Почему стоит переходить на geared (шестереночный) экструдер и соображения по калибровке экструзии.
Для «гуру» вещи очевидные, но я решил сам посчитать и понять последствия применения DIRECT DRIVE экструдера. DIRECT тут в смысле того, что шестерня двигателя напрямую толкает пруток без понижения или повышения соотношения шестеренок. Т.е. это и к боудену тоже относится.
Итак, небольшие расчеты.
Сечение идеального прутка 1.75мм составляет 2,405282 мм2
У меня экструдер в драйвером в режиме микрошагового управления 1/16 и шкивом на 16 зубов. Т.е. 100 микрошагов на 1мм, т.е. один микрошаг это 0.01мм
Таким образом за один микрошаг выдавливается пластик объемом 0,024053 мм3
Это абсолютный минимум, меньше которого выдавить экструдер просто не может.
Предположим мы печатаем слоем 0.1мм. Ширина экструзии 0.4мм. Сечение: 0,04 мм2.
Если мы рисуем линию в 1мм, то объем экструзии будет 0,04 мм3.
Делим: 1,6629942210950816945911112958882 шагов
Проблема в том, что двигатель не может сделать 1,66 шага.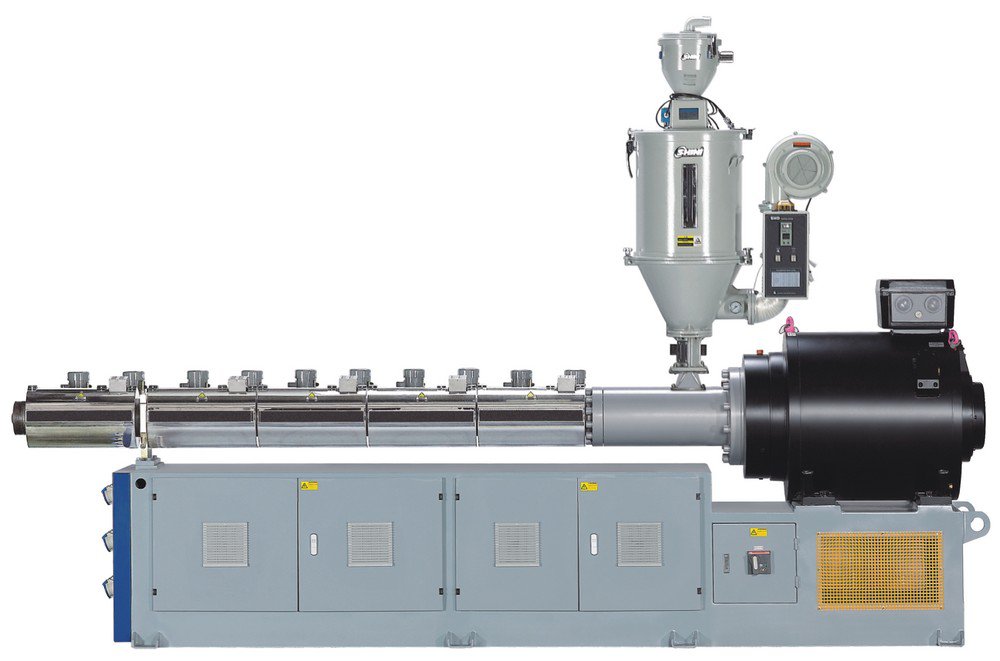 Или 1 или 2. Слайсер про количество шагов двигателя ничего не знает и передает в G код реальную длину прутка. Прошивка должна решить, что делать дальше.
Или 1 или 2. Слайсер про количество шагов двигателя ничего не знает и передает в G код реальную длину прутка. Прошивка должна решить, что делать дальше.
Но у прошивки тоже вариантов не много. Все-равно все сводится к тому, дернуть двигатель еще на один шаг или не дернуть. Можно дернуть, в расчете на то, чтобы потом, на следующем интервале, использовать остаток пластика и получить выпучивание на этом интервале. Или не дернуть, и получить нехватку на этом интервале. А если брать интервалы короткие, по 0.1мм, например, как на кривых, то там картина становится еще более печальной.
Но даже и на прямых есть затруднения, за счет наличия ускорений, так как в этот момент надо изменять скорость подачи пластика, а также есть интервал в конце, когда получается не целое число шагов экструзии.
Часть проблем с прямыми решает LIN ADVANCE. Реально помогает более менее крупными отрезками. Но на мелких деталях эффекта не видно, что и понятно.
Единственный путь это уменьшение объема эксктрузии на 1 шаг. Делать пруток меньше не практично, разумеется. А вот уменьшить длину проталкивания на шаг довольно просто. Можно нарастить количество микрошагов (сделать, например, 1/64 или даже 1/128, но это сильно снижает силу проталкивания на 1 микрошаг, что может привести к пропускам микрошагов, которые даже заметить будет невозможно. Другой пусть – использование шестеренок на прямом сцеплении или на ремне. Использование ремня лучше, так как сразу решает проблему с люфтом.
Делать пруток меньше не практично, разумеется. А вот уменьшить длину проталкивания на шаг довольно просто. Можно нарастить количество микрошагов (сделать, например, 1/64 или даже 1/128, но это сильно снижает силу проталкивания на 1 микрошаг, что может привести к пропускам микрошагов, которые даже заметить будет невозможно. Другой пусть – использование шестеренок на прямом сцеплении или на ремне. Использование ремня лучше, так как сразу решает проблему с люфтом.
Например, при использовании шкивов на 16 и на 80 получает соотношение 1:5. Т.е. на 1мм будет уже не 1.66 шага, а 8,3. Да, проблема конца интервала не решается, но ее решить и невозможно, при конечном соотношении зубов шкивов. Но чем, чем выше – чем точнее. В процентном соотношении при 100 шагах на интервале в 1мм ошибка по объему экструзии может достигать 39%, а при 500 шагах максимум 8%.
Кроме этого, получаем увеличение в силе проталкивания в 5 раз, т.е. сокращение вероятности механических пропусков или пропусков микрошагов.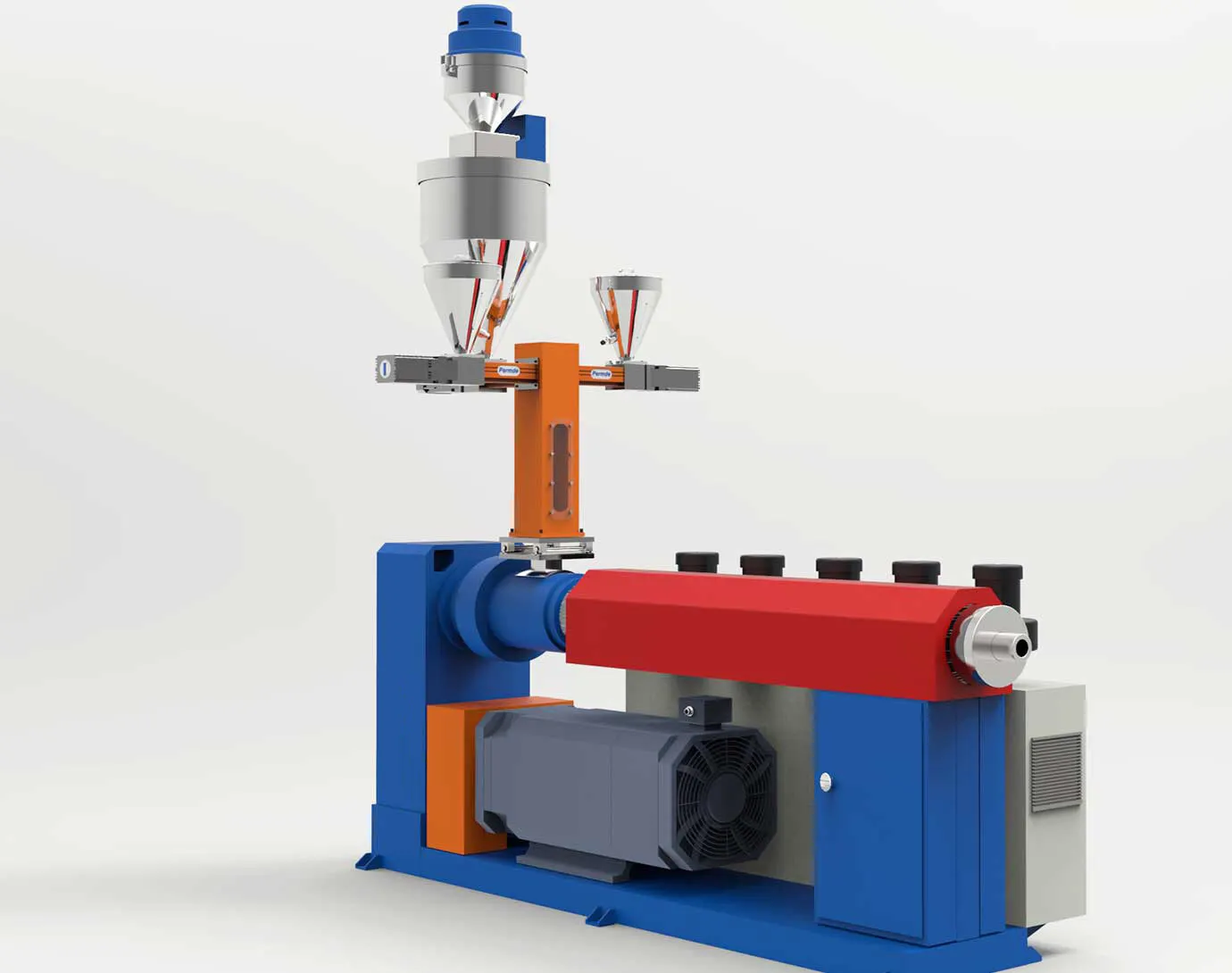
Теперь касательно калибровки.
Во многих инструкция по калибровке экструдера предлагается посчитать отклонение от требуемой длины, умножить на коэффициент количество шагов и ввести полученное дробное число в настройки прошивки. Да, это точно поможет на длинных интервалах, но на мелких деталях это не даст значительного эффекта, так как реальных шагов может быть только целое число.
В слайсерах есть два параметра: диаметр прутка и коэффициент подачи. Я заметил, что многие используют второй, для точного подгона. Но синтетический метод, уводящий в сторону от понимания проблемы. Надо фактически измерять пруток, чтобы было ясно его сечение. При правильном калибровке подачи и правильном измерении диаметра, печать должна быть хорошей при коэффициенте подачи именно в 100%.
О том как жить
Основная масса моделей для печати имеет размеры кратные 1мм. Т.е. выбрав механизм подачи прутка обеспечивающий минимальную ошибку именно на таких расстояниях на лучшем слое (например 0.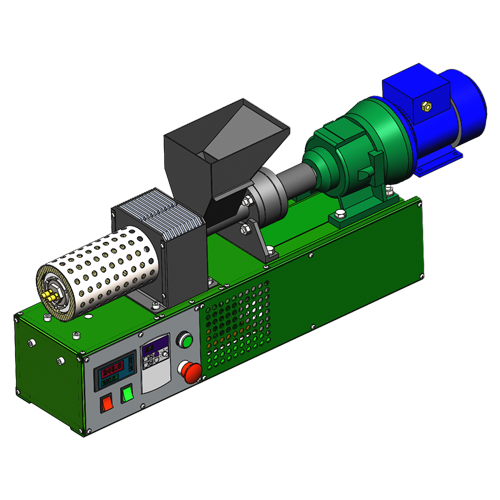 1мм), можно получить чуть выше качество в среднем.
1мм), можно получить чуть выше качество в среднем.
К сожалению, пруток тоже далеко не идеален. Супер, если диаметр колеблется от 1.75 до 1.76, а там и до 1.77 может доходить (т.е. имеет размер 1.76 +-0.01). Рассмотрим пример при соотношении передачи 1:3 (как у титана) и двигатель на 1/16. Получаем 300 шагов на мм. Слой 0.1, ширина 0.4, длина 1мм. Расчетный объем 0,04 мм3.
При прутке ровно 1,75, получаем 5 шагов с ошибкой объема +0.2%. Любопытно, что e3d именно это соотношение выбрали, так как именно оно дает минимум ошибки на 1мм.
Если же диаметр прутка по факту составил 1,76, то ошибка объема экструзии будет уже +1.4%.
Экструдер — как выбрать?
kosta-art
Загрузка
23.12.2016
2273
Вопросы и ответы
Как выбрать экструдер для самосборного принтера?
По каким параметрам его подбирать?
Я так понял, что в зависимости от типа лучше поддерживается определенная толщина прутка?
А есть ли какая-то таблица по характеристикам и лучшей совместимости?
Ответы на вопросы
Популярные вопросы
GooLya
Загрузка
28. 10.2020
10.2020
353
Приветствую всех.
Встал выбор между двумя этими принтерами. Кубик могу купить за 20 бу,медведь на алике 24к.
С…
Читать дальше
ochkariky
Загрузка
13.11.2020
367
Добрый всем! С прошлого года смотрю на мелкую дельту, отговариваю себя) а она зараза опять со скидкой 9 тыс на али. Собственно вопрос: имеет оно…
Читать дальше
serz55
Загрузка
19. 08.2018
08.2018
5450
нашел четыре недорогих принтера. по описанию только на АНЕТ А6 много инфы а вот на остольные н
почти нету! подскажите какой из переч…
Читать дальше
Экструдеры для кормов: назначение, устройство, комплектация.
Примечание. В статье описаны общие принципы работы экструдеров и их устройство. Также вы можете ознакомиться с конкретными моделями зерновых экструдеров и их характеристиками на странице «Зерновые экструдеры для изготовления кормов».
Что такое экструдер?
Экструзия в переводе с латыни — сухое трение.
Пресс-экструдер это агрегат, где с использованием сухого трения продукт подвергается тепловой и механической обработке.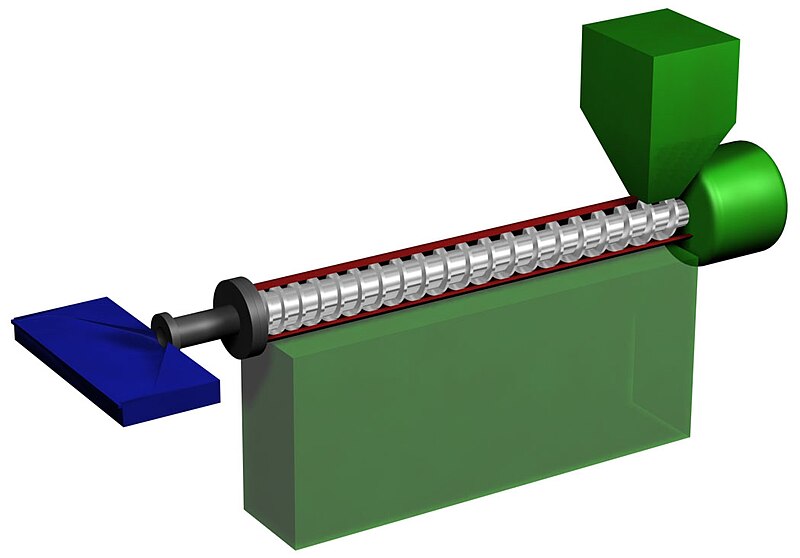 Пресс-экструдер изобретен в 1894 году. Современные экструдеры позволяют создавать температуру до 200 С и давление до 40 атм. При этом обработка продукта в таких экстремальных условиях происходит кратковременно 5-10 сек. Пресс-экструдеры применяются как в пищевой промышленности так и в кормовом производстве. Термобарическая обработка кормов позволяет:
Пресс-экструдер изобретен в 1894 году. Современные экструдеры позволяют создавать температуру до 200 С и давление до 40 атм. При этом обработка продукта в таких экстремальных условиях происходит кратковременно 5-10 сек. Пресс-экструдеры применяются как в пищевой промышленности так и в кормовом производстве. Термобарическая обработка кормов позволяет:
- Поднять усвояемость до 95%
- Увеличить сроки хранения
- Улучшить качество питательных веществ
- Сохранить витамины и микроэлементы
Кроме того экструдат( продукт, полученный после экструдирования) обладает отсорбирующими свойствами. Это позволяет решать проблему кишечных растройств и энтерита на ранней стадии у с\х животных и птицы, особенно у молодых организмов.
Основные направления экструдирования.
- . Экструдирование зерновых культур
Кормление экструдированным фуражным зерном с\х животных позволяет:
- За счет высокой усвояемости уменьшить объем скармлевания фуража до 30%
- Восстановить и улучшить питательные свойства испорченного зерна( прелое, плесневелое, зараженное различными насекомыми, а так же токсичное зерно)
- Решать вопросы приготовления стартерных кормов ,т.
 е. кормов для скармливания маленьких с\х животных( подсосных поросят, поросята-отъемыши, суточные птенцы). Экструдат является очень мягким кормом, не травмирует желудочно-кишечный тракт и хорошо усваивается молодым организмом.
е. кормов для скармливания маленьких с\х животных( подсосных поросят, поросята-отъемыши, суточные птенцы). Экструдат является очень мягким кормом, не травмирует желудочно-кишечный тракт и хорошо усваивается молодым организмом. - Перерабатывать зернофураж прямо после уборки его с поля, не подвергая сушке и переработке. Кроме того сорные включения после экструдирования так же становятся кормом, при этом решается проблема засорения посевов через навоз и помет.
- Экструдирование озимой ржи.
Рожь традиционно не считается кормовой культурой, из-за повышенной кислотности. Ее вводят в комбикорма не более 7-10%, после экструдирования РН- баланс ржи приходит в норму и ее можно вводить в рацион кормов до 90%. Известно, что аминокислотный состав ржи значительно лучше любых других видов зерновых. Поэтому экструдированная рожь является наиболее ценным видом корма. Кроме того:
- Себестоимость производства ржи значительно ниже себестоимости производства других зерновых культур
- Рожь дает более стабильный и более высокий урожай
- Поля после посевов ржи самоочищаются от сорных растений и это позволяет использовать эти поля под элитные сорта зерновых
- Используя рожь в качестве фуража можно в корне изменить севооборот и сократить посевы трудновыращиваемых культур
- Уборка ржи проходит в более ранние сроки, поэтому почти всегда сухая и хорошо хранится.
- Экструдирование сои и бобовых культур.
Соя и бобовые( горох, вика и т.д.) являются белковыми добавками в комбикорма. При этом протеин( белок) сои, выращенной не в Южной Америке, а на территории РФ, усваивается на 40-50% из-за повышенного содержания уреазы( фермент, который препятствует усвоение белка). После экструдирования содержание уреазы приходит в норму и протеин усваивается на 90-95%.Бобовые также вводятся в корма с ограничением, т.к. они вызывают поносы и вспученность. Перечисленные недостатки бобовых устраняются после их экструдирования.
4.Экструдирование соломы.
Солома используется в качестве добавки к грубым кормам и лишь для жвачных с\х животных. При этом солома по аминокислотному составу абсолютно подобна зерну. После экструдирования в соломе происходит процесс осахаривания и она может заменить в комбикормах до 50% от объема.
- Экструдирование биологических отходов.

Биологическими отходами являются:
- Падеж( падшие животные и птица)
- Боинские отходы( отходы бойни и убойных цехов)
- Отходы мясо и рыбо-перерабатывающих производств
- Просроченные (полуфабрикаты и готовая продукция) из магазинов и супермаркетов
Все эти виды отходов по законам РФ подлежат утилизации. При этом категорически запрещается закапывать их в могильники, как это было раньше. В некоторых регионах РФ такие отходы сжигаются в крематорах. Этот процесс является затратным, т.к. расходуется большое количество топлива( газ, диз.топливо, мазут и т.д.) На крупных животноводческих предприятиях падеж и боинские отходы подвергают утилизации при помощи варки в котлах ЛАПСа и получают мясокостную и рыбную муку. Варка в котлах ЛАПСа имеет ряд значительных недостатков:
- Это очень дорогостоящий процесс, т. к. используется пар, для производства которого нужны котельная либо парогенераторы
- Протеин, полученного после варки продукта, становится сублимированным, т.
 е. разрушаются ценные незаменимые аминокислоты( лезин, метионин, цестин и т.д.)
е. разрушаются ценные незаменимые аминокислоты( лезин, метионин, цестин и т.д.) - Значительно повышается перекисное число продукта. При длительном кормлении таким кормом у животных и птиц разрушается печень и они рано выбраковываются из продуктивного стада
- Сам процесс варки происходит при температуре 90-95 С., это не позволяет полностью обеспечить безопасность продукта. При таких условиях не погибают болезнетворные организмы, а при дальнейшем хранении их число начинает увеличиваться, зачастую в геометрической прогрессии.
- Во время варки образуется так называемый «бульон» , его сливают в отстойники, которые становятся также источниками токсинов и болезней.
Просроченная продукция продуктовых магазинов и супермаркетов развозится по свалкам, а зачастую вываливается в ямы и карьеры в лесной зоне. В некоторых регионах РФ такую « просрочку» увозят централизованно на заводы- утилизаторы. При этом используется специальная техника и тара. Торговые предприятия и небольшие мясо-рыбо-перерабатывающие производства осуществляют доставку за свой счет и несут значительные убытки.
Предлагаемая современная технология утилизации биологических отходов при помощи экструдерных установок позволяет решать многие из перечисленных проблем, т.к. :
- Установки могут быть различной производительности и располагаться непосредственно на предприятии, где образуются биологические отходы, в том числе небольшие бойни, мясо- рыбо-перерабатывающие производства.
- Для обеспечение работы экструдерной установки не требуется пар, газ и другие виды топлива. Необходимо только электроснабжение.
- Продукция, полученная после переработки является безопасной и ценной белковой добавкой для кормления с\х животных и может быть либо реализована, либо использована для кормления собственного поголовья.
- Экструдирование отходов кожевенного производства.
В процесе производства кожи на предприятиях образуется большое количество отходов( мездра, гольевая обрезь, хромообрезь, хромстружка и т.д.) Такие отходы сливаются в канализацию или вывозятся на свалку. Они относятся к 4 классу токсичности, т.к. содержат растворимый 3-х валентный хром( Cr(OH) 3). При этом отходы кожевенного производства являются ценным источником белка. Переработка таких отходов способом экструдирования позволяет получать нетоксичную белковую добавку для кормов с содержанием протеина до 70%.. Эффективное применение такой добавки при кормлении различных видов с\х животных подтверждается прилагаемыми документами ( Акт кормления КРС в СПЗХ «Россия», акт кормления свиней в ОАО «Ариант», отчет ГНУ СНИИП г. Омск).
Они относятся к 4 классу токсичности, т.к. содержат растворимый 3-х валентный хром( Cr(OH) 3). При этом отходы кожевенного производства являются ценным источником белка. Переработка таких отходов способом экструдирования позволяет получать нетоксичную белковую добавку для кормов с содержанием протеина до 70%.. Эффективное применение такой добавки при кормлении различных видов с\х животных подтверждается прилагаемыми документами ( Акт кормления КРС в СПЗХ «Россия», акт кормления свиней в ОАО «Ариант», отчет ГНУ СНИИП г. Омск).
Из выше сказанного становится очевидным, что экструдирование- это один из самых современных и высокоэффективных способов переработки кормов.
Хотел ознакомиться с передовыми технологиями приготовления кормов для крупных и мелких животных, но к удивлению обнаружил, что в рацион входит кукуруза обработанная паром. В регионе……. я занимался оборудованием для производства кормов и основное предпочтение отдавалось экструдированным кормам в от 2 до 4 кг на голову с добавлением грубых кормов: измельчённой кукурузы, камыша и сена. Процесс приготовления заключался в. следующем:
Процесс приготовления заключался в. следующем:
Состав корма :
овёс фуражный — 30%
Ячмень Фуражный — 20%
Рожь — 20%
Кукуруза(горох, )- 20%
Измельчённый Камыш — 10%
Добавляли мясокостную и рубную муку до 5%( мука подвержена бакосеминению, поэтому после экструзийной обработки проходила стерилизацию. Так же использовал добавляли Залежалое зерно с солодовым запахом до 10% , сою до 10% .
Все это способствовало снижению себестоимости кормов, сокращению сроков на откорме, экономии на кормах до 3 раз в итоге снижалась себестоимость произведённого продукта.
Далее таблицы с микроэлементами
Применение кормов с таким рационом позволило увеличить у контрольной группы животных привес у бычков до 1,5 кг/ сутки
Надой у коров поднять о 30 до 50%.
Ставили эксперимент с добавлением измельчённого птичьего пера, протеин — до 80% тоже показал хороший результат.
Следующий этап подготовки кормов :
Измельчение экструдированного кормы с увлажнением до 18%. И Введение витаминных и минеральных добавок,Люцерны включая жидкие на смесителе. Подготовленная масса подаётся на гранулятор.
Применение экструдеров
Применение кормовых экструдеров в сельскохозяйственных и животноводческих предприятиях на сегодняшний день очень важно т.к. позволяет экономить время и давать животным очень полезную пищу. Экструдеры для кормов гарантирует оперативное изготовление питательных порций для кормов, что обеспечивает высокие показатели продуктивности животных и повышение ренатбелньости инфестиций в домашнее хозяйство, причем применять эктрудирующее оборудование можно как на больших так и на малых предприятиях и фермерских хозяйствах.
Систематическое применение экструдеров кормовых позволяет планомерно увеличивать привесы животных до 60% а удои коров даже до 70%. Экструдированные корма фактически стерилизованны и это почти исключает возникновение заболеваний пищеварительной системы у животных.
Экструдированные корма все чаще начинают использоваться животноводческими предприятиями нашей страны, и это связано с их высокой питательностью, легкостью усвоения, стерильностью, простотой хранения и механизированной раздачи. Экструзия увеличивает питательную ценность зерновой массы или других смесей практически в два раза.
В животноводстве очень часты случаи падежа скота по неизвестным причинам, в большинстве из них причинами позже выявляются заболевания желудочного и кишечного трактов, возникающие из-за инфекций и микро-организмов попавших в желудок с некачественным кормов. Экструдер для приготовления кормов поможет исключить данную проблему благодаря стерилизации корма и комбикорма. Кормовые экструдеры дадут вам возможность переводить животных в скотоводстве на грубые корма без ухудшения показателей.
Страница отображается по следующим словосочетаниям экструдер зерновой, экструдеры, зерновой экструдер купить, экструдер цена, зерновые купить, экструдер кормовой, экструдер для кормов, производство экструдеров,
Цены на экструдеры
Цена экструдера зависит от множества различных факторов, в особенной степени стоимость оборудования варьируется от сложности изготовления и функциональноссти экструзионной машины. В Казахстане произвродством экструдеров занимаются единицы предприятий, среди них ТОО «Агротехсервис-12» (www.akom.kz) обеспечивает изготовление экструдеров как стандартных моделей, так и экструдеры под заказ.
Цены экструдеров по ссылке
Предлагаемые виды продукции с доставкой по Казахстану:
что это такое? Описание специализированного оборудования для производства ПВХ-изделий.
Экструдер представляет собой оборудование, которое применяется для создания различных изделий из пластика. Суть заключается в том, что пластиковое сырье:
- гранулы;
- дроблённый пластик;
- агломерат и т.д.
разогревается до такой температуры, которая обеспечивает высокие пластичные качества. С применением давления происходит создание продукции. Сырьё проходит через головку экструдера. В зависимости от её конфигурации выбираются технические характеристики будущих изделий.
Тут можно приобрести специализированное оборудование по выгодным ценам. В условиях кризисного положения экономики очень сложно будет найти предложение выгоднее.
Принцип работы экструдера
Означенное оборудование состоит из следующих узлов: шнек, вертикальный редуктор, асинхронный двигатель, и шкаф управления. Всё это размещается в большинстве случаев на одной раме.
Это даёт возможность снизить количество обслуживающего профессионала до одного человека. Стоит отметить, что выпуск продукции и регулировка настроек осуществляется при помощи микроконтроллера.
В нём уже записаны несколько программ. Достаточно будет лишь заменить головку на другую и появится возможности вместо ПВХ-труб, к примеру, начать производить ПВХ-плёнку.
Правда в этом случае потребуется ещё и дополнительное оборудование, которое будет вытягивать плёнку и наматывать её в рулоны. Между тем, для хранения изделий из ПВХ-сырья рекомендуется оборудовать специальный склад, в котором будут сохраняться сухость и отсутствие прямых солнечных лучей.
Можно ли сделать экструдер самостоятельно?
Многие профессионалы думают, что им достаточно лишь приобрести головку, а сам экструдер можно сделать самостоятельно, тем более если асинхронный двигатель уже есть в наличии.
Наверняка есть какие-то кустарнее модели. Но стоит ли говорить о том, что их эффективность, а также ремонтопригодность оставляет желать лучшего. В фирменном оборудовании в шнек по стенкам закачивается азот.
Он даёт возможность защитить стенки не только от высокой температуры, но и от преждевременной коррозии и выхода оборудования из строя.
Смотрите также:
- Знаете ли Вы, какой инструмент необходимо использовать для создания дверного или оконного проёма в кирпичной стене?
На видео будет продемонстрирована классическая работа экструдера труб:
Источник №1: http://www.plastikmash.ru/
Твитнуть
Как выбрать зерновой экструдер: рекомендации производителя
Данная статья написана в помощь тем, кто собрался приобрести зерновой экструдер себе в хозяйство или для предпринимательской деятельности, но не знает какой выбрать.
На рынке представлены экструдеры разных модификаций, с разной производительностью, разной цены и т.п. Как во всем этом многообразии разобраться, на чем можно экономить, а где экономия себе дороже? Ведь наш народ не зря придумал такие пословицы, как «Всякая экономия требует затрат», «Порой экономишь гроши, а теряешь барыши», «Соблюдай меру соли, но не масла». Вот мы и разберемся как выбрать зерновой экструдер оптимально по цене/качеству.
Все, что написано ниже, продиктовано нашим десятилетним опытом производства экструдеров. Описаны проблемы и задачи, с которыми мы столкнулись и как их решили.
Начнем: как выбирать экструдер
Первое, что нам нужно сделать – это определить какой производительности экструдер (мощности) нам нужен?
Для этого первым делом смотрим на выделенную мощность электросети, которая есть у Вас. Так Вы определите предел мощности двигателя экструдера для Ваших конкретных условий. Запомним этот показатель.
Если Вы фермер, то вторым шагом Вам нужно посчитать количество голов Вашей живности, которую собираетесь кормить (дальнейший расчет будет на примере свиней). Затем умножаем на количество корма, необходимое одной свинье в день. Считается, что одна взрослая свинья съедает 2.5-3 кг сухого экструдированного корма в день.
Как выбрать экструдер зерновой
Так Вы определите сколько суммарно килограмм комбикорма в день нужно Вашему хозяйству.
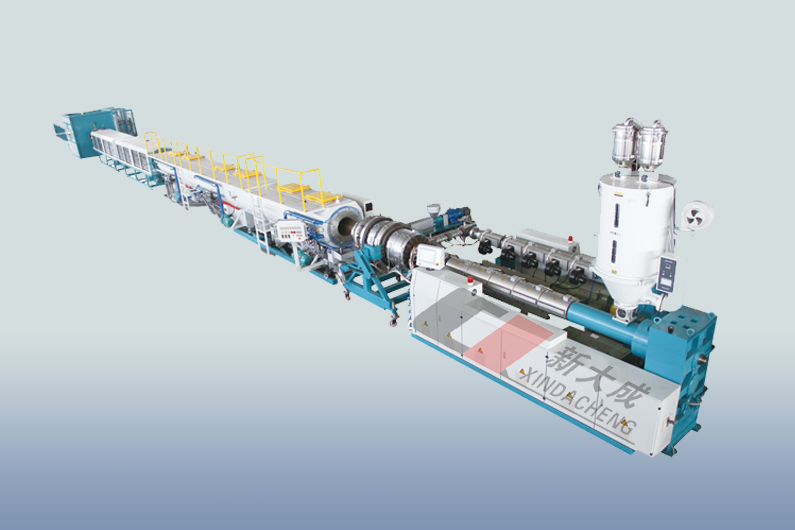
Откорм животных экструдированным кормом
Забегая вперед скажем, что, из статистики по нашим экструдерам, экструдером с производительностью 25 кг/ч кормят до 50 голов свиней (у нас это модель ЭК-22), экструдером с производительностью 50 кг/ч (у нас это модель ЭК-50) – до 100 голов, экструдером с производительностью 100 кг/ч (у нас это модель ЭК-100) – от 100 до 200 голов свиней.
Для наглядности все это представлено в таблице
| Экструдер | Производительность | Количество голов свиней |
| ЭК-22 | 25 кг/ч | До 50 голов |
| ЭК-50 | 50 кг/ч | До 100 голов |
| ЭК-100 | 100 кг/ч | До 200 голов |
Крупнорогатый скот схож по потреблению, как и свинья, т.к. корм идет им, как добавка к основному питанию.
Если Вы предприниматель и, к примеру, продаете комбикорм, то вам нужно посчитать потребности Вашего рынка (сколько кг сырья в неделю вам нужно).
Используя эти 2 показателя (сколько нужно корма и пределы электросети) выбираем для себя оптимальный экструдер по мощностным характеристикам.
Чтобы определить реальную производительность экструдеров используйте данную формулу:
Производительность экструдера (кг/час) = Мощность двигателя х 6,5
Коэффициент 6,5 мы определили опытным путем.
Производительность не может быть выше просто физически на двигателях, при соблюдении технологии экструзии зерновых!
Вернее, она может быть выше только при:
- использовании частотного преобразователя в конструкции экструдера. Но в таком случае цена экструдера возрастет в 1.5-2 раза;
- если вы экструдируете с нарушением технологии приготовления комбикорма (комбикорм получается не приготовленный).
Далее смотрим на все модели экструдеров, представленные на рынке с нужной нам производительностью.
Важно!
Обращайте внимание на мощность двигателя, а не только на название экструдера. Т.к. некоторые производители для завлечения покупателей более низкой ценой, в названии и описании своих экструдеров пишут бОльшую производительность, чем те смогут выдать. Поэтому пересчитывайте по формуле, данной выше.
В следующей части статьи описаны разные подводные камни при выборе, и моменты, когда экономия себе дороже. То самое «Если будешь экономить гвозди, потеряешь подкову».
Двигатель для зернового экструдера
Двигатель должен соответствовать заявленным мощностным характеристикам. Если мощность меньше, то двигатель экструдера летом будет перегреваться и отказывать в работе, а может и сгореть. Иногда производители на табличке пишут, к примеру, 7.5 кВт, а по факту может быть 6 или 5.5 кВт, а обмотка двигателя не медная, а алюминиевая.
У нас был случай. Еще на заре запуска нашего производства сделали пробную закупку двигателей. Поставили на экструдер и смотрим, что он не тянет, не хватает мощности. Разобрали его, а он внутри оказался б/у (хотя снаружи новый). На табличке была указана мощность 4 кВт, но после пересчета обмотки двигателя оказалось всего 2 кВт.
Электродвигатель зернового экструдера
На фото выше представлен данный двигатель в разобранном виде.
На фото ниже, для сравнения, представлен новый двигатель 3кВт (слева) и тот самый «4 кВт» (справа)
Двигатель экструдера
Конечно, мало кто будет перепроверять двигатель путем его разбора. Но мы это пишем для того, чтобы вы знали где и на чем могут удешевлять стоимость экструдера нерадивые производители. Такой информацией с Вами мало кто поделится.
На экструдеры с подключением 380в мы ставим асинхронные 3-х фазные, а на 220 В – асинхронные 1-фазные двигатели. Мы не практикуем запускать 3-х фазные двигатели на конденсаторах (т.е. 3-х фазные на 220, потому что двигатель, рассчитанный на 380 В, при запуске на конденсаторах потребляет 100% мощности из сети, но за счет понижения напряжения мощность двигателя падает почти в 2 раза. Т.е. КПД снижается до 55%. Пример. 7.5 кВт на входе и 4.125 кВт на выходе.
Поэтому на ЭК-22 мы ставим чистый однофазник. На нем КПД 80% (На входе 3.8 кВт, на выходе 3 кВт) этого уже достаточно для нормальной производительности.
Следующий момент на который нужно обратить внимание при выборе экструдера – как реализован принцип подачи зерна в рабочую часть экструдера.
Экструдер кормовой: подача зерна
Зерновой экструдер требует равномерной подачи сырья, зерно за зерном с определенной скоростью. Если экструдер производит 50 кг/ч, то и сырье должно сыпаться ровной струйкой со скоростью 50 кг/ч. Нельзя порционно — упала горсть, следующие 5 сек нет, потом опять. Так экструдер работать не будет.
Мы добились равномерной подачи только с применением шнековых дозаторов с электроприводом. Регулируются изменением питающего напряжения на привод.
Как работает подача зерна в экструдер
На рынке есть более дешевые в изготовлении механизмы подачи зерна. Например, вибролоток. Приводится в действие от вала самого экструдера.
Минусы вибролотка для подачи зерна:
- отказывает, когда используются зерновые смеси с разной насыпной плотностью, разного диаметра и с разной гладкостью/шероховатостью. Через короткое время от вибраций зерносмесь расслоится — пшеница, просо стечет вниз, кукуруза всплывает вверх, ячмень окажется где-то по середине. Экструдер перестанет работать т.к. изменились входные характеристики по сырью. Второй момент – если несколько зерен окажутся больше, то они могут закупорить лоток и остановить поток;
- шумность работы. От вибролотков слишком много шума. И это большой минус.
- для регулировки потока сырья (увеличения, уменьшения) в экструдерах с вибролотком необходимо останавливать экструдер. Т.к. это жесткий механический привод от вала, менять размер и снова запускать. Это все неудобства.
Еще более дешевый способ подачи — бункеры с самотеком. Заслонку подняли, зерно сыпется. Где-то что-то застряло – перестало сыпаться. Про них говорить смысла нет, т.к. застревает чаще, чем течет.
Ступица – сердце экструдера
В основной массе экструдеров на рынке Украины применяется наборной шнек и корпус в рабочей части экструдера. Но основные недостатки данных моделей проявляются в момент обслуживания, так как снять секцию шнека без лома и паяльной лампы сильно затруднительно. Второй большой минус — шнек такой конструкции требует наличия упорного подшипника в ступице, который легко выходит из строя при неправильном использовании.
Мы разработали такую конструкцию рабочей части, что она не передает давление на вал ступицы, воздействуя на подшипник только вращением. Значит износ на подшипник идет только за счет натяжения ремня.
Ступица зернового экструдера
При этом применение качественного двурядного радиально-упорного подшипника дает ресурс 10000 часов нашим ступицам. По нашей статистике 85% наших ступиц отрабатывает заявленный ресурс.
В данном подходе плюсы и минусы меняются местами.
Ниже проиллюстрирована разница подшипников.
| Обычный радиальный подшипник | Двухрядный радиально-упорный подшипник |
Ресурс рабочих частей экструдеров
Ресурс рабочих частей зависит от марки стали, качества термической обработки и сырья, которое перерабатывается.
В наших экструдерах ресурс шнековой пары в ЭК-22 – 10-15 тонн сырья (максимальные показатели у кукурузы),
ЭК-50 – 15-20 тонн, ЭК-100 – 25-35 тонн сырья.
Мы делаем рабочие части из стали 40Х
Рабочие части зернового экструдера
Пульт управления экструдером
Мы стараемся сделать оборудование максимально комфортным и удобным, поэтому в наших экструдерах реализован реверсный ход двигателя (зачем используется реверс написано ниже) с помощью кулачкового переключателя. Это выходит дороже, т.к. данный переключатель стоит на порядок выше, чем обычная кнопка запуска. Некоторые производители обычно в этом месте экономят (для сравнения — самый дешевый односторонний переключатель – это 1 или 3х-фазная пусковая кнопка, которая стоит 40 грн., хороший односторонний переключатель от 200 грн., ПКП — от 500 грн.
Следующий блок статьи посвящен удобству работы с экструдером.
Удобство использования получившегося комбикорма
Результатом на выходе зернового экструдера может быть либо насыпной комбикорм, либо непрерывная палочка.
У экструдеров, которые выдают непрерывную палочку или трубочку есть один нюанс. Экструдированная масса на выходе экструдера высыхает и затвердевает. И что потом делать оператору с горой из застывшей непрерывной палочки комбикорма? Измельчать лопатой, топором или руками?
Комбикорм: непрерывная палочка
Более усложненный вариант экструдеров с непрерывной палочкой — это экструдеры со встроенным дополнительным механическим измельчителем.
Самые опасные (из-за открытых подвижных ножевых элементов), как на рисунке ниже.
Механизм измельчения зернового экструдера открытого типа
Они дешевле, но мы считаем, что свои пальцы дороже.
Есть экструдеры с более сложной модификацией измельчителя.
|
Экструдер (от лат.(латинский) extrudo — выталкиваю), машина для размягчения (пластикации) материалов и придания им формы путём продавливания через профилирующий инструмент (т. н. экструзионную головку), сечение которого соответствует конфигурации изделия. Процесс переработки материалов в Э. называется экструзией. В Э. получают главным образом изделия из термопластичных полимерных материалов (см. Пластические массы), используют их также для переработки резиновых смесей (в этом случае Э. часто называют шприц-машиной). С помощью Э. изготовляют плёнки, листы, трубы, шланги, изделия сложного профиля и др., наносят тонкослойные покрытия на бумагу, картон, ткань, фольгу, а также изоляцию на провода и кабели. Э. применяют, кроме того, для получения гранул, подготовки композиций для каландрирования, формования металлических изделий (об этом процессе см.(смотри) в ст. Прессование металлов, Порошковая металлургия) и других целей. Э. состоит из нескольких основных узлов: корпуса, оснащенного нагревательными элементами; рабочего органа (шнека, диска, поршня), размещенного в корпусе; узла загрузки перерабатываемого материала; силового привода; системы задания и поддержания температурного режима, других контрольно-измерительных и регулирующих устройств. По типу основного рабочего органа (органов) Э. подразделяют на одно- или многошнековые (червячные), дисковые, поршневые (плунжерные) и др. Первые Э. были созданы в 19 в. в Великобритании, Германии и США для нанесения гуттаперчевой изоляции на электрические провода. В начале 20 в. было освоено серийное производство Э. Примерно с 1930 Э. стали применять для переработки пластмасс; в 1935—37 паровой обогрев корпуса заменили электрическим; в 1937—39 появились Э. с увеличенной длиной шнека (прототип современной Э.), был сконструирован первый двухшнековый Э. В начале 1960-х гг. были созданы первые дисковые Э. Наибольшее распространение в промышленности получили шнековые (червячные) Э. (см. рис.). Захватывая исходный материал (гранулы, порошок, ленту и др.) из загрузочного устройства, шнек перемещает его вдоль корпуса. При этом материал сжимается [давление в Э. достигает 15—50 Мн/м2 (150—500 кгс/см2], разогревается, пластицируется и гомогенизируется. По частоте вращения шнека Э. подразделяются на нормальные (окружная скорость до 0,5 м/мин) и быстроходные (до 7 м/мин); по конструктивному исполнению — на стационарные и с вращающимся корпусом, с горизонтальным или вертикальным расположением шнека. Существуют Э. со шнеками, осуществляющими не только вращательное, но и возвратно-поступательное движение. Для эффективной гомогенизации материала на шнеках устанавливают дополнит, устройства (зубья, шлицы, диски, кулачки и т. д.). Получают распространение планетарно-вальцевые Э., у которых вокруг центрального рабочего органа (шпинделя) вращается несколько (4—12) дополнит, шнеков. Принцип действия дискового Э. основан на использовании возникающих в упруго-вязком материале напряжений, нормальных к сдвиговым. Основу конструкции такого Э. составляют 2 плоско-параллельных диска, один из которых вращается, создавая сдвиговые и нормальные напряжения, а другой неподвижен. В центре неподвижного диска имеется отверстие, через которое выдавливается размягченный материал. Дисковые Э. обладают более высокой пластицирующей и гомогенизирующей способностью, чем шнековые, но развиваемое ими давление формования ниже. Поэтому используют их главным образом как смесители-грануляторы или для подготовки материала перед загрузкой в шнековый Э. Преимуществами дискового и шнекового Э. обладает комбинированный Э. с независимыми приводами шнека и диска. Поршневой Э. из-за низкой производительности используют ограниченно, в основном для изготовления труб и профилей из реактопластов (см. Штранг-прессование пластмасс). Экструзионная головка состоит из обогреваемого корпуса, который крепится к Э., и формующего инструмента с отверстием, например в виде сужающейся к центру щели (при получении листов, плёнок) или кольцевого канала (при изготовлении труб или других изделий круглого сечения). Современные Э. — автоматизированные установки, производительность которых достигает 3—3,5 т/ч. Доля термопластичных полимерных материалов, перерабатываемых в Э., колеблется в разных странах в пределах 30—50%. Лит.: Бернхардт Э. (сост.), Переработка термопластичных материалов, пер.(перевод) с англ.(английский), М., 1962; Завгородний В. К., Калинчев Э. Л., Махаринский Е. Г., Оборудование предприятий по переработке пластмасс, Л., 1972; Оборудование для переработки пластмасс, М., 1976; Торнер Р. В., Теоретические основы переработки полимеров, М., 1977. М. Л. Фридман. Схема одношнекового горизонтального экструдера: 1 — двигатель; 2 — экструзионная головка; 3 — нагреватель корпуса; 4 — корпус; 5 — шнек; 6 — загрузочное устройство; 7 — упорный подшипник; 8 — редуктор.
|
Настройка g-кода PrusaSlicer — бета-документация Bob’s Project Notebook
G-код (или, точнее, G-код) — это язык программирования, используемый для станков с ЧПУ. Команды G-кода управляют движением и выдавливанием вашего 3D-принтера. Современные 3D-принтеры не являются интеллектуальными устройствами. Им не хватает вычислительной мощности даже элементарных настольных систем. Любые команды, вычисления или условные тесты выполняются в слайсере и , а не в принтере . Любое «программирование» должно выполняться во время нарезки.
PrusaSlicer поддерживает возможности условного g-кода, унаследованные от PrusaSlicer . Вы можете выполнять очень ограниченное «программирование» в слайсере. Страница руководства Slic3r по условному gcode предоставляет хорошее резюме доступных опций для условной генерации gcode. PrusaSlicer позволяет настроить g-код, который будет вставляться в разное время во время печати:
Заполнители
Если вы собираетесь заниматься 3D-печатью с опытом программирования, вы, вероятно, ищете переменные.Они известны как «заполнители» в 3D-печати и интерпретируются и применяются только во время среза.
Заполнители — это особенность слайсера, а не язык g-кода.
Доступные заполнители полностью зависят от используемого среза. Каждый слайсер поддерживает различные функции и параметры конфигурации. Эквивалентные функции могут быть недоступны между слайсерами.
Имена заполнителей для одинаковых настроек различаются между слайсерами.
Синтаксис использования заполнителя зависит от каждого слайсера. В PrusaSlicer имена заполнителей должны быть заключены в квадратные скобки (
[]). В Ultimaker Cura имена заполнителей должны быть заключены в фигурные скобки ({}).
К сожалению, это означает, что вам нужно потратить некоторое время на изучение поддерживаемых функций и синтаксиса для каждого слайсера.
PrusaSlicer заполнители
PrusaSlicer предлагает большое количество заполнителей, которые вы можете использовать в пользовательском g-коде.
Заполнители конфигурации
Большинство настроек PrusaSlicer можно использовать как заполнители. Есть два способа определить доступные имена настроек.
При использовании PrusaSlicer наведите указатель мыши на поле настройки, всплывающая всплывающая подсказка предоставит сводную информацию о настройке и определит имя параметра.
Если вы откроете файл
.gcode, нарезанный с помощью PrusaSlicer , настройки, используемые для нарезки, будут перечислены в конце файла.Любое имя параметра (слева от знака равенства (=) может использоваться как заполнитель.
При написании gcode поместите имя параметра в квадратные скобки (например, [layer_height] ). Во время среза заполнитель будет заменен значением этого параметра в сгенерированном gcode.
Вот наиболее часто используемые заполнители настроек PrusaSlicer .
Настройка | Заполнитель | Банкноты |
|---|---|---|
Температура слоя | [температура кровати] | Температура слоя для всех слоев, отмененная настройкой первого слоя. |
Температура первого слоя | [температура_первого_уровня] | |
Температура первого слоя | [температура_первого_слоя] | |
Модель принтера Prusa | [модель_принтера] | |
Диаметр сопла | [диаметр_ форсунки] | Используется во время печати для сравнения размеров сопел слайсера и текущего принтера.В настоящее время ограничены размерами сопел 0,25, 0,40 и 0,60 мм. |
Номер текущего слоя | [layer_num] | Используется только в gcode изменения слоя. |
Высота текущего слоя | [layer_z] | Используется только в gcode изменения слоя. |
Заполнители времени среза
Можно использовать ряд значений для вставки значений в ваш gcode при нарезке.Это полезно, например, для вставки gcode на основе текущего номера слоя или высоты слоя.
Вот наиболее часто используемые заполнители времени среза PrusaSlicer .
Настройка | Заполнитель | Банкноты |
|---|---|---|
Номер текущего слоя | [layer_num] | Высота текущего слоя в мм. |
Высота текущего слоя | [layer_z] | Высота верхнего края текущего слоя в мм. |
Условный g-код
PrusaSlicer поддерживает возможности условного g-кода, унаследованные от PrusaSlicer . Вы можете выполнять очень ограниченное «программирование» в слайсере. Страница руководства Slic3r по условному gcode предоставляет хорошее резюме доступных опций для условной генерации gcode.
Todo
Финиш условный g-код
Начало G-кода
Стандартный g-код, который поставляется с PrusaSlicer , работает нормально, но я обнаружил, что хочу настроить несколько вещей по своему вкусу. Я обновил свой стартовый g-код, чтобы включить несколько функций, которые я хочу использовать при каждой печати:
Двухэтапная процедура разогрева сопла «без просачивания» для ускорения запуска, но во избежание появления точек и полос, вызванных капанием расплавленной нити во время процессов выравнивания слоя сетки и нагрева слоя.
Расположите сопло подальше от поверхности печати PEI во время прогрева и запуска, чтобы не повредить поверхность печати.
PINDA разогревает для обеспечения постоянной температуры PINDA 35 ° C перед выполнением выравнивания сетчатого слоя для обеспечения стабильных результатов.
Модифицированная процедура печати основной линии для улавливания непослушной слизи из сопла, проверки экструзии и выполнения последнего действия по очистке, чтобы избежать образования нити между основной линией и началом печати.
Примечание
Эти примечания основаны на моем опыте работы с принтерами Prusa i3 Mk3 и Artillery / Evnovo Sidewinder X1 . Если вы используете другой принтер, убедитесь, что детали оборудования аналогичны. Эти страницы могут быть немного грубыми, поскольку я их пересматриваю и добавляю новый материал. Пожалуйста, регулярно проверяйте наличие обновлений.
Я включил эти функции в свои собственные настройки g-кода для PrusaSlicer .
Осторожно
Перед использованием любого из следующих примеров убедитесь, что вы откалибровали свой принтер и, в частности, настройки Live-Z.Эти процедуры перемещают сопло ближе к кровати и могут вызвать повреждение, если ваш принтер не отрегулирован должным образом.
Я не поклонник громких звуковых сигналов, тем более музыки, но я вставил несколько звуков щебета ( M300 S100 P10 ), чтобы обозначить прогресс на всем протяжении печати.
Вот построчная разбивка:
Контроль версий
Первые строки — это простые проверки даты, прошивки и настроек оборудования.
В строке 3 выполняется проверка модели принтера.Если вы сгенерировали gcode с помощью PrusaSlicer , настроенного для другого принтера, вы получите предупреждение.
Строка 4 выполняет проверку диаметра сопла. Если вы сгенерировали gcode с помощью PrusaSlicer для другого размера сопла, чем вы установили в меню настроек принтера, вы получите предупреждение. Обратите внимание, что прошивка в настоящее время поддерживает только сопла размером 0,25, 0,40 и 0,60 мм. Я отключаю эту проверку в настройках принтера.
В строке 5 выполняется проверка версии прошивки.Если вы распечатаете сгенерированный gcode на принтере, на котором установлена более старая версия микропрограммы, вы получите предупреждение о необходимости обновления. Вы можете нажать переднюю ручку, чтобы продолжить, и проигнорировать это предупреждение, но всегда рекомендуется обновить прошивку до последней версии, чтобы в полной мере воспользоваться расширенными функциями, которые Prusa постоянно добавляет в прошивку принтера и PrusaSlicer .
Листинг 1: PrusaSlicer start управление версиями g-кода
; Последнее обновление 20200215 M300 S40 P10; щебетать M862.3 P "[модель_принтера]"; проверка модели принтера M862.1 P [диаметр_ сопла]; проверка диаметра сопла М115 У3.7.2; скажите принтеру последнюю версию прошивки |
Инициализировать координаты перемещения и выдавливания
Следующая строфа устанавливает начальные координаты перемещения и выдавливания. Технически это не требуется, но если они установлены неправильно, они могут вызвать проблемы с печатью.
Листинг 2: PrusaSlicer : инициализация координаты начала g-кода
M117 Инициализация ; Установить режимы координат G90; использовать абсолютные координаты M83; относительный режим экструдера |
Инициализация
Следующий блок сбрасывает параметры печати, которые могут сохраняться после прерванного задания.
Строка 11 отключает объемную электронную (автоскоростную) печать.
Строка 12 сбрасывает скорость печати до 100%, если она была изменена с помощью передней ручки.
Строка 13 регулирует скорость экструзии (
M221) до 90% для слоев высотой более 0,32 мм. Я считаю это необходимым при использовании больших форсунок с очень высокими слоями.
Листинг 3: PrusaSlicer : инициализация параметра печати start g-кода
; Сброс скорости и скорости экструзии
M200 D0; отключить объемный е
M220 S100; сбросить скорость
M221 S {если layer_height> = 0.32} 90 {else} 100 {endif}; компенсировать толщину толстого слоя
|
Инициализировать температуру прогрева
Следующий блок устанавливает начальные температуры разогрева экструдера «в два этапа», чтобы избежать просачивания во время выравнивания слоя сетки.
Строка 16 устанавливает температуру экструдера (сопла) на 160 ° C (
S160), хорошую температуру «без грязи», которая размягчит большую часть нити, но не настолько горячая, чтобы нить вытекла из сопла. Это предотвратит образование точек нити и натяжения во время выравнивания слоя сетки.Строка 17 устанавливает температуру слоя выше указанной температуры слоя или 80 ° C. Это необходимо для того, чтобы кровать была достаточно горячей, чтобы согреть PINDA даже в холодные дни.
Примечание
Недавно я увеличил температуру до 80C из-за холодной погоды. См. Подробности в примечаниях к разминке PINDA.
Листинг 4: PrusaSlicer : начальные температуры запуска G-кода
; Установить начальную температуру разогрева
M117 Предварительный нагрев сопла
M104 S160; установить температуру экструдера без ила
M140 S {макс (температура_первого_слоя [0], 80)}; установить кровать PINDA температуру разогрева
; Разогрев сопла перед выходом домой, чтобы избежать попадания затвердевшего ила на поверхность PEI
M109 S160; дождитесь температуры разогрева экструдера перед выравниванием слоя сетки, охладите горячий PINDA
M300 S40 P10; щебетать
|
Начальное наведение
Следующая строфа готовится к первоначальному наведению.При запуске принтер не имеет возможности узнать, где находится экструдер в трехмерном пространстве, поэтому для определения известного положения необходимо наведение в исходное положение. Это необходимо для того, чтобы любая нить, свисающая с сопла, была достаточно мягкой, чтобы она могла сломаться или согнуться при опускании сопла на следующей линии. Это позволяет избежать образования вмятин на листе PEI в нижнем левом углу.
Листинг 5 PrusaSlicer : запуск форсунки G-кода
; Дом M117 Самонаведение G28 Вт; дом все без сетки уровень кровати |
Разминка PINDA
В следующем разделе ожидается, что датчик PINDA достигнет постоянной температуры перед автоматическим выравниванием слоя сетки.Дополнительные сведения о процедуре разминки PINDA см. В заметках о разогреве PINDA.
Линия 25 поднимает сопло на 3 мм, чтобы избежать возможного повреждения листа PEI во время движения сопла на следующих этапах.
Линия 26 перемещает сопло к центру (
X 125) назад (Y 180), чтобы обеспечить доступ к станине для окончательной проверки и очистки в ожидании разогрева PINDA на следующих этапах.
Примечание
Недавно я переместил положение покоя Y ближе к центру кровати, чтобы улучшить согревание PINDA.
Линия 27 опускает сопло и датчик PINDA близко к основанию (
Z 0,15 мм), чтобы помочь в нагревании датчика PINDA.Строка 30 выдает команду (
M860 S35), чтобы дождаться, пока датчик PINDA достигнет по крайней мере 35 ° C, всесторонне хорошей температуры для выравнивания слоя сетки. Учтите, что это может занять много времени (5-10 минут) на первом отпечатке в холодный день. Для последующих отпечатков он должен нагреться намного быстрее.Строка 31 устанавливает желаемую температуру слоя перед выравниванием слоя сетки, чтобы дать ему остыть до температуры, близкой к конечной температуре печати.
Линия 32 поднимает сопло на 3 мм (
Z3) для перемещения в качестве меры предосторожности перед быстрым перемещением вблизи поверхности печати.
Листинг 6 PrusaSlicer start g-code Разогрев PINDA
24 25 26 27 28 29 30 31 год 32 33 | ; Присутствует кровать для финальной уборки G0 Z3; Поднимите сопло перед перемещением G0 X125 Y180 F10200; Переместите форсунку в положение подогрева PINDA. G0 Z0.15 F10200; Опустите форсунку в положение подогрева PINDA. ; Дождитесь разогрева PINDA Разминка M117 PINDA M860 S35; дождитесь стабилизации температуры PINDA M140 S [температура_первого_слоя]; установить целевую температуру кровати G0 Z3; Поднимите сопло перед перемещением M300 S40 P10; щебетать |
Выравнивание и окончательная разминка сетчатого слоя
Теперь, когда PINDA нагревается до постоянной температуры, мы можем выполнить выравнивание сетчатого слоя.
Строка 36 выполняет фактическое выравнивание (
G80). С последними выпусками прошивки это будет выполнять выравнивание сетки 3×3 или 7X7 в соответствии с настройками в меню настройки принтера. После выравнивания форсунка вернется в исходное положение.Строка 37 хранит результаты выравнивания для использования с подключаемым модулем выравнивания сетки Octoprint Prusa.
Строка 41 поднимает сопло на 5 мм (
Z5), пока мы ждем, пока сопло разогреется до полной температуры печати.Это позволяет избежать возможного повреждения листа PEI под соплом, а также обеспечивает чистую линию заливки на следующих этапах.Строка 42 устанавливает конечную температуру слоя на заданную пользователем температуру, указанную в настройках слайсера. (Резервный со строкой 31 — удалить)
Строки 43 и 44 устанавливают (
M104) и ждут (M109) конечной температуры печати сопла, указанной в настройках слайсера.Строка 45 ожидает стабилизации температуры слоя перед печатью.
Листинг 7: PrusaSlicer : начало выравнивания слоя сетки с помощью кода g и окончательный прогрев.
34 35 год 36 37 38 39 40 41 год 42 43 год 44 45 46 | ; Выравнивание сетки M117 Выравнивающая сетка G80; выравнивание сетки M117 Сохранение результатов G81; сохранить результаты выравнивания сетки ; Заключительная разминка M117 Заключительная разминка G0 Z5; Поднимите сопло, чтобы избежать образования вмятин при нагревании сопла. M140 S [температура_первого_слоя]; установить конечную температуру кровати M104 S [температура_первого_слоя]; установить конечную температуру экструдера M109 S [температура_первого_слоя]; дождитесь конечной температуры экструдера M190 S [температура_первого_слоя]; дождитесь окончательной температуры постели M300 S40 P10; щебетать |
Основная линия
Как только температура хотэнда станет равной температуре, будет напечатана настраиваемая линия праймера.Я немного поправил линейку болотных стандартов.
Линия 49 опускает сопло (
Z0.15) в исходное положение для печати.Строка 50 отключает линейное продвижение (
M900 K0) для печати основной строки. При включенном LA я часто получаю отвлекающие щелчки и пропуски экструдера при печати начальной толстой линии.Строка 52 перемещается в исходное положение основной линии слева (
X = 0) переднего (Y = -3) положения кровати.Линия 53 экструдирует исходный 2-миллиметровый «пузырек» нити без движения (
G1 E2без движения по оси X или Y), чтобы улавливать любые остатки слизи или нити на сопле.Линия 54 выдавливает 6 мм нити (
E6) при перемещении на 20 мм по оси X (X20.0).Line 55 выдавливает 3,2 мм нити (
E3.2), перемещая еще 40 мм по оси X (X60).Линия 56 экструдирует 6 мм нити (
E6), в то время как movi
Экструдер для извержения — команда CoFH
Физика Minecraft — это весело!
Огнеупорный экструдер , или для краткости экструдер , представляет собой
машина, которая смешивает горячие и холодные жидкости для создания предметов.
Получение
Размещенный экструдер для сжигания углеводородов можно сразу же подобрать, разобрав его с помощью
гаечный ключ. Его конфигурация сохраняется в элементе. Это может
также можно добыть с помощью кирки, хотя
это может быть намного медленнее.
Ремесло
Обновление
Магматический экструдер изначально находится на самом низком уровне (базовом). Может быть
повышен до более высокого уровня с помощью комплектов обновления и
комплекты для переоборудования.
Использование
Размещение
При размещении огненный экструдер обращен к игроку.Он может столкнуться с любым из четырех
стороны света и могут вращаться с помощью гаечного ключа.
Обработка
Огненный экструдер может быть настроен на смешивание определенной пары жидкостей в
определенный предмет по одному из доступных рецептов.
Когда входные баки экструдера для взрывоопасных газов заполнены не менее 1000 мБ
жидкости, соответствующие настроенному рецепту, машина начнет потреблять
Redstone Flux для создания выходного элемента рецепта. Каждые
Произведенный предмет требует определенного количества энергии и двух жидкостей.Когда достаточно
энергия была израсходована для элемента, вход потреблен, а выход
помещен в выходной слот.
Скорость, с которой огненный экструдер производит предметы, зависит от того, сколько энергии
его можно использовать за тик. Это, в свою очередь, зависит от того, сколько мощности подается,
и о максимальной мощности машины. Базовый экструдер имеет максимальную мощность
использование 20 рф / тн. Это можно увеличить, обновив машину до более высокой.
уровень, и установив определенные дополнения.
Вход и выход
Жидкости и предметы могут входить и выходить из огнестойкого экструдера через его стенки.Каждые
сторона экструдера может соответствовать его входным резервуарам, выходному пазу или обоим
в то же время.
Огнеупорный экструдер может автоматически переносить предметы с любых сторон,
непосредственно соответствуют его выходному слоту. Это называется автоматическим выводом и происходит
всякий раз, когда машина заканчивает обработку элемента, или каждые 32 тика (1,6
секунд), если машина неактивна.
Базовый экструдер для вулканизации может автоматически выводить до 16 изделий за раз. Этот
Сумма может быть увеличена путем улучшения машины до более высокого уровня.
Какие стороны соответствуют каким резервуарам / слотам и включен ли автоматический вывод
можно настроить на вкладке «Конфигурация» в графическом интерфейсе пользователя.
Редстоун контроль
Огненный экструдер может быть настроен на реагирование на
сигналы красного камня. Это может быть в одном
трех режимов:
- Игнорируется
- Управление редстоуном отключено. Экструдер работает по возможности. Это
режим по умолчанию. - Низкий
- Экструдер работает, когда не подключен к .При питании перестает работать.
- Высокая
- Экструдер работает только при включенном питании.
Текущий режим можно установить с помощью вкладки Redstone Control в графическом интерфейсе пользователя.
Безопасность
Огнеупорный экструдер может иметь сигнальную защиту
Блокировка установлена, чтобы ограничить доступ к ней.
Отпечатки
Конфигурация огнестойкого экструдера может быть сохранена на
редпринт для копирования на другие экструдеры.
Источник света
Когда активен огненный экструдер, он излучает уровень света 14.
Уровни
Экструдеры для магматических газов бывают пятиуровневыми.
| Уровень | Макс. потребление энергии | Слоты для дополнений | Макс. шт. на автоперенос |
|---|---|---|---|
| Базовый | 20 РФ / т | 0 | 16 |
| Закаленная | 30 РФ / т | 1 | 16 |
| усиленный | 40 РФ / т | 2 | 28 |
| Сигнал | 50 РФ / т | 3 | 44 |
| Резонансный | 60 РФ / т | 4 | 64 |
Что такое экструзия? (с изображениями)
Экструзия, от латинского причастия прошедшего времени extrudere , означающего «выталкивать наружу», относится как к процессу, в котором материал проталкивается через матрицу или серию головок, чтобы придать ему форму, так и к продукт этой операции.Этот процесс используется в быту и на производстве. Формы, которые чаще всего создаются таким способом, включают круглые объекты, такие как трубы, стержни и трубы, прямоугольные объекты, такие как сплошные и полые стержни, а также пластины. Этот термин также относится к излиянию лавы из вулкана.
Веревки из глины выдавливаются через настольную шлифовальную машину.
В домашних условиях наиболее известным примером экструзии может быть кондитерский мешок. Используемый для формования печенья и заморозки тортов, кондитерский мешок выдавливает глазурь или тесто через наконечник, который формирует выход. Это делается короткими сериями, чтобы быстро создать набор идентичных предметов. Кухонное оборудование, которое производит макароны или колбасы, также может иметь экструдер, который формирует готовый продукт. Очень популярная игрушка-экструдер продается с компаундом для моделирования, в котором пользователь выбирает матрицу и скользит ею по передней части машины, вставляет мягкий материал и нажимает на ручку, чтобы произвести длинные или короткие кусочки глины желаемой формы. .
Излияние лавы из вулкана можно назвать экструзией.
В производстве экструзия используется для различных материалов, включая металл, пластик, керамику и продукты питания.Разные материалы подвергаются этому процессу для изготовления разных типов продуктов. Медь экструдируется для изготовления труб для водопровода, а алюминий используется для изготовления оконных рам, направляющих и перил. Сталь прессуется в гусеницы или стержни, и таким образом производятся некоторые титановые детали самолетов. Экструзия пластика приводит к получению множества форм, включая цилиндрические трубы, трубы и стержни, рельсы и очень тонкие прямоугольные поверхности, которые характеризуются как листы или пленки.
Производство продуктов питания использует экструзию способами, выходящими за рамки того, что возможно на стандартной домашней кухне.С помощью этого процесса готовятся сырные завитки и другие закуски, паста, крупы и питательные батончики, как и ряд кормов для домашних животных. Фактически, экструдированные продукты питания — это специальность пищевой науки, и за этими процессами следят ученые, имеющие подготовку и опыт в этой конкретной области производства продуктов питания.