при высоких температурах.Медь и медные сплавы являются традиционными для приборных линий, пищевой промышленности и теплообменного оборудования. Для них все чаще используются нержавеющие стали.
Труба с футеровкой
Некоторые материалы, описанные выше, были объединены для образования трубопроводных систем с футеровкой.
Например, труба из углеродистой стали может иметь внутреннюю футеровку из материала, способного противостоять химическому воздействию, что позволяет использовать ее для транспортировки агрессивных жидкостей. Облицовки (например, Teflon®) можно наносить после изготовления труб, поэтому можно изготавливать целые бобины труб перед облицовкой.
Другими внутренними слоями могут быть: стекло, различные пластмассы, бетон и т. Д., А также покрытия, такие как эпоксидная смола, битумный асфальт, цинк и т. Д., Могут помочь защитить внутреннюю трубу.
При выборе правильного материала важно многое. Наиболее важными из них являются давление, температура, тип продукта, размеры, стоимость и т. Д.
Институт пластиковых труб | Энергетические трубопроводные системы | Подразделение трубопроводов | Строительство и строительство
Миссия Института пластиковых труб состоит в том, чтобы способствовать принятию и использованию систем пластиковых труб посредством исследований, обучения, технических знаний и пропаганды.
PPI — Ваш орган по производству пластиковых труб
The Plastics Pipe Institute Inc. (PPI) с административными офисами, расположенными в Далласе, штат Техас, является крупнейшей торговой ассоциацией.
представляющий все сегменты индустрии пластмассовых трубопроводов. Члены PPI разделяют общий интерес к повышению осведомленности и
создание возможностей для увеличения доли рынка и расширения использования пластмассовых труб во всех сферах их применения. Как
ассоциации, PPI сосредотачивает совместные усилия на сборе данных, концентрации фактов и целевых ресурсов для продвижения
в приложениях и увеличивается в широком использовании.
Пластиковые трубопроводные системы экологичны и экологически безопасны!
Системы пластиковых трубопроводов — это надежный и экологически ответственный выбор, который будет служить будущим поколениям.
Они энергоэффективны во время производства и обеспечивают максимальную защиту от загрязнения во время эксплуатации. Сильный,
прочные, легкие и гибкие, эти трубопроводные системы требуют значительно меньше энергии для изготовления, транспортировки и
установить, чем металлические или бетонные альтернативы. Обладая превосходной устойчивостью к коррозии и истиранию, пластиковые трубопроводные системы
также обеспечивают длительный срок службы, отличные характеристики соединений и защиту от протечек — все это обеспечивает исключительную ценность.
Лучшие решения для трубопроводов
Пластиковые трубы обладают исключительной стоимостью, непоколебимой надежностью и замечательными преимуществами по сравнению с обычными типами трубопроводов.


 Если печь топится не дровами, а каменным углём, то при устройстве топки (5-15 ряд) необходимо использовать шамотный кирпич.
Если печь топится не дровами, а каменным углём, то при устройстве топки (5-15 ряд) необходимо использовать шамотный кирпич. По окончании четвёртого ряда устанавливаем колосниковую решётку.
По окончании четвёртого ряда устанавливаем колосниковую решётку.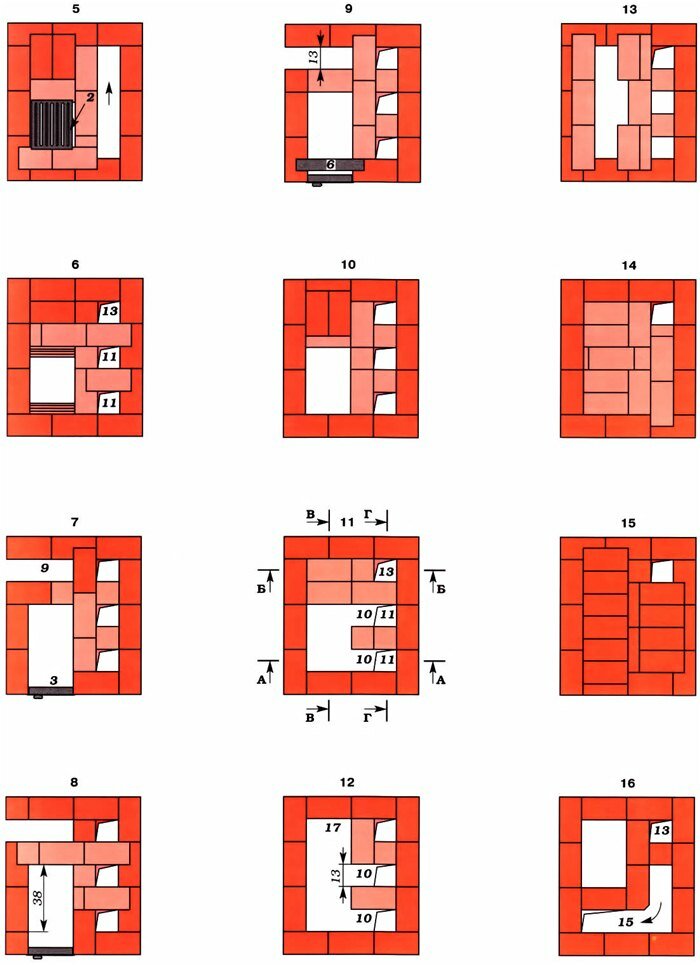 Устанавливаем печную задвижку.
Устанавливаем печную задвижку. jpg
jpg ru/pech-bykova-svoimi-rukami-porjadovka/
ru/pech-bykova-svoimi-rukami-porjadovka/


 Если вы решили класть еще и камин, то примите к сведению, что его портал выступает еще на 13 см. Мощность, или теплоотдача, составляет 3000 ккал/час.
Если вы решили класть еще и камин, то примите к сведению, что его портал выступает еще на 13 см. Мощность, или теплоотдача, составляет 3000 ккал/час. Поэтому это один из немногих случаев, когда можно говорить действительно о канонической схеме, к тому же довольно непростой.
Поэтому это один из немногих случаев, когда можно говорить действительно о канонической схеме, к тому же довольно непростой. Также различаться могут и размеры. Для обогрева комнаты площадью до 20 м2 используется малая «голландка», а для помещения площадью до 60 м2 – большая «голландка».
Также различаться могут и размеры. Для обогрева комнаты площадью до 20 м2 используется малая «голландка», а для помещения площадью до 60 м2 – большая «голландка».
 Если по шамотному кирпичу постучать (не сильно) железным предметом, то звук должен быть четким и звонким. А если кинуть его на пол, то он должен лопнуть на несколько больших кусков.
Если по шамотному кирпичу постучать (не сильно) железным предметом, то звук должен быть четким и звонким. А если кинуть его на пол, то он должен лопнуть на несколько больших кусков. Способов перевязки сейчас существует очень много, их периодически приходится менять при строительстве дымохода сложной конструкции.
Способов перевязки сейчас существует очень много, их периодически приходится менять при строительстве дымохода сложной конструкции.


 Потом трубу выкладывают таких же размеров, что и до этого.
Потом трубу выкладывают таких же размеров, что и до этого.
 После укладки бака, его и все дверки обязательно замазывают асбестом.
После укладки бака, его и все дверки обязательно замазывают асбестом. В нем же размещают дверку топки.
В нем же размещают дверку топки.


 В открывшемся окне можно ознакомиться с проектом и скачать его в формате PDF.
В открывшемся окне можно ознакомиться с проектом и скачать его в формате PDF. in.ua/otoplenie/pech-svoimi-rukami/.
in.ua/otoplenie/pech-svoimi-rukami/. На стиральную машинку или на ванну залезать неудобно и неразумно, а стремянку поставить иногда и вовсе некуда.
На стиральную машинку или на ванну залезать неудобно и неразумно, а стремянку поставить иногда и вовсе некуда. Если же между плитами перекрытий потолка имеются большие перепады, процесс выравнивания потолка шпаклевкой будет весьма трудозатратный, поэтому лучше отдать предпочтение другим вариантам.
Если же между плитами перекрытий потолка имеются большие перепады, процесс выравнивания потолка шпаклевкой будет весьма трудозатратный, поэтому лучше отдать предпочтение другим вариантам.

 И уход за таким потолком достаточно несложен. Поэтому, решая, какой лучше потолок в ванной комнате, многие выбирают именно потолки реечного типа.
И уход за таким потолком достаточно несложен. Поэтому, решая, какой лучше потолок в ванной комнате, многие выбирают именно потолки реечного типа. Впрочем, в ванных комнатах деревянные каркасы обычно не используют. После монтажа каркаса производится его «зашивка» листами гипсокартона, обязательно влагостойкого, содержащего защитные добавки от грибка и от излишней влаги. При покупке, чтобы не ошибиться, нужно смотреть на маркировку – должно быть написано «ГКЛВ». То есть – гипсокартонный лист влагостойкий. Смотрите и на цвет листов – они обычно бывают зелеными. Такой «правильный» гипсокартон не сгниет, не отсыреет и не раскрошится.
Впрочем, в ванных комнатах деревянные каркасы обычно не используют. После монтажа каркаса производится его «зашивка» листами гипсокартона, обязательно влагостойкого, содержащего защитные добавки от грибка и от излишней влаги. При покупке, чтобы не ошибиться, нужно смотреть на маркировку – должно быть написано «ГКЛВ». То есть – гипсокартонный лист влагостойкий. Смотрите и на цвет листов – они обычно бывают зелеными. Такой «правильный» гипсокартон не сгниет, не отсыреет и не раскрошится. 
 Красиво и немного волшебно смотрятся такие конструкции с подсветкой.
Красиво и немного волшебно смотрятся такие конструкции с подсветкой. Собрать всё это под силу только опытному мастеру, зато прослужит такой потолок долго. Но и ухаживать за ним придется со всей тщательностью, полируя и натирая до блеска.
Собрать всё это под силу только опытному мастеру, зато прослужит такой потолок долго. Но и ухаживать за ним придется со всей тщательностью, полируя и натирая до блеска.
 Только у них имеется необходимое оборудование и материалы.
Только у них имеется необходимое оборудование и материалы. Ровная и гладкая белая поверхность (возможно, даже просто окрашенная) чудесно вписывается в любой интерьер. Особенно шикарно смотрится сочетание белого потолка и черного пола (а иногда и стен).
Ровная и гладкая белая поверхность (возможно, даже просто окрашенная) чудесно вписывается в любой интерьер. Особенно шикарно смотрится сочетание белого потолка и черного пола (а иногда и стен). Натяжной потолок для ванной просто идеален. Не зря ведь всё больше людей, выбирают именно этот вариант. Тоненькая, но такая водостойкая пленка из ПВХ и практична, и красива.
Натяжной потолок для ванной просто идеален. Не зря ведь всё больше людей, выбирают именно этот вариант. Тоненькая, но такая водостойкая пленка из ПВХ и практична, и красива. Именно здесь возникает большая нагрузка на любой тип используемого материала. Пар, поднимаясь, оказывает воздействие на поверхность, а иногда и вовсе влага проникает к основанию, вызывая конденсат. В итоге используемая облицовка отслаивается, отходит от поверхности. По этой причине для потолка ванной нельзя использовать ни один вид обоев.
Именно здесь возникает большая нагрузка на любой тип используемого материала. Пар, поднимаясь, оказывает воздействие на поверхность, а иногда и вовсе влага проникает к основанию, вызывая конденсат. В итоге используемая облицовка отслаивается, отходит от поверхности. По этой причине для потолка ванной нельзя использовать ни один вид обоев. В последнем случае оформление усложняется формой кровли, которая является одновременно потолком и стенами мансардного строения. Оформить потолок будет сложнее из-за угла наклона, наличия балок, стропильных ног, окон.
В последнем случае оформление усложняется формой кровли, которая является одновременно потолком и стенами мансардного строения. Оформить потолок будет сложнее из-за угла наклона, наличия балок, стропильных ног, окон. Основной проблемой становится стойкость к влаге. Какой бы ни был выбран вид отделки, именно вода или пар являются причиной демонтажа. При этом все используемые отделочные материалы обладают водоотталкивающими свойствами. Торговые марки на этапе производства заботятся об этом, улучшая качество выпускаемого товара. Однако никто не застрахован от протечек из квартир сверху.
Основной проблемой становится стойкость к влаге. Какой бы ни был выбран вид отделки, именно вода или пар являются причиной демонтажа. При этом все используемые отделочные материалы обладают водоотталкивающими свойствами. Торговые марки на этапе производства заботятся об этом, улучшая качество выпускаемого товара. Однако никто не застрахован от протечек из квартир сверху.



 Пенопластовые плитки для облицовки не годятся: они пропускают влагу, фиксирующий клей раскисает.
Пенопластовые плитки для облицовки не годятся: они пропускают влагу, фиксирующий клей раскисает. Он не подвержен влиянию воды, пара и образованию плесени. Не ржавеет, как кассетный металлический аналог, отличается способностью имитировать любой вид сырья вплоть до натурального. Лучшие варианты его использования – реечный, панельный и кассетный приемы (планки, плиты и квадратные детали). Он более стоек в эксплуатации, чем аналог, скажем, из лиственницы.
Он не подвержен влиянию воды, пара и образованию плесени. Не ржавеет, как кассетный металлический аналог, отличается способностью имитировать любой вид сырья вплоть до натурального. Лучшие варианты его использования – реечный, панельный и кассетный приемы (планки, плиты и квадратные детали). Он более стоек в эксплуатации, чем аналог, скажем, из лиственницы. В ванной не приняты сложные приемы ввиду зачастую ограниченности пространства. Однако, если планировка, высота стен и площадь позволяют, в ход идут разные дизайнерские приемы.
В ванной не приняты сложные приемы ввиду зачастую ограниченности пространства. Однако, если планировка, высота стен и площадь позволяют, в ход идут разные дизайнерские приемы. Удобством реек и панелей является замковая система крепления. Они просты в монтаже, причем сочетаются с разным типом встроенной подсветки.
Удобством реек и панелей является замковая система крепления. Они просты в монтаже, причем сочетаются с разным типом встроенной подсветки.
 Но базовый набор навыков, которых достаточно для взлома, доступен всем и каждому.
Но базовый набор навыков, которых достаточно для взлома, доступен всем и каждому. Недостаток – необходимо нарушать целостность каркаса дверного полотна при их установке.
Недостаток – необходимо нарушать целостность каркаса дверного полотна при их установке. Вместо пинов может быть что-угодно – различные блоки с возможностью вращения, шайбы, движущиеся детали. Механизм внутри цилиндра в процессе открывания воздействует на ригели через специальный привод. Так открывается дверь.
Вместо пинов может быть что-угодно – различные блоки с возможностью вращения, шайбы, движущиеся детали. Механизм внутри цилиндра в процессе открывания воздействует на ригели через специальный привод. Так открывается дверь. Здесь пины изготавливаются уже с большим уровнем точности, а расположение их – весьма сложное. Здесь присутствуют различные защитные элементы, а все детали изготовлены из более прочных материалов. Для вскрытия этого механизма профессионалу придется потратить около 5-10 минут.
Здесь пины изготавливаются уже с большим уровнем точности, а расположение их – весьма сложное. Здесь присутствуют различные защитные элементы, а все детали изготовлены из более прочных материалов. Для вскрытия этого механизма профессионалу придется потратить около 5-10 минут. Для этого подойдут различные куски проволоки, заколки, канцелярские скрепки. Подойдет что-угодно, если оно сделано из металла и не сгибается.
Для этого подойдут различные куски проволоки, заколки, канцелярские скрепки. Подойдет что-угодно, если оно сделано из металла и не сгибается. Однако, с китайскими и отечественными все получится.
Однако, с китайскими и отечественными все получится.
 Можно ли отпереть замок своими руками, если нет ключа
Можно ли отпереть замок своими руками, если нет ключа Операция может проводится в присутствии двух понятых и участкового.
Операция может проводится в присутствии двух понятых и участкового. Особую группу образуют выключатели, оснащенные декоративными сменными панелями. Оценить все преимущества потребитель сможет уже сразу после установки выключателя. Именно по завершении монтажных работ, выполненных согласно схеме, выключатель может быть оборудован различными накладками.
Особую группу образуют выключатели, оснащенные декоративными сменными панелями. Оценить все преимущества потребитель сможет уже сразу после установки выключателя. Именно по завершении монтажных работ, выполненных согласно схеме, выключатель может быть оборудован различными накладками.


 С этой целью можно включить в схему между проходными выключателями еще перекрестные. Конструктивно они сходны с проходными, но имеют не три контакта, а четыре. Это позволяет одновременно отключать или включать по два контакта. Например, можно использовать такой выключатель для включения сложной группы светильников. Для управления светом из трех разных точек между двумя проходными выключателями ставят один двухклавишный перекрестный, выполняющий роль коммутатора, согласующего работу проходных. Промежуточный переключатель устанавливается исключительно на этапе разводки проводки, так требуется большее количество проводов.
С этой целью можно включить в схему между проходными выключателями еще перекрестные. Конструктивно они сходны с проходными, но имеют не три контакта, а четыре. Это позволяет одновременно отключать или включать по два контакта. Например, можно использовать такой выключатель для включения сложной группы светильников. Для управления светом из трех разных точек между двумя проходными выключателями ставят один двухклавишный перекрестный, выполняющий роль коммутатора, согласующего работу проходных. Промежуточный переключатель устанавливается исключительно на этапе разводки проводки, так требуется большее количество проводов. 03.2018, 6063 просмотра.
03.2018, 6063 просмотра.


 В предыдущей статье мы рассмотрели устройство и схему подключения проходных выключателей, предназначенных для управления освещением из двух разных мест.
В предыдущей статье мы рассмотрели устройство и схему подключения проходных выключателей, предназначенных для управления освещением из двух разных мест.
 Здесь фаза L попадает на верхний вывод лампы через замкнутые контакты 2-1 выключателей SA1 и SA3, и замкнутый контакт L1-1 выключателя SA2.
Здесь фаза L попадает на верхний вывод лампы через замкнутые контакты 2-1 выключателей SA1 и SA3, и замкнутый контакт L1-1 выключателя SA2. Ноль N в точке 7 соединяется с левым выводом лампы. Вот и весь монтаж.
Ноль N в точке 7 соединяется с левым выводом лампы. Вот и весь монтаж. Выключателей, позволяющих подавать свет из разных точек дома, может быть установлено более двух.
Выключателей, позволяющих подавать свет из разных точек дома, может быть установлено более двух. Конструкция этих коммутационных аппаратов специфична: для включения и выключения света выделено по одному контакту.
Конструкция этих коммутационных аппаратов специфична: для включения и выключения света выделено по одному контакту.

 Но есть ряд отличий:
Но есть ряд отличий:
 Основная задача устройства с двумя перекидными контактами — менять местами подключение проводов. Для этого внутри прибора установлены соответствующие перемычки.
Основная задача устройства с двумя перекидными контактами — менять местами подключение проводов. Для этого внутри прибора установлены соответствующие перемычки. Для удобства подключения желательно использовать разноцветные провода, например кабель ШВВП или ПВС.
Для удобства подключения желательно использовать разноцветные провода, например кабель ШВВП или ПВС. Такая схема работать не будет. Необходимо взять нужные устройства.
Такая схема работать не будет. Необходимо взять нужные устройства.



 О том, какими инструментами можно достичь гармонии в оформлении балкона, расскажет материал данной статьи.
О том, какими инструментами можно достичь гармонии в оформлении балкона, расскажет материал данной статьи. Это означает, что на балконе не должно быть ничего лишнего. Нет необходимости ставить сюда все без разбору, такой подход обречен на интерьерный провал. Ограничивать придется не только мебель, но и аксессуары, а также декор.
Это означает, что на балконе не должно быть ничего лишнего. Нет необходимости ставить сюда все без разбору, такой подход обречен на интерьерный провал. Ограничивать придется не только мебель, но и аксессуары, а также декор.



 Однако это вовсе не означает, что такие конструкции обречены на провал. Здесь можно найти массу идей для обустройства. Например, можно обустроить пространство посредством пластиковой мебели. Она не боится влаги, ветра, может быть сделана из качественного и прочного материала. Несмотря на неустойчивость к царапинам, эта мебель долговечна.
Однако это вовсе не означает, что такие конструкции обречены на провал. Здесь можно найти массу идей для обустройства. Например, можно обустроить пространство посредством пластиковой мебели. Она не боится влаги, ветра, может быть сделана из качественного и прочного материала. Несмотря на неустойчивость к царапинам, эта мебель долговечна.

 Например, сегодня в моде идея обустройства так называемого мягкого балкона. По сути, это бескаркасная мебель либо и вовсе устеленный подушками и специальным матрасом пол.
Например, сегодня в моде идея обустройства так называемого мягкого балкона. По сути, это бескаркасная мебель либо и вовсе устеленный подушками и специальным матрасом пол. Если площадь балкона позволяет, можно разместить на нем узкий столик для ноутбука либо крошечную барную стойку с двумя стульями.
Если площадь балкона позволяет, можно разместить на нем узкий столик для ноутбука либо крошечную барную стойку с двумя стульями.
 Такие изделия актуальны для людей, которым постоянно хочется новизны и свежих эмоций. Это может быть лента, точечная подсветка, а также споты.
Такие изделия актуальны для людей, которым постоянно хочется новизны и свежих эмоций. Это может быть лента, точечная подсветка, а также споты. Можно дополнительно подсветить конкретную зону с помощью фонаря красивой или необычной формы.
Можно дополнительно подсветить конкретную зону с помощью фонаря красивой или необычной формы. Это может быть зелень и растения, неприхотливые в условиях разведения городских квартир. Красиво будут смотреться на стенах балкона и небольшие картины, однако, постеры и большие плакаты внесут пестроту, ввиду чего подобный декор в обустройстве балкона нежелателен.
Это может быть зелень и растения, неприхотливые в условиях разведения городских квартир. Красиво будут смотреться на стенах балкона и небольшие картины, однако, постеры и большие плакаты внесут пестроту, ввиду чего подобный декор в обустройстве балкона нежелателен. Мягкий доломит и средний змеевик. Вечномёрзлые сезонно промерзающие грунты: супеси, суглинки и глины с примесью гравия, гальки, щебня и валунов до 10% по объёму, а также моренные грунты и речные отложения с содержанием крупной гальки и валунов до 50% по объёму
Мягкий доломит и средний змеевик. Вечномёрзлые сезонно промерзающие грунты: супеси, суглинки и глины с примесью гравия, гальки, щебня и валунов до 10% по объёму, а также моренные грунты и речные отложения с содержанием крупной гальки и валунов до 50% по объёму 
 Часто словом асфальт называют асфальтобетон — искусственный каменный материал, который получается в результате уплотнения асфальтобетонных смесей. Классический асфальтобетон состоит из щебня, песка, минерального порошка (филера) и битумного вяжущего (битум, полимерно-битумное вяжущее; ранее использовался дёготь, однако он в настоящее время не применяется). Для разрушения (пропилки) асфальтовых покрытий существует такая техника в аренду
Часто словом асфальт называют асфальтобетон — искусственный каменный материал, который получается в результате уплотнения асфальтобетонных смесей. Классический асфальтобетон состоит из щебня, песка, минерального порошка (филера) и битумного вяжущего (битум, полимерно-битумное вяжущее; ранее использовался дёготь, однако он в настоящее время не применяется). Для разрушения (пропилки) асфальтовых покрытий существует такая техника в аренду

 Все эти породы по прочности достаточно устойчивы. Полускальные грунты в отличие от несжимаемых скальных, при обычных величинах давлений, передаваемых на них, обладают некоторой способностью пластически консолидироваться. Грунт под фундаментами зданий и сооружений в ряде случаев способен уплотняться.
Все эти породы по прочности достаточно устойчивы. Полускальные грунты в отличие от несжимаемых скальных, при обычных величинах давлений, передаваемых на них, обладают некоторой способностью пластически консолидироваться. Грунт под фундаментами зданий и сооружений в ряде случаев способен уплотняться. Выделяют трещины, возникающие при горообразовании, трещины напластования, выветривания и др. Данные о трещиноватости можно получить с помощью бурения скважин, визуального изучения грунтов, а также путем опытного нагнетания в шурфы воды. Чем больше трещиноваты грунты, тем большее количество воды они поглощают.
Выделяют трещины, возникающие при горообразовании, трещины напластования, выветривания и др. Данные о трещиноватости можно получить с помощью бурения скважин, визуального изучения грунтов, а также путем опытного нагнетания в шурфы воды. Чем больше трещиноваты грунты, тем большее количество воды они поглощают. 40 мм, иногда с некоторой примесью глинистых частиц.
40 мм, иногда с некоторой примесью глинистых частиц. Грунт в насыпи под действием собственного веса или механического воздействия уплотняется постепенно, поэтому различны значения первоначального процента увеличения объема (разрыхления) и процента остаточного разрыхления после осадки грунта (табл. 2).
Грунт в насыпи под действием собственного веса или механического воздействия уплотняется постепенно, поэтому различны значения первоначального процента увеличения объема (разрыхления) и процента остаточного разрыхления после осадки грунта (табл. 2).


 В строительстве эти расчеты имеют огромное значение для определения количества необходимого материала, а также их учитывают при складировании, утилизации земли.
В строительстве эти расчеты имеют огромное значение для определения количества необходимого материала, а также их учитывают при складировании, утилизации земли.

 Они отличаются дисперсностью, проще обрабатываются. Их плотность гораздо ниже, поэтому разработку можно вести ручным способом, с применением специальной техники (бульдозеров, экскаваторов). К несцементированному виду относят пески, суглинки, глину, чернозем, смешанные грунтовые смеси.
Они отличаются дисперсностью, проще обрабатываются. Их плотность гораздо ниже, поэтому разработку можно вести ручным способом, с применением специальной техники (бульдозеров, экскаваторов). К несцементированному виду относят пески, суглинки, глину, чернозем, смешанные грунтовые смеси. Безграмотно сделанный фундамент в конечном итоге может привести к разрушению всего строения. Связь здесь прямая: чем прочнее основание, тем долговечнее сооружение.
Безграмотно сделанный фундамент в конечном итоге может привести к разрушению всего строения. Связь здесь прямая: чем прочнее основание, тем долговечнее сооружение.


 В зависимости от величины относительного набухания без нагрузки глинистые грунты подразделяются на: сильно-набухающие (коэффициент — более 1.2), средненабухающие (от 0,08 до 1,2) и слабонабухающие (менее 0,08).
В зависимости от величины относительного набухания без нагрузки глинистые грунты подразделяются на: сильно-набухающие (коэффициент — более 1.2), средненабухающие (от 0,08 до 1,2) и слабонабухающие (менее 0,08). Вследствие своей подвижности и незначительной несущей способности плывуны малопригодны для использования в качестве оснований.
Вследствие своей подвижности и незначительной несущей способности плывуны малопригодны для использования в качестве оснований.
 Причем, вследствие капиллярного эффекта, из нижних слоев грунта она поднимается в зону промерзания.
Причем, вследствие капиллярного эффекта, из нижних слоев грунта она поднимается в зону промерзания.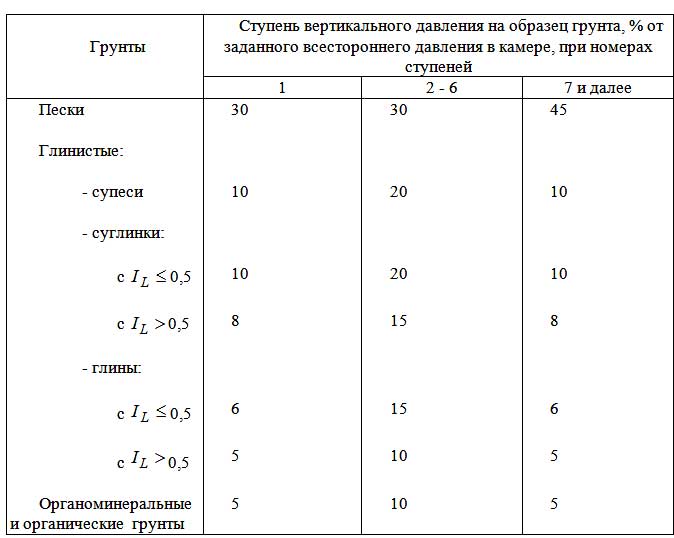 01-83 «Основания зданий и сооружений» к пучинистым относятся все находящиеся во влажном состоянии глинистые грунты, мелкие и пылеватые пески, а также крупнообломочные грунты, имеющие фрагменты с пылевато-глинистые заполнением. В сухом же состоянии перечисленные грунты отнесены к практически непучинистым. Поэтому при повышенной влажности грунта фундамент дома рекомендуется закладывать не выше глубины промерзания. Кроме того, необходимо учитывать, что глубина промерзания влажных грунтов у фундамента зависит от основного теплового режима дома. Так, например, эта глубина под отапливаемым зданием уменьшается на 30—50 % от нормативно-расчетного показателя. В ходе геологических изысканий были получены характеристики грунта вашего участка. Неплохо, если фундамент будет опираться на крупнообломочный грунт природного происхождения. Не следует волноваться и в том случае, если на вашем участке преимущественно однородные песчаные грунты, состоящие из крупнозернистого песка. Правильно рассчитанный и заложенный фундамент даст равномерную осадку и в дальнейшем, как правило, не будет перекашиваться, и испытывать от грунта сильных нагрузок
01-83 «Основания зданий и сооружений» к пучинистым относятся все находящиеся во влажном состоянии глинистые грунты, мелкие и пылеватые пески, а также крупнообломочные грунты, имеющие фрагменты с пылевато-глинистые заполнением. В сухом же состоянии перечисленные грунты отнесены к практически непучинистым. Поэтому при повышенной влажности грунта фундамент дома рекомендуется закладывать не выше глубины промерзания. Кроме того, необходимо учитывать, что глубина промерзания влажных грунтов у фундамента зависит от основного теплового режима дома. Так, например, эта глубина под отапливаемым зданием уменьшается на 30—50 % от нормативно-расчетного показателя. В ходе геологических изысканий были получены характеристики грунта вашего участка. Неплохо, если фундамент будет опираться на крупнообломочный грунт природного происхождения. Не следует волноваться и в том случае, если на вашем участке преимущественно однородные песчаные грунты, состоящие из крупнозернистого песка. Правильно рассчитанный и заложенный фундамент даст равномерную осадку и в дальнейшем, как правило, не будет перекашиваться, и испытывать от грунта сильных нагрузок Существует множество способов, как улучшить физические характеристики разновидностей грунтов, правда, они приводят к дополнительным финансовым затратам, размер которых лучше оценить заранее.
Существует множество способов, как улучшить физические характеристики разновидностей грунтов, правда, они приводят к дополнительным финансовым затратам, размер которых лучше оценить заранее. Да и сама процедура весьма проста: средне- или крупнозернистый песок засыпают в траншею или котлован слоями по 150—200 мм, тщательно утрамбовывают и каждый слой проливают водой.
Да и сама процедура весьма проста: средне- или крупнозернистый песок засыпают в траншею или котлован слоями по 150—200 мм, тщательно утрамбовывают и каждый слой проливают водой.
 ) слабовыветрившиеся, прочные –
) слабовыветрившиеся, прочные – 05
05 д. Увеличить температуру
д. Увеличить температуру Разрез с поверхности
Разрез с поверхности
 Есть много типов систем классификации,
Есть много типов систем классификации, : Пригодность грунтов для строительства дамб.
: Пригодность грунтов для строительства дамб.