Трубогибочный станок для профильной трубы своими руками чертежи
Главная » Разное » Трубогибочный станок для профильной трубы своими руками чертежи
Самодельный профилегиб без токарных работ.
У вас есть знакомый токарь, который сможет выточить валы для трубогиба? Если нет, то эта статья для вас. Предлагаем сделать профилегиб самой простой конструкции без применения токарных работ. Он будет явно не для выставки высоких технологий, но свою функцию по гибки профильных труб в домашних условиях точно выполнит.
Данный трубогиб еще называют профилегиб, так как он в основном предназначен для гибки профильного металла – профильной трубы, швеллера, уголка и полосы. При наличии специальных роликов позволяет гнуть круглые трубы. От стандартного трубогиба он отличается тем, что гнет трубы не просто на заданный угол, а гнет их в дугу или кольцо.
Трубогиб для гибки профильной трубы. Гибка полосы на ребро.
Важные технические моменты при изготовлении профилегиба.
- При гибки профильная труба деформируется, и ее боковые стороны выдавливает наружу. Причем чем меньше радиус гибки, тем больше наблюдается выдавливание боковых стенок трубы. Также на одной из сторон трубы образуются заломы. Данные заломы никак не влияют на прочность согнутой трубы, просто они имеют некрасивый вид. Для исключения заломов на трубе необходимо, чтобы ролик имел небольшое ребро ровно по центру. Данное ребро в процессе гибки будет вминать сторону трубы, тем самым исключая заломы. Высота ребра зависит от радиуса гибки трубы. Чем меньше радиус гибки трубы, тем больше должна быть высота такого ребра. В среднем достаточно ребра высотой 3-5мм. В качестве ребра можно приварить на ролик проволоку нужного диаметра.
Гибка профильной трубы с заломами. Ролик трубогиба с ребром по центру.
- Если гнуть профильную трубу на роликах без боковой реборды, то существует вероятность гибки трубы винтом. Это связано с тем, что во время гибки труба может сдвинуться и ее положение относительно оси ролика будет не перпендикулярно, а под каким-то градусом.
 Чтобы избежать данных проблем, нужно гнуть профильную трубу на роликах с направляющими ребордами.
Чтобы избежать данных проблем, нужно гнуть профильную трубу на роликах с направляющими ребордами.
Профилегиб.
- Усилие, которое необходимо приложить, чтобы свести ролики трубогиба и тем самым согнуть трубу, зависит от расстояния межу роликами. Другими словами, чем меньше это расстояние, тем большее усилие необходимо приложить, чтобы свести ролики между собой. Особенно это заметно, если конструктивно трубогиб изготовлен с центральным подвижным роликом и его зажим осуществляется винтом.
- Расстояние между роликами также влияет на длину трубы, которую можно будет согнуть на данном профилегибе. Короткие трубы невозможно гнуть на трубогибе, у которого большое расстояние между роликами. По этим причинам ролики на профилегибе делают так, чтобы их можно было переставить.
- Чем меньше диаметр роликов трубогиба, тем меньше будет пятно контакта между трубой и роликом и тем больше вероятность проскальзывания трубы во время ее гибки. На профессиональных трубогибах ролики изготавливают диаметром по 100-200мм, и они позволяют гнуть профильные трубы большого сечения.
 Для домашнего использования подойдут ролики диаметром примерно от 20мм.
Для домашнего использования подойдут ролики диаметром примерно от 20мм.
- Чем больше ведущих роликов, тем меньше вероятность проскальзывания трубы. Если вы собираетесь гнуть профильную трубу больших сечений, то желательно сделать два приводных ролика.
- Если центральный подвижный ролик поджимается с помощью винта, то для облегчения его вращения необходимо подложить под него шарик от подшипника. Тогда пятно контакта между винтом и опорной частью уменьшится и крутить винт будет гораздо легче. Винт лучше выбирать с трапецеидальной резьбой, а не с метрической. Трапецеидальная резьба может нести гораздо большую осевую нагрузку, чем метрическая.
Виды резьбы.
- Для гибки круглых труб понадобиться специальные ролики с полукруглым профилем. Если гнуть круглую трубу на прямых роликах, то ее будет плющить и вместо круглой трубы получиться овал.
Ролик трубогиба для гибки круглой трубы.
Как сделать ролики для профилегиба.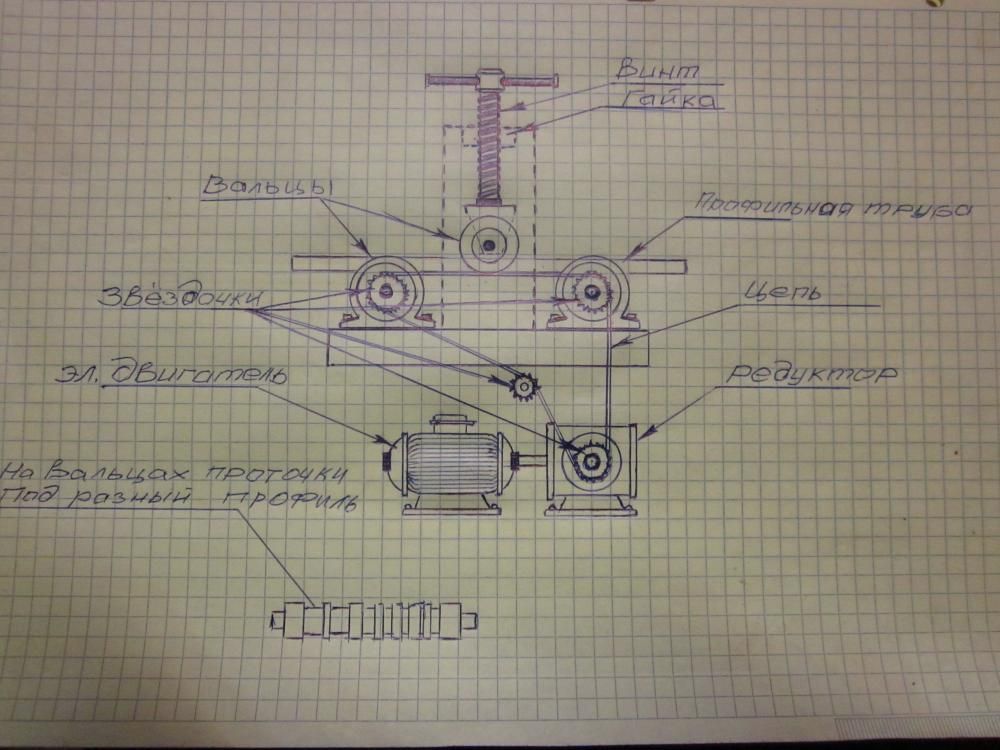
Ролики можно изготовить разными способами, даже на первый взгляд самыми необычными. Например, в качестве роликов можно использовать велосипедные ступицы. Такие ступицы не выдержат большие нагрузки, но согнуть трубу сечением 20х40 мм им будет вполне по силам.
Профилегиб с валами из велосипедных ступиц.
В качестве роликов можно использовать обычный лом. Его просто отрезаем в нужную длину и одеваем на такой ролик подшипник подходящего диаметра. Например, лом диаметром 30мм, под него хорошо подойдут подшипники №306 ГОСТ8338-78. Чтобы подшипники не смещались вдоль оси ролика, достаточно капнуть сваркой около обоймы подшипника.
Вал трубогиба сделанный из лома.
Ролики можно изготовить из трубы и покупных шайб. На рисунке ниже хорошо видна конструкция ролика.
Ролик трубогиба.
Если у вас нет подходящих шайб, то их можно сделать самостоятельно. Как их сделать смотрите ниже в статье под заголовком “как сделать ролики для гибки профильной трубы методом обкатки”
. Вместо болта в ролик можно вставить металлический круг нужного диаметра и обварить.
Вместо болта в ролик можно вставить металлический круг нужного диаметра и обварить.
Ролик профилегиба из трубы, шайб и металлического круга.
Как закрепить подшипники на каркасе профилегиба.
Лучший вариант, это если подшипники применить в уже готовом корпусе. Если нет таких подшипников, то используем любые подходящие без корпуса. Их не обязательно жестко крепить к каркасу трубогиба. Можно сделать под них подставки из профильной трубы или уголков. Ниже на фото представлены различные варианты крепления подшипников.
Профилегиб с переставными роликами. Трубогиб для гибки профильной трубы. Профилегиб для гибки профильной трубы. Трубогиб для гибки профильной трубы. Трубогиб для гибки профильной трубы. Каркас профилегиба. Профилегиб сделанный с подшипниками в корпусе.
Конструктивные особенности профилегибов.
Трубогиб можно сделать практически из любого металлолома. Каркас должен быть достаточно жестким, из чего он будет сделан не важно. В основном его делают из швеллера, так как он достаточно жесткий и имеет широкую поверхность для установки валов трубогиба.
В основном его делают из швеллера, так как он достаточно жесткий и имеет широкую поверхность для установки валов трубогиба.
При изготовлении профилегиба нужно отталкиваться от тех материалов, которые есть у вас в наличии.
Один из главных компонентов трубогиба – это силовой узел. Его делают либо из домкрата или из винта с резьбой. Если в наличии есть винт, то можно сделать трубогиб с центральным подвижным роликом. Винт, кстати, можно взять от старого нерабочего домкрата или со струбцины. Винт должен быть мощным, не менее 16мм в диаметре.
Если же есть домкрат, то можно выбирать какой вид профилегиба сделать. Можно сделать трубогиб с крайним подвижным роликом и переламывающейся станиной или с центральным подвижным роликом и крайними неподвижными роликами.
Конструкция в принципе неважна, труба в любом случае будет гнуться. Если есть в наличии звездочки и цепь, например, велосипедные, то имеет смысл соединить два вала цепью и таким образом сделать их оба приводными валами. Это сильно поможет при гибке профильных труб большого сечения, например, 40х60 и больше. Трубы небольшого сечения гнуться хорошо и на одном приводном ролике. Если же ролики проскальзывают при гибке трубы, то нужно немного ослабить давление подвижного ролика и тогда проскальзывание прекратиться.
Это сильно поможет при гибке профильных труб большого сечения, например, 40х60 и больше. Трубы небольшого сечения гнуться хорошо и на одном приводном ролике. Если же ролики проскальзывают при гибке трубы, то нужно немного ослабить давление подвижного ролика и тогда проскальзывание прекратиться.
Ручку приводного ролика можно сделать из обычной велосипедной педали или сделать круглый штурвал.
Если предполагается гнуть трубу в кольцо, то следует предусмотреть возможность снять верхний ролик, иначе кольцо будет невозможно вынуть из трубогиба.
Трубогиб со штурвалом.
Ниже представлено несколько фотографий с различными конструктивными особенностями.
Чертеж профилегиба. Профилегиб с двумя приводными роликами. Профилегиб со съемным верхним роликом и подвижным крайним роликом. Профилегиб с переставными роликами. Профилегиб с домкратом. Профилегиб с домкратом.
Как сделать ручной профилегиб с обкатным роликом.
Данный вид трубогиба позволяет гнуть профильные и круглые трубы на угол 90 градусов и более.
Гибка круглой трубы методом обкатки. Гибка профильной трубы методом обкатки. Схема гибки трубы.
Принцип такого трубогиба основан на обкатке трубы роликом. Профиль ролика должен соответствовать профилю трубы. Это условие предотвращает нежелательные деформации трубы в месте сгиба. То есть выпячивание стенок труб и заломы исключены. Данный трубогиб позволяет гнуть профильные и круглые трубы.
Чтобы согнуть трубы круглого сечения, понадобятся ролики с полукруглым профилем. Здесь к сожалению, невозможно обойтись без токарных работ. Но для гибки труб профильного сечения можно изготовить ролики самостоятельно.
Как сделать ролики для гибки профильной трубы методом обкатки.
Такие ролики довольно легко сделать. Понадобиться листовой металл, дрель, машинка УШМ (болгарка) и болт.
- Берем листовой металл и размечаем круг.
- Обрезаем болгаркой металл вокруг размеченного круга.
- Сверлим по центру заготовки отверстие под болт.
Сверлим отверстие в заготовке.
4. Вставляем в отверстие болт, зажимаем его гайкой и закрепляем конструкцию в патроне дрели.
Болт вставленный в заготовку.
5. Обрабатываем край заготовки с помощью дрели и болгарки. В УШМ нужно установить зачистной диск.
Обтачиваем заготовку.
6. Собираем обработанные заготовки в ролик. Обратите внимание, ролик по центру имеет выступ примерно 5 мм. Если вы прочитали всю статью, то уже должны знать его назначение. Такой выступ по центру ролика нужно делать только на центральном неподвижном ролике, на обкатном он не нужен.
Ролик для трубогиба из пяти кругов.
Важные моменты при изготовлении трубогиба с обкатным роликом.
В поворотном кронштейне трубогиба необходимо предусмотреть отверстия для установки роликов под разные трубы.
Трубогиб с отверстиями в кронштейне.
Отверстия должны быть на определенном расстоянии от центра неподвижного ролика. Чтобы сделать их правильно, нужно сначала установить центральный ролик, вложить в него трубу, затем к трубе прижать обкатной ролик. А теперь самое главное, обкатной ролик следует отодвинуть таким образом, чтобы образовался зазор между трубой и ним примерно в 4-6мм. Вот это и будет место, где должно быть отверстие. На поворотном кронштейне в этом месте сверлим отверстие.
А теперь самое главное, обкатной ролик следует отодвинуть таким образом, чтобы образовался зазор между трубой и ним примерно в 4-6мм. Вот это и будет место, где должно быть отверстие. На поворотном кронштейне в этом месте сверлим отверстие.
Вы скажете зачем этот зазор нужен? Дело в том, что зазор между обкатным роликом и заготовкой в начальном положении снижает деформации стенки трубы с наружной стороны сгиба. Другими словами, трубу во время гибки меньше будет вытягивать из зажима и повыситься качество гибки.
Также нужно понимать, что для каждой трубы существует свой минимальный радиус сгиба. Если трубы пытаться гнуть меньше этого радиуса, то с высокой вероятностью она согнется с заломами. Поэтому диаметры центральных неподвижных роликов должны выбираться в соответствии с минимальным радиусом сгиба.
Труба с заломами. Минимальный радиус гибки трубы.
Трубогибочный станок.pdf — скачать бесплатно PDF
Скачать Трубогибочный станок.pdf …
Отчет по проекту
ТРУБОПРОВОДНАЯ МАШИНА, представленная при частичном выполнении требований для присуждения степени
Бакалавр технологий в машиностроении Автор: (1) MAYATEET KUMAR (43) (2) MD. ФИРДАУС АНСАРИ (44) (3) МОХАММАД ХАССААН (45) (4) НАСИМУЛ ХОДА (49) Под ценным руководством Амит Мина Асст. Профессор
ФИРДАУС АНСАРИ (44) (3) МОХАММАД ХАССААН (45) (4) НАСИМУЛ ХОДА (49) Под ценным руководством Амит Мина Асст. Профессор
ФАКУЛЬТЕТ МАШИНОСТРОЕНИЯ ИНЖЕНЕРНОГО И ТЕХНОЛОГИЧЕСКОГО УНИВЕРСИТЕТА ГУРУКУЛ КАНГРИ, ХАРИДВАР, УТТАРАХАНД НОЯБРЬ 2014 ГОДА.
СЕРТИФИКАТ
Настоящим удостоверяется, что MD.FIRDAUS ANSARI, NASIMUL HODA, MOHAMMAD HASSAAN и MAYATEET KUMAR представляют отчет о проекте, озаглавленный «МАШИНА ДЛЯ ИЗГИБОВ ТРУБЫ», при частичном выполнении требований для получения степени бакалавра. Технологии в машиностроении инженерно-технологического факультета Университета Гурукула Кангри в Уттаракханде — это отчет о добросовестной работе, выполненной ими под руководством и контролем. Результаты, воплощенные в этом проекте, не были представлены ни одному другому университету или институту для присуждения какой-либо степени или диплома.
г-н Санджив Кумар Ламба
г-н Амит Мина
HOD, Машиностроение
Asst. Проф. Машиностроение
GKV, Харидвар
GKV, Харидвар.
AKNOWLEDGEMENT
Мы с огромным удовольствием и удовлетворением представляем нашу первую попытку получить практический опыт в форме проектной работы. Есть много людей, которые помогли нам в успешном завершении нашего проекта. Мы хотели бы воспользоваться этой возможностью, чтобы поблагодарить всех и каждого.Прежде всего, мы хотели бы выразить нашу искреннюю благодарность нашему декану доктору Р. Каушику за то, что он обеспечил благоприятную атмосферу для выполнения нашей проектной работы. Мы хотели бы выразить сердечную благодарность г-ну САНДЖЕВУ ЛАМБХА, начальнику отдела машиностроения, за их руководство и поддержку, которые они оказывали на протяжении всей работы над проектом. Мы хотели бы выразить нашу благодарность г-ну AMIT MEENA, который руководил нами и поддерживал нас в завершении проекта.
ноябрь 2014
MD.Фирдаус Ансари Насимул Хода Майатит Кумар Мохаммад Хассаан
РЕЗЮМЕ Машиностроение без производства и изготовления бессмысленно. Процесс производства и изготовления связан с преобразованием сырья в готовую продукцию в соответствии с требуемым размером, спецификацией и эффективным использованием новейших технологий. Новые разработки и требования вдохновили нас задуматься о новых улучшениях в области производства. В нашем проекте трубогибочный станок с помощью этого станка изгибают трубы различных диаметров и получают различные формы, такие как v-образная, круглая, квадратная, канальная и т. Д.Он широко используется в различных промышленных операциях, таких как сгибание трубы для изготовления рулона или листового металла для придания определенной формы, например, формы «V».
Новые разработки и требования вдохновили нас задуматься о новых улучшениях в области производства. В нашем проекте трубогибочный станок с помощью этого станка изгибают трубы различных диаметров и получают различные формы, такие как v-образная, круглая, квадратная, канальная и т. Д.Он широко используется в различных промышленных операциях, таких как сгибание трубы для изготовления рулона или листового металла для придания определенной формы, например, формы «V».
СОДЕРЖАНИЕ Содержание
Страница №
Список рисунков …………………………………………………………………. ……… ..II ГЛАВА 1 ……… …………………………………………………………………….1. ВВЕДЕНИЕ……………………………………………………… …… … ……… 1 1.1 Обзор ……………………………………………………………………… …… .1 1.2 Необходимость в трубогибочной машине ……………………………
. трубогибочный станок с чпу 2-дюймовый автоматический гидравлический трубогибочный станок с чпу с высоким качеством для продажи в китае | |
Уведомления:
1. Пожалуйста, купите товар, прежде чем связаться со мной, потому что ограничение веса большого количества товаров, мы не можем доставить морским транспортом CIF или FOB доставка торговым способом. Мы предоставляем оптовые услуги, Пожалуйста, прежде чем решили купить товар Обязательно свяжитесь со мной.
Мы предоставляем оптовые услуги, Пожалуйста, прежде чем решили купить товар Обязательно свяжитесь со мной.
2. Если вы выберете «способ доставки продавца», мы организуем доставку по морю и доставим в ближайший морской порт.
3. У нас также есть другие машины большей вместимости, пожалуйста, свяжитесь с нами, если они вам нужны.
Технические характеристики трубогибочного станка DW50CNC-2A-1S:
| 1, Технический: холодная гибка |
| 2, Электрика: Франция Schneider |
| 3, Система: Япония Mitsubishi |
| 4, Гидравлические детали: Япония Юкен |
Основные характеристики машины:
| 1, с использованием микрокомпьютерного управления, автоматический изгиб; |
| 2, Безопасность: кнопка аварийной остановки на гибочном рычаге; |
| 3, Диалоговое управление, легко изучать и понимать; |
4, Скорость гипотезы разбиения, высокая точность изгиба труб до t o ± 0. 1 °; 1 °; |
| 5,16 групп трубогибочной информации, все углы работы образуют единое целое; |
| 6, оправка автоматически входит и выходит, экономя много времени; |
| 7, Подходит для гибки стальной трубы, трубы из нержавеющей стали, медной трубы, алюминиевой трубы и т.д .; |
| 8, Может установить вспомогательную нажимную головку, функцию низкого возвратного сердечника, может изгибать тонкие трубы; |
| 9, Специальное оснащение: специальная форма, доска против морщин, установка вспомогательного толчка и т. Д. |
Технические данные:
| Основные технические характеристики | DW50CNC-2A-1S | |
| Максимальная грузоподъемность | ø50mmX3mm | |
| Макс. Радиус изгиба | R250mm | По диаметру трубы |
| Макс. степень изгиба | 190 ° | |
| Макс. длина подачи | 3000 мм | |
| Скорость изгиба | Макс. 85 ° / с 85 ° / с | |
| Скорость вращения | Макс. 200 ° / с | |
| Скорость подачи | М топор 1000мм / с | |
| Точность изгиба | ± 0.1 ° | |
| Точность вращения | ± 0,1 ° | |
| Точность подачи | ± 0,1 мм | |
| Метод изгиба | Гидравлический изгиб (2А) Сервоизгиб (3А) | |
| Роторный серводвигатель мощность | 750 Вт | |
| Мощность сервомотора питания | 1 кВт | |
| Мощность двигателя | 5.5 кВт | |
| Макс. Давление масла | 12Mpa | |
| Вес машины | 2500 кг | |
| Размер машины | 5000X1300X1500 мм |
У нас также есть другие модели труб
. CLD — хорошая цена на трубогибочный станок DW63NC, используемый в трубной промышленности | |
Уведомления:
1. Пожалуйста, свяжитесь с нами, если вы хотите получить лучшую цену. Наш контакт находится внизу.
Наш контакт находится внизу.
2. Мы отправляем товар во все страны, пожалуйста, свяжитесь с нами для уточнения стоимости доставки с вашим адресом и почтовым индексом.
3. У нас также есть другие машины большей вместимости, пожалуйста, свяжитесь с нами, если они вам нужны.
CLD имеет хорошую цену на трубогибочный станок DW63NC, используемый в трубной промышленности
Описание продукта
Характеристики полуавтоматического трубогибочного станка DW63NC:
| 1, автоматическая гибочная часть |
| 2 , Оснащенный гидравлической системой — экономичный способ |
| 3, стабильная производительность |
| 4, простота в эксплуатации |
| 5, экономичная машина |
Основные характеристики машины:
| 1, работает от блока управления ЧПУ, импортные электрические и гидравлические элементы. |
2, показ английского и разговорная операция. |
| 3, он может регулировать скорость в каждом изгибе и высокая точность изгиба. |
| Может быть сохранено 4,16 групп информации об изгибе. Несколько углов могут быть закончены один раз. |
| 5, Ножные переключатели с функциями автоматического запуска, аварийного останова и возобновления. Безопасность высокая. |
| 6, Изящный дизайн гибочной головки делает пространство для гибки большим. |
| 7, Подходящие материалы: стальная труба, труба из нержавеющей стали, медная труба, алюминиевая труба и другие. |
Технические данные:
| Основные технические характеристики | DW63NC |
| Макс. Способность изгиба | & Oslash; 63mmx4mm |
| Макс. Радиус изгиба | R350mm |
| Макс. Макс. | 190 & deg; |
| Макс. Эффективное расстояние оправки | 2600 мм |
| Система управления | ЧПУ |
Макс. Колено изгиба трубы Колено изгиба трубы | 16 |
| Макс. Хранимые секции | 16×16 |
| Мощность двигателя | 7.5Kw |
| Макс. Гидравлическое давление | 12Mpa |
| Вместимость масляного бака | 220L |
| Измерение | 3500x750x1100mm |
| Вес машины | 1550Kg |
У нас также есть другие модели трубогибочный станок, такой как DW50NC, DW63NC, DW75NC, DW89NC, DW100NC … ПОЖАЛУЙСТА, отправьте нам свое требование, мы процитируем соответственно.
.
Трубогиб для профильной трубы своими руками – схема, чертежи, видео
Гибка профильных труб — достаточно распространенная процедура, для выполнения которой используется специальное устройство — трубогиб. Можно изготовить трубогиб для профильной трубы своими руками, а можно приобрести его на строительном рынке или в магазине.
Одна из простейших разновидностей трубогиба для профилированных труб
Серийные устройства различаются по принципу действия, они могут иметь разные типы приводов, однако для работы на любом из таких приспособлений требуется определенный опыт. Ограничивает применение устройств, изготовленных в производственных условиях, и то, что стоят они недешево. Хорошим выходом во всех подобных ситуациях станет самостоятельное изготовление устройства, предназначенного для гибки профильных труб, для чего можно использовать подручные средства.
Ограничивает применение устройств, изготовленных в производственных условиях, и то, что стоят они недешево. Хорошим выходом во всех подобных ситуациях станет самостоятельное изготовление устройства, предназначенного для гибки профильных труб, для чего можно использовать подручные средства.
Необходимые элементы конструкции
Схема работы трубогиба весьма незамысловата
Чтобы изготовить трубогиб своими руками, можно использовать чертежи различных конструкций. Их выбор определяется в основном тем, какими материалами вы располагаете. Чаще всего останавливают свой выбор на трубогибах фронтального типа, конструкция которых включает в себя:
- три ролика (вала), которые должны быть металлическими;
- приводную цепь;
- оси вращения;
- механизм, который будет приводить в движение все элементы приспособления;
- металлические профили, из которых будет изготовлена рама устройства.
Очень часто станок для гибки профильной трубы изготавливают с роликами, которые выполнены из древесины или полиуретана. Выбирая такие материалы, следует учитывать прочностные характеристики труб, которые будут подвергаться изгибу. Если пренебречь этим требованием, то рабочие элементы самодельного приспособления могут просто не выдержать нагрузки и разрушиться.
Выбирая такие материалы, следует учитывать прочностные характеристики труб, которые будут подвергаться изгибу. Если пренебречь этим требованием, то рабочие элементы самодельного приспособления могут просто не выдержать нагрузки и разрушиться.
Чертеж трубогиба: в разрезе видна конструкция крепления прижимного ролика
Чтобы разобраться в том, как согнуть профильную трубу на самодельном устройстве, важно понимать, по какой технологии происходит такой процесс. Как правило, в трубогибах используется принцип вальцовки или прокатки, который позволяет минимизировать риск излома и повреждения трубы.
Чтобы сделать загиб на профильной трубе при помощи такого приспособления, ее необходимо вставить между роликами трубогиба и повернуть ручку. Использование такого простейшего гибочного устройства позволяет получать на профильной трубе изгибы, полностью соответствующие заданным параметрам.
Трубогиб с использованием домкрата
Чтобы сделать простой станок для выполнения гибки профильных труб, потребуются следующие конструктивные элементы:
- обычный домкрат;
- металлические профили и полка, необходимые для изготовления каркаса;
- пружины, отличающиеся высокой прочностью;
- валы в количестве 3-х штук;
- приводная цепь;
- ряд других конструктивных элементов.

При использовании такого устройства, процесс работы которого можно увидеть на одном из видео ниже, труба укладывается на два боковых ролика, а сверху на нее опускается третий, создавая требуемое усилие. Чтобы придать трубе необходимый изгиб, следует прокрутить ручку, приводящую в движение цепь и, соответственно, валы оборудования.
Вариант с перевернутым домкратом
Процесс изготовления трубогиба
Чтобы сделать устройство для получения изгиба профильных труб, необходимо выполнить следующие процедуры.
- Подготовить надежный каркас, элементы которого соединяются при помощи сварки и болтовых соединений.
- По предварительно подготовленному чертежу установить ось вращения и сами валы, два из которых размещаются выше третьего. От расстояния, на котором располагаются оси таких валов, зависит радиус изгиба профильной трубы.
- Чтобы привести в действие такой гибочный механизм, используется цепная передача.
 Для комплектации такой передачи ее оснащают тремя шестернями, а саму цепь можно подобрать со старого автомобиля, мотоцикла или другого оборудования.
Для комплектации такой передачи ее оснащают тремя шестернями, а саму цепь можно подобрать со старого автомобиля, мотоцикла или другого оборудования. - Для приведения такого оборудования в действие необходима ручка, которая соединяется с одним из валов. Именно за счет такой ручки создается требуемое крутящее усилие.
Чертежи трубогиба для профтруб
Инструкция по изготовлению трубогиба
Самостоятельно изготовить трубогиб для профильной трубы совсем несложно, если придерживаться следующей технологической последовательности.
- На прижимном валу размещают шестерни, подшипники и кольца, которые соединяют с ним при помощи шпонки. Сначала разрабатывается чертеж такого вала, обоймы для подшипников и роликов, затем эти детали вытачиваются, что лучше всего доверить квалифицированному токарю. Всего для данного устройства необходимо сделать три вала, один из которых подвешивается на пружинах, а два других располагаются по бокам.
- Затем в кольцах необходимо просверлить отверстия, которые необходимы для изготовления пазов и нарезания резьбы.

- Теперь необходимо сделать полку, для чего используют швеллер, в котором также сверлят отверстия и нарезают резьбу, требуемые при монтаже прижимного вала.
- Всю конструкцию оборудования после выполнения подготовительных мероприятий необходимо собрать, для чего используют сварку и болтовые соединения. В первую очередь выполняют монтаж каркаса, который одновременно служит и ножками трубогиба.
- Следующим этапом является подвешивание полки с закрепленным на ней прижимным валом, для чего используются пружины. После этого на самодельный трубогиб необходимо установить боковые опорные валы, на один из которых крепится ручка.
- Последним штрихом является установка домкрата на трубогиб.
Некоторые тонкости выполнения монтажных работ:
- прижимной вал, зафиксированный при помощи шпонок, дополнительно прикручивается к полке;
- монтаж прижимного вала осуществляется по следующей схеме: вал устанавливается на полку, к которой предварительно приварены гайки для пружин, после выполнения монтажных работ полка переворачивается и подвешивается на пружины;
- натяжение цепей выполняется при помощи магнитного уголка, который используется в качестве держателя;
- при закручивании звездочек применяются шпонки, которые предварительно изготавливают из гровера;
- приводную ручку для гибочного станка делают с проворачивающейся трубкой;
- домкрат на такое самодельное устройство устанавливают на подвесную платформу, для чего используются болтовые соединения и сварка.

Изготовление гидравлического трубогиба
В интернете можно найти много фото и видео того, как самостоятельно сделать устройство для гибки профильных труб с гидравлическим приводом. Процесс изготовления такого трубогиба, оснащенного гидроцилиндром, нагнетательным устройством и упорами для труб, является достаточно трудоемким мероприятием.
На чертеже и в конструкции такого трубогиба можно выделить следующие элементы:
- домкрат гидравлического типа грузоподъемностью не менее 5 тонн;
- башмак;
- ролики в количестве 2–3 штук;
- мощный металлический швеллер;
- пластины из толстого металла и другие детали.
Чтобы выполнить требуемый изгиб профильной трубы при помощи гидравлического устройства, необходимо вставить ее в башмак и зафиксировать оба ее конца. После этого нужно задействовать домкрат, который своим поднимающимся штоком давит на ролик, воздействующий на трубу и изгибающий ее. После того как требуемый угол загиба получен, процесс можно остановить и извлечь трубу из трубогиба, провернув ручку домкрата несколько раз в обратном направлении.
После этого нужно задействовать домкрат, который своим поднимающимся штоком давит на ролик, воздействующий на трубу и изгибающий ее. После того как требуемый угол загиба получен, процесс можно остановить и извлечь трубу из трубогиба, провернув ручку домкрата несколько раз в обратном направлении.
Трубогиб для профильных труб в готовом и покрашенном виде
Чтобы самостоятельно изготовить гидравлическое гибочное устройство для профильных труб, фото которого без проблем можно найти в интернете, необходимо выполнить следующие процедуры.
- По чертежу или фото изготавливают конструкцию для монтажа башмака и роликов, а также каркас оборудования.
- На нижнюю платформу крепят металлическую пластину, на которой будет установлен домкрат. После этого такое приспособление закрепляют болтами и устанавливают на него приводную ручку.
- Самое главное — найти подходящие вальцы для профильной трубы, которые должны плотно обхватывать своей рабочей частью.
 При желании, вальцы для профильной трубы, которые устанавливаются на швеллер на одной высоте, можно изготовить своими руками. Башмак устанавливают ниже вальцов, а их взаимное положение определяется требуемым радиусом изгиба.
При желании, вальцы для профильной трубы, которые устанавливаются на швеллер на одной высоте, можно изготовить своими руками. Башмак устанавливают ниже вальцов, а их взаимное положение определяется требуемым радиусом изгиба. - Для фиксации роликов и башмака используют болты, отверстия для которых выполняются по размерам, обозначенным в чертеже.
Чертеж еще одного варианта трубогиба
Методы гибки труб при помощи самодельного станка
Вопрос, как согнуть профильную трубу при помощи самодельного трубогиба, вряд ли поставит вас в тупик, если вы ознакомитесь с еще несколькими рекомендациями. На гидравлических станках можно с успехом выполнять гибку профильных труб из разных материалов, а также толстостенных изделий. Выполнять такую операцию можно как холодным, так и горячим методом, предполагающим предварительный нагрев участка трубы.
Таким образом, ручной гидравлический гибочный станок можно использовать для воздействия на трубу двумя способами:
- холодным;
- горячим.

Очередная вариация с домкратом
Холодный — это наиболее простой способ гибки, который используется для труб, изготовленных из пластичных материалов. Тонкостью такого процесса является наполнение трубы перед гибкой песком, солью, маслом или холодной водой. Это позволяет получить более качественный изгиб без значительных деформаций трубы.
Если вас интересует вопрос, как правильно согнуть профильную трубу с толстыми стенками или изготовленную из материалов повышенной жесткости, то ответом на него станет использование горячего метода гибки.
Полезные советы
На вопрос о том, как согнуть профильную трубу максимально точно и без лишних трудозатрат, дадут ответы несколько полезных советов от квалифицированных специалистов.
Съемные ролики разной формы позволят комфортно работать не только с профильными трубами, но и с круглыми
- В ручных трубогибах для гибки профильных труб можно не использовать звездочки, а собрать конструкцию на основе одного приводного ролика.
 Вместо прижимного винта в таких трубогибах нередко используется домкрат.
Вместо прижимного винта в таких трубогибах нередко используется домкрат. - Если вы выполняете гибку по шаблону, то чтобы труба не соскальзывала с него, в качестве упоров можно использовать металлические крючки.
- При необходимости выполнения гибки профильной трубы под большим радиусом, лучше всего использовать трубогиб с тремя роликами.
- Чтобы получить более универсальный гибочный станок, можно сделать его упорные ролики подвижными. Так вы сможете изменять радиус изгиба трубы.
В видео ниже мастер делится опытом по постройке трубогиба из подручных материалов.
Чтобы строго соблюсти размеры требуемого изгиба трубы, лучше всего выполнять такую операцию с использованием шаблона, который изготавливается из древесины. Даже простейший ручной трубогиб с использованием такого шаблона позволит получить изгиб профильной трубы с точным соблюдением заданных параметров. К слову сказать, такие шаблоны в основном и изготавливаются для реализации простейших ручных способов гибки.

Оценка статьи:
Загрузка…
Поделиться с друзьями:
Трубогиб для профильной трубы своими руками: чертежи и конструкция
Трубогиб для профильной трубы своими руками: чертежи и конструкция
Содержание статьи:
Гибка труб в домашних условиях достаточно распространенная работа, если решил сделать сам парник, навес или арку для бассейна. При этом чаще всего, для монтажа всех вышеперечисленных конструкций используется именно профильная труба квадратного сечения.
Легкая в обработке и имеющая меньший вес, чем круглые трубы, профильная труба достаточно легко гнется, и без каких-либо специальных приспособлений. Однако для придания профильной трубе ровного изгиба во всей длине, все же никак не обойтись без такого устройства, как трубогиб.
Сегодня купить трубогиб несложно в любом строительном магазине или на рынке. Однако не все хотят платить за этот станок, который будет необходим всего лишь пару раз в жизни.
Поэтому многие мастера самоделкины интересуются возможностью сделать трубогиб для профильной трубы своими руками по чертежам из интернета.
Как сделать простой трубогиб для выполнения несложной работы? Какие материалы для этих целей потребуются, и как выглядит конструкция ручного трубогиба? Читайте об этом на сайте мастеров самоделок: navseryki.ru
Трубогиб для профильной трубы своими руками: чертежи и конструкция
Для изготовления самодельного трубогиба профильной трубы можно использовать различные чертежи в интернете. Однако не все трубогибы отличаются простой в изготовлении. Чтобы сделать некоторые виды трубогибов потребуется обращаться к токарю, что весьма затратно в финансовом плане. Мы же представляем простую конструкцию трубогиба из небольшого куска швеллера и нескольких подшипников разного диаметра.
В качестве подъемного устройства для регулировки угла сгибания профильной трубы на трубогибе, можно использовать самый обычный автомобильный домкрат или толстую шпильку с приваренной к обратной стороне швеллера шайбе. Итак, сборка трубогиба своими руками начинается с основной его части, которая представляет собой соединённые друг с другом куски швеллера с помощью дверной петли.
К первой части швеллера, та, что будет, служит в качестве основания, почти у самого края приваривается крепёж для втулки с подшипниками. Здесь важно учитывать определенное расстояние, которое зависит от размеров профильной трубы, которая будет сгибаться в самодельном трубогибе. Далее, точно такие же крепежи для втулки и подшипников, привариваются к верхней части трубогиба.
Как было сказано выше, регулировать градус изгиба профильной трубы в трубогибе можно будет посредством автомобильного домкрата или шпильки с резьбой. Заранее выставив нужный угол на трубогибе, таким способом, и вставив край профильной трубы в станок, следует надавить на неё со всей силой, и, подтолкнув вперёд провести через трубогиб, получив тем самым нужный изгиб.
Более сложной конструкцией обладают гидравлические трубогибы, а также те, в схеме которых был использован электропривод.
Трубогиб своими руками из роликов
Не менее простой конструкцией обладает самодельный трубогиб для профильной трубы из двух роликов разных диаметров (как на фото). Чертеж трубогиба здесь не нужен, поскольку хорошо и так видно, из чего именно он состоит.
Вся конструкция размещена на металлической площадке в виде куска металла. Для того чтобы гнуть профильную трубу придется надежно зафиксировать основание трубогиба к столу, который также должен быть хорошо закреплён.
Сбоку площадки размещены крепления для фиксации профильной трубы, их важно сделать регулируемыми, чтобы можно было бы выставить угол изгиба трубы. Основную работу выполняют два ролика, один из которых через болт или шпильку привинчен к платформе, а второй, меньших размеров, закреплён на рукоятке самодельного трубогиба.
Работа с таким трубогибом выполняется достаточно просто и незамысловато: перемещая рукоять на себя, довольно легко получится согнуть профильную трубу в домашних условиях.
Это далеко не все конструкции трубогибов для профильной трубы, которые можно сделать своими руками. На просторах интернета есть и более сложные чертежи трубогибов, для изготовления которых потребуется токарный станок и сварочный аппарат.
Синхрогибочные станки – 210 | 220
Синхронные трубогибочные станки
PHI моделей 210, 220 и 233 обеспечивают трехосную гибку с одной приводной осью для степени изгиба (DOB). При показанной конфигурации эти гибочные станки серии 200 обеспечивают высокоскоростное производство гнутых труб простой и сложной формы с наружным диаметром до 3 дюймов и труб до 2 дюймов в дюймах.
Трубогибочный станок PHI 210 Synchro
Трубогибочный станок PHI 220 Synchro
PHI 233 Synchro Трубогибочный станок
Конфигурации варьируются от тонкой головки и профиля станины с большим зазором под станиной для минимизации помех при изгибе, до откидного зажима (только для моделей 220 и 233), который ускоряет изготовление сложных деталей за счет опускания зажима от гибочной головки перед втягиванием зажим и позиционирование его для следующего изгиба. Это устраняет проблему, связанную с тем, что труба будет мешать зажиму и гибочной головке в цикле втягивания. Наша модульная конструкция — базовая машина с множеством опций — позволяет настраивать каждую машину в соответствии с вашими потребностями.
Это устраняет проблему, связанную с тем, что труба будет мешать зажиму и гибочной головке в цикле втягивания. Наша модульная конструкция — базовая машина с множеством опций — позволяет настраивать каждую машину в соответствии с вашими потребностями.
Удобный в использовании программируемый цифровой контроллер
PHI специально разработан для гибки и имеет логическую схему для правильной последовательности гибки. Он рассчитан на 100 программ, включающих от 1 до 10 сгибов на программу.
Дополнительная каретка позволяет механически задавать до 10 плоскостей изгиба (POB) и 10 расстояний между изгибами (DBB).В сочетании с контроллером машина будет синхронизировать и блокировать все три положения (POB, DOB и DBB), чтобы обеспечить правильное выравнивание трубы до того, как может произойти изгиб. Это обеспечивает легко воспроизводимые формы гнутых труб и безотходное производство.
- Качественный выпуск: Идеальное дублирование деталей, безотходное производство, качественная оснастка, упоры POB и DBB.

- Экономия трудозатрат: Один установ для нескольких гибочных деталей.
- Надежная работа: Прочная конструкция и сверхмощные электродвигатели.
- Особенности, повышающие производительность: Прецизионный инструмент PHI, помогающий уменьшить утончение и овальность стенок. Синхронизированное позиционирование блокировки для точных деталей без брака.
| Модель 210 | Модель 220 | Модель 233 | |
|---|---|---|---|
| Емкость: A) Трубка B) Трубка | A) 2 дюйма (50 мм) НД x 0,035 дюйма (0,88 мм) толщина стенки x 3D минимум CLR или 1 1/2 дюйма (37,5 мм) ОД х.065” (1,63 мм) толщина стенки x 2D минимум CLR B) 1” (25 мм) НД x график 40 x 3D минимум CLR | A) 2” (50 мм) НД x 0,125” (3,17 мм) толщина стенки x 2D минимум CLR B) 1 1/2” (37,5 мм) НД x график 40 x 3D минимум CLR | A) 3” (75 мм) НД x 0,188 (4,7 мм) толщина стенки x 2D минимум CLR B) 2” IPS (60 мм) внешний диаметр x график 80 x 3D минимум CLR |
| Материал: A) Трубка B) Трубка | A) Упругость 35 000 фунтов на кв. дюйм (930 МПа), удлинение 35 % удлинение 35 % дюйм (930 МПа), удлинение 35 % удлинение 35 %B) ASTM A-587 или эквивалент | A) предел текучести 35 000 фунтов на кв. дюйм (930 МПа), удлинение 35 % B) ASTM A-587 или эквивалент | |
| Направление изгиба | По часовой стрелке (вращение против часовой стрелки доступно по специальному заказу) | По часовой стрелке (вращение против часовой стрелки доступно по специальному заказу) | По часовой стрелке (вращение против часовой стрелки доступно по специальному заказу) |
| Радиус центральной линии (CLR) | 8 дюймов (200 мм) стандарт, 12 дюймов (300 мм) дополнительно | 10 дюймов (254 мм) стандарт | 15 дюймов (381 мм) стандарт |
| Максимальное перемещение рычага изгиба | 195° | 180° и допуск на пружинение | 195° |
| Максимальная длина трубы над оправкой | 10 футов (3.0 м) в стандартной комплектации, Удлинители по дополнительному заказу | 10 футов (3,0 м) в стандарте, Удлинители по дополнительному заказу | 10 футов (3,0 м) в стандарте, Удлинители по дополнительному заказу |
| Площадь пола машины | 15 футов (4,5 м) в длину x 44 дюйма (110 см) в ширину x 49 дюймов (122,5 см) в высоту | 15 футов (4,5 м) в длину x 51 дюйм (110 см) в ширину x 49 дюймов ( 122 см) в высоту | 18 футов (5,5 м) в длину x 73 дюйма (183 см) в ширину x 52 дюйма (130 см) в высоту |
| Транспортировочный вес | 1400 фунтов. (636 кг), примерно (636 кг), примерно | 3500 фунтов. (1588 кг), примерно | 6600 фунтов. (3000 кг), примерно |
| Подробнее | 210 Характеристики | 220 Характеристики | 233 Характеристики |
Технические характеристики синхронного гибочного станка PHI 210 Технические характеристики синхронного гибочного станка PHI 220 Технические характеристики синхронного гибочного станка PHI 233
Видео
Гидравлический трубогиб PHI 220RH
Гидравлический трубогиб PHI 220RH
Полуавтоматический трубогиб PHI 210 с гидравлическим приводом
Гидравлический трубогиб Syncro PHI 230
Термины трубогиба
: степень изгиба (DOB), радиус, стенка, калибр, размер трубы, размер трубы, стенка, вращение, форма, круглая, эллиптическая, овальная, вытяжка, оправка, крутящий момент, нагрузка, грузоподъемность, ПЛК, энкодер, контроллер, ЧМИ
Профильный трубогиб своими руками: чертежи и советы по изготовлению
Рекомендованные пункты
Из этой статьи вы узнаете, как собрать трубогибочный станок самостоятельно.
Также в статье вы найдете информацию о том, как сделать трубогиб своими руками, видео и чертежи с комментариями по сборке и использованию станка. Мы расскажем вам о нюансах монтажа и поделимся секретами.
Трубогибочные станки необходимы не только для профессиональных, но и для домашних работ. Особенно актуальны изгибы труб по большому радиусу – их используют для изготовления кромок каркасов теплиц, навесов, парников. Как сделать простые трубогибочные станки мы расскажем в этой статье..
Чем отличается гибка круглых труб от профильных
Трубы прямого и круглого сечения изначально имеют разное назначение – круглые для водопровода (иногда столбы), прямые для каркаса. Поэтому требования к герметичности и безопасности стены для них другие – круглая труба должна максимально сохранять свои свойства. В связи с этим упорные колеса и оправки всегда имеют канавку под определенный диаметр. Колеса и бабка для профильной трубы имеют либо прямоугольный паз, либо вообще «зуб» по всей окружности. Он вдавливает стенку трубы внутрь и тем самым сохраняет размеры поперечного сечения. Это актуально потому, что прямой профиль сгибают под малым радиусом, в основном, для получения декоративных элементов так называемой «холодной ковки».
Он вдавливает стенку трубы внутрь и тем самым сохраняет размеры поперечного сечения. Это актуально потому, что прямой профиль сгибают под малым радиусом, в основном, для получения декоративных элементов так называемой «холодной ковки».
Профильный трубогиб на роликах своими руками
Самодельный вариант этого станка схематично взят с заводских моделей. Конструкция максимально упрощена и под силу начинающему мастеру. По принципу работы вальцовые машины делятся на два основных типа – с прикатывающими роликами и с подъемной площадкой (платформами).При этом базовая конструкция практически совпадает, разница лишь в том, какой элемент будет задавать радиус арки. Мы рассмотрим простую конструкцию с подъемной площадкой.
1, 3 – швеллер; 2 – стойки; 4 – ролики; 5 – петля; 6 – домкрат
Для создания станка потребуются три пары подшипников с посадочным диаметром не менее 30 мм – это будет основа роликов. Также к ним должны быть подобраны сами валы, чтобы они сели в подшипники (лом, круг, заводские валы, автозапчасти).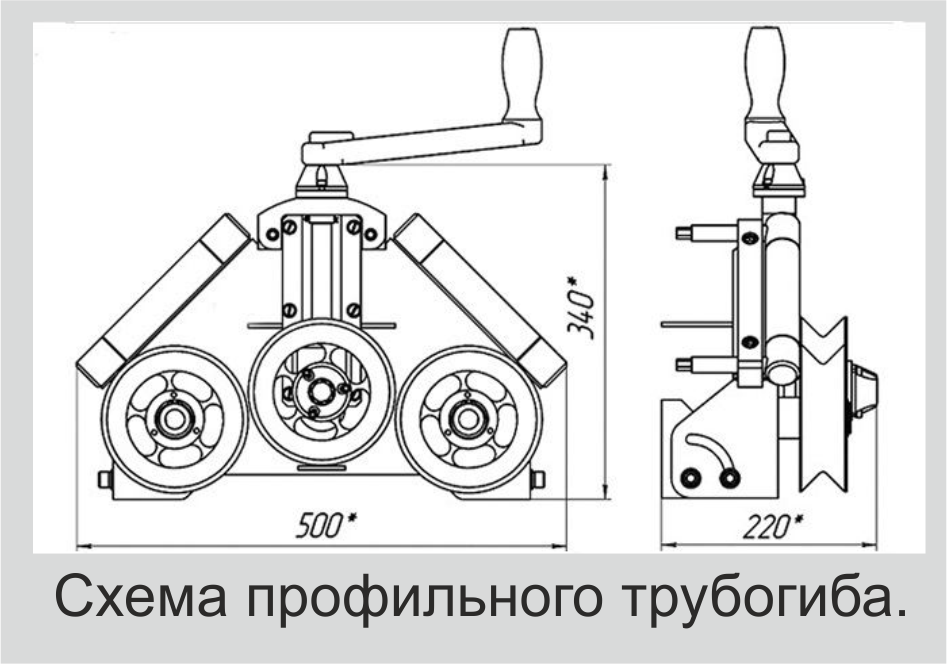 Остальной материал — швеллер, стальной лист 10 мм, уголок — можно варьировать в зависимости от наличия на складе.
Остальной материал — швеллер, стальной лист 10 мм, уголок — можно варьировать в зависимости от наличия на складе.
Выполнение работ:
- Возьмите надежную основу, например, толстостенный швеллер 100-150 мм, длиной 800 мм.
- Платформы нужно сделать из того же швеллера – две секции по 300 мм.
- На расстоянии 500 мм от одной из сторон вертикально привариваем центральную стойку высотой 350 мм из квадратной трубы или сдвоенного швеллера.
- Сверху строго горизонтально приварить неподвижную площадку и заднюю стойку к ней.
- Наращиваем стены из профильной трубы на высоту 120 мм. Высота должна быть выдержана таким образом, чтобы размер на чертеже был не меньше максимальной толщины изгибаемой трубы.
- Для создания подвижной платформы нужно сделать петлю. Подбираем трубу и «пальцем» входим в нее без люфта. Нарезаем трубу по ширине канала и делим на три части. Два крайних привариваем к станине, а третий (средний) к отрезку швеллера 300 мм.
 Монтируем соединение «на палец».
Монтируем соединение «на палец». - Привариваем подшипники с двух сторон к обеим частям площадки в 50 мм от края, а также на выступающих стенках. Укрепляем уголками.
Внимание! Обратите внимание на соосность подшипников – несоосность помешает установке вала.
- Устанавливаем ролики в подшипники. На средний барабан монтируем съемный кривошип, например велосипедную педаль.
- В конце подвижной платформы нужно запустить регулирующий механизм.В идеале — гидравлический домкрат, но можно обойтись и резьбовым домкратом (тяга от машины, нога от подмостей). Подъемник также крепится болтами к основанию.
- По запросу к основанию могут быть приварены ножки для крепления на болтах.
Трубогиб домашний, видео
Профилегиб гидравлический малый радиус
Трехточечный станок отличается от других видов трубогибов не столько приводом (гидравликой), сколько способом приложения усилия. Принцип действия этого устройства предельно прост – отрезок трубы, закрепленный упором в двух точках, проталкивается посередине (в третьей точке) радиальной оправкой с канавкой, постепенно принимая форму.
Принцип действия этого устройства предельно прост – отрезок трубы, закрепленный упором в двух точках, проталкивается посередине (в третьей точке) радиальной оправкой с канавкой, постепенно принимая форму.
Этот трубогиб удобен тем, что его можно собрать на подвижной платформе с колесами для транспортировки. Платформа понадобится в любом случае, так как усилие, прикладываемое к оправке, нужно будет компенсировать упором. Давление такой силы может быть оказано механическим (резьбовым) или гидравлическим домкратом.
Для изготовления трубогиба потребуется материал:
- Пластины стальные 10 мм размерами 600х150 мм – 2 шт, 300х80 – 1 шт.
- Полоса или нарезка из пластины 6-10 мм, длиной 450 мм – 4 шт.
- Болты с гайками Ø 10 мм и 20 мм.
- Пружины растяжения 200 мм.
Инструмент:
- Сварщик и слесарь – мощная шлифовальная машина, сварочный аппарат, дрель от 850 Вт (станок).
- Измерение и разметка – рулетка, угольники, маркер, кернер.

- Расходные материалы – отрезные и шлифовальные диски по металлу, сверла по металлу 6, 10 и 16 мм.
Машина будет состоять из пространственно жесткой рамы и съемного автомобильного домкрата. Главным преимуществом сборно-разборного станка является возможность использования домкрата отдельно — его не нужно приобретать специально для трубогиба.В принципе, силовым приводом может быть хоть дизельный двигатель внутреннего сгорания. Его основная задача – выдать усилие, достаточное для преодоления сопротивления трубы. Конструктивные элементы располагаются согласно чертежу.
1 – болты; 2 – домкрат; 3 – оправка
Рабочая пластина размечена от вертикальной оси (если рама вертикальная).Первые нижние отверстия расположены в 40 мм от края и в 75 мм от оси. Оси внешних отверстий находятся на расстоянии 25 мм от внешнего края. Разметив таким образом первое и крайнее отверстия крыла, можно построить оси промежуточных отверстий, после чего разделить ее на равные отрезки. Пересечения меток и наклонной оси будут осями отверстий.
Пересечения меток и наклонной оси будут осями отверстий.
Отверстия Ø 22 мм лучше сверлить в несколько проходов, постепенно увеличивая диаметр (например, О 6, О 10, О 18, О 22).Это особенно актуально, если в вашем распоряжении нет сверлильного станка, а только дрель.
Внимание! Помните, что чем больше диаметр, тем меньше скорость вращения сверла и сильнее давление.
Зеркальная пластина изготовлена таким же образом. Равномерно по осям разметить нижнюю упорную пластину и обозначить места отверстий для крепления домкрата. Пятка домкрата всегда имеет стандартные монтажные отверстия.
Высота конструкции определяется размерами существующего домкрата и расстоянием от низа желоба оправки до контактной поверхности упорного ролика (бабки) строго по вертикали (размер а на чертеже).Расстояние a должно составлять примерно 20 мм при полностью втянутой тяге домкрата (без нагрузки). Это необходимо для установки трубы минимального диаметра (15-16 мм).
Свободные углы (выделены желтым цветом) можно обрезать.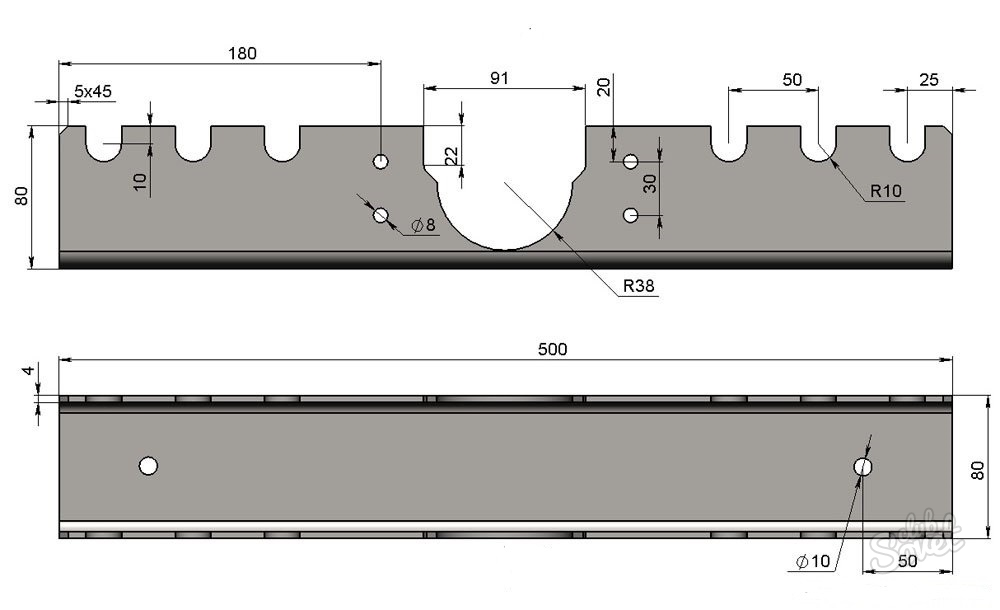 Все края и торцы следует отшлифовать болгаркой, желательно потом пройтись диском «лепестком».
Все края и торцы следует отшлифовать болгаркой, желательно потом пройтись диском «лепестком».
Сборка станка
Расстояние между зеркальными пластинами должно быть на несколько миллиметров больше максимального диаметра изгибаемой трубы. Для этого типа станка оптимальным максимумом является 50 мм.Всего между пластинами 53–55 мм. Упорные ролики должны быть точно такого же размера (высота цилиндра) и должны быть установлены перед сваркой. Определив расположение стальных полос на пятке, свариваем конструкцию между собой.
Затем в нижней трети определяем оптимальное положение промежуточной полки и крепим к ней возвратную пружину. Крепление пружины к тяге домкрата подбирается индивидуально, исходя из конструкции домкрата и подручных средств.
Спецэлементы
В трехточечном трубогибе есть один нюанс – одну деталь в домашних условиях сделать нельзя и придется обращаться к токарю или покупать. Это мандрен.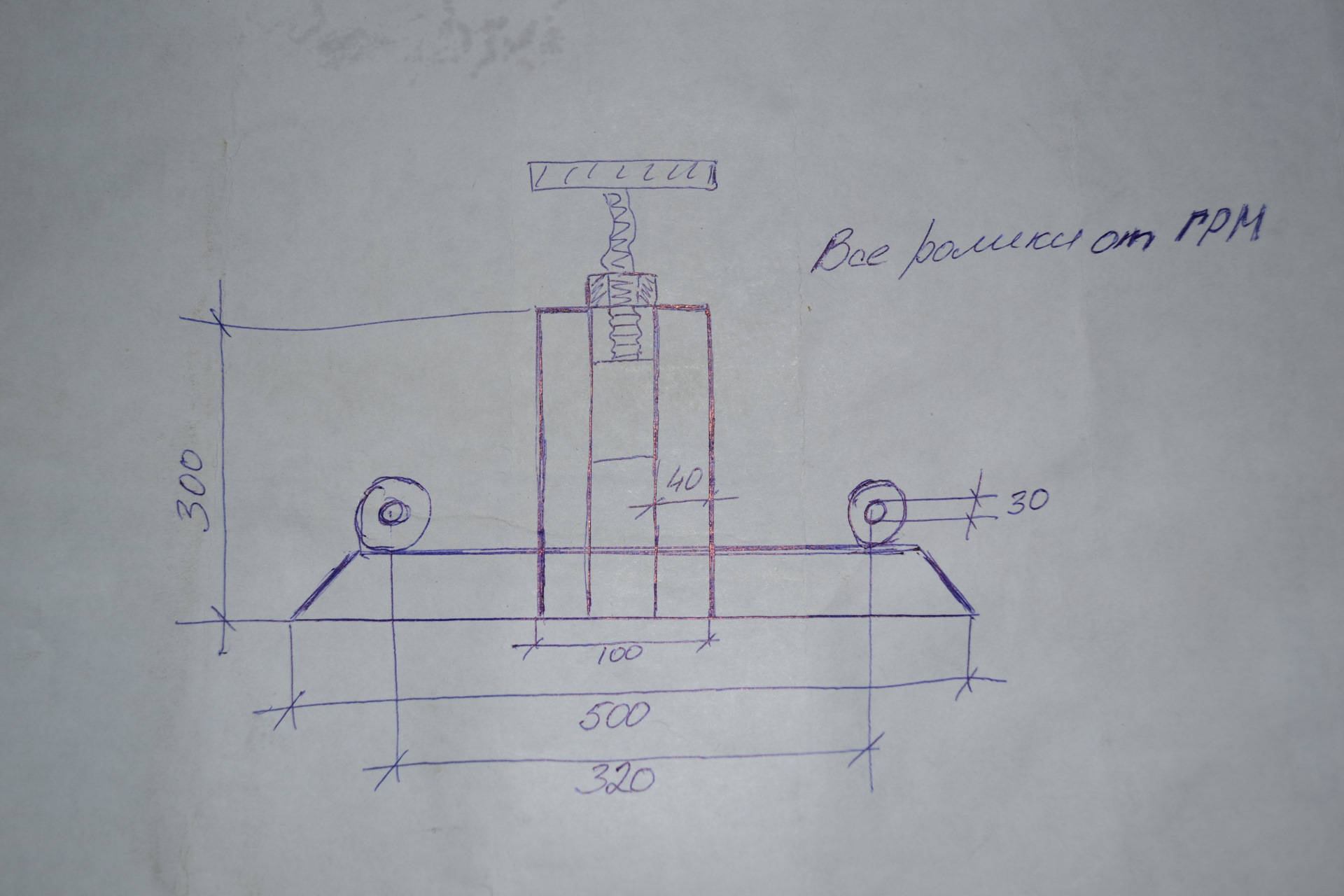 Изготовление одной оправки стоит от 10 до 25 долларов США. е. в зависимости от размера и сложности. Цена оправок в магазине от 20$ у.е.
Изготовление одной оправки стоит от 10 до 25 долларов США. е. в зависимости от размера и сложности. Цена оправок в магазине от 20$ у.е.
Особого внимания заслуживают упорные ролики. Им может быть мощная стальная втулка под ось 20 мм (болт). На внешней плоскости можно приварить самодельные оправки для основных диаметров — 25, 32, 38 и 50 мм или профили.Оправку упорного ролика можно изготовить, вырезав ее из трубы большего размера и обточив ее молотком.
Упрощенные варианты станка
Для большого объема работ с тонкими (16-25 мм) трубами, а также тонкостенными (медь, алюминий, нержавеющая сталь) можно собрать простой вариант описываемого станка буквально из несколько полос металла. Такой станок будет во много раз легче, но диапазон диаметров заготовок ограничен. Основное отличие состоит в том, что отверстия расположены в ряд перпендикулярно штоку домкрата.
Если гидравлический домкрат недоступен, его можно заменить домкратом с резьбой, установив его на место в упоре рамы. Для этого в нем нужно прожечь отверстие и приварить гайку под резьбовой стержень, аналогично тому, как был сделан трубогиб, видео которого находится ниже.
Для этого в нем нужно прожечь отверстие и приварить гайку под резьбовой стержень, аналогично тому, как был сделан трубогиб, видео которого находится ниже.
Трубогиб ручной трехточечный с резьбовым домкратом на видео
Удобство конструкции заключается в том, что ее можно полностью видоизменить, сохранив основной принцип трех точек касания.В итоге можно получить такой же трубогиб, но из разных материалов. В стационарном варианте это может выглядеть так:
Трубогиб вертикальный трехточечный смотрите видео
Вершиной удобства и технологичности, без сомнения, станет электрогидравлический домкрат. Это «высший пилотаж» домашнего мастера, но вполне возможный вариант при продвинутых навыках и доступе к токарному цеху. Эти модели есть в продаже.
Для того чтобы собрать трубогиб своими руками, важны не столько чертежи, сколько наличие инструментов и подручного материала – металла, колес, подшипников и т.д.Воспользовавшись нашими советами и собственной сноровкой, это вполне по силам домашнему мастеру.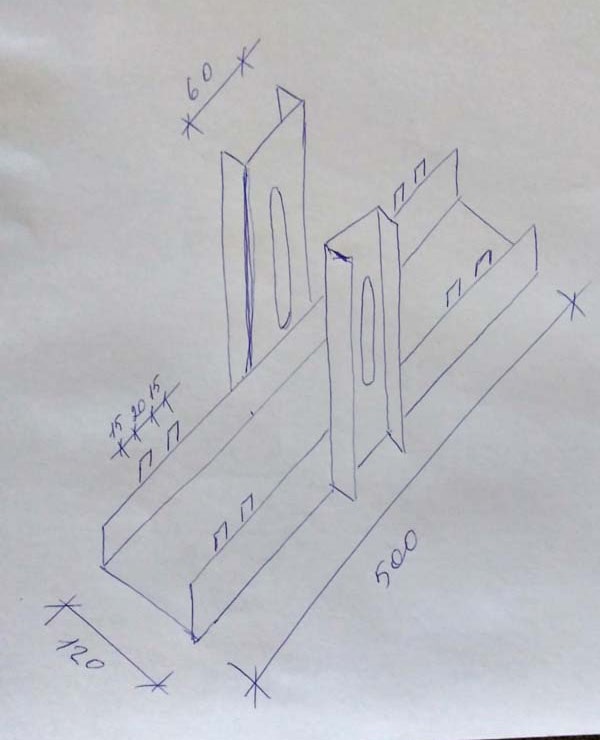
Гибка труб — Гибка труб и труб Производители и поставщики в Индии
Трубогибы — это механизмы, используемые в технике, обычно называемой гибкой труб. Это постоянная технология, поэтому попытка восстановить трубы до их первоначального вида может также привести к их поломке или повреждению и снижению их качества. Гибка труб больше не требует трубогибов, но может помочь многим с точки зрения простоты и удобства.Вот как можно согнуть трубы без помощи трубогиба.
Трубогибы – приспособление для гибки труб и трубок, изготовленных из различных материалов. Он может рисовать на различных металлах, включая сталь, алюминий и медь, а затем формировать их в различные кривые и углы.
Гибка под давлением — или, как ее часто называют, гибка под прессом — обычно состоит из следующих компонентов: гибочная матрица, зажимная матрица, пресс-матрица, зачистная матрица и оправка.Проблема с гибочным штампом или инструментальной оснасткой является основным компонентом, который прикладывает усилие к образцу трубы для его формования. Кроме того, зажимная матрица помогает образцу при его изготовлении в непосредственной близости, в то время как шлифовальная матрица отвечает за предотвращение появления дефектов на ткани, поскольку процесс продолжается. Хотя оправка может быть функцией компрессионной гибочной машины, она более распространена в методе гибки трубы оправки, о котором вы узнаете позже.Сжатие является достаточно простым методом гибки труб. С одной стороны, гибочный штамп, прикрепленный к столу, постоянно находится поблизости. Компрессионные штампы, размещенные на альтернативной стороне, создают достаточное напряжение ближе к трубе для достижения желаемого положения или кривой. Этот подход используется для создания однородных частей с одинаковыми углами на каждом аспекте. Это обычное место в вешалках для полотенец, электрических проводах и других материалах. Проще всего использовать в толстых материалах, чтобы уменьшить возможность поломки.
Кроме того, зажимная матрица помогает образцу при его изготовлении в непосредственной близости, в то время как шлифовальная матрица отвечает за предотвращение появления дефектов на ткани, поскольку процесс продолжается. Хотя оправка может быть функцией компрессионной гибочной машины, она более распространена в методе гибки трубы оправки, о котором вы узнаете позже.Сжатие является достаточно простым методом гибки труб. С одной стороны, гибочный штамп, прикрепленный к столу, постоянно находится поблизости. Компрессионные штампы, размещенные на альтернативной стороне, создают достаточное напряжение ближе к трубе для достижения желаемого положения или кривой. Этот подход используется для создания однородных частей с одинаковыми углами на каждом аспекте. Это обычное место в вешалках для полотенец, электрических проводах и других материалах. Проще всего использовать в толстых материалах, чтобы уменьшить возможность поломки.
Rotary Draw Bending — это самая известная форма гибки труб, поскольку она намного проще в управлении, очень уникальна, воспроизводима и довольно недорогое устройство для гибки труб. Устройство для гибки с вращающимся вытягиванием состоит из 3 специальных инструментов: зажимной матрицы, нажимной матрицы и радиусной матрицы, которые сохраняют и формируют трубу во время гибки. Трубка крепится к гибочной матрице и «протягивается» через матрицу через систему с помощью как гидравлического, так и электрического метода.Когда гибочная матрица вращается, трубка прочно удерживается в зоне по направлению к вращающейся гибочной матрице через натяжную матрицу.
Устройство для гибки с вращающимся вытягиванием состоит из 3 специальных инструментов: зажимной матрицы, нажимной матрицы и радиусной матрицы, которые сохраняют и формируют трубу во время гибки. Трубка крепится к гибочной матрице и «протягивается» через матрицу через систему с помощью как гидравлического, так и электрического метода.Когда гибочная матрица вращается, трубка прочно удерживается в зоне по направлению к вращающейся гибочной матрице через натяжную матрицу.
Особо уникальным видом гибки является гибка с вращательным вытягиванием. В этом виде гибки используется система ротационного волочения, которая изгибает сталь с помощью последовательности штампов с равномерным радиусом средней линии. Ротационно-гибочные станки позволяют выполнять дополнительные работы и используются для гибки труб и труб для таких товаров, как каркасы безопасности, поручни и ручки.
Этот метод подходит для выращивания уникальных и регулярных изгибов.Это требует использования различных штампов для получения гладкого и легкого продукта. Зажимная матрица удерживает трубу на месте, даже если она проходит через натяжную матрицу. Что ждет, так это штамп для гибки, в котором труба будет изгибаться или изгибаться под углом.
Зажимная матрица удерживает трубу на месте, даже если она проходит через натяжную матрицу. Что ждет, так это штамп для гибки, в котором труба будет изгибаться или изгибаться под углом.
Rotary Draw Bending используется в программах, требующих эстетически привлекательного продукта. Этот способ позволяет больше манипулировать, чем гибка прессом, что также дает дополнительные возможности для настройки.
Гибка валков включает в себя использование устройства с 3 валками, известного как приспособление.Его можно использовать для гибки каждого листового металла и металлических стержней. Это работает путем установки стержня в зажимное приспособление и ручного уменьшения и поджимания центрального бигуди к стержню. Когда ролики вращаются, стержень действует рядом, и на него оказывается давление, потому что он движется вперед и назад вместе с валиками, пока не достигнет желаемой формы.
Роликовая гибка — это любой другой метод гибки труб, в котором используется устройство с тремя или четырьмя роликами, известное как угловой ролик или секционный ролик, для протягивания трубы или трубы через ролики, в то время как труба превращается в растущий изгиб. В этом методе, как и в жимовом сгибании, используется треугольный образец вспомогательных роликов и экстренный скручиватель, но, в отличие от жимового изгиба, этот метод может сгибать множество углов, используя одинаковую форму роликов, потому что трубка или труба действуют через сгибание. серии через приводные и поворотные ролики. Этот метод может быть чистым и уникальным способом сгибания большого количества радиусов без необходимости использования точных инструментов для желаемого радиуса изгиба.
В этом методе, как и в жимовом сгибании, используется треугольный образец вспомогательных роликов и экстренный скручиватель, но, в отличие от жимового изгиба, этот метод может сгибать множество углов, используя одинаковую форму роликов, потому что трубка или труба действуют через сгибание. серии через приводные и поворотные ролики. Этот метод может быть чистым и уникальным способом сгибания большого количества радиусов без необходимости использования точных инструментов для желаемого радиуса изгиба.
Обычно используемый для больших заготовок в строительстве, вальцовочная гибка обычно включает 3 валка, расположенных в виде пирамиды, ориентированных как вертикально, так и, для больших сечений, горизонтально.Валки текут, чтобы обеспечить точные, обычно очень большие радиусы. От чего зависит поток валков на устройстве. На некоторых вершина вращается вверх и вниз, чтобы обеспечить нужный угол; на других 2 задних валка движутся, а верхний валок остается неподвижным
Другим типом устройства является двухвалковый вальцегибочный станок с защемлением. В этой системе труба подается между верхним и нижним валиком, в то время как на обеих сторонах регулируемые выходы проходят для обеспечения нужного угла изгиба.
В этой системе труба подается между верхним и нижним валиком, в то время как на обеих сторонах регулируемые выходы проходят для обеспечения нужного угла изгиба.
Многие используют гибку валком для изготовления спиралей.Если заготовка имеет шаг в один диаметр и большой радиус, оператор может переместить трубу после одного оборота, чтобы обеспечить непрерывный виток. В некоторых приложениях, которые включают в себя людей с большим шагом катушки, требуется дополнительный ролик, который выпускает трубу наружу, потому что катушка формируется.
Изгиб трубы с оправкой теперь не является отдельным методом из вышеперечисленного, гибка с вращающимся вытягиванием вообще, а как дополнение к гибке оправки для труб. Имея возможность формировать более узкие и точные радиусы, ротационный трубогиб может начать без проблем разрушать трубу на каком-то этапе метода формования.С помощью внутренней опоры или оправки на каком-то этапе метода формования стенки трубы можно удержать от разрушения. С добавлением оправки, вставленной внутрь трубы и контролируемой способом машины на каком-то этапе метода гибки, труба предохраняется от разрушения сама по себе, когда она растягивается и обычно проходит через гибочную матрицу. Оправка имеет несколько меньший диаметр, чем внутренний диаметр изгибаемой трубы, и прикрепляется несколькими гибкими стержнями к гибкому шаровому стержню на конце.Эти шариковые оправки изгибаются вместе с трубой, как обычно, и позволяют трубе изгибаться за то же время, что и поддержка всего диаметра трубы за то же время, потому что труба протирает оправку на каком-то этапе всего метода гибки.
С добавлением оправки, вставленной внутрь трубы и контролируемой способом машины на каком-то этапе метода гибки, труба предохраняется от разрушения сама по себе, когда она растягивается и обычно проходит через гибочную матрицу. Оправка имеет несколько меньший диаметр, чем внутренний диаметр изгибаемой трубы, и прикрепляется несколькими гибкими стержнями к гибкому шаровому стержню на конце.Эти шариковые оправки изгибаются вместе с трубой, как обычно, и позволяют трубе изгибаться за то же время, что и поддержка всего диаметра трубы за то же время, потому что труба протирает оправку на каком-то этапе всего метода гибки.
Простейшая и максимально необычная форма гибки трубы, эта техника требует срочного «гибочного штампа» напротив трубы, чтобы надавить на нее, чтобы она соответствовала форме изгиба. Это не точная форма изгиба, так как может быть небольшая деформация трубы из-за потери внутренней помощи.
Гибка прессом — старейший коммерческий метод гибки труб. В этом подходе труба постоянна в коэффициентах, а плунжер (или гибочная матрица) прижимается к трубе, чтобы соответствовать форме изгиба. Внешние размеры цилиндрического плунжера обеспечивают характеристики изгиба, которые необходимо придать трубе.
Внешние размеры цилиндрического плунжера обеспечивают характеристики изгиба, которые необходимо придать трубе.
Гибка прессом
— это метод быстрой гибки симметричных компонентов, не требующий смазки и очистки. Тем не менее, с помощью этого подхода получить меньшую степень изгиба довольно сложно.Это не помогает внутри трубки; поэтому он очень подвержен деформации с внутренней и внешней кривизной. Он регулярно дает овальную поперечную фазу в зависимости от толщины стенки трубки. Этот подход сгибания трудно контролировать, и его лучше всего использовать, пока не требуется регулярная кросс-фаза.
Продукция Трубогибка более 13 лет!
Noble Industries обладает оборудованием и знаниями, чтобы справиться со всеми вашими потребностями в гибке труб ! Изгиб трубы и трубы может быть простым, или он может выглядеть как художник и есть собственная наука.Качество гибки определяется нашим многолетним опытом в области гибки труб и трубной продукции. Мы можем согнуть круглую, квадратную, прямоугольную или овальную трубу. Мы специализируемся на точной гибке труб и минимальной деформации труб. Noble Industries имеет возможность выдерживать жесткие допуски и может изгибать трубы самых разных размеров. При изгибе трубчатого изделия существует вероятность деформации, если оно изгибается слишком быстро или за пределами допуска материала. Другие факторы, которые необходимо учитывать, включают толщину стенки и степень изгиба.Большая часть гибки труб в крупном производстве выполняется на нашем оборудовании для гибки труб с ЧПУ . У нас также есть оборудование для ручной гибки, которое требует крепления. Гибка на станке с ЧПУ производит узкие и точные радиусные изгибы, большие и малые радиусные изгибы, а также эллиптические изгибы — все на одной и той же детали. Наиболее дорогостоящей частью некоторых работ по гибке труб или труб может быть тип уникального инструмента или приспособления для производства производственных деталей и проверки качества результатов. Небольшие производственные партии от 50 до 100 металлических деталей за серию или производственные партии от 500 000 до 1 000 труб, Noble Industries оправдает ваши ожидания.
Мы специализируемся на точной гибке труб и минимальной деформации труб. Noble Industries имеет возможность выдерживать жесткие допуски и может изгибать трубы самых разных размеров. При изгибе трубчатого изделия существует вероятность деформации, если оно изгибается слишком быстро или за пределами допуска материала. Другие факторы, которые необходимо учитывать, включают толщину стенки и степень изгиба.Большая часть гибки труб в крупном производстве выполняется на нашем оборудовании для гибки труб с ЧПУ . У нас также есть оборудование для ручной гибки, которое требует крепления. Гибка на станке с ЧПУ производит узкие и точные радиусные изгибы, большие и малые радиусные изгибы, а также эллиптические изгибы — все на одной и той же детали. Наиболее дорогостоящей частью некоторых работ по гибке труб или труб может быть тип уникального инструмента или приспособления для производства производственных деталей и проверки качества результатов. Небольшие производственные партии от 50 до 100 металлических деталей за серию или производственные партии от 500 000 до 1 000 труб, Noble Industries оправдает ваши ожидания.
Наши методы гибки труб по индивидуальному заказу включают в себя гибку с помощью штока, прокатку, гибку на оправке и гибку с вращающейся вытяжкой.
Изгиб трубы подъемника
Гибка трубы и трубы – это метод, при котором матрица прижимается к секции трубы или трубы, где требуется изгиб. Матрица будет давить на боковую стенку материала и заставлять его изгибаться, на другой боковой стенке также есть противоположные матрицы. Это заставит трубу или трубу соответствовать контурам штампа или инструмента.
Гибка рулонных труб
Рулонная труба и гибка трубы протягивает материал через ролики, оказывая давление на трубу, когда она проходит через ролики. Положения роликов постепенно меняются во время работы, пока не будет достигнут желаемый радиус. Этот метод обеспечивает более постепенный изгиб и меньшую деформацию изгибаемой трубы или трубы.
Гибка труб на оправке
Гибка труб на оправке используется, когда изогнутая труба и трубка не должны иметь деформации или иметь очень небольшую деформацию. Труба и трубка поддерживаются внутри гибкой оправкой, которая поддерживает материал, так что изгиб происходит без внутреннего коллапса или деформации.
Труба и трубка поддерживаются внутри гибкой оправкой, которая поддерживает материал, так что изгиб происходит без внутреннего коллапса или деформации.
Ротационная трубогибочная машина
Изгиб с поворотным вытяжением формируется путем вытягивания детали вокруг формирователя вращающегося изгиба. Передняя кромка изгибаемого материала прижимается к формовочной матрице для изгиба, в то время как материал находится между канавкой формирующей матрицы и противодействующей силой, обычно называемой встречным изгибом или пресс-формой.Формовочная головка поворачивается до желаемой степени изгиба, завершая процесс.
Список оборудования Noble Industries для гибки труб и труб
- Трубогибочный станок с ЧПУ SOCO — оправка с вращением на 360 градусов — длина 20 футов с максимальным размером трубы 2 дюйма круглой формы или 2 дюйма X 2 дюйма квадратной формы.
- Рондо (три рулона) Трубчатые и угловые рулоны — 3 X 3 дюйма
- Трубогиб 3/4″
- Разные специальные штампы
Продукты и профиль клиента
Noble Industries обеспечивает гибку труб для следующих изделий:
- Гибка труб для автомобилей и транспортных средств — это ручки для захвата.

- Ручки для тележек медицинских, стоматологических и промышленных
- Гибка труб для тренажеров и оборудования для фитнеса
- Дисплеи для точек продаж для розничного и хозяйственного магазина
- Строительные проекты
Это лишь некоторые из областей, где используются наши услуги по прецизионной гибке труб.
Выберите Noble Industries для всех ваших металлоконструкций
Noble Industries — лучший выбор для всех ваших производственных потребностей.Другие компании по производству металлоконструкций стремятся иметь таких же квалифицированных мастеров, современное оборудование и продукцию, производимую так же точно, как наша компания. Выполняем всю работу качественно и в срок.
Свяжитесь со знающим специалистом Noble Industries по телефону 800-466-1926 и сообщите нам, как мы можем удовлетворить ваши потребности в дизайне, производстве, покрытии, упаковке и реализации.
Трубогибочный станок, W24S Гидравлический трубогибочный станок
Что такое гибка труб?
Гибка труб используется для создания компонентов для различных применений.Роликовая гибка обычно используется для больших строительных деталей. Три валка расположены в виде пирамиды и могут производить очень специфический радиус. Этот тип гибки можно использовать для изготовления спиралей и непрерывных рулонов.
Изогнутые трубы можно использовать на мостах, лестницах и навесах, а также машинах в сельскохозяйственной и строительной отраслях. Трубы могут быть согнуты с постоянным радиусом, с минимальной или большей овальной формой, как того требует клиент. Трубы также могут быть согнуты в двух плоскостях, а также могут быть использованы методы многовалковой гибки и методы гибки с вращающейся вытяжкой.
Гибка труб
Как согнуть трубу
При гибке сжатием используется ролик или пресс-форма для гибки трубы вокруг матрицы. Он идеально подходит для симметричных деталей, которые имеют одинаковые изгибы с каждой стороны.
Он идеально подходит для симметричных деталей, которые имеют одинаковые изгибы с каждой стороны.
Ротационная гибка является наиболее распространенным типом гибки в промышленности для приложений, требующих малого радиуса. Утончение стенки трубы можно тщательно контролировать, в то время как оправки используются для поддержания толщины стенки. Ротационная гибка является наиболее распространенным типом гибки в промышленности для применений, требующих малого радиуса.Утончение стенки трубы можно тщательно контролировать, а оправки используются для сохранения толщины стенки.
Эта форма гибки обычно используется для меньших радиусов в трубах (обычно 3D, т.е. радиус в 3 раза больше наружного диаметра трубы). Он контролирует поток пластифицирующего материала в точке изгиба, чтобы сохранить форму трубы, когда она входит в дугу изгиба
Если стенка трубы достаточно толстая по отношению к общему размеру трубы или если технические требования не слишком строгие (например,д. , малая глубина изгиба или большой радиус изгиба «D»), то оправка может не понадобиться, поскольку сила изгиба недостаточна, чтобы согнуть или разрушить стенку трубы в точке изгиба. Однако, если коэффициент стенки трубы превышает 20, в большинстве случаев требуется оправка. Barnshaw может сгибать трубы диаметром до 76 мм на оправке.
, малая глубина изгиба или большой радиус изгиба «D»), то оправка может не понадобиться, поскольку сила изгиба недостаточна, чтобы согнуть или разрушить стенку трубы в точке изгиба. Однако, если коэффициент стенки трубы превышает 20, в большинстве случаев требуется оправка. Barnshaw может сгибать трубы диаметром до 76 мм на оправке.
гидравлическая гибка труб
Оправка для гибки труб
Ключом к эффективному использованию оправки является установка ее носовой части таким образом, чтобы она максимально поддерживала точку изгиба.Это гарантирует, что вертикальное сечение дуги изгиба трубки, пока она находится в пластическом состоянии, при натяжении на нее материала трубки примет форму носика.
Эта пластическая область изгиба трубы проходит как позади, так и впереди линии касания, поэтому носик оправки должен быть установлен впереди линии касания в дугу изгиба трубы почти во всех случаях.
Ограничивающим фактором этого переднего размещения является точка пересечения внешней линии оправки со стенкой трубы по внешнему радиусу; другими словами, точка, в которой носик оправки буквально высовывался за изгиб.
Местоположение этой точки можно определить по формуле, полученной из теоремы Пифагора.
Обычно рекомендуется располагать носовую часть (за исключением радиуса носовой части) примерно на двух третях расстояния между этой точкой и линией касания.
Это позволит слегка сплющить поперечное сечение трубы по внешнему радиусу, что неизбежно происходит из-за натяжения натяжения, без пересечения носика оправки.
Трубогибочный станок и гидравлический трубогибочный станок BIT
Гидравлический профилегибочный станок
BIT (гидравлический трубогибочный станок) может специализироваться на прокатке круглых труб и труб из различных материалов, таких как прокатка алюминиевых труб, прокатка труб из нержавеющей стали, прокатка латунных труб, прокатка медных труб и прокатка труб из простой стали. и изгиб.
Гидравлический трубогибочный станок BITпрофильный трубогибочный станок
Секционно-гибочный станок для всех размеров труб от 3/8” до 24”. Мы работаем практически со всеми сортами труб из углеродистой стали и алюминиевых труб и можем сгибать полные и половинчатые трубы с одинаковым качеством и точностью.
Мы предоставили трубогибочный станок (профилегибочный станок) для превосходной гибки, прокатки, формовки металлических труб для промышленных клиентов, применимых для широкого спектра материалов, диаметров труб, графиков труб и методов гибки, отвечающих применимым правилам безопасности и отраслевым стандартам, может свернуть трубу на несколько радиусов.
Из-за своей симметричной природы и метода выполнения задачи трубу можно согнуть с очень постоянным радиусом.
Операции по гибке на трубогибочном станке
BIT включают гибку сжатием, гибку вальцами и гибку с вращающимся вытягиванием. Варианты материалов включают углеродистую сталь, нержавеющую сталь, алюминий, медь и титан, а также некоторые специальные материалы.
Различия между гибкой труб и гибкой труб
Трубогибочный станок
BIT (профилегибочный станок) может выполнять гибку труб с вращающейся вытяжкой с радиусом, равным удвоенному диаметру трубы — например, трубу с наружным диаметром 6 дюймов можно согнуть до радиуса центральной линии 12 дюймов. Изгиб трубы также может выполняться в двух плоскостях, например, спиральная труба, используемая для поручней и косоуров на круговых лестницах. Также может изгибать трубы с очень большим радиусом, услуга, которую могут предоставить не все трубогибочные станки.
Изгиб трубы также может выполняться в двух плоскостях, например, спиральная труба, используемая для поручней и косоуров на круговых лестницах. Также может изгибать трубы с очень большим радиусом, услуга, которую могут предоставить не все трубогибочные станки.
Наши процессы гибки труб, от самых узких до самых широких, почти не производят деформации или овальности.
Гидравлический трубогибочный станок
Долотогибочный станок для труб всех размеров от 3/8” до 24”. Мы работаем практически со всеми сортами труб из углеродистой стали и алюминиевых труб и можем сгибать полные и половинчатые трубы с одинаковым качеством и точностью.
Применений:
гибка гидравлических труб
Паровые, водяные и технологические системы
Воздуховоды и системы вентиляции и кондиционирования
Структурные и архитектурные элементы
Вывески, дисплеи и экспонаты
Строительная техника
Морские и подводные выкидные линии и стояки
Транспортировка и распределение энергетических продуктов
Электростанции и нефтеперерабатывающие заводы
ПОИСК
ТИП
ПРОФИЛЬНОГИБОЧНОГО СТАНКА
СЕРИЯ W24
Все станки для гибки профилей серии серии W24 приводятся в действие гидравлическим двигателем (до 9), мощной способностью изгиба. Модуль стандартной секции машины: 16 см 3 -600 см 3 . Может сгибать различные типы материалов в дугу или круг. Он может сгибать медь, углеродистую сталь, нержавеющую сталь и алюминиевые профили.
Модуль стандартной секции машины: 16 см 3 -600 см 3 . Может сгибать различные типы материалов в дугу или круг. Он может сгибать медь, углеродистую сталь, нержавеющую сталь и алюминиевые профили.
Угол, швеллер, балка, плоский стержень, круглый и квадратный стержень, труба, квадратная труба.
B СЕРИЯ ЧПУ
Станок для гибки алюминиевых профилей с ЧПУ .
ЧПУ. Точность достигает ≤0,01 мм.
Может изгибаться в различных формах (трехмерная графика, С-образная, U-образная, полный круг, эллипс, комбинированные формы с несколькими радиусами и т. д.)
Подходит для гибки алюминиевых профилей для автомобилей, дверей и окон
профилегибочный станок
MS SERIES
Станок для гибки малых профилей (профилегибочный станок) с ручным и полугидравлическим приводом может выполнять гибку профилей, отличных от балок.
Низкая цена, лучший выбор для небольших фабрик
ИЗГИБ ПРОФИЛЕЙ И ПРОФИЛЕЙ
Методы гибки металлических профилей и соответствующие возможности гибки различных моделей BIT.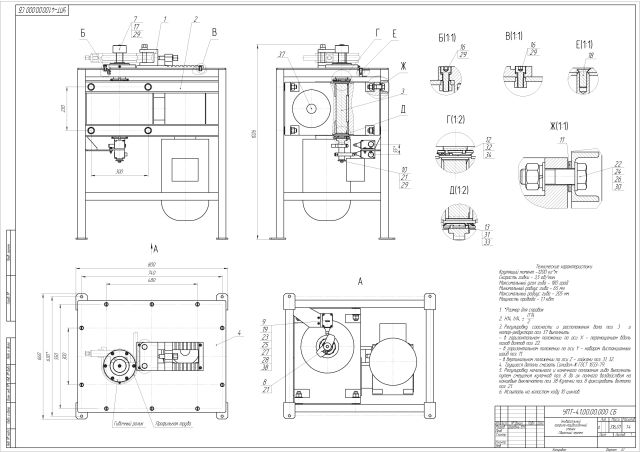
Гибка труб — 3D модели CAD и 2D чертежи
Гибка труб — это общий термин для процессов формовки металлов, используемых для постоянной формовки труб или труб.Следует различать процедуры формообразования и произвольной гибки, а также процедуры термообработки и холодного формования.
Процедуры гибки с привязкой к форме, такие как «гибка прессом» или «гибка вращающимся вытягиванием», используются для придания заготовке формы штампа. Прямую трубчатую заготовку можно сформировать с помощью гибочного станка, чтобы создать множество одиночных или множественных изгибов и придать изделию желаемую форму. Эти процессы можно использовать для формирования сложных форм из различных типов труб из пластичного металла. [1] Процессы произвольной гибки, такие как трехвалковая гибка проталкиванием , кинематически формируют заготовку, поэтому контур гибки не зависит от геометрии инструмента.
Как правило, при гибке труб используется круглый материал. Тем не менее, квадратные и прямоугольные трубы и трубы также могут быть согнуты в соответствии с техническими требованиями. Другими факторами, влияющими на процесс гибки труб, являются толщина стенки, инструменты и смазочные материалы, необходимые трубогибу и трубогибу для наилучшей формы материала, и они также используются по-разному, например.г.(трубка,трубопроводы).
Тем не менее, квадратные и прямоугольные трубы и трубы также могут быть согнуты в соответствии с техническими требованиями. Другими факторами, влияющими на процесс гибки труб, являются толщина стенки, инструменты и смазочные материалы, необходимые трубогибу и трубогибу для наилучшей формы материала, и они также используются по-разному, например.г.(трубка,трубопроводы).
Геометрия
Трубка может быть согнута в нескольких направлениях и под разными углами. Обычные простые изгибы состоят из формирования колен , которые представляют собой изгибы в диапазоне от 2 до 90°, и U-образных изгибов , которые представляют собой изгибы на 180°. Более сложные геометрические формы включают несколько двумерных (2D) изгибов и трехмерных (3D) изгибов. Двумерная трубка имеет отверстия в одной плоскости; 3D имеет отверстия в разных плоскостях.
Изгиб в двух плоскостях или составной изгиб определяется как составной изгиб, который имеет изгиб на виде в плане и изгиб на фасаде.
Одним из побочных эффектов гибки заготовки является изменение толщины стенки; стенка по внутреннему радиусу трубы утолщается, а внешняя стенка становится тоньше. Чтобы уменьшить это, труба может поддерживаться внутри или снаружи, чтобы сохранить поперечное сечение. В зависимости от угла изгиба, толщины стенки и процесса гибки внутренняя часть стены может сморщиться.
Процессы
Гибка труб как процесс начинается с загрузки трубы в трубогиб или трубогиб и ее зажима между двумя матрицами, зажимным блоком и формующей матрицей.Трубка также свободно удерживается двумя другими матрицами, шайбой и прижимной матрицей.
Процесс гибки труб включает использование механической силы для прижатия трубы или трубки из исходного материала к матрице, заставляя трубу или трубку соответствовать форме матрицы. Часто стандартная трубка прочно удерживается на месте, пока ее конец вращается и обматывается вокруг матрицы. Другие формы обработки, включая проталкивание заготовки через ролики, которые сгибают ее в простую кривую. [2] В некоторых случаях при гибке труб внутрь трубы помещается оправка, предотвращающая ее смятие.Трубка также удерживается в натяжении с помощью гребенки, чтобы предотвратить образование складок во время нагрузки. Матрица стеклоочистителя обычно изготавливается из более мягкого сплава, например алюминия, латуни, чтобы не поцарапать и не повредить изгибаемый материал.
Другие формы обработки, включая проталкивание заготовки через ролики, которые сгибают ее в простую кривую. [2] В некоторых случаях при гибке труб внутрь трубы помещается оправка, предотвращающая ее смятие.Трубка также удерживается в натяжении с помощью гребенки, чтобы предотвратить образование складок во время нагрузки. Матрица стеклоочистителя обычно изготавливается из более мягкого сплава, например алюминия, латуни, чтобы не поцарапать и не повредить изгибаемый материал.
Большая часть инструментов изготовлена из закаленной стали или инструментальной стали для поддержания и продления срока службы инструментов. Однако там, где есть опасность поцарапать или поцарапать заготовку, используются более мягкие материалы, такие как алюминий или бронза. Например, зажимной блок, блок вращающейся опалубки и пресс-форма часто изготавливаются из закаленной стали, поскольку труба не проходит мимо этих частей машины.С другой стороны, нажимная матрица и протирочная матрица изготовлены из алюминия или бронзы, чтобы сохранить форму и поверхность обрабатываемой детали при ее скольжении.
Трубогибочные машины обычно приводятся в действие человеком, пневматическим приводом, гидравлическим приводом, гидравлическим приводом или электрическим серводвигателем.
Гибка прессом
Вероятно, это будет первый процесс гибки, используемый для холодных труб и насосно-компрессорных труб. В этом процессе матрица в форме изгиба прижимается к трубе, заставляя трубу соответствовать форме изгиба.Поскольку труба не поддерживается внутри, происходит некоторая деформация формы трубы, что приводит к овальному поперечному сечению. Этот процесс используется там, где не требуется одинаковое поперечное сечение трубы. Хотя одна матрица может производить различные формы, она работает только для трубы одного размера и радиуса.
Ротационная гибка
Гибка с вращательным вытягиванием (RDB) представляет собой точную технологию, поскольку она изгибается с использованием инструментов или «наборов штампов», которые имеют постоянный радиус центральной линии (CLR), также обозначаемый как средний радиус изгиба (Rm). Ротационно-гибочные станки можно запрограммировать для хранения нескольких заданий на гибку с разной степенью изгиба. Часто к гибочному станку присоединяется индексный стол позиционирования (IDX), позволяющий оператору воспроизводить сложные изгибы, которые могут иметь несколько изгибов и различные плоскости.
Ротационно-гибочные станки можно запрограммировать для хранения нескольких заданий на гибку с разной степенью изгиба. Часто к гибочному станку присоединяется индексный стол позиционирования (IDX), позволяющий оператору воспроизводить сложные изгибы, которые могут иметь несколько изгибов и различные плоскости.
Ротационные гибочные станки
являются наиболее популярными машинами для гибки труб, труб и твердых тел для таких применений, как: поручни, рамы, автомобильные каркасы безопасности, ручки, линии и многое другое. Ротационные гибочные станки создают эстетически привлекательные изгибы, когда правильный инструмент соответствует области применения.Ротационно-вытяжные гибочные станки с ЧПУ могут быть очень сложными и использовать сложные инструменты для получения жестких гибов с высокими требованиями к качеству.
Полная оснастка требуется только для высокоточной гибки трудногнущихся труб с относительно большим отношением НД/t (диаметр/толщина) и относительно малым отношением среднего радиуса гиба Rm к НД. [3] Использование осевого усиления либо на свободном конце трубы, либо на пресс-штампе полезно для предотвращения чрезмерного утончения и смятия внешних частей трубы.Оправка с шариком или без него со сферическими звеньями в основном используется для предотвращения складок и овализации. Для относительно простых процессов гибки (т. е. по мере уменьшения коэффициента сложности BF) инструменты можно постепенно упрощать, устраняя необходимость в осевом вспомогательном устройстве, оправке и зачистной матрице (что в основном предотвращает образование складок). Кроме того, в некоторых особых случаях стандартная оснастка должна быть изменена, чтобы соответствовать специфическим требованиям продуктов.
[3] Использование осевого усиления либо на свободном конце трубы, либо на пресс-штампе полезно для предотвращения чрезмерного утончения и смятия внешних частей трубы.Оправка с шариком или без него со сферическими звеньями в основном используется для предотвращения складок и овализации. Для относительно простых процессов гибки (т. е. по мере уменьшения коэффициента сложности BF) инструменты можно постепенно упрощать, устраняя необходимость в осевом вспомогательном устройстве, оправке и зачистной матрице (что в основном предотвращает образование складок). Кроме того, в некоторых особых случаях стандартная оснастка должна быть изменена, чтобы соответствовать специфическим требованиям продуктов.
Роликовая гибка
В процессе гибки труба, экструзия или твердое тело проходят через ряд роликов (обычно 3), которые оказывают давление на трубу, постепенно изменяя радиус изгиба трубы.Вальцегибочные станки пирамидального типа имеют один подвижный валок, обычно верхний валок. Вальцегибочные станки с двойным защемлением имеют два регулируемых валка, обычно нижние вальцы, и фиксированный верхний валок. Этот метод изгиба вызывает очень небольшую деформацию поперечного сечения трубы. Этот процесс подходит для производства мотков труб, а также длинных пологих изгибов, таких как те, которые используются в системах ферм.
Вальцегибочные станки с двойным защемлением имеют два регулируемых валка, обычно нижние вальцы, и фиксированный верхний валок. Этот метод изгиба вызывает очень небольшую деформацию поперечного сечения трубы. Этот процесс подходит для производства мотков труб, а также длинных пологих изгибов, таких как те, которые используются в системах ферм.
Трехвалковая проталкивающая гибка
Трехвалковая гибка с выталкиванием (TRPB) является наиболее часто используемым процессом произвольной гибки для изготовления геометрии гибки, состоящей из нескольких плоских кривых гибки.Тем не менее, 3D-формирование возможно. Профиль направляется между гибочным валком и опорным валком(ами) при проталкивании через инструменты. Положение формующего валка определяет радиус изгиба. Точка изгиба – это точка касания между трубой и гибочным валком. Для изменения плоскости изгиба толкатель поворачивает трубу вокруг своей продольной оси. Как правило, набор инструментов TRPB можно применять на обычной ротационной гибочной машине.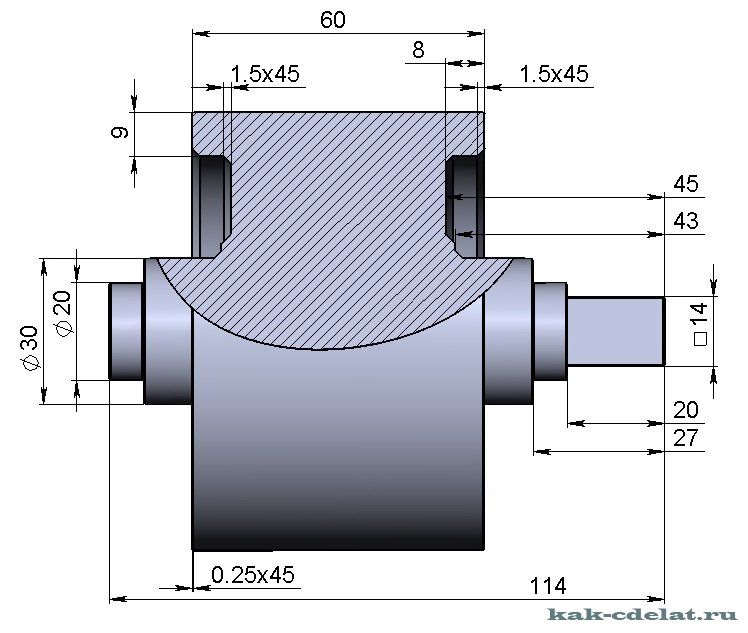 Этот процесс является очень гибким, так как с помощью уникального набора инструментов можно получить несколько значений радиуса изгиба Rm, хотя геометрическая точность процесса не сравнима с гибкой с вращательным вытягиванием. [4]
Этот процесс является очень гибким, так как с помощью уникального набора инструментов можно получить несколько значений радиуса изгиба Rm, хотя геометрическая точность процесса не сравнима с гибкой с вращательным вытягиванием. [4]
Могут быть изготовлены контуры гибки, определенные как сплайн- или полиномиальные функции. [5]
Простая трехвалковая гибка
Трехвалковая гибка труб и открытых профилей также может выполняться на более простых машинах, часто полуавтоматических и не управляемых с ЧПУ, способных подавать трубу в зону гибки за счет трения. Эти машины часто имеют вертикальную компоновку, т.е. три валка лежат на вертикальной плоскости.
Тепловой индукционный
Индукционная катушка размещается вокруг небольшого участка трубы в месте изгиба.Затем его нагревают до температуры от 800 до 2200 градусов по Фаренгейту (от 430 до 1200 °C). Пока труба горячая, на трубу оказывается давление, чтобы согнуть ее. Затем труба охлаждается либо воздухом, либо водой. Теплоиндукционная гибка используется на больших трубах, таких как знаки автомагистралей, электростанции и нефтепроводы.
Теплоиндукционная гибка используется на больших трубах, таких как знаки автомагистралей, электростанции и нефтепроводы.
Упаковка
Упаковка для льда
Труба заполнена водным раствором, заморожена и согнута в холодном состоянии. Раствор (можно использовать мыло) делает лед гибким.Эта техника используется для изготовления тромбонов. [6]
Смоляная набивка
Ранее применялась аналогичная технология с использованием смолы, но она была прекращена, поскольку смолу было трудно очистить без чрезмерного нагрева. [7]
Набивка песком/горячее формование плит
В процессе заполнения песком труба заполняется мелким песком, а концы закрываются колпачками. Заполненная труба нагревается в печи до 1600 °F (870 °C) или выше. Затем его кладут на плиту с вставленными в нее штифтами и сгибают вокруг штифтов с помощью лебедки, крана или какой-либо другой механической силы.Песок в трубе сводит к минимуму деформацию поперечного сечения трубы
Оправки
Оправка представляет собой стальной стержень или соединенный шар, вставленный в трубу во время ее изгиба, чтобы обеспечить дополнительную поддержку трубы, чтобы уменьшить образование складок и разрывов трубы во время этого процесса. Различают следующие типы оправок.
Различают следующие типы оправок.
- Оправка плунжера, сплошной стержень, используемый на нормальных изгибах.
- Формовочный стержень, сплошной стержень с изогнутым концом, используемый на изгибе, когда требуется дополнительная поддержка.
- Шариковый стержень без кабеля, несвязанные стальные шарикоподшипники, вставленные в трубу, используются на критических и точных изгибах.
- Шариковый стержень с кабелем, со связанными шарикоподшипниками, вставленными в трубу, используется при критических и точных изгибах.
- Песок, песок в тубах.
При производстве изделий, где изгиб не является критическим, можно использовать оправку-пробку. Тип формы сужает конец оправки, чтобы обеспечить большую поддержку изгиба трубы. Когда требуется точный изгиб, следует использовать шаровую оправку (или шаровую оправку со стальным тросом).Соединенные шарообразные диски вставляются в трубку, чтобы обеспечить изгиб при сохранении одинакового диаметра на всем протяжении. Другие стили включают использование песка, церробенда или замороженной воды. Они обеспечивают несколько постоянный диаметр, обеспечивая при этом недорогую альтернативу вышеупомянутым стилям.
Другие стили включают использование песка, церробенда или замороженной воды. Они обеспечивают несколько постоянный диаметр, обеспечивая при этом недорогую альтернативу вышеупомянутым стилям.
Выхлопная труба автомобиля или мотоцикла с высокими эксплуатационными характеристиками является обычным применением оправки.
Гибкие пружины
Это прочные, но гибкие пружины, вставленные в трубу для поддержки стенок трубы во время ручного изгиба.Их диаметр лишь немного меньше внутреннего диаметра изгибаемой трубы. Они подходят только для гибки мягких медных труб диаметром 15 и 22 мм (0,6 и 0,9 дюйма) (обычно используемых в бытовой сантехнике) или труб из ПВХ.
Пружина вставляется в трубу до тех пор, пока ее центр не окажется примерно там, где должен быть изгиб. К концу пружины можно прикрепить отрезок гибкой проволоки, чтобы облегчить ее снятие. Трубу обычно прижимают к согнутому колену, а концы трубы вытягивают вверх, чтобы создать изгиб.Чтобы облегчить извлечение пружины из трубы, рекомендуется согнуть трубу немного больше, чем требуется, а затем немного ослабить ее.
Изгибающие пружины для труб меньшего диаметра (медная труба 10 мм) скользят по трубе, а не внутри.
См. также
Руководство по выбору трубогибочных станков
: типы, характеристики, области применения
Машины для гибки труб и труб используются для гибки труб и труб для производства готовых деталей.Трубы представляют собой конструкционные полые трубопроводы, которые используются в качестве трубопроводов для жидкостей и газов в пневматических, гидравлических, медицинских и технологических приложениях. Трубы измеряются по внешнему диаметру и обычно меньше и менее жесткие, чем трубы. Трубы — это сосуды, которые используются в транспортных системах для жидкостей и твердых тел. Как правило, они имеют больший диаметр и измеряются по внутреннему диаметру независимо от толщины стенки. Оборудование для гибки и изготовления труб используется для выполнения таких операций, как гибка, обжимка, развальцовка и отбортовка.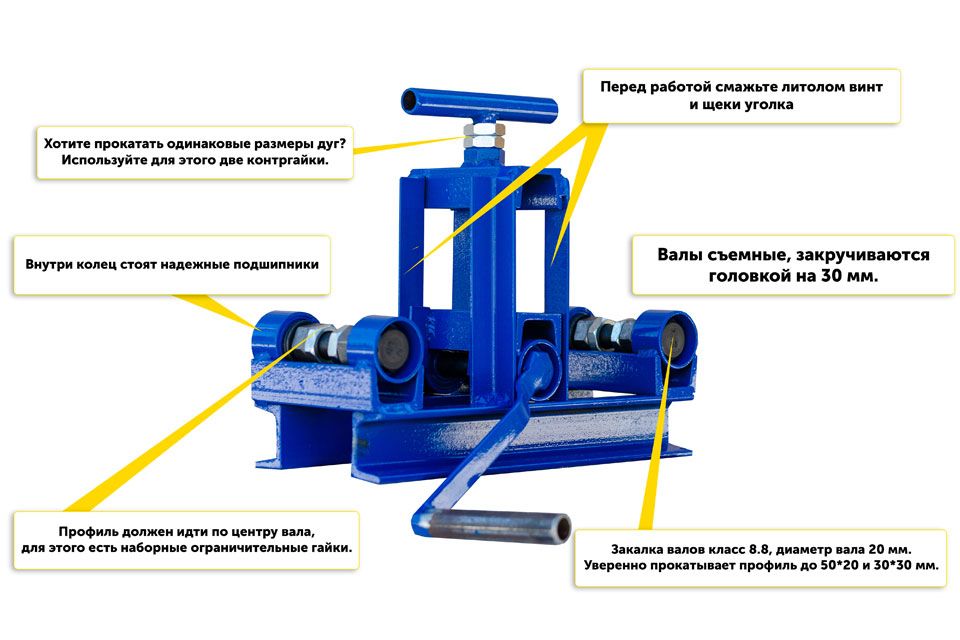
Существует семь основных типов трубогибочных станков, и каждый из них работает по-своему. Как описано ниже, способ работы каждой машины зависит от нескольких характеристик.
Трубчатый гидроформинг. Изображение предоставлено H&H Tube
Типы
Существует множество различных типов трубогибочных станков.
Станки с числовым программным управлением (ЧПУ) Гибочные станки производят гибки с малым радиусом, гибки с большим радиусом и эллиптические гибки — все на одной и той же детали.Это сложные машины, гарантирующие высокий уровень производительности и воспроизводимости. Гибочные станки с ЧПУ используются для создания сложных трубчатых деталей, поскольку они могут автоматически манипулировать трубой и точно позиционировать ее. Они состоят из трех осей и каретки с сервоприводом, которая автоматически позиционирует расстояние между изгибами и их плоскостью. Гибочные станки с ЧПУ не имеют гидравлических или пневматических функций, что обеспечивает большую повторяемость и удобство работы.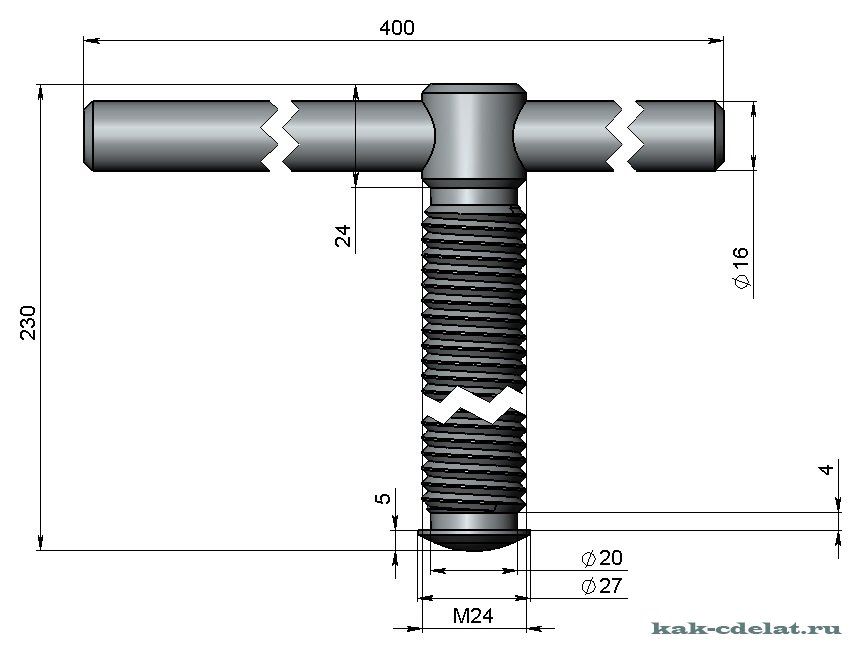 Эти машины используются в нескольких отраслях, включая автомобилестроение, HVAC, судостроение и железные дороги.Станки для гибки осей с ЧПУ бывают трех типов:
Эти машины используются в нескольких отраслях, включая автомобилестроение, HVAC, судостроение и железные дороги.Станки для гибки осей с ЧПУ бывают трех типов:
Трубогибочные станки Vector выпускаются в различных моделях и предназначены для автоматизированного производства труб. Они бывают разных размеров, осевых скоростей и управляемости для ускорения и замедления. В высокотехнологичных моделях цепи не используются. Эти машины могут использоваться для изготовления высокопрочных авиационных и автомобильных выхлопных труб.
Электрические трубогибочные станки Vector Bend являются самыми современными и обеспечивают высокий уровень производительности, качества и надежности.Электрическое управление станками позволяет экономить больше энергии, чем обычные трубогибочные станки с гидравлическим приводом. Эти машины способны изменять направление вращения гибочной головки, что дает операторам гибкость при выполнении сложных операций гибки. Эти машины оснащены усовершенствованным пользовательским интерфейсом с сенсорным экраном для программирования и мониторинга производительности.
Гибочные станки с орбитальной головкой обеспечивают значительную гибкость и могут использоваться для сложной гибки труб с ЧПУ. Эти машины без особых усилий производят трубчатые детали с змеевиками, фитингами и шлангами, а также могут быть легко интегрированы с автоматическим загрузочным и разгрузочным оборудованием.Они используются с компьютерным управлением на сенсорном экране с высоким разрешением. Усовершенствованные функции этих станков позволяют одновременно вращать головку и цанги вокруг деталей, что сокращает время цикла и гарантирует оптимальную производительность. Машины являются идеальным решением для кондиционирования воздуха, автомобилей, грузовиков и других сложных приложений.
Оборудование для гидроформовки использует давление жидкости для формования материалов из черных и цветных металлов в форму штампа. Составные части машины состоят из гидравлического гидроформовочного пресса, мультипликаторов давления, водяной системы гидроформовки и узла гидроформовки. Пресс открывает и закрывает разлитую полость формы, позволяя вставить заготовку и извлечь готовый продукт. Насос создает внутреннее давление, а поршневые цилиндры герметизируют концы трубы, удерживая давление при деформации. Преимущества использования этого процесса включают снижение веса, уменьшение количества деталей и увеличение вариантов конструкции. Гидроформинг может создать уникальную геометрию за один процесс.
Пресс открывает и закрывает разлитую полость формы, позволяя вставить заготовку и извлечь готовый продукт. Насос создает внутреннее давление, а поршневые цилиндры герметизируют концы трубы, удерживая давление при деформации. Преимущества использования этого процесса включают снижение веса, уменьшение количества деталей и увеличение вариантов конструкции. Гидроформинг может создать уникальную геометрию за один процесс.
Процесс гидроформинга. Изображение предоставлено: ALF Engineering
Станки для гибки под давлением и Машины для гибки под давлением помещают трубу в пресс-форму.Трубка или труба удерживается за два конца, а ползун продвигается по центральной оси, чтобы согнуть трубу. Труба или трубка деформируются внутри и снаружи кривизны. В зависимости от толщины трубы или материала трубы этот процесс деформирует трубу или трубу в овальную форму. Это самый простой и наименее затратный процесс гибки. Изгибание штока лучше всего использовать для электрических кабелепроводов и аналогичных изделий малого диаметра.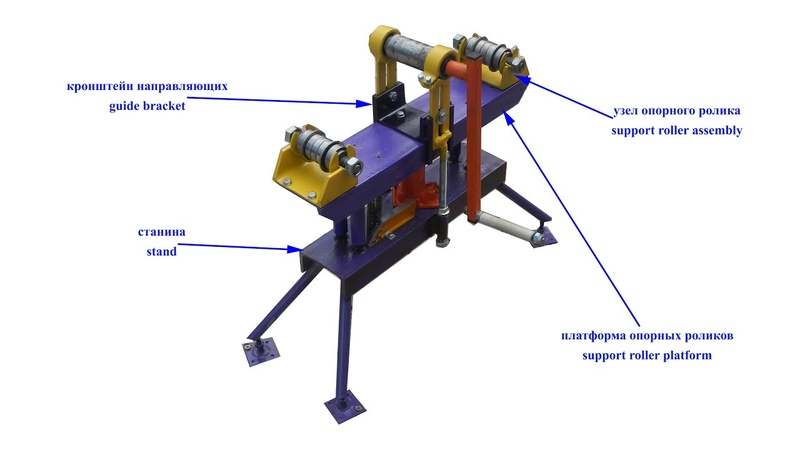
Изгиб рамы. Изображение предоставлено: Automotive Space Frame Design
Оборудование для термической гибки размещает индукционную катушку вокруг трубки или трубы и прикладывает изгибающее усилие, когда объект проходит через нагретую катушку.
Набивка песком или Станки для гибки горячих плит заполняют трубу песком, закрывают концы и нагревают. Труба изгибается вокруг штифтов с помощью механического усилия. Этот процесс сводит к минимуму деформацию поперечного сечения трубы.
Гибочные станки с оправкой или Роторно-гибочные станки вставляют оправку, стационарную контргибочную матрицу, в трубу во время гибки, чтобы сохранить форму и диаметр и не деформировать изгибы. Оправка поддерживает трубу внутри и гарантирует, что внутренняя кривизна трубы будет иметь наилучший возможный изгиб и не будет деформирована.Это самый распространенный процесс гибки. Гибка на оправке сохраняет хорошую отделку и лучше всего используется для перил, декоративных металлических изделий, выхлопных труб, каркасов безопасности и всех труб из нержавеющей и алюминиевой стали.
Гибка на оправке сохраняет хорошую отделку и лучше всего используется для перил, декоративных металлических изделий, выхлопных труб, каркасов безопасности и всех труб из нержавеющей и алюминиевой стали.
Оправка Бендер. Изображение предоставлено: Tricktools
- Валкогибочные станки представляют собой оборудование для гибки и изготовления труб, в котором используются три приводных ролика, расположенных треугольным образом. В отличие от изгиба на оправке, внутренняя часть трубы не поддерживается.Верхний ролик оказывает давление вниз, а два нижних ролика толкают трубу вверх, деформируя ее. Можно использовать два или три приводных ролика, а процесс можно регулировать вручную или гидравлически. Этот процесс лучше всего использовать, когда требуется большой радиус, например, для изготовления навесов и других круглых предметов.
Небольшой трубогиб с 3 роликами. Видео Кредит: GMK/CC BY-SA 4.0
Видео Кредит: GMK/CC BY-SA 4.0
Трубогибочные станки также включают:
- Оборудование для намотки
- Оборудование для гибки тонких стенок
- Бустер-гибочные станки
- Изгибы перил
- Коленогибочные станки
Возможности
Дополнительные возможности трубогибочных станков могут включать различные процессы.
Отжиг и термообработка — это процесс, при котором металл нагревается до определенной температуры, а затем медленно охлаждается. Отжиг позволяет легче резать металл и придавать ему форму.
Полировка и полировка делает шероховатую поверхность гладкой. Полировка может быть выполнена режущим движением, которое дает гладкую, полублестящую и однородную поверхность, перемещая заготовку против направления круга со средним или сильным давлением или цветным движением, чтобы получить яркую, блестящую и чистую поверхность.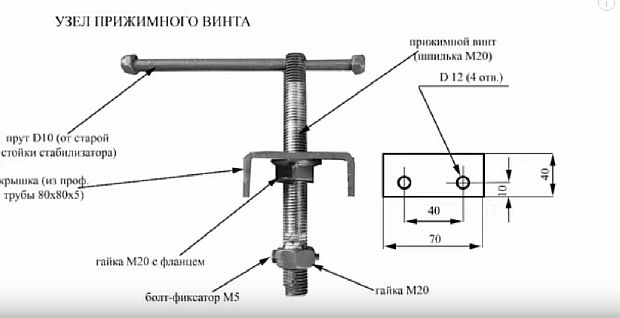 перемещая заготовку в направлении круга со средним или легким давлением.
перемещая заготовку в направлении круга со средним или легким давлением.
Два основных буферных движения. Изображение предоставлено: Caswell
Сплющивание концов — это операция пробивного пресса, при которой изготавливаются плоские концы труб для трубчатых сборок. Специализированная матрица способна сплющить конец трубки, обрезать углы и просверлить отверстие для крепления трубки.
Уплощение концов. Изображение предоставлено: Harco
Прорезные операции различаются в зависимости от детализации и применения желаемых прорезей.Процесс может быть выполнен с использованием штамповочного пресса, механической обработки или лазерной операции. Штамповочный пресс идеально подходит для производства из-за его экономической эффективности, а механическая обработка или лазерные операции лучше всего подходят для трубчатых сложных конструкций.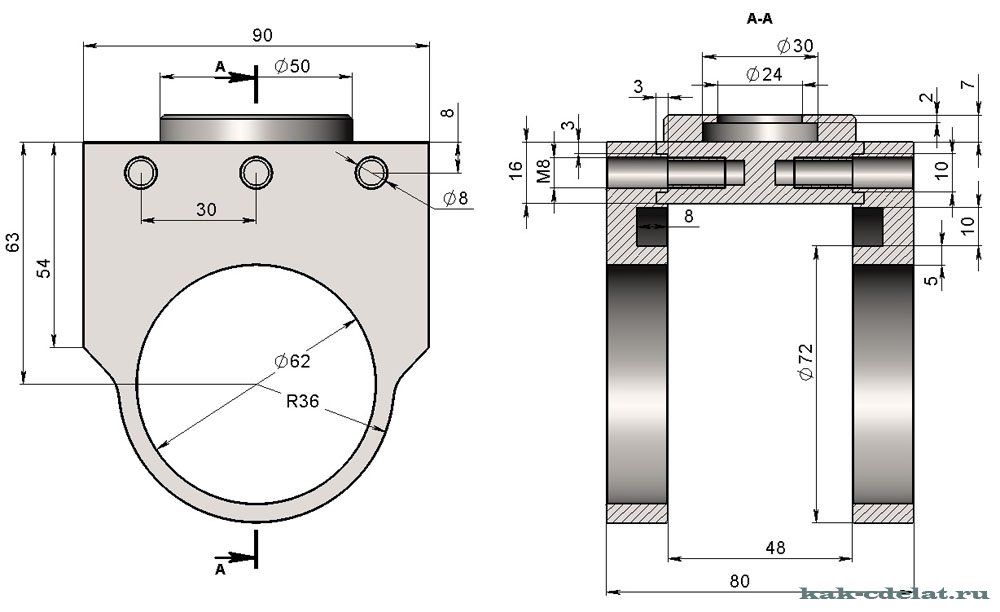
Вырубка — это метод, который сочетает в себе штамповочный пресс со специальной пуансоновой матрицей для изменения формы конца трубы. Надрезы позволяют собирать трубы с трубным соединителем или сварочным аппаратом.
Боковые насечки. Изображение предоставлено: Harco
Перфорация отверстий может быть одинарной или двойной.В стиле с двумя углублениями используются два отдельных пуансона, которые движутся навстречу друг другу во время цикла прессования. Стиль ударов без поддержки, поэтому они создают ямочку. Пробойники с одним отверстием имеют пробойник, который проходит через трубу с одной стороны. В нижней части трубки предусмотрена опора, чтобы второе отверстие было «чистым» и не имело ямочек.
Пробивка отверстий на оправке использует внутреннюю опору, поэтому внешний диаметр не изменяется при создании отверстия. Этот стиль используется, когда трубы должны входить друг в друга, потому что он более точен и имеет более жесткие допуски, даже если он дороже, чем пробивка отверстий с углублениями.
Пробивка отверстий (ямочек). Изображение предоставлено: Harco
Характеристики труб и трубопроводов
При выборе трубогибочного станка необходимо учитывать характеристики труб и трубопроводов. К ним относятся материал и форма трубы, которые могут повлиять на тип требуемого оборудования.
Материал
Многие гибкие трубы и трубки изготавливаются из таких материалов, как:
- Алюминий
- Латунь
- Углеродистая сталь
- Нержавеющая сталь
- Медь
- Никелевые сплавы
- Поливинилхлорид (ПВХ)
- Пластик
- Титан
- Суперсплавы
Форма
Большинство труб и труб имеют цилиндрическую форму.Однако в некоторых процессах изготавливаются изделия с различными поперечными сечениями, в том числе:
- Овальный
- Раунд
- Квадрат
- Прямоугольный
Формы труб.