Колодезные кольца Кашира — по лучшей цене от компании «КАРУС+»
Кольца колодезные производство в Кашире
Кольца колодезные пазогребневые
Кольца колодезные изготавливаются по ГОСТу 8020-90
Где используются колодезные кольца?
ЖБ кольца используются для сооружения колодцев различного типа: водопроводных, канализационных, газопроводных, смотровых. Для разных типов колодцев используются различные кольца – они отличаются диаметром, высотой и массой.
Маркировка колодезных колец
Кольца железобетонные обычно обозначаются буквами КС, КЦ, КЦП, КЦД, К, далее в маркировке идет цифра, соответствующая диаметру данного ЖБИ кольца.
Стандартные кольца колодцев могут иметь диаметр от 70 см до 2 м. Высота колодезных колец 10-90 см. В соответствии с размерами кольца бетонные могут иметь массу от 43 до 1470 кг.
При строительстве колодцев также предполагается применение плит днищ и плит перекрытий, соответствующих диаметру кольца. Колодезные плиты днищ маркируются как ПН и ПД, а плиты перекрытий – ПП и ПК.
Колодезные плиты днищ маркируются как ПН и ПД, а плиты перекрытий – ПП и ПК.
Предлагаемые ЖБИ кольца колодцев изготавливаются с применением бетона М200-500 в полном соответствии с ГОСТ 8020-90.
Типы колодезных колец
Различают три основных типа кольца колодцев. Бетонные кольца маркируют по диаметру, можно встретить кольца колодцев КС-10, КС-15 и КС-20. Они имеют диаметр 100, 150 и 200 см соответственно. Все кольца для колодца имеют одинаковую высоту, равную 90 см. Сегодня также можно встретить так называемые доборные кольца, такие как, например, КС-7-5 (диаметр 70 см, высота 50см).
Технология производства колодезных колец
Производство ЖБИ колец
Кольца железобетонные
. Можно сказать, что технология их изготовления более чем проста. Вначале форму кольца для колодца устанавливают на специальный металлический поддон или ровный пол. Затем в данную форму закладывают арматуру, а после этого форма кольца жби заливается уже готовым бетонным раствором. Далее в процессе изготовления кольца, включается вибрация и смесь постепенно утрамбовывается. При необходимости в ходе изготовления жби кольца добавляют новый раствор бетона. И наконец, завершающим этапом изготовления бетонных колец можно назвать перемещение формы кольца на новое место, после чего весь процесс повторяется вновь. Все железобетонные кольца изготавливают по специальным рабочим чертежам “Изделия железобетонные для круглых колодцев водопровода и канализации” серии 3.900.1-14. Железобетонные колодезные кольца кольца соответствуют всем необходимым стандартам и требованиям.
Далее в процессе изготовления кольца, включается вибрация и смесь постепенно утрамбовывается. При необходимости в ходе изготовления жби кольца добавляют новый раствор бетона. И наконец, завершающим этапом изготовления бетонных колец можно назвать перемещение формы кольца на новое место, после чего весь процесс повторяется вновь. Все железобетонные кольца изготавливают по специальным рабочим чертежам “Изделия железобетонные для круглых колодцев водопровода и канализации” серии 3.900.1-14. Железобетонные колодезные кольца кольца соответствуют всем необходимым стандартам и требованиям.
Преимущества колодезных колец
Железобетонные кольца пользуются широкой популярностью, вследствие следующих эксплуатационных характеристик:
• долговечность, которая обеспечивается входящими в состав изделия материалами: бетоном и стальным каркасом из арматуры;
• высокая прочность, поскольку железобетонное кольцо обладает отличной устойчивостью к сжимающим нагрузкам;
• водонепроницаемость;
• быстрота установки, требующая небольших временных затрат при отсутствии специальных навыков;
• простое обслуживание и ремонт, поскольку чистить гладкую поверхность и заменить кольцо в таком колодце легче, чем отремонтировать кирпичный или деревянный;
• низкая стоимость, доступная как для предприятий, так и частных лиц;
• многофункциональность, так как колодезные кольца широко используются не только при возведении колодцев различной глубины, но и тоннелей теплосетей, электросетей, телефонных кабелей, а также коммуникационных систем.
Применение бетонных колец
На сегодняшний день ЖБИ-кольца нашли довольно широкое применение при монтаже:
• смотровых колодцев;
• колодцев фильтрационного вида;
• водоотводных колодцев;
• отдельных очистительных сооружений — септиков и выгребных ям;
• несъемной опалубки при строительстве фундаментов;
• канав и траншей водоотведения.
Популярность изделий обусловлена доступной ценой и экологичностью материала.
Маркировка колодезных колец
Железобетонные кольца маркируются с использованием цифровых и буквенных групп. Буквы обозначают вид изделия:
• КO — опорное кольцо;
• КВГ – кольца, служащие рабочими камерами колодцев в водопроводных и газопроводных инженерных системах;
• КС — кольцо стеновое, применяемое в рабочих камерах и узких горловинах колодцев;
• КФК – кольца, выполняющие роль рабочей камеры в системах водоотведения и канализации;
• КЛК – кольца для камер систем ливневой канализации и водосточных колодцев.
Первая цифра указывает на внутренний диаметр в дециметрах, а последняя обозначает высоту изделия.
Компания «КАРУС+- предлагает качественные кольца колодезные, предназначенные для монтажа колодцев в мокрых, сухих и просадочных грунтах. Безусловно, только железобетонные изделия, выполненные по стандартам ГОСТ и приобретенные в специализированных организациях, способны прослужить десятки лет.
Заказать колодезные кольца с доставкой +7-916-385-22-93
Кольца №1 | ПРОИЗВОДСТВО И РЕАЛИЗАЦИЯ ЖЕЛЕЗО-БЕТОННЫХ КОЛЕЦ В УФЕ
Преимущества колодезных колец
Железобетонные кольца пользуются широкой популярностью из-за своих эксплуатационных характеристик:
- долговечность, которая обеспечивается входящими в состав изделия бетоном и стальным каркасом из арматуры;
- высокая прочность, поскольку железобетонное кольцо обладает отличной устойчивостью к сжимающим нагрузкам;
- водонепроницаемость;
- быстрота установки, требующая небольших временных затрат при отсутствии специальных навыков;
- простое обслуживание и ремонт, поскольку чистить гладкую поверхность и заменить кольцо в таком колодце легче, чем отремонтировать кирпичный или деревянный;
- низкая стоимость, доступная как для предприятий, так и частным лицам;
- многофункциональность, так как колодезные кольца широко используются не только при возведении колодцев различной глубины, но и тоннелей теплосетей, электросетей, телефонных кабелей, а также коммуникационных систем.

Применение бетонных колец
На сегодняшний день ЖБИ-кольца нашли довольно широкое применение при монтаже следующих объектов:
- смотровых колодцев;
- колодцев фильтрационного вида;
- водоотводных колодцев;
- отдельных очистительных сооружений — септиков и выгребных ям;
- несъемной опалубки при строительстве фундаментов;
- канав и траншей водоотведения.
Популярность изделий обусловлена доступной ценой и экологичностью материала.
Маркировка колодезных колец
Железобетонные кольца маркируются с использованием цифровых и буквенных групп. Буквы обозначают вид изделия:
- КO — опорное кольцо;
- КВГ — кольца, служащие рабочими камерами колодцев в водопроводных и газопроводных инженерных системах;
- КС — кольцо стеновое, применяемое в рабочих камерах и узких горловинах колодцев;
- КФК — кольца, выполняющие роль рабочей камеры в системах водоотведения и канализации;
- КЛК — кольца для камер систем ливневой канализации и водосточных колодцев.

Первая цифра указывает на внутренний диаметр в дециметрах, а последняя обозначает высоту изделия.
Бетонные кольца для септика | Колодезные ЖБИ кольца
| Бетонное кольцо КС7-3 |
для септика, для колодца, для канализации.
Масса 122 кг
| Бетонное кольцо КС7-6 |
для септика, для колодца, для канализации.
Масса 244 кг
| Бетонное кольцо КС7-9 |
для септика, для колодца, для канализации.
Масса 366 кг
| Бетонное кольцо КС10-6 |
для септика, для колодца, для канализации.
**Наличие продукции уточняйте у менеджеров
Масса 366 кг
| Бетонное кольцо КС10-9 |
для септика, для колодца, для канализации.
Масса 550 кг
| Бетонное кольцо КС14-6 |
для септика, для колодца, для канализации.
**Наличие продукции уточняйте у менеджеров
Масса 460 кг
| Бетонное кольцо КС14-9 |
для септика, для колодца, для канализации.
Масса 700 кг
| Бетонное кольцо КС15-6 |
для септика, для колодца, для канализации.
Масса 560 кг
| Бетонное кольцо КС15-9 |
для септика, для колодца, для канализации.
**Наличие продукции уточняйте у менеджеров
Масса 850 кг
| Бетонное кольцо КС17-6 |
**Наличие продукции уточняйте у менеджеров
Масса 730 кг
| Бетонное кольцо КС17-9 |
Масса 1100 кг
| Бетонное кольцо КС20-6 |
для септика, для колодца, для канализации.
**Наличие продукции уточняйте у менеджеров
Масса 900 кг
| Бетонное кольцо КС20-9 |
для септика, для колодца, для канализации.

Масса 1350 кг
* ВСЕ цены на железобетонные кольца, указанные на сайте, актуальны!
Обозначение бетонных колец — КС
Бетонные кольца для септиков, колодцев, канализации и т.п. — обозначаются буквами “КС”, что означает кольцо стеновое.
Применение железобетонных колец
Сегодня железобетонные кольца находят широкое применение в строительстве. Они используются для устройства смотровых и водяных колодцев, приямков, систем канализации и водопровода. Поэтому этот вид железобетонных изделий в настоящий момент времени производится достаточно активно.
Бетонные кольца для колодцев представляют собой конструкцию круглой формы. Такими железобетонными изделиями часто пользуются владельцы частных домов и садовых участков при устройстве септиков, строительстве водопроводных и канализационных колодцев, а также прочих подземных сооружений.
Ещё кольца железобетонные применяются для устройства питьевых колодцев (когда воду необходимо поднимать с глубины), или в качестве приямков для установки скважинного насоса.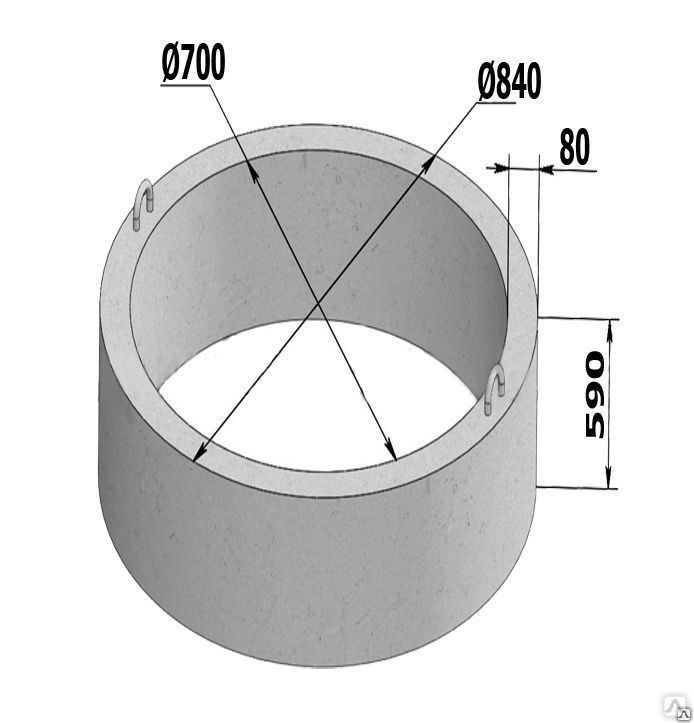
Особенности производства бетонных колец для септиков, канализации и колодцев.
Производство бетонных колец нашей компанией соответствует ГОСТ 8020-90 и ТУ. По этим стандартам их высота может составлять от 15 до 90 см, а диаметр 0,7 до 2-х метров. Толщина стенок колец составляет от 7 до 10 см.
В изготовлении железобетонных колец применяется сетка из проволоки ВР-1 и тяжелый бетон.
Высококвалифицированные сотрудники и качественное заводское оборудование позволяют нам производить кольца для колодцев достойного качества по разумной цене.
ЖБ кольца для колодцев или колодезные кольца
Возведение канализационных, водопроводных и смотровых колодцев из желехобетонных колец является наиболее экономичным по цене, в сравнении с монолитным строительством и кладкой кирпичом. Применяя бетонные кольца для канализации, Вы экономите деньги при пересчете цены на систему канализации, в целом.
В текущем разделе Вы можете купить железобетонные кольца для септика, канализации, различных колодцев. Достаточно выбрать необходимое бетонное кольцо и положить нужное количество в корзину. Оформление заказа на покупку жб колец займет у Вас не более 10 секунд. Заполните необходимые данные, отправьте заказ и менеджер свяжется с Вами.
Достаточно выбрать необходимое бетонное кольцо и положить нужное количество в корзину. Оформление заказа на покупку жб колец займет у Вас не более 10 секунд. Заполните необходимые данные, отправьте заказ и менеджер свяжется с Вами.
Процесс производства обручального кольца
| Образовательный центр Джеймса Аллена
МОДЕЛИРОВАНИЕ
Изготовление украшений начинается с модели. Существует 2 основных способа построения модели.
Вручную
Опытные мастера либо вырезают рисунок из воска, либо соединяют различные металлические элементы для создания мастер-модели.
С помощью компьютера (CAD)
Компьютерные дизайнеры используют специальные программы для создания изображений, позволяющих воссоздать мельчайшие детали.
CAM
Компьютерные дизайнеры используют специальные программы для создания изображений, позволяющих воссоздать мельчайшие детали.
ИЗГОТОВЛЕНИЕ ФОРМ И ЛИТЬЕ
После того, как у вас есть модель, изготавливается литейная форма. Форма позволяет дублировать модель столько раз, сколько вы хотите, из любого металла. Горячий воск под давлением впрыскивается в форму и удаляется при остывании, которая служит моделью отливки.
Воски сгруппированы вместе на восковом дереве с другими стилями, которые должны быть отлиты из того же металла и цвета.
Восковое дерево заливается в форму, куда заливается гипс. Форма запекается в течение ночи, и воск вытапливается. Это оставляет пустую полость колец.
Металл нагревается до экстремальных температур и превращается в жидкость. Металл вакуумируется в гипсовую форму с уже пустой полостью колец.
ЮВЕЛИРНОЕ ДЕЛО
При заказе типа кольца заказываются различные металлические компоненты в соответствии со спецификациями желаемого кольца.Эти компоненты собираются вместе и обрезаются по размеру. Мы либо припаиваем, либо лазером металл, чтобы приварить его к нужному центральному камню и размеру пальца. Поскольку платина требует такой высокой температуры, ее всегда сваривают лазером.
Затем кольца проходят ряд этапов полировки, чтобы подготовить их к закрепке камнями. Бриллианты и драгоценные камни выбираются в соответствии со спецификациями стиля с точностью до 0,01 мм. Цвет, чистота и огранка каждого акцентирующего бриллианта или драгоценного камня проверяются дважды.
С помощью специальных сверл, имеющих форму ромба, в металле вырезаются подшипники. Каждый камень вставлен в подшипник и закреплен окружающим металлом. Существует несколько различных способов крепления камней к украшениям.
ПОЛИРОВКА И ОТДЕЛКА
Когда кольцо собрано и камни установлены, пора заканчивать работу.
Используя полировальные круги разных размеров и форм, а также полировальные щетки, мы можем получить доступ к каждой части ювелирного изделия — изнутри и под галереей.
Завершающий этап полировки называется притиркой. Притирка обеспечивает гладкую высококачественную поверхность кольца.
Поскольку белое золото не является чисто белым, оно требует покрытия. Мы покрываем наши украшения, прикрепляя электроды, а затем погружая их в раствор родия. Родий — чистый белый металл.
Методы изготовления колец | Данфорт Даймонд
Методы изготовления колец
Ювелиры используют множество различных методов для создания помолвочного и обручального кольца с бриллиантом.Хотя все они вполне приемлемы, некоторые могут быть предпочтительнее других. Какое обручальное кольцо с бриллиантом подойдет именно вам?
Паянные обручальные кольца
Некоторые обручальные кольца изготавливаются из проволоки. Ювелир берет предварительно нарезанный отрезок проволоки, обычно полукруглый (профиль в форме буквы «D») или плоский (прямоугольный профиль). Затем проволока будет сформирована вокруг кольцевой оправки до требуемого размера, а два конца спаяны вместе. После шлифовки и полировки обручальное кольцо с бриллиантом будет доведено до товарного качества.В этот момент будет почти невозможно увидеть соединение припоя. Хотя в этом типе колец нет ничего плохого, в конечном итоге пайка станет видимой, потому что припои имеют тенденцию тускнеть гораздо быстрее, чем сплавы каратного золота.
Хотя в этом типе колец нет ничего плохого, в конечном итоге пайка станет видимой, потому что припои имеют тенденцию тускнеть гораздо быстрее, чем сплавы каратного золота.
Бесшовные обручальные кольца и обручальные кольца с бриллиантами
В Danforth Diamond все наши обручальные кольца изготавливаются из холоднодеформированных трубок, что делает их бесшовными и не требует пайки. Кольцевые «заготовки» вырезаются из длинного отрезка трубы, обрабатываются по размеру и профилируются в соответствии с вашим запросом.Мало того, что этот тип обручального кольца с бриллиантом лучше изнашивается со временем, предлагая значительно улучшенную стойкость к потускнению по сравнению с припаянным типом, без соединения, эти кольца также являются гораздо более прочной альтернативой.
Начните покупать наши помолвочные кольца с бриллиантами или обручальные кольца уже сегодня.
Инвестиционная отливка или штамповка?
Есть два других метода изготовления ювелирных изделий. Это литье по выплавляемым моделям и штамповка.
Это литье по выплавляемым моделям и штамповка.
Литье по выплавляемым моделям
Этот метод использовался ювелирами на протяжении тысячелетий.Он включает в себя взятие восковой модели кольца, которое вы выбрали, и помещение ее в «инвестицию» — наподобие высокотемпературного гипса. После высыхания воск удаляется из паковочной формы путем «выжигания» в печи, а затем нагревается до температуры, подходящей для введения жидкого металла. Затем ювелир расплавляет заряд каратного золота или платины и помещает его в полость, воспроизводя выбранное вами кольцо.
Вырубка штампа
Вырубка штампа несколько отличается.Как правило, металлическая заготовка отливается и уменьшается в размерах путем прокатки. Требуемая окончательная форма «чеканится» в штампе с использованием того же основного процесса, что и чеканка монеты. Если штамп имеет полированные поверхности, то изготовленная деталь также будет иметь полированную поверхность.
Какой метод изготовления колец лучше?
Хотя можно утверждать, что штампованные кольца имеют превосходную металлическую «структуру» с нулевой пористостью и дефектами, не все формы и конструкции могут быть изготовлены таким образом. Ювелиру также относительно дорого производить штампы для этого.Литье по выплавляемым моделям позволяет ювелиру гибко изготавливать сложные конструкции, но этот процесс может привести к получению колец с некоторой пористостью, а также размер компонента может быть не таким точным, как эквивалентная штамповка. На самом деле, ни один из методов изготовления ювелирных изделий не работает лучше, чем другой, это просто зависит от того, чего вы хотите.
Ювелиру также относительно дорого производить штампы для этого.Литье по выплавляемым моделям позволяет ювелиру гибко изготавливать сложные конструкции, но этот процесс может привести к получению колец с некоторой пористостью, а также размер компонента может быть не таким точным, как эквивалентная штамповка. На самом деле, ни один из методов изготовления ювелирных изделий не работает лучше, чем другой, это просто зависит от того, чего вы хотите.
Какой метод изготовления колец использует Danforth Diamond?
Danforth Diamond использует штампованные детали для изготовления обручальных колец везде, где это возможно, а также использует литые детали для создания самых сложных дизайнов.Так что в Danforth Diamond вы получаете лучшее из обоих миров.
Воспользуйтесь ссылками ниже, чтобы узнать больше о металле:
Теперь, когда вы узнали все о металле; используйте свои знания, чтобы купить идеальное обручальное кольцо с бриллиантом.
Процесс производства колец
Ювелиры используют множество различных методов для создания вашего уникального помолвочного и обручального кольца. На Wedding-rings.co.uk все кольца полностью ручной работы.Изготовление колец вручную обеспечивает идеальную отделку и дает вам действительно уникальное кольцо. Рассмотрим этапы производственного процесса.
Расплав
Мы начинаем с расплавления металла, необходимого для каждого сплава. Как правило, это выполняется ежемесячно большими партиями. Каждый металл/сплав, такой как 18-каратное желтое золото/платина, имеет отдельный сплав. Затем каждый расплав заливают в форму, которая формирует сплав в слиток или брусок.
Лист для изготовления
Прокатный пресс используется для прокатки прутка выбранного сплава в лист. Процесс прокатки не только увеличивает твердость сплава, но и устраняет пористость, что в конечном итоге позволяет получить металл очень высокого качества.
Штамповка
Листовой сплав помещается в вырубной пресс, который штампует бесшовные кольцевые заготовки из листа под высоким давлением.
Прокат
Каждая кольцевая заготовка закрепляется за заказчиком и раскатывается/расширяется до требуемых приблизительных размеров.
Обработка
Заготовки колец с заданными размерами обрабатываются на токарном станке до формы кольца (D-образной формы и т. д.), ширины и глубины, требуемой заказчиком. На этом этапе на кольцо наносятся необходимые декоративные узоры. После завершения обработки кольцо отправляется на клеймение в пробирную палату.
Полировка
После клеймения заготовки для колец полируются вручную внутри, снаружи и по бокам кольца.Если кольцо требует определенной отделки (например, атласной), то именно на этом этапе она будет применена.
Алмазная закрепка
Для некоторых колец требуются бриллианты/драгоценные камни. Все бриллианты отбираются нашим штатным экспертом по бриллиантам, а затем передаются установщику бриллиантов для ручной закрепки.
Все бриллианты отбираются нашим штатным экспертом по бриллиантам, а затем передаются установщику бриллиантов для ручной закрепки.
Гравировка
Мы используем мощный лазерный гравировальный станок для гравировки наших колец, который обеспечивает очень высокое качество глубокой гравировки.
Отделка
К этому моменту кольцо будет в основном готово, но потребуется окончательная быстрая полировка, чтобы обеспечить идеальное поверхность кольца.Кольца, которые требуют покрытия родием, такие как 9-каратное и 18-каратное белое золото, также будут покрыты на этом этапе.
Контроль качества
Это последний этап, на котором проверяется каждое кольцо, чтобы убедиться, что оно соответствует не только требованиям покупателя, но и нашим собственным очень высоким стандартам.
Как делают кольца с бриллиантами? Наш процесс
Ювелирное дело — искусство, требующее точности и мастерства. При изготовлении колец с бриллиантами необходимо предпринять несколько шагов, таких как проектирование и литье, полировка и проверка качества. В этой статье мы обсудим, как изготавливаются кольца с бриллиантами и процесс, которому мы следуем.
Как делают кольца с бриллиантами? В шагах
Шаг 1 — Создание дизайна
Шаг 2 — Изготовление восковой модели и отливка колец
Шаг 3 — Размер колец
Этап 5 — Установка камней
Этап 6 — Полировка колец и родирование
Этап 7 — Заключительные проверки контроля качества
1.Дизайн колец с бриллиантами
Каждое кольцо с бриллиантом, будь то помолвочное или обручальное кольцо, начинает свою жизнь как идея или видение. Исходя из этого, дизайнер создает эскиз вручную или с помощью компьютерного проектирования (САПР), чтобы воплотить свою идею в жизнь. После того, как дизайн готов, начинается производственный процесс.
Исходя из этого, дизайнер создает эскиз вручную или с помощью компьютерного проектирования (САПР), чтобы воплотить свою идею в жизнь. После того, как дизайн готов, начинается производственный процесс.
2. Изготовление восковой модели и отливка
Следующим шагом является создание восковой модели кольца. Следуя дизайну, мастер использует различные типы воска и инструменты для резьбы по воску, чтобы вырезать модель кольца.После завершения он должен выглядеть как копия дизайна кольца.
Затем по восковой модели изготавливается гипсовая форма, которую можно копировать столько раз, сколько необходимо. Когда требуется особый стиль кольца, горячий воск впрыскивается в гипсовую форму и удаляется после ее остывания. Это служит моделью для литья.
Восковые модели различных стилей колец объединены в так называемое «восковое дерево». Это делается для того, чтобы все кольца, которые должны быть отлиты из определенного металла, были вместе. Восковые деревья помещают в формы и заливают гипсом, чтобы создать форму. Затем их запекают при высокой температуре, чтобы испарить восковые модели внутри и оставить после себя полость стилей колец, готовых для заполнения металлом.
Восковые деревья помещают в формы и заливают гипсом, чтобы создать форму. Затем их запекают при высокой температуре, чтобы испарить восковые модели внутри и оставить после себя полость стилей колец, готовых для заполнения металлом.
Металл превращается в жидкость при нагревании до экстремальных температур. Затем желаемый металл вакуумируется в гипсовую форму с полостью кольцевых стилей. Металл затвердевает, образуя необработанные отливки колец.
3. Подготовка и калибровка колец
Необработанные отливки извлекаются по отдельности и подготавливаются к калибровке.По каждому кольцу аккуратно постукивают молотком и нагревают, чтобы правильно подобрать размер. Затем ему придают форму и обрабатывают тонким абразивным резиновым кругом. Затем остальная часть кольца подготавливается к процессу предварительной полировки.
4. Предварительная полировка
Во время предварительной полировки используются различные швабры и полировальные пасты различных марок, чтобы металл выглядел лучше и подготовил кольцо к установке.
5. Закрепка бриллиантов или драгоценных камней
Если используется несколько бриллиантов, например, в вечном кольце или обручальном кольце, бриллианты измеряются и подбираются перед закрепкой.Затем бриллианты или драгоценные камни вставляются в кольцо с помощью специальных инструментов.
6. Полировка и родиевое покрытие кольца
Затем кольцо отправляется на полировку, на этот раз с использованием более тонких полировальных составов. По желанию заказчика, это когда любые кольца из белого золота покрываются родием, чтобы защитить металл от царапин и позволить ему сохранить свой ярко-белый цвет.
7. Контроль качества
Наконец, каждое кольцо проходит контроль качества и проверяется под 10-кратным увеличением, чтобы убедиться, что оно соответствует нашим высоким стандартам, прежде чем оно будет доставлено нашим клиентам.
Все наши украшения изготавливаются на заказ и могут быть персонализированы по вашему желанию. Ознакомьтесь с нашим ассортиментом колец с бриллиантами онлайн или узнайте больше о наших услугах по изготовлению ювелирных изделий с бриллиантами на заказ, если вы хотите создать уникальное кольцо.
Ознакомьтесь с нашим ассортиментом колец с бриллиантами онлайн или узнайте больше о наших услугах по изготовлению ювелирных изделий с бриллиантами на заказ, если вы хотите создать уникальное кольцо.
Как делают кольца с бриллиантами — Полный процесс
Вы когда-нибудь задумывались, как делают кольца с бриллиантами?
Если у вас на пальце сверкает обручальное кольцо, возможно, вы задаетесь вопросом, как оно было сделано.
Одного взгляда на все замысловатые, крошечные бриллиантовые детали на ободе кольца достаточно, чтобы понять, что создание украшений как таковых требует невероятного мастерства.Работа с мелкими и хрупкими материалами требует большого терпения и твердой руки, особенно при следовании традиционным методам.
В наши дни 3D-печать открыла совершенно новый мир возможностей в области изготовления колец и ювелирных изделий. Это означает, что индивидуальные заказы производятся и доставляются намного быстрее, даже если дизайн особенно сложный и сложный. Давайте рассмотрим как традиционные, так и современные методы изготовления колец с бриллиантами.
Давайте рассмотрим как традиционные, так и современные методы изготовления колец с бриллиантами.
Традиционные методы
Первый шаг к созданию красивого кольца с бриллиантом состоит в нарезке выбранного металла по размеру.Если в полосу кольца нужно включить какую-либо текстуру, сейчас самое время это сделать. Киянка или молоток должны быть выбраны в зависимости от стиля финишной текстуры, которая должна быть достигнута в кольцевой ленте. Отбойный молоток — это отличный выбор «два в одном» с головкой со сферическим штифтом и плоской головкой, что позволяет использовать две разные текстуры с помощью одного инструмента.
После того, как металл нарезан на нужные длину и ширину, пришло время придать ему форму с помощью кольцевого тройника. Хотя для модных колец доступны пластиковые триблеты, триблет из нержавеющей стали будет иметь более прочную форму.Металл сгибают вокруг триблета и придают ему форму с помощью ювелирного молотка; чем больше давление будет оказываться со всех сторон металла, тем прочнее и тверже станет стержень кольца (также известный как низ ленты).
Теперь, когда хвостовик кольца сформирован, пришло время спроектировать лапку, которая в конечном итоге будет удерживать бриллиант. Это делается путем разрезания другой полоски металла на четыре части; форма этих когтей полностью зависит от огранки бриллианта и должна быть адаптирована соответствующим образом.Затем готовый коготь припаивают, шлифуют и полируют. Любое дальнейшее формирование или изгиб кольца будет происходить на этом этапе, опять же, с использованием качественного триблета.
Если бриллианты или драгоценные камни должны быть закреплены вокруг стержня кольца, это можно сделать с помощью гравировального бруска GRS – наиболее удобного варианта закрепки камней. Его эксклюзивная форма позволяет изготовителю колец наклонять блок под нужным углом, обеспечивая большую гибкость, когда дело доходит до закрепки деликатных камней. Наиболее распространенный метод установки называется «установка безеля», который заключается в сверлении небольших отверстий в металле. Камни помещаются в эти канавки, и создается «выступающая кромка» (небольшой край вокруг канавок), чтобы удерживать их на месте. Эти канавки (также называемые вогнутыми надрезами) можно сделать с помощью шаровидного бора, очень тонкого и тонкого сверла, доступного с различными головками.
Камни помещаются в эти канавки, и создается «выступающая кромка» (небольшой край вокруг канавок), чтобы удерживать их на месте. Эти канавки (также называемые вогнутыми надрезами) можно сделать с помощью шаровидного бора, очень тонкого и тонкого сверла, доступного с различными головками.
После еще одного раунда тщательной полировки бриллиант вставляется в коготь кольца и готов к тому, чтобы надеть его на безымянный палец счастливчика!
Восковое литье
Еще одна традиционная форма изготовления колец состоит из резьбы по воску и литья, метода, на который опирались веками.Фактически, первое использование этого метода относится ко временам первобытных мастеров, только в качестве форм в то время использовались разные материалы, такие как гипс и камень. Восковое литье по-прежнему является предпочтительным методом и по сей день, но вы никогда не узнаете об этом, взглянув на свое кольцо. Есть причина, по которой этот метод также называют «процессом потерянного воска» — к тому времени, когда вы наденете кольцо на палец, от него не останется и следа.
Ювелирные дизайнеры используют воск, чтобы вырезать точную модель кольца, которое будет создано.После того, как модель достигла своей окончательной формы, дизайнер помещает резьбу в металлическую колбу, которая затем заполняется гипсовым веществом. Модель оставляют затвердевать, затем помещают в специальную печь при чрезвычайно высоких температурах. Это настоящий «процесс выплавки воска» — воск будет полностью сожжен до тех пор, пока все, что останется, не станет пустым отпечатком первоначального дизайна.
Выбранный металл заливается в форму в жидком виде и затвердевает. В зависимости от производителя ювелирных изделий это может быть выполнено центробежным или вакуумным литьем.После охлаждения форму извлекают, а гипс, поддерживающий форму кольца, осторожно откалывают. Теперь кольцо готово к полировке и обработке. Если кольцо должно быть украшено драгоценными камнями или бриллиантами, это этап, на котором начинается закрепка камня.
Это процесс, который мы используем для изготовления колец с бриллиантами в студии Purely Diamonds в Хаттон-Гарден.
Изготовление колец разных размеров — Обсуждение ювелирных изделий
Привет, я бы сказал, что большинство дизайнеров, которые достаточно плохо разбираются в создании колец для них, в конце концов делают это.Все 3 метода, которые вы упомянули, могут быть опробованы в зависимости от того, кто их советует.
Текущий метод заключается в быстром прототипировании/печати в литьевой материал. Не дешевое предприятие, если вы собираетесь настроить должным образом. Программы начинаются примерно с 550 долларов США до отличных, дорогих программ, таких как 3design, в диапазоне примерно 9000 долларов США за полную производственную версию и 2000 долларов США за версию для дизайнера… У дизайнера есть все возможности, но он может выводить файлы только тому, у кого есть мастер-версия. Далее идет хороший принтер для ювелирных изделий с высоким разрешением… минимум от 4500 до 80 000 долларов.Тогда есть кривая обучения для всего этого. Лучший способ разобраться в таких вещах — получить программу за 2000 долларов с многолетней технической поддержкой, научиться проектировать и создавать свои собственные файлы. Затем отправьте свои файлы в компанию, которая может печатать, отливать, создавать модели, формовать, полировать, устанавливать и т. д., что важно для производителя для дизайнера
Затем отправьте свои файлы в компанию, которая может печатать, отливать, создавать модели, формовать, полировать, устанавливать и т. д., что важно для производителя для дизайнера
. Если вы используете печать для изготовления моделей колец, это, вероятно, лучший способ, поскольку мы можем сделать все размеров, ввести коэффициенты усадки и соответствующим образом отрегулировать кольцо для каждого размера… затем отлить их в металл в качестве постоянных моделей… или использовать процесс литья непосредственно на напечатанных моделях… что лично мне не нравится, поскольку модель из смолы может получиться сломан, и вам придется заплатить, чтобы напечатать еще один.
Хорошо… давайте посмотрим на старый метод, используемый заводами США задолго до появления САПР, принтеров и мельниц…
Во-первых, вы делаете мастер-модель. мастерская резиновая форма. Это будет использовано для создания всех восковых моделей всех размеров, которые вы планируете продавать… эти восковые модели имеют размеры из воска и отлиты из вашего любимого металла для моделей.
Затем очистил до совершенства, насколько это возможно. С самого начала процесса происходит усадка, и это необходимо учитывать.Это справедливо для всех форм литья по выплавляемым моделям.
Ваш мастер обычно на 8-10 процентов больше и толще, чем последний кусок. В промежутках между этим у вас есть производственные модели и пресс-формы… на этом этапе вы получаете усадку от 3 до 4%… и это этап, на котором необходимо соблюдать все меры предосторожности. Вам нужны совершенные производственные модели, чтобы производственные формы также были максимально совершенными. Факторы усадки могут отличаться от того, о чем я говорю… это зависит от типа резины, которую вы выбираете для литья… на рынке их много, и они не все одинаковы.
Зачем нужны размеры металлических моделей? Почему бы не отлить прототип смолы из печати.
Металлическая модель вечна… когда ваш продукт взлетит… ваше производственное предприятие должно быть в состоянии справиться с вашим производством и качеством… количество резиновых форм, которые у вас есть, имеет прямое отношение к этому. Чем больше пресс-форм на производственной линии, тем быстрее она пойдет. Вулканизированные формы из силиконовой резины с длительным сроком службы обычно являются лучшими, поскольку воск не прилипает к силикону… и вы можете вулканизировать силиконовую форму в любом месте, от 15 минут для быстротвердеющего низкотемпературного материала… до силикона с высокой прочностью на разрыв примерно за 45 минут.Наличие металлической модели позволяет быстро делать хорошие прочные формы.
Чем больше пресс-форм на производственной линии, тем быстрее она пойдет. Вулканизированные формы из силиконовой резины с длительным сроком службы обычно являются лучшими, поскольку воск не прилипает к силикону… и вы можете вулканизировать силиконовую форму в любом месте, от 15 минут для быстротвердеющего низкотемпературного материала… до силикона с высокой прочностью на разрыв примерно за 45 минут.Наличие металлической модели позволяет быстро делать хорошие прочные формы.
Другой способ — сделать 1 кольцо первого размера, отлить его. Увеличьте кольцо до следующего размера и слепите его.
После многократного измерения одного и того же кольца оно будет изнашиваться, если вы каждый раз не будете делать это идеально. Проблема с этим методом заключается в том, что вы не можете быстро изготовить пресс-формы для серийного производства, поскольку у вас есть только 1 модель.
Металлокаст.
Даниэль Гранди
Racecarjewelry.com
Массовое производство против уникального мастерства • Кольца Швеции
Дешевые обручальные и помолвочные кольца против дорогих
Уникальное кольцо ручной работы высокого качества обычно дороже тех, что производятся серийно, и не только потому, что оно уникально и сделано вручную. Более низкая цена также указывает на многое другое. Все дело в качестве. Поговорка «Это на вес золота» действительно применима, когда речь идет о ювелирных изделиях. Кольца массового производства могут привести к более низкому качеству, поскольку они редко контролируются экспертом во время процесса. Кольцо, сделанное мастером, никогда не покидает руки ювелира, пока оно не будет закончено, поэтому все неровности можно обнаружить и исправить.
Более низкая цена также указывает на многое другое. Все дело в качестве. Поговорка «Это на вес золота» действительно применима, когда речь идет о ювелирных изделиях. Кольца массового производства могут привести к более низкому качеству, поскольку они редко контролируются экспертом во время процесса. Кольцо, сделанное мастером, никогда не покидает руки ювелира, пока оно не будет закончено, поэтому все неровности можно обнаружить и исправить.
Многие крупные ювелирные магазины стараются привлечь покупателей, предлагая золотые кольца и кольца с бриллиантами по очень низким ценам.Эти кольца часто бывают очень тонкими или полыми и с бриллиантами низкого качества. Большая ошибка думать, что можно купить «дешевый» бриллиант, качественные драгоценные камни никогда не бывают дешевыми. Эти кольца могут быть такими же красивыми, как и более дорогие качественные кольца, изготовленные вручную проверенным ювелиром, на первый взгляд, но они никогда не останутся красивыми на долгие годы. Дешевые золотые кольца, которые продают в больших ювелирных магазинах, не то, чем кажутся. Покупая кольцо у нас, вы можете быть уверены, что то, что вы покупаете, действительно подлинное и самого лучшего качества.Представьте себе такой сценарий: ваше обручальное кольцо помялось? Да ну, мы очень дешево купили кольца из «Золото и выгодная покупка».
Покупая кольцо у нас, вы можете быть уверены, что то, что вы покупаете, действительно подлинное и самого лучшего качества.Представьте себе такой сценарий: ваше обручальное кольцо помялось? Да ну, мы очень дешево купили кольца из «Золото и выгодная покупка».
Полые кольца намного слабее цельных колец и не выдерживают ежедневного износа. Полое кольцо конечно на вес золота, оно меньше весит и может стоить меньше, но оно только морочит вам глаза, и стоит не так много, как кажется. Он легко может помяться, треснуть или сломаться. Наши кольца изготавливаются не в формах, а из цельных цилиндров, что обеспечивает максимально возможную долговечность.Чистое золото никогда не используется, потому что это очень мягкий металл. Ювелирные изделия изготавливаются из сплавов золота, то есть золота, смешанного с другими более твердыми металлами. Если золото дешевое, вероятно, оно было смешано с некачественными материалами, а также может содержать следы аллергенных веществ. Карат с буквой К обозначает чистоту золота. 18-каратное золото является наиболее распространенным, оно содержит 75% чистого золота, но на международном рынке также можно найти украшения из 9- или 14-каратного золота. 24 карата считается самым чистым золотом, 99.9%. Цвет золота сильно различается в зависимости от сплава; белое золото сделано из того же драгоценного металла, что и желтое золото, но в сплаве с белым металлом, который препятствует проявлению желтого цвета. Один из самых модных золотых цветов сейчас – черный. Удивлен? Узнайте больше о черном золоте: Нажмите здесь!
18-каратное золото является наиболее распространенным, оно содержит 75% чистого золота, но на международном рынке также можно найти украшения из 9- или 14-каратного золота. 24 карата считается самым чистым золотом, 99.9%. Цвет золота сильно различается в зависимости от сплава; белое золото сделано из того же драгоценного металла, что и желтое золото, но в сплаве с белым металлом, который препятствует проявлению желтого цвета. Один из самых модных золотых цветов сейчас – черный. Удивлен? Узнайте больше о черном золоте: Нажмите здесь!
КАЧЕСТВО АЛМАЗОВ
Когда дело доходит до бриллиантов, следует также знать, что карат – это единица веса бриллианта, она называется карат. Один карат равен 200 миллиграммам или 0.2 грамма. Карат делится на 100 частей. Бриллиант, который определяется как 75/100, весит 0,75 карата, но это не имеет прямого отношения ни к размеру бриллианта, ни к стоимости камня. Легко поверить, что бриллиант большего диаметра более ценен, чем бриллиант меньшего диаметра. Оба могут весить одинаково, но все же иметь разные размеры. Стоимость драгоценных камней во многом зависит от цвета камня и огранки. Таким образом, ценность бриллианта определяется не только каратами, как когда мы говорим о золоте, где чистота и стоимость определяются 9, 14, 18 или 24 каратами.Бесцветные или «белые» бриллианты самые дорогие; их называют «чистыми лупами». Все наши бриллианты являются бесконфликтными в соответствии со схемой сертификации Кимберли, и мы следим за тем, чтобы наши украшения производились под очень строгим контролем и всегда в хороших рабочих условиях.
Оба могут весить одинаково, но все же иметь разные размеры. Стоимость драгоценных камней во многом зависит от цвета камня и огранки. Таким образом, ценность бриллианта определяется не только каратами, как когда мы говорим о золоте, где чистота и стоимость определяются 9, 14, 18 или 24 каратами.Бесцветные или «белые» бриллианты самые дорогие; их называют «чистыми лупами». Все наши бриллианты являются бесконфликтными в соответствии со схемой сертификации Кимберли, и мы следим за тем, чтобы наши украшения производились под очень строгим контролем и всегда в хороших рабочих условиях.
Кольца, изготовленные с использованием пресс-формы, могут производиться на заводе в больших масштабах, что снижает стоимость производства. Драгоценные металлы и драгоценные камни имеют реальную ценность, чем они качественнее, тем они дороже.Из металлов и камней более низкого качества можно изготовить более дешевые украшения. Проблема со многими кольцами, изготовленными в больших масштабах, заключается в том, что они не рассчитаны на длительный срок, и их может быть трудно, если не невозможно починить. Помолвочное кольцо низкого качества также может быть очень трудно подобрать или переделать, чтобы в будущем оно подошло к красивому обручальному кольцу.
Помолвочное кольцо низкого качества также может быть очень трудно подобрать или переделать, чтобы в будущем оно подошло к красивому обручальному кольцу.
Случалось, что наши клиенты просили нас переделать обручальные кольца, когда они покупали у нас обручальные кольца. Во многих случаях это большая проблема, особенно если переделываемые кольца тонкие, полые или низкого качества.Бывает, что вы можете просто сделать новое кольцо вместо того, чтобы пытаться изменить существующее украшение, которое рискует сломаться, быть повреждено каким-либо другим образом или которое, как мы знаем, приведет к плохому результату.
Качество всегда окупается , если вы хотите, чтобы что-то длилось всю жизнь, как ваша любовь, когда вы обручены или женитесь. Качественное кольцо может стать драгоценным семейным сокровищем для поколений и памятью на всю жизнь.
Ювелирные изделия, которые вы покупаете из Кольца Швеции , являются уникальными ручными работами, а не массовым производством. Мы очень тщательно подходим к выбору поставщиков. Мы работаем только с избранными, серьезными поставщиками, которых знаем и которым полностью доверяем. Кольца Швеции означает качество и дизайн, а также гарантированную бесконфликтность, этичность и справедливую торговлю бриллиантами и золотом.
Мы очень тщательно подходим к выбору поставщиков. Мы работаем только с избранными, серьезными поставщиками, которых знаем и которым полностью доверяем. Кольца Швеции означает качество и дизайн, а также гарантированную бесконфликтность, этичность и справедливую торговлю бриллиантами и золотом.
Что важнее всего при принятии решения о покупке? Качество, дизайн или цена?
Вы ходите по магазинам по более низким ценам, когда вы уже знаете, что вы хотите купить?
Вы предпочитаете покупать товар, который выглядит дороже, чем он есть на самом деле, даже если он более низкого качества?
.