Производство клинкерной плитки (фасадной) своими руками
Для облицовки внешней стороны зданий используется различный облицовочный материал, например, фасадная (клинкерная) плитка. Производство клинкерной плитки обладает низкой стоимостью и сроками изготовления. Существует возможность выбрать множество материалов в качестве основы. Чаще всего применяются минеральные смеси. Смешивается цемент, кварцевый песок и глина. Простой процесс изготовления делает возможным произведение плитки собственными силами, но для этого потребуется специальное оборудование.
В современном мире можно купить разные виды клинкера, с большими различиями в расцветке, с самыми смелыми дизайнерскими решениями. А также для упрощения покрытия, можно приобрести специальные формы для плиток. Несмотря на доступность клинкера, общая стоимость покрытия площади дома, может составить значительную сумму. Формы призваны упростить процесс изготовления плит своими руками, что значительно удешевит процесс. Но об этом позже.
Особенности клинкера
Фасадная плитка имеет существенные отличия от подобных облицовочных материалов.

Если сравнивать ее с кафелем, то она является бесспорным лидером. Она используется исключительно для отделки зданий, поэтому она обладает большим спектром качеств:
- Она устойчива к разному роду повреждениям, в том числе, к царапинам и сильным ударам.
- Из-за использования ее в условиях улицы, плитка износостойка, не подвержена влиянию плесени и прочим пагубным воздействиям.
- Производство фасадной плитки сделано таким образом, что количество пор, через которые есть вероятность проникновения влаги, сведено к минимуму.
- Обязательным условием для любого типа плитки является устойчивость к морозам.
- На плитку никак не влияет воздействие ультрафиолета. В любых условиях сохраняется изначальная расцветка.
Из всех, представленных выше, самым важным условием является обеспечение долговечности покрытия. У облицовочной плитки должен быть предусмотрен большой срок, в течение которого, она не изменит свои свойства и внешний вид.
Промышленное производство
Для широкого производства используется две самые популярные технологии: полусухое прессование и экструзионное производство.
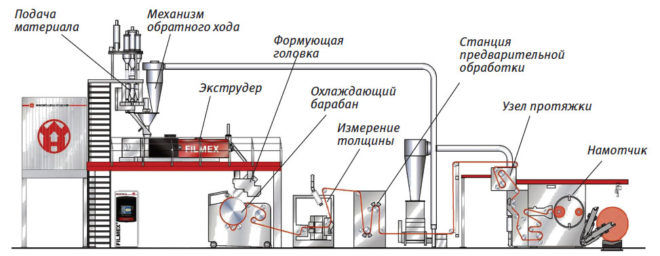
Процесс экструзионного производства
Для изготовления плитки в домашних условиях, эти методы также подойдут, но нужно внести ряд изменений в технологию.
Основные различия между методами заключаются в принципе формовки. Первый способ подразумевает прессование материала, после чего изделие, которое приобрело форму, помещают в печь и обжигают, исключая из процесса сушку.
Изделие получается с малой плотностью, малым весом, но, как следствие, недостаточной прочности. Плюс этой технологии в том, что готовый материал для облицовки практически не проводит тепло, что в некоторых сферах ценится куда больше, чем устойчивость к повреждениям.
Второй способ осуществляется при помощи экструдера.

Экструдер
Если говорить простым языком, то это большая мясорубка, через которую пускают глину. Материал измельчается и формируется в вакуумном прессе. Заготовка сушится и уже после этого отправляется в печь для обжига.
Этот путь производства фасадной плитки используется намного чаще, ведь полученный продукт обладает большой прочностью, имеет иммунитет к истиранию, да и повредить его каким-либо способом крайне тяжело.
Производство в домашних условиях
Прежде чем заняться изготовлением фасадной плитки, нужно позаботиться о том, чтобы у вас была основа для изготовления:
- бетон;
- шпаклевка;
- алебастр;
- гипс и глина.
Изготовление фасадной плитки предусматривает использование технологии вибрационного литья.

Чертеж каркаса для вибростола
К тому же свойства плитки зависят от качества и температуры обжига. Все это потребует оборудование, на котором нельзя экономить. Нужно понимать, что своими руками изготовление намного сложнее, а потому процесс требует большего внимания.
Следующим этапом станет выбор наполнителя, можно использовать все, что душе угодно, например, песок, ракушки, блестки или крошку стекла.
Важно понимать, что плитка не столкнется с нагрузкой разного рода, поэтому самым важным моментом станет избавление от воздуха, внутри структуры. Ведь именно он вызовет разрушение плитки в холодные месяцы.
Самостоятельно изготовить плитку довольно легко, но нужно понимать, что для этого понадобится некоторое оборудование:
- вибрационный стол;
- бетоносмеситель;
- миксер, желательно использовать перфоратор;
- пластиковые формы;
- емкость для воды 100 и более литров;
- термошкаф.
Можно обойтись без бетоносмесителя если владелец имеет много свободного времени. Для приготовления большого объема раствора можно использовать порции по 10 литров и мешать их при помощи перфоратора с миксером.
Изготовление клинкерной плитки будет происходить при помощи вибрационного стола. А также есть вариант осуществлять вибрации самостоятельно либо изготовить похожий по устройству прибор.
Фасадная плитка
Тонкости производства
Для того чтобы получить материал, удовлетворяющий всем требованиям, требуется закупаться только качественным сырьем. Производство плитки дома процесс очень рискованный, особенно для тех, кто занимается этим в первый раз.
Однако не следует пугаться трудностей, ведь если четко следовать инструкциям от опытных мастеров, то полученный результат оставит вас довольным. Технологический процесс имеет следующие тонкости:
- В материал нужно добавлять то количество воды, которое требуется и ни грамма больше. Ведь слишком жидкая смесь не сможет равномерно застыть, что вызовет быстрое изнашивание материала.
- Прочность плиточного покрытия сильно зависит от качества цемента, используемого при работах. Желательно использовать только тот материал, что имеет марку М200 и выше.
- Для улучшения сопротивления к повреждениям нужно использовать пластификаторы, они смогут увеличить свойства материала и сделать его прочнее.

Лучшие производители клинкерной плитки
Плитка своими руками выйдет намного дешевле, чем аналог из магазина, а качество, возможно, будет ничем не уступать, но если вы не хотите тратить свое время и деньги на нудный процесс производства, то можно воспользоваться предложениями компаний, которые уже успели зарекомендовать себя в качестве опытных производителей фасадной плитки.
- Stroeher – компания, которая за короткий срок завоевала немецкий рынок производства плиток. Их технология производства клинкерной плитки уникальна из-за того, что в состав плитки они добавляют специальные компоненты, улучшающие морозостойкие качества продукции. Большой плюс компании в том, что они дают гарантию 25 лет на свою продукцию.
- King Klinker – польская фирма по производству облицовочных материалов. Их клинкерная плитка заслуживает внимания. Она обладает высокими водоотталкивающими свойствами. На стадии приготовления раствора, в него добавляют полимеры, создающие защитную пленку на поверхности смеси.
- Литос. Уникальная технология изготовления клинкерной плитки при помощи гиперпресса с использованием каолина. Конечные показатели плитки очень высоки. Прочность и надежность то, чем можно характеризовать их продукцию.
Видео: Производство фасадной плитки
Технология производства клинкерной плитки — основные моменты
Своим уникальным качествам клинкерная плитка обязана технологии изготовления, которая позволяет получить такой материал из обыкновенной глины. Технология производства клинкерной плитки была разработана несколько столетий назад, и сегодня в ней практически нет изменений, правда применяемое оборудование значительно усовершенствовалось.
Из чего производят клинкерную плитку
При изготовлении клинкерной плитки используется такой натуральный материал, как глина, для разнообразия цветовой гаммы могут применяться естественные красители. Получить качественное изделие можно только при условии применения глины, которая имеет минимальное количество примесей и отличается тугоплавкостью. Залежи подобного материала имеютсяв немногих странах, именно поэтому можно выделить ряд государств, на территории которых функционируют предприятия по выпуску высококачественного клинкера. К ним относятся Германия, Нидерланды, Польша, Испания и ряд других европейских стран.
Основные технологии производства клинкера
В промышленном производстве применяют две технологии изготовления клинкерной плитки:
- Метод полусухого прессования
- Экструзионная технология производства клинкерной плитки
Данные технологии отличаются методом формовки глиняных изделий. При первом способе несколько увлажненный исходный материал прессуется на специальном оборудовании, после чего сформованное изделие помещается в печь для обжига без предварительной сушки. Получаемое таким образом изделие имеет незначительную плотность, что существенно уменьшает его прочность. Но, данная технология производства позволяет получать клинкер, обладающий низкой теплопроводностью, что во многих случаях цениться больше чем стойкость к механическим воздействиям.
Экструзионная технология предполагает применение специального устройства — экструдер. По сути это большая шнековая мясорубка, через которую пропускается влажная пластичная глина. После измельчения материала выполняется формовка при помощи специального, чаще всего вакуумного пресса. Полученную заготовку подвергают предварительной сушке и только после этого отправляют в печь для обжига. Именно таким путем производят большинство клинкерных материалов, они отличаются высокой плотностью, которая обеспечивает высокую прочность, стойкость к истиранию и другим видам механических и химических воздействий.
Основная особенность производства, чем и отличается клинкерная плитка, технология обжига при высоких температурах. Обычные глиняные изделия подвергаются воздействию температур порядка 800-900 градусов. В клинкерном производстве применяют печи, рабочая температура которых составляет 1100-1450 градусов.
Именно такая температура обеспечивает переход исходного материала в более прочные физические состояния. Следует также сказать, что основная составляющая стоимости клинкерной плитки приходится именно на энергоресурсы, расход энергоносителей для подобного обжига в 4 раза превышает потребность при обычной обработке глиняных изделий.
Оборудование для производства клинкера
Изготовление качественной клинкерной плитки невозможно без применения специального оборудования. Для обеспечениякачества технологическая линия должна включать в себя:
- Экструдер (при соответствующей технологии).
- Оборудование для формовки и прессования. Применяют различные конструкции прессовочного оборудования, чаще всего это вакуумные, ленточные, рычажные и ротационные модели.
- Камеры предварительной сушки сейчас в основном электрические, различаются по мощности и объему загружаемого материала.
- Основное оборудование для производства клинкерной плитки это, несомненно, печь для обжига. Серьезные предприятия применяют так называемые тоннельные печи, время, когда клинкер изготовлялся в небольших печах с применением угля уже прошло. Хотя и такие устройства можно встретить на небольших частных заводах по производству клинкерных изделий, но это в основном исключение.
Тоннельная печь представляет собой конструкцию длиной 150 и более метров. Она оснащена источником нагрева, в качестве которого выступает открытый огонь. Заготовки клинкерных элементов помещаются в специальные вагонетки, которые с небольшой скоростью перемещаются по печи. Благодаря этому происходит постепенное нагревание, обжиг и остывание глины. Печи такого типа работают в непрерывном режиме с поддержанием постоянной температуры, необходимой для качественного обжига изделий.
Производство клинкерной плитки требует значительных расходов на энергоносители, кроме того, доставка материала для производства тоже обходится дорого в связи с географией месторождений качественной глины. Все это оказывает существенное влияние на ценообразование конечного продукта. Но повышенная цена клинкера с лихвой компенсируется его эксплуатационными качествами, что делает его применение достаточно популярным в различных направлениях строительной индустрии.
Изготовление клинкерной плитки в домашних условиях
Технология производства клинкерной плитки – основные моменты
Своим уникальным качествам клинкерная плитка обязана технологии изготовления, которая позволяет получить такой материал из обыкновенной глины. Технология производства клинкерной плитки была разработана несколько столетий назад, и сегодня в ней практически нет изменений, правда применяемое оборудование значительно усовершенствовалось.
Из чего производят клинкерную плитку
При изготовлении клинкерной плитки используется такой натуральный материал, как глина, для разнообразия цветовой гаммы могут применяться естественные красители. Получить качественное изделие можно только при условии применения глины, которая имеет минимальное количество примесей и отличается тугоплавкостью. Залежи подобного материала имеются
в немногих странах, именно поэтому можно выделить ряд государств, на территории которых функционируют предприятия по выпуску высококачественного клинкера. К ним относятся Германия, Нидерланды, Польша, Испания и ряд других европейских стран.
Основные технологии производства клинкера
В промышленном производстве применяют две технологии изготовления клинкерной плитки:
- Метод полусухого прессования
- Экструзионная технология производства клинкерной плитки
Данные технологии отличаются методом формовки глиняных изделий. При первом способе несколько увлажненный исходный материал прессуется на специальном оборудовании, после чего сформованное изделие помещается в печь для обжига без предварительной сушки. Получаемое таким образом изделие имеет незначительную плотность, что существенно уменьшает его прочность. Но, данная технология производства позволяет получать клинкер, обладающий низкой теплопроводностью, что во многих случаях цениться больше чем стойкость к механическим воздействиям.
Экструзионная технология предполагает применение специального устройства — экструдер. По сути это большая шнековая мясорубка, через которую пропускается влажная пластичная глина. После измельчения материала выполняется формовка при помощи специального, чаще всего вакуумного пресса. Полученную заготовку подвергают предварительной сушке и только после этого отправляют в печь для обжига. Именно таким путем производят большинство клинкерных материалов, они отличаются высокой плотностью, которая обеспечивает высокую прочность, стойкость к истиранию и другим видам механических и химических воздействий.
Основная особенность производства, чем и отличается клинкерная плитка, технология обжига при высоких температурах. Обычные глиняные изделия подвергаются воздействию температур порядка 800-900 градусов. В клинкерном производстве применяют печи, рабочая температура которых составляет 1100-1450 градусов.
Именно такая температура обеспечивает переход исходного материала в более прочные физические состояния. Следует также сказать, что основная составляющая стоимости клинкерной плитки приходится именно на энергоресурсы, расход энергоносителей для подобного обжига в 4 раза превышает потребность при обычной обработке глиняных изделий.
Оборудование для производства клинкера
Изготовление качественной клинкерной плитки невозможно без применения специального оборудования. Для обеспечения
качества технологическая линия должна включать в себя:
- Экструдер (при соответствующей технологии).
- Оборудование для формовки и прессования. Применяют различные конструкции прессовочного оборудования, чаще всего это вакуумные, ленточные, рычажные и ротационные модели.
- Камеры предварительной сушки сейчас в основном электрические, различаются по мощности и объему загружаемого материала.
- Основное оборудование для производства клинкерной плитки это, несомненно, печь для обжига. Серьезные предприятия применяют так называемые тоннельные печи, время, когда клинкер изготовлялся в небольших печах с применением угля уже прошло. Хотя и такие устройства можно встретить на небольших частных заводах по производству клинкерных изделий, но это в основном исключение.
Тоннельная печь представляет собой конструкцию длиной 150 и более метров. Она оснащена источником нагрева, в качестве которого выступает открытый огонь. Заготовки клинкерных элементов помещаются в специальные вагонетки, которые с небольшой скоростью перемещаются по печи. Благодаря этому происходит постепенное нагревание, обжиг и остывание глины. Печи такого типа работают в непрерывном режиме с поддержанием постоянной температуры, необходимой для качественного обжига изделий.
Производство клинкерной плитки требует значительных расходов на энергоносители, кроме того, доставка материала для производства тоже обходится дорого в связи с географией месторождений качественной глины. Все это оказывает существенное влияние на ценообразование конечного продукта. Но повышенная цена клинкера с лихвой компенсируется его эксплуатационными качествами, что делает его применение достаточно популярным в различных направлениях строительной индустрии.
Изготовление плитки и искусственного камня своими руками: фото и видео инструкции
Дом, отделанный плиткой, имеет сразу несколько преимуществ — это красиво и долговечно. Можно купить эксклюзивный материал по индивидуальному заказу или приобрести понравившийся товар в магазине, а можно изготовить самому и самостоятельно украсить стены. Формы фасадной плитки своими руками сделать не так сложно, как кажется на первый взгляд. В этой статье рассказывается о самых надежных и несложных способах производства плиточного материала на дому.
Что такое фасадная плитка и её разновидности
Многие сомневаются можно ли осуществить весь этот процесс без специального оборудования, насколько прочным будет материал. Поэтому, прежде чем приступать к изготовлению облицовочных изделий самостоятельно, нужно изучить, что собой представляет плитка, и как ее делают на производстве.
Всего существует несколько основных видов плиток по основному составляющему:
- бетонная — изготавливается из цемента, песка и пластификаторов;
- керамическая — производится из сортов специально глины и обжигается в печах при высокой температуре;
- клинкерная — высококачественные сорта глины прессуются под высоким давлением и обжигаются при температуре около 1200 градусов;
- керамогранитная — изготавливается подобно клинкеру, но в состав добавляется гранитная крошка;
- терракотовая — производится из одноименной пористой глины.
Каждый тип соответствует способу изготовления и основному наполнителю, который придает материалу эстетичность и защитные свойства. Плиточные изделия можно разделить по форме:
- отделочный фасадный камень;
- клинкерный кирпич;
- имитация отделочного или кладочного кирпича;
- плоская плитка прямоугольной формы с гладкой, шероховатой, матовой или глянцевой поверхностью.
Процессы изготовления могут быть: обжиг или сухое прессование. Привычная керамика проходит путь:
- Добыча сырья в карьерах.
- Обработка материала, его очистка.
- Формирование;
- Высушивание;
- Обжиг.
Для бетонных изделий и для многих видов искусственных камней процесс ограничивается вибролитьем и сушкой.
Давайте сравним, какое оборудование применяют на производстве, чем его можно заменить дома.
- Дробильную и экструзивную машину можно заменить готовой смесью из строительного магазина.
- Бетоносмеситель вполне заменит мини бетономешалка или ведро и дрель с насадкой.
- Пресс с вибролитьем заменит вибростол.
- Пересс-формы можно изготовить самостоятельно или приобрести в магазине.
Как видите, весь процесс несложно повторить в домашних условиях. Некоторые спросят для чего это нужно, ведь требуемый материал можно купить за подходящую сумму. Но вот пример, вы задумали дизайн, а подходящего камня нет в продаже, или есть, но цвет не подходит. А еще он может оказаться слишком дорог. В конце концов, такого вида облицовки вообще может не существовать. Вот тогда на помощь приходят собственные руки и полезные советы.
Изготовление формы
Сегодня вполне возможно приобрести готовые формы. Они бывают для всех видов плитки, если хорошо поискать, то повезет купить именно то, что нужно. Самое главное — не приобретать дешевые пластиковые матрицы. Обычно их хватает не более чем на одно закладывание раствора, после этого пластик становится непригоден. Как уже было отмечено, подходящей формы может не быть в продаже, тогда её неизбежно придется сделать самому. Какой бы материал для матрицы вы не выбрали, за основу можно взять искусственный аналог, плитка или природный камень. Если остановиться на втором варианте, то купите несколько разных образцов, помните, что ничего одинакового в природе нет. Основой может быть деревянный брус, бревно. Главное, подобрать красивую фактуру древесины. Давайте разбираться в технологии формы.
Сразу отметим, что основу можно сделать для одной плитки или сразу на группу камней. Вторую делать выгоднее, так как на выходе получается сразу несколько готовых изделий, скорость работы, соответственно, повышается. Какой материал вы бы не применили, вам потребуется опалубка. Приобретите готовую или сделайте ее самостоятельно.
Силиконовые
Силикон продается в разной расфасовке. Вам лучше поискать в ведрах, так как в тубах вы переплатите за упаковку, а нужно его не мало.
Теперь смазываем дно и стенки опалубки специальной смазкой, а на дно укладываем плитку или камни. Исходники тоже необходимо смазать, так как их придется освобождать от силикона.
Важно! Если в качестве исходного материала используется гипсовый камень или плитка, то их необходимо покрыть несколькими слоями лака, только потом обмазывать.
Готовим мыльный раствор для кистей и шпателя. Накладываем силикон, разглаживаем кистью, постоянно прижимая. Так вы избежите пузырьков. Теперь желательно утрамбовать силикон и разровнять мыльным шпателем. Теперь форму нужно оставить до отвердевания силикона.
Процесс полимеризации происходит долго. Стандартная скорость — 2мм за сутки. Чем толще будущая заготовка, тем больше времени потребуется. Не спешите вытаскивать матрицу, чем прочнее она получится, тем большее время сможет использоваться. Плохо полимеризованная форма может использоваться один-два раза. Стандартные свойства силиконового герметика, которые стоит принять во внимание при работе:
- прочность на разрыв — 01 МПа;
- плотность — 1200 кг/м3;
- жизнеспособность — 8 часов;
- долговечность — 20 лет.
После полного застывания, материал вынимается, м
Изготовление клинкерной плитки в домашних условиях
Технология производства клинкерной плитки — основные моменты
Своим уникальным качествам клинкерная плитка обязана технологии изготовления, которая позволяет получить такой материал из обыкновенной глины. Технология производства клинкерной плитки была разработана несколько столетий назад, и сегодня в ней практически нет изменений, правда применяемое оборудование значительно усовершенствовалось.
Из чего производят клинкерную плитку
При изготовлении клинкерной плитки используется такой натуральный материал, как глина, для разнообразия цветовой гаммы могут применяться естественные красители. Получить качественное изделие можно только при условии применения глины, которая имеет минимальное количество примесей и отличается тугоплавкостью. Залежи подобного материала имеются
в немногих странах, именно поэтому можно выделить ряд государств, на территории которых функционируют предприятия по выпуску высококачественного клинкера. К ним относятся Германия, Нидерланды, Польша, Испания и ряд других европейских стран.
Основные технологии производства клинкера
В промышленном производстве применяют две технологии изготовления клинкерной плитки:
- Метод полусухого прессования
- Экструзионная технология производства клинкерной плитки
Данные технологии отличаются методом формовки глиняных изделий. При первом способе несколько увлажненный исходный материал прессуется на специальном оборудовании, после чего сформованное изделие помещается в печь для обжига без предварительной сушки. Получаемое таким образом изделие имеет незначительную плотность, что существенно уменьшает его прочность. Но, данная технология производства позволяет получать клинкер, обладающий низкой теплопроводностью, что во многих случаях цениться больше чем стойкость к механическим воздействиям.
Экструзионная технология предполагает применение специального устройства — экструдер. По сути это большая шнековая мясорубка, через которую пропускается влажная пластичная глина. После измельчения материала выполняется формовка при помощи специального, чаще всего вакуумного пресса. Полученную заготовку подвергают предварительной сушке и только после этого отправляют в печь для обжига. Именно таким путем производят большинство клинкерных материалов, они отличаются высокой плотностью, которая обеспечивает высокую прочность, стойкость к истиранию и другим видам механических и химических воздействий.
Основная особенность производства, чем и отличается клинкерная плитка, технология обжига при высоких температурах. Обычные глиняные изделия подвергаются воздействию температур порядка 800-900 градусов. В клинкерном производстве применяют печи, рабочая температура которых составляет 1100-1450 градусов.
Именно такая температура обеспечивает переход исходного материала в более прочные физические состояния. Следует также сказать, что основная составляющая стоимости клинкерной плитки приходится именно на энергоресурсы, расход энергоносителей для подобного обжига в 4 раза превышает потребность при обычной обработке глиняных изделий.
Оборудование для производства клинкера
Изготовление качественной клинкерной плитки невозможно без применения специального оборудования. Для обеспечения
качества технологическая линия должна включать в себя:
- Экструдер (при соответствующей технологии).
- Оборудование для формовки и прессования. Применяют различные конструкции прессовочного оборудования, чаще всего это вакуумные, ленточные, рычажные и ротационные модели.
- Камеры предварительной сушки сейчас в основном электрические, различаются по мощности и объему загружаемого материала.
- Основное оборудование для производства клинкерной плитки это, несомненно, печь для обжига. Серьезные предприятия применяют так называемые тоннельные печи, время, когда клинкер изготовлялся в небольших печах с применением угля уже прошло. Хотя и такие устройства можно встретить на небольших частных заводах по производству клинкерных изделий, но это в основном исключение.
Тоннельная печь представляет собой конструкцию длиной 150 и более метров. Она оснащена источником нагрева, в качестве которого выступает открытый огонь. Заготовки клинкерных элементов помещаются в специальные вагонетки, которые с небольшой скоростью перемещаются по печи. Благодаря этому происходит постепенное нагревание, обжиг и остывание глины. Печи такого типа работают в непрерывном режиме с поддержанием постоянной температуры, необходимой для качественного обжига изделий.
Производство клинкерной плитки требует значительных расходов на энергоносители, кроме того, доставка материала для производства тоже обходится дорого в связи с географией месторождений качественной глины. Все это оказывает существенное влияние на ценообразование конечного продукта. Но повышенная цена клинкера с лихвой компенсируется его эксплуатационными качествами, что делает его применение достаточно популярным в различных направлениях строительной индустрии.
Фасадная плитка своими руками – делимся опытом изготовления
Для отделки фасада производится большое количество облицовочных строительных материалов. Каждый из них имеет свои особенности и преимущества. Но многих, зачастую, останавливает стоимость материала.
Поэтому прибегают к альтернативному решению – изготавливая фасадную плитку своими руками. Это позволяет сэкономить деньги и придать фасаду здания того внешнего вида, который будет нравиться вам. В этой статье мы расскажем о некоторых секретах процесса изготовления плитки в домашних условиях.
Выбор материала – что на это влияет
При выборе материала для изготовления плитки своими руками необходимо понимать, что она выполняет роль не только по декорированию. Отделка должна надежно защищать фасад от негативного воздействия окружающей среды.
С целью сведения к минимуму расходов на производство фасадной плитки учитываются следующие факторы:
- Стоимость материала для изготовления.
- Доступность технологии приготовления.
- Форма и размеры изделия.
- Наличье декора и цветовой оттенок.
Выбор форм
Важно понимать, что заводская технология изготовления фасадной плитки не подходит для домашних условий. Единственное что можно внедрить – метод вибролитья. Что касается форм, то стоимость качественного изделия большая.
Решение о покупке зависит от объема работ. Одна качественная форма рассчитана до 1500 циклов по изготовлению плитки. Если нужно произвести до 20 квадратов плитки, то покупка дорогостоящей формы не оправдает вложения. В этом случае лучше сделать ее самостоятельно. Поэтому важно произвести правильные исчисления.
Поэтому если нет способностей и возможностей изготовить качественную форму своими руками, лучше ее приобрести.
Необходимое оборудование
Комплектация оборудования для изготовления фасадной плитки своими руками зависит от используемого сырья. Самый простой способ – использование бетона. Для изготовления плитки необходима хорошая форма и вибростол.
Форма может быть выполнена из фанеры, пластика, дерева или полиуретана. Лучшим материалом является полиуретан. Посредством его можно передать фактуру будущей плитки в мельчайших подробностях. За счет этого можно идеально создать имитацию натурального камня и другого строительного материала.
Большое количество домашних умельцев изготавливают вибростол самостоятельно. Для этого необходим металлический каркас, лист металла или другого материала для столешницы, мотор от стиральной машинки и пружины.
При изготовлении фасадной плитки также используется технология вибропрессования. Благодаря ее использованию сокращается плотность сырья без большого количества воды.
В некоторых случаях используется печь для обжига, чтобы терракот, клинкер или керамогранит достиг полной готовности. В этих печах заготовка обжигается при температуре от 1 тыс. до 3 тыс. градусов.
Два простых способа изготовления
- Изготовление из бетона считается самым простым способом. В основе сырья используется портландцемент, щебень мелкой фракции, песок, известь и пластификатор. Чтобы облицовка имела водоотталкивающие и морозостойкие свойства обязательно в смесь добавляются модификаторы. Процесс производства очень прост. Все компоненты перемешиваются, заливаются в форму и выкладываются на платформу вибростола. Это обязательная процедура чтобы полностью удалить воздух. После сушки изделие окрашивается в предпочитающий цвет.
- При желании изготовления клинкерной плитки технология немного отличается. В качестве основы используется глиняная масса, которая перемешивается с модификаторами. Приготовленную массу засыпают в вибропрессовальный станок, посредством которого формируется плитка. Этот процесс включается обязательный обжиг. Также заготовка прессуется под большим давлением. Температура обжига достигает до 1300 градусов по Цельсию. В результате получается отделка высокого качества.
Пошаговая инструкция
Теперь рассмотрим пошаговый процесс того, как осуществляется изготовление фасадной плитки своими руками. Все работы должны выполняться при температуре от +15 до +30 градусов по Цельсию. Этот температурный диапазон обеспечит идеальные условия для застывания изделия.
Для начала подготавливаются формы для литья. Также устанавливается вибрационный стол. Можно использовать обычный стол.
Дальнейшие работы имеют следующую последовательность:
- Формы обрабатывается изнутри мылом или маслом. За счет этого извлечь плитку из формы будет просто и легко.
- Далее приготавливается раствор для литья. Рассмотрим простой вариант на основе цемента. Для замеса лучше всего использовать бетономешалку, так все компоненты будут равномерно смешаны между собой. На одно ведро песка приходится половина ведра воды. В течение одной минуты эти компоненты перемешиваются, а потом добавляется два ведра цемента и еще одно ведро воды.
- После этого добавляется полведра воды и четыре ведра песка. Эти компоненты размешиваются.
- Полученный состав не должен быть редким. По своей структуре должен пластичным и плотным.
- При достижении необходимой консистенции, в состав добавляется краситель и также все перемешивается.
- Далее раствор выкладывается в формы. Делать это необходимо на работающем вибростоле.
- Раствор равномерно распределяется по всем формам.
- На протяжении всего этого времени вибростол продолжает работать.
- В процессе вибрации из состава раствора будут выходить пузырьки воздуха. Одновременно широким шпателем все формы разравниваются по одному уровню.
- Выступающий раствор за пределы формы сразу устраняется.
- После этого заготовка отправляется на сушильный шкаф или специальную сушильную камеру.
Срок полного затвердевания может достигать до двух дней. На протяжении этого времени формы трогать нельзя. По истечении этого срока, формы погружаются в емкость с теплой водой до +60 градусов по Цельсию на три минуты. После извлекаются из воды, а также плитка из формы.
Извлекать необходимо осторожно, чтобы не повредить заготовку. Можно использовать резиновый молоток или легкими движениями руки. Фасадная плитка будет полностью готова к дальнейшей облицовки по прошествии 10 дней.
Заключение
Как видно, плитка своими руками это выполнимая задача. Изготовив ее самостоятельно, вы сэкономите семейный бюджет, но при этом необходимо потратить время и усилия на сам процесс производства.
Но конечный результат вас и окружающих не оставит равнодушным. Чтобы закрепить весь изложенный материал, рекомендуем вам просмотреть подготовленное видео.
Изготовление плитки и искусственного камня своими руками: фото и видео инструкции
Дом, отделанный плиткой, имеет сразу несколько преимуществ — это красиво и долговечно. Можно купить эксклюзивный материал по индивидуальному заказу или приобрести понравившийся товар в магазине, а можно изготовить самому и самостоятельно украсить стены. Формы фасадной плитки своими руками сделать не так сложно, как кажется на первый взгляд. В этой статье рассказывается о самых надежных и несложных способах производства плиточного материала на дому.
Что такое фасадная плитка и её разновидности
Многие сомневаются можно ли осуществить весь этот процесс без специального оборудования, насколько прочным будет материал. Поэтому, прежде чем приступать к изготовлению облицовочных изделий самостоятельно, нужно изучить, что собой представляет плитка, и как ее делают на производстве.
Всего существует несколько основных видов плиток по основному составляющему:
- бетонная — изготавливается из цемента, песка и пластификаторов;
- керамическая — производится из сортов специально глины и обжигается в печах при высокой температуре;
- клинкерная — высококачественные сорта глины прессуются под высоким давлением и обжигаются при температуре около 1200 градусов;
- керамогранитная — изготавливается подобно клинкеру, но в состав добавляется гранитная крошка;
- терракотовая — производится из одноименной пористой глины.
Каждый тип соответствует способу изготовления и основному наполнителю, который придает материалу эстетичность и защитные свойства. Плиточные изделия можно разделить по форме:
- отделочный фасадный камень;
- клинкерный кирпич;
- имитация отделочного или кладочного кирпича;
- плоская плитка прямоугольной формы с гладкой, шероховатой, матовой или глянцевой поверхностью.
Процессы изготовления могут быть: обжиг или сухое прессование. Привычная керамика проходит путь:
- Добыча сырья в карьерах.
- Обработка материала, его очистка.
- Формирование;
- Высушивание;
- Обжиг.
Для бетонных изделий и для многих видов искусственных камней процесс ограничивается вибролитьем и сушкой.
Давайте сравним, какое оборудование применяют на производстве, чем его можно заменить дома.
- Дробильную и экструзивную машину можно заменить готовой смесью из строительного магазина.
- Бетоносмеситель вполне заменит мини бетономешалка или ведро и дрель с насадкой.
- Пресс с вибролитьем заменит вибростол.
- Пересс-формы можно изготовить самостоятельно или приобрести в магазине.
Как видите, весь процесс несложно повторить в домашних условиях. Некоторые спросят для чего это нужно, ведь требуемый материал можно купить за подходящую сумму. Но вот пример, вы задумали дизайн, а подходящего камня нет в продаже, или есть, но цвет не подходит. А еще он может оказаться слишком дорог. В конце концов, такого вида облицовки вообще может не существовать. Вот тогда на помощь приходят собственные руки и полезные советы.
Изготовление формы
Сегодня вполне возможно приобрести готовые формы. Они бывают для всех видов плитки, если хорошо поискать, то повезет купить именно то, что нужно. Самое главное — не приобретать дешевые пластиковые матрицы. Обычно их хватает не более чем на одно закладывание раствора, после этого пластик становится непригоден. Как уже было отмечено, подходящей формы может не быть в продаже, тогда её неизбежно придется сделать самому. Какой бы материал для матрицы вы не выбрали, за основу можно взять искусственный аналог, плитка или природный камень. Если остановиться на втором варианте, то купите несколько разных образцов, помните, что ничего одинакового в природе нет. Основой может быть деревянный брус, бревно. Главное, подобрать красивую фактуру древесины. Давайте разбираться в технологии формы.
Сразу отметим, что основу можно сделать для одной плитки или сразу на группу камней. Вторую делать выгоднее, так как на выходе получается сразу несколько готовых изделий, скорость работы, соответственно, повышается. Какой материал вы бы не применили, вам потребуется опалубка. Приобретите готовую или сделайте ее самостоятельно.
Силиконовые
Силикон продается в разной расфасовке. Вам лучше поискать в ведрах, так как в тубах вы переплатите за упаковку, а нужно его не мало.
Теперь смазываем дно и стенки опалубки специальной смазкой, а на дно укладываем плитку или камни. Исходники тоже необходимо смазать, так как их придется освобождать от силикона.
Важно! Если в качестве исходного материала используется гипсовый камень или плитка, то их необходимо покрыть несколькими слоями лака, только потом обмазывать.
Готовим мыльный раствор для кистей и шпателя. Накладываем силикон, разглаживаем кистью, постоянно прижимая. Так вы избежите пузырьков. Теперь желательно утрамбовать силикон и разровнять мыльным шпателем. Теперь форму нужно оставить до отвердевания силикона.
Процесс полимеризации происходит долго. Стандартная скорость — 2мм за сутки. Чем толще будущая заготовка, тем больше времени потребуется. Не спешите вытаскивать матрицу, чем прочнее она получится, тем большее время сможет использоваться. Плохо полимеризованная форма может использоваться один-два раза. Стандартные свойства силиконового герметика, которые стоит принять во внимание при работе:
- прочность на разрыв — 01 МПа;
- плотность — 1200 кг/м3;
- жизнеспособность — 8 часов;
- долговечность — 20 лет.
После полного застывания, материал вынимается, матрица промывается с мылом и может быть использована.
Формовочные матрицы из компаунда
Существуют специальные составы для литья форм. Их можно приобрести в строительных магазинах или отделах для творчества. Нет нужды, гонятся за импортными составами, наши составы имеют хорошее качество, приемлемую стоимость.
Приведенный на фото пример имеет два компонента. Силагерм -5035 имеет прочность на разрыв — около 4 МПа, Усадку — не более 1 %, и полное время затвердевания — сутки.
Качество состава лучше, а соответственно формы из него дольше используются.
Важно! Перед заливкой гипса или цемента, смазывайте форму специальным составом — Типром, тогда она прослужит еще дольше.
Профессиональное изготовление плиточного материала в домашних условиях
Своими руками плитку делают на основе гипса или цемента. Гипсовая облицовка обычно используется внутри помещения, но если её поверхность пропитать гидрофобными веществами, то можно применять на фасадах зданий в сухом климате. Тем не менее многие интересуются именно гипсовыми изделиями, так как им легче придать необходимый цвет, они имеют лучшую адгезию и значительно легче цементных элементов.
Производство облицовочных элементов на основе гипса
Для работы вам понадобятся следующие инструменты и материалы:
- Гипс, желательно белый.
- Речной очищенный песок.
- Лимонка в порошке.
- Необходимые красители.
- Клей ПВА.
- Дрель с насадкой для замешивания.
- Матрицы для придания формы.
- Пластиковое ведро для раствора.
- Кисти и шпатель.
Перед работой подготовьте место для просушивания материала. Оно должно быть идеально ровное, чтобы изделия получились одинаковой толщины. Рассмотрим весь процесс поэтапно.
- К одному литру воды добавляется 1,5 кг гипса, размешивается насадкой-миксером. Обратите внимание, именно в такой последовательности, а не наоборот: сначала вода, потом гипс.
- Песок придает прочность готовой отделке и должен иметь размер фракций до 1мм. Можно использовать меньшие фракции, все зависит от типа готового изделия. Песок добавляется в пропорции на 1 кг гипсового порошка 100 гр песка. Все снова перемешивается.
- Если вы не хотите, чтобы ваша гипсовая масса затвердела через 5 минут, а у нее именно такой срок схватывания, то добавьте в раствор лимонную кислоту.
- Пластификатором массе будет служить клей ПВА, он так же как лимонка задерживает застывание массы. После добавления ПВА и порошкового красителя масса перемешивается повторно. Она должна достигнуть тягучести и густоты сметаны.
- Перед замешиванием необходимо подготовить форму. Силиконовую промазывают любой смазкой, нап
Как сделать клинкерную плитку своими руками
Для отделки фасада производится большое количество облицовочных строительных материалов. Каждый из них имеет свои особенности и преимущества. Но многих, зачастую, останавливает стоимость материала.
Поэтому прибегают к альтернативному решению – изготавливая фасадную плитку своими руками. Это позволяет сэкономить деньги и придать фасаду здания того внешнего вида, который будет нравиться вам. В этой статье мы расскажем о некоторых секретах процесса изготовления плитки в домашних условиях.
Выбор материала – что на это влияет
При выборе материала для изготовления плитки своими руками необходимо понимать, что она выполняет роль не только по декорированию. Отделка должна надежно защищать фасад от негативного воздействия окружающей среды.
С целью сведения к минимуму расходов на производство фасадной плитки учитываются следующие факторы:
- Стоимость материала для изготовления.
- Доступность технологии приготовления.
- Форма и размеры изделия.
- Наличье декора и цветовой оттенок.
Выбор форм
Важно понимать, что заводская технология изготовления фасадной плитки не подходит для домашних условий. Единственное что можно внедрить – метод вибролитья. Что касается форм, то стоимость качественного изделия большая.
Решение о покупке зависит от объема работ. Одна качественная форма рассчитана до 1500 циклов по изготовлению плитки. Если нужно произвести до 20 квадратов плитки, то покупка дорогостоящей формы не оправдает вложения. В этом случае лучше сделать ее самостоятельно. Поэтому важно произвести правильные исчисления.
Поэтому если нет способностей и возможностей изготовить качественную форму своими руками, лучше ее приобрести.
Необходимое оборудование
Комплектация оборудования для изготовления фасадной плитки своими руками зависит от используемого сырья. Самый простой способ – использование бетона. Для изготовления плитки необходима хорошая форма и вибростол.
Форма может быть выполнена из фанеры, пластика, дерева или полиуретана. Лучшим материалом является полиуретан. Посредством его можно передать фактуру будущей плитки в мельчайших подробностях. За счет этого можно идеально создать имитацию натурального камня и другого строительного материала.
Большое количество домашних умельцев изготавливают вибростол самостоятельно. Для этого необходим металлический каркас, лист металла или другого материала для столешницы, мотор от стиральной машинки и пружины.
При изготовлении фасадной плитки также используется технология вибропрессования. Благодаря ее использованию сокращается плотность сырья без большого количества воды.
В некоторых случаях используется печь для обжига, чтобы терракот, клинкер или керамогранит достиг полной готовности. В этих печах заготовка обжигается при температуре от 1 тыс. до 3 тыс. градусов.
Два простых способа изготовления
- Изготовление из бетона считается самым простым способом. В основе сырья используется портландцемент, щебень мелкой фракции, песок, известь и пластификатор. Чтобы облицовка имела водоотталкивающие и морозостойкие свойства обязательно в смесь добавляются модификаторы. Процесс производства очень прост. Все компоненты перемешиваются, заливаются в форму и выкладываются на платформу вибростола. Это обязательная процедура чтобы полностью удалить воздух. После сушки изделие окрашивается в предпочитающий цвет.
- При желании изготовления клинкерной плитки технология немного отличается. В качестве основы используется глиняная масса, которая перемешивается с модификаторами. Приготовленную массу засыпают в вибропрессовальный станок, посредством которого формируется плитка. Этот процесс включается обязательный обжиг. Также заготовка прессуется под большим давлением. Температура обжига достигает до 1300 градусов по Цельсию. В результате получается отделка высокого качества.
Пошаговая инструкция
Теперь рассмотрим пошаговый процесс того, как осуществляется изготовление фасадной плитки своими руками. Все работы должны выполняться при температуре от +15 до +30 градусов по Цельсию. Этот температурный диапазон обеспечит идеальные условия для застывания изделия.
Для начала подготавливаются формы для литья. Также устанавливается вибрационный стол. Можно использовать обычный стол.
Дальнейшие работы имеют следующую последовательность:
- Формы обрабатывается изнутри мылом или маслом. За счет этого извлечь плитку из формы будет просто и легко.
- Далее приготавливается раствор для литья. Рассмотрим простой вариант на основе цемента. Для замеса лучше всего использовать бетономешалку, так все компоненты будут равномерно смешаны между собой. На одно ведро песка приходится половина ведра воды. В течение одной минуты эти компоненты перемешиваются, а потом добавляется два ведра цемента и еще одно ведро воды.
- После этого добавляется полведра воды и четыре ведра песка. Эти компоненты размешиваются.
- Полученный состав не должен быть редким. По своей структуре должен пластичным и плотным.
- При достижении необходимой консистенции, в состав добавляется краситель и также все перемешивается.
- Далее раствор выкладывается в формы. Делать это необходимо на работающем вибростоле.
- Раствор равномерно распределяется по всем формам.
- На протяжении всего этого времени вибростол продолжает работать.
- В процессе вибрации из состава раствора будут выходить пузырьки воздуха. Одновременно широким шпателем все формы разравниваются по одному уровню.
- Выступающий раствор за пределы формы сразу устраняется.
- После этого заготовка отправляется на сушильный шкаф или специальную сушильную камеру.
Срок полного затвердевания может достигать до двух дней. На протяжении этого времени формы трогать нельзя. По истечении этого срока, формы погружаются в емкость с теплой водой до +60 градусов по Цельсию на три минуты. После извлекаются из воды, а также плитка из формы.
Извлекать необходимо осторожно, чтобы не повредить заготовку. Можно использовать резиновый молоток или легкими движениями руки. Фасадная плитка будет полностью готова к дальнейшей облицовки по прошествии 10 дней.
Клинкерная плитка и ее характеристики: технология производство, оборудование
Клинкерная плитка – облицовочный материал, который уже давно активно используется в строительном деле. Ещё в начале XIX века материал использовался для прокладки дорог в Голландии, сразу же после чего его начали применять в России и Западной Европе.
Как утверждают историки, технология производства клинкерной плитки берёт своё начало ещё с XV века, когда люди заметили, что во время обжига глиняных брусков они приобретают совсем другие свойства (свойства керамогранита).
 Печи, в которых производился обжиг, состояли только из одного входа и небольшого помещения. Внутрь него складывались глиняные бруски разных форм, после чего вход закладывался на несколько дней. Кирпич внутри под воздействием высокой температуры обретал нужные физические свойства.
Печи, в которых производился обжиг, состояли только из одного входа и небольшого помещения. Внутрь него складывались глиняные бруски разных форм, после чего вход закладывался на несколько дней. Кирпич внутри под воздействием высокой температуры обретал нужные физические свойства.
Производят клинкерную плитку в основном из натурального материала – глины. В качестве разнообразия цветовой гаммы применяют естественные красители. Глина для обжига должна отличаться высоким уровнем тугоплавкости, и иметь минимальное количество разных примесей.
Сегодня залежи высококачественного клинкера, пригодного для изготовления клинкерного облицовочного материала, имеются в Польше, Германии, Испании, Голландии и др. странах.
Технология производства клинкерной плитки
В нынешнее время технология производства клинкерной плитки не имеет принципиальных отличий от технологии производства в средневековой Европе. Хотя специалисты в данной области выделяют 2 типа производства:
- экструдирование
- полусухое прессование
Клинкерная плитка проходит процесс обжига при высоких температурах. Если, к примеру, при обжиге обычных глиняных изделий материал поддаётся воздействию порядка 800-900 оС, то в клинкерных печах рабочая температура составляет 1100-1400 оС.
Благодаря такому температурному режиму материал изменяет своё физическое состояние, становясь более  прочным. При этом расход энергоносителей в 4 раза превышает потребность, нежели при обработке глиняных изделий обычным способом.
прочным. При этом расход энергоносителей в 4 раза превышает потребность, нежели при обработке глиняных изделий обычным способом.
Экструдиционный метод производства подразумевает использование специального оборудования – экструдера. Устройство представлено в виде шнековой мясорубки, в которую подаётся влажная пластичная глина. После её измельчения выполняется формовка с помощью вакуумного пресса. Данная заготовка после просушки отправляется в печь для обжига. Клинкерный материал после экструдирования отличается высокой плотностью, прочностью, стойкостью к истиранию, механическим и химическим воздействиям.
Метод полусухого прессования также подразумевает процесс прессования на специальном оборудовании. Однако в отличие от экструдирования, исходные материалы помещаются в печь для обжига без предварительной сушки. В результате такого метода производства клинкерное изделие имеет небольшую плотность, в силу чего существенно ослабляет свою прочность.
Метод полусухого прессования нужен для того, чтобы получать клинкерные изделия с низкой теплопроводностью. А в некоторых случаях такие изделия ценятся намного больше, нежели, к примеру, стойкость к механическим или химическим воздействиям.
Оборудование для производства клинкерной плитки
Для производства качественной клинкерной продукции используется специальное оборудование. В процессе технологической обработки, глина проходит через экструдер, специальное устройство для прессования и создания необходимой формы (станки бывают ленточными, вакуумными, ротационными, рычажными), камеры предварительной сушки и печь для обжига.
Пресс-формы для формировки, в которые помещается влажная пластичная глина, имеют матричный слой, обеспечивающий максимально возможный уровень герметичности и теплоизоляции материалу на выходе.
Основным оборудованием для производства клинкерной плитки, естественно, считается печь обжига. Такое помещение представляет собой своеобразный тоннель порядка 150 м длиной. В нём имеются источники нагрева в виде подачи открытого огня.
В специальных вагонетках, которые перемещаются по печи с довольно низкой скоростью, подаются клинкерные элементы. Таким образом, происходит постепенное нагревание и обжиг глины. Такие печи работают в непрерывном режиме, что позволяет поддать обжигу большое количество изделий.

Производство клинкера не требует значительных энергозатрат. Высокая стоимость готового материала может быть оправдана лишь затратами на доставку материала (глины) из месторождений. Но цена с лихвой компенсируется за счёт эксплуатационных качеств материала. Именно этот показатель (цена-качество) делает применение клинкера очень популярным в самых разных направлениях строительной индустрии.
Далее узнаете как правильно произвести облицовку фасада клинкерной плиткой.
Технические и эксплуатационные характеристики клинкера
С помощью высокотемпературной обработки клинкерная плитка получает большинство своих положительных характеристик. Материал практически не имеет пор, поэтому не пропускает влагу и обеспечивает высокую гидроизоляцию помещению. В стенах не накапливается плесень и бактерии, поэтому срок эксплуатации таких стен намного больше обычных.
Клинкерная плитка невосприимчива к щелочам и кислотам, поэтому часто используется для облицовки жилых домов. Такой материал морозостоек, из-за чего его часто применяют при возведении фасадов зданий в регионах с пониженным температурным режимом (клинкер способен выдерживать до 50-80 морозных сезонов). В сравнении с обычной кирпичной кладкой, на которой уже после 1-2 зимних периодов выступают светлые следы, клинкерная плитка сохраняет свой первоначальный внешний вид долгое время.
Клинкер отличается целым рядом преимуществ:
- низкое поглощение влаги;
- экологичность;
- большое разнообразие цветов;
- высокая прочность и морозостойкость;
- неограниченный срок службы.
Данный облицовочный материал очень часто используют вместе с теплоизоляцией, получая идеальное покрытие для фасадов зданий. Такие панели называются термопанелями, и в настоящее время уже имеют большую популярность.
Клинкерная плитка — от истоков до современности
Бывает, что требуется освежить или изменить приевшийся оштукатуренный фасад здания. В большинстве своем фасад планируют делать кирпичным, но по вполне понятным техническим или финансовым причинам — это сложно выполнить. Поэтому при реконструкции старого дома или проектировании новой постройки можно облицовывать фасад термопанелями с клинкерной плиткой для получения многих преимуществ. Кроме всего прочего, клинкер имеет широчайший спектр цветовой гаммы и значительное разнообразие фактуры.
Оглавление:
- История клинкера
- Достоинства клинкерной плитки
- Изготовление клинкерной плитки
- Способы производства клинкера
- Виды клинкера
- Область применения
История клинкера
Слово «клинкер» имеет немецкие корни – материал при постукивании издает характерный звук «klink». Впервые клинкер придумали голландцы, разработав технологию изготовления высокопрочного керамического камня. В Голландии в начале 19 столетия была создана первая клинкерная дорога, что соединяла Гарлем с Амстердамом.
Голландцы со временем стали производить клинкер для мощения и сооружения домов. Так как в этой стране почти нет природных каменных материалов, новая клинкерная плитка для фасадов завоевала популярность очень быстро. Технология производства клинкера из Голландии распространилась в соседние страны Западной Европы, а потом — в Америку.
Достоинства клинкерной плитки
Клинкер представляет собой керамическую плитку на глиняной основе, которая прошла при высокой температуре продолжительную термообработку. Клинкер долгое время изготавливался в Германии из глины особого сорта. Отличительная особенность клинкера кроется в том, что он изготовлен на основе натурального материала и обладает низким уровнем поглощения влаги — от 0,3 — 3%, что делает плитку морозостойкой.
Благодаря особой прочности материал имеет высокие показатели стираемости, что делает клинкерную плитку популярной в местах общественного пользования со значительной проходимостью людей. Клинкер не подвергается механическим воздействиям, он устойчив к солнечному свету, плесени, бактериям, грибку, мху и агрессивным веществам. Плитку производят при температуре больше 1000 градусов по Цельсию, и благодаря подобной технологии из неё полностью исключаются различные включения и пустоты.
Сегодня клинкерная плитка по ассортименту и качеству не уступает общепризнанному кирпичу для фасадов. При этом клинкер позволяет существенно экономить, так как использование полноформатного кирпича в ряде случаев очень дорого, нецелесообразно или невозможно. Клинкерная плитка под кирпич является отличным решением при возведении нового дома и реконструкции старых зданий.
Изготовление клинкерной плитки
Для производства высококачественной облицовочной клинкерной плитки используются тугоплавкие сланцевые глины конкретного химического состава, что не содержат примесей карбоната кальция и соли. Кроме шамота и флюса в готовую шихту принято добавлять тонкодисперсный промотор, который ускоряет процедуру спекания.
Обжиг клинкера осуществляется при высокой температуре – близко 1300 градусов по Цельсию, хотя эта температура для обычных керамических изделий не превышает 1000 градусов. Подобная методика позволяет получить на выходе материал микрозернистой структуры без пустот, изделия высокой прочности и низкого водопоглощения. А это в свою очередь весьма важно для наших климатических условий.
В состав шихты нередко добавляют красители, которые позволяют изготавливать фасадную клинкерную плитку самых разнообразных цветов – от темно-коричневого до молочно-белого. Это позволяет проектировать и создавать оригинальные фасады с разными цветовыми и пластическими решениями. Однако клинкерная плитка даже без добавления красителей обладает красивыми тонами желто-коричневой гаммы, что зависят от химического состава используемой глины и температур ее обжига.
Способы производства клинкера
На современных предприятиях клинкер изготавливают экструзионным способом. В шихту для этого добавляют небольшое количество воды, и полученную пастообразную массу под воздействием матрицы-мундштука продавливают через пуансон, который имеет прямоугольное отверстие с размерами, что задают клинкерной плитке необходимые толщину (9 – 17 миллиметров) и ширину (50 — 113 миллиметров). Из экструдера выходит лента, нарезаемая тонкой проволокой по длине (193 — 295 миллиметров), и полученные заготовки поступают в печь на обжиг.
Но, на ряду с этим, существует методика ручной формовки, которая позволяет получить эксклюзивную клинкерную плитку, что может использоваться при наружной отделке строящихся домов и реставрации фасадов исторических построек. В последнем случае применяется искусственное состаривание клинкерной плитки, поверхность которой имеет сколы, раковины, потертости, образованные с помощью сжатого воздуха и струи воды под высоким давлением.
Виды клинкера
Клинкер является уникальным строительным материалом, который обладает такими свойствами, с которыми не может сравниться ни одна разновидность керамической плитки. Клинкерная плитка, как правило, имеет стандартные размеры 12 на 24,5 сантиметров, но она бывает и квадратной, причем достаточно больших размеров. Толщина клинкера изменяется в пределах от 9 до 25 миллиметров. С повышением толщины увеличивается прочность клинкерной плитки, которая может запросто послужить фальшполом.
Цветовая гамма клинкерной плитки насчитывает порядка 100 разных вариантов — от кремовых и белых тонов до красно-коричневых и черных. На расцветке клинкера стоит отдельно остановиться. Клинкерная плитка – это натуральный материал без химических добавок и красителей, поэтому он не изменяет собственный цвет и не выгорает спустя долгие годы на солнце. Широчайший спектр цветовой гаммы достигнут только естественными методами.
Поверхность клинкера и клинкерной плитки под кирпич бывает шероховатой, глянцевой, матовой или необработанной. Чтобы добиться эффекта обожжённого материала, впекают в сырьё уголь, а для улучшения декоративных свойств — наносят специальную глазурь. На необожженную глину для придания необходимого окраса наносят натуральный краситель, что запекается одновременно с плиткой. Также клинкер бывает остеклованным.
Как строительно-отделочный материал клинкерная плитка имеет такие разновидности: облицовочный материал для внутренней и наружной отделки зданий, а также техническая клинкерная плитка для мощения пешеходных дорожек, дорог, полов в общественных и промышленных зданиях, а также для отделки хранилищ.
Область применения
Область применения клинкерной плитки весьма широка, а благодаря морозостойкости клинкер используется во всех климатических зонах. Клинкерная плитка подходит для малоэтажного строительства и строительства многоэтажных зданий, а также применяется с целью увеличения технических свойств существующих жилых домов. Клинкер подходит для облицовки бетонных, каркасных, пенобетонных и деревянных поверхностей.
К внешней стороне наружной стены в этом случае крепится слой утеплителя, поверх которого укладывается клинкерная плитка, после чего в разы возрастает теплоизоляционная способность ограждающих конструкций. Клинкерная плитка повышает долговечность фасадов: они не разрушаются под воздействием агрессивных веществ, которые содержатся в саже, смоге и кислотных дождях.
В силу своих особенностей клинкерная плитка нашла широкое применение в загородном домостроении. С помощью этого материала обустраивают террасы, открытые площадки, балконы, оранжереи, садовые дорожки и внутренние дворики. Клинкерная плитка позволяет создавать оригинальные ландшафтные варианты, так как устойчива к влиянию всевозможных атмосферных явлений, не гниет и не горит, не интересна насекомыми и грибкам, а также отлично сохраняет цвет.
Клинкер незаменим для бассейнов благодаря своей долговечности. Различные монолитные сливы сложнейшей конфигурации, специальные канавки для удобного захвата рукой, угловые элементы, шероховатая поверхность в местах, где существует опасность поскользнуться. Пол в гараже также можно выполнять из этой плитки, потому что материал отличается высокой химической стойкостью и ему не страшны масло и бензин.
Очень часто клинкерная плитка используется в качестве альтернативы дорогим аналогам — натуральному камню или керамическому граниту. В отделке лестниц, фасадов, пешеходных зон клинкерной плитки достаточно, и только в общественных местах с высокими эксплуатационными нагрузками (аэропорты, вокзалы, метро) имеет смысл вместо неё использовать керамический гранит.
Незаменим подобный материал и при облицовке каминов. Клинкерная плитка выглядит внешне как кирпич, но обладает устойчивостью к высокой температуре, поэтому идеально подходит для обустройства печей. Уникальность клинкера состоит в широчайшем выборе цветовых расцветок. Клинкерная плитка также выпускается в достаточно популярном варианте — под ручную формовку. Отделка клинкерной плиткой придает камину эффект старины и позволит создать загадочный интерьер.
Как вы уже поняли, песчаная и шершавая поверхность клинкерной плитки напоминает классический голландский кирпич. Но подобная оптическая составляющая является далеко не единственным преимуществом этого качественного материала, прошедшего процедуру обжига в туннельной печи. Клинкер обеспечит вам полный уют и комфорт, а также исключит дополнительные финансовые расходы.
Клинкер Плитка — Купить Клинкер Плитка, высокое качество стен, Split огнеупорного кирпича Продукт на Alibaba.com
клинкерная плитка:
1.W / A: 2% -3%
2.Размер: 240x60x11 мм
3.Использование: наружная настенная плитка
4. БЕСПЛАТНЫЕ ОБРАЗЦЫ
Технические характеристики клинкерной плитки
| Тип: | клинкерная плитка |
| Материал: | Натуральная глина |
| Размер: | 60x240x11мм |
| Упаковка: | Картонная коробка с поддоном (60шт / кор, 195.5 кг / кор) |
| Использование: | Отделка внешних стен |
| Место применения | Здание, гостиница, школа, больница и т. Д. |
| Характеристика: | Кислотостойкий, антибактериальный; теплоизоляция, не -скользящий; Огнеупорный кирпич, износостойкий. |
| Сертификат: | GB / T19001-2000 / ISO9001: 200 |
Введение клинкерной плитки:
1) Эта серия продуктов имеет естественную поверхность, низкое водопоглощение, высокую прочность на изгиб , антифриз-оттепель, долговечность и т. д.
2) Культурный имитационный глиняный сплит-кирпич имеет прекрасный тон, естественный переход изменчивых цветов и особую текстуру внешнего вида, которая делает его естественным красивым, возвращая к древнему, деревенскому, устойчивому, более того, вы можете почувствовать современную и культурную среду.
3) Окружающая среда защищает — эта серия продуктов благодаря очень сильному обжигу делает продукты без примесей, нерадиоактивными, это экологически чистый продукт.
4) Красивый и экономичный имитационный глиняный расколотый кирпич имеет оригинальный эффект и особенности глиняного расколотого кирпича, продукты подвергаются высокотемпературному обжигу, поэтому изделия не выгорают, не содержат щелочи, низкое водопоглощение, более того, с развитием времени вы Вы почувствуете красивый вид изделий, гармонирующий со всем зданием.
Сертификаты на клинкерную плитку:
Проекты клинкерной плитки:
Горячие продажи клинкерной плитки:
000 Завод
:
Производственная мощность клинкерной плитки:
LEIYUAN INDUSTRIAL COMPANY LIMITED — совместное предприятие, инвестируемое Fujian LOPO Corpration.Leiyuan предлагает терракотовые изделия (терракотовые панели и терракотовые жалюзи для облицовки стен, терракотовая плитка и кирпич), культурный камень, фарфоровая мозаика для наружных стен, плитка для мощения новейшего типа и так далее.
Lopo в основном занимается производством, маркетингом и обслуживанием фасадных систем для наружных стен. Основанная в 2002 году, LOPO также имеет две фабрики по производству искусственного камня и терракотовых кирпичей. LOPO, оснащенная итальянской производственной линией, имеет более чем 10-летний опыт производства терракотовых изделий.Каждый показатель эффективности терракотовой продукции LOPO соответствует и превосходит европейские стандарты. Заказы OEM приветствуются!
клинкерная плитка
….
.
Использование хвостов железной руды в качестве сырья для производства портландцементного клинкера
Цементная промышленность в течение некоторого времени искала альтернативное сырье для производства портландцементного клинкера. Целью этого исследования было изучение возможности использования хвостов железной руды (IOT) для замены глины в качестве глиноземисто-силикатного сырья для производства портландцементного клинкера. Для этого были приготовлены два вида клинкера: один был приготовлен IOT; другой был приготовлен из глины в качестве образца.Реакционная способность и горючесть сырьевой муки, минералогический состав и физические свойства клинкера, а также гидратационные характеристики цемента были изучены с помощью анализа горючести, дифференциального термического анализа, рентгеноструктурного анализа и анализа гидратации. Результаты показали, что сырая мука, содержащая IOT, имела более высокую реакционную способность и горючесть, чем сырая мука, содержащая глину, и использование IOT не влияло на формирование характерных минералогических фаз портландцементного клинкера. Кроме того, физико-механические характеристики двух цементных клинкеров были одинаковыми.Кроме того, было обнаружено, что использование IOT улучшает измельчаемость клинкера и снижает теплоту гидратации портландцемента. Эти данные свидетельствуют о том, что IOT может заменить глину в качестве алюмосиликатного сырья для изготовления портландцементного клинкера.
1. Введение
IOT — это твердые отходы, образующиеся в процессе обогащения при обогащении железной руды, и являются одной из основных проблем загрязнения в горнодобывающей промышленности. Непрерывное развитие черной металлургии привело к увеличению объемов IOT; ежегодно выгружается более 300 миллионов тонн IOT, но полный коэффициент использования IOT по-прежнему составляет менее 10%; накопление запасов по-прежнему является наиболее распространенным и экономичным способом управления IOT [1, 2].Однако огромное количество накопленного IOT создает ряд экологических и социальных проблем. В последние годы IOT как вторичный ресурс привлек большое внимание во многих странах мира. В настоящее время исследования по комплексному использованию ИВ в основном сосредоточены на переработке полезного металла и производстве строительных материалов, среди которых использование ИВ для производства строительных материалов является более эффективным решением для восстановления ресурсов и управления ИВ [3, 4] .Использование IOT в качестве сырья для строительной индустрии не только потребляет большое количество IOT и обеспечивает нулевой выброс отходов IOT, но также полезно для защиты природных минеральных ресурсов.
Производство портландцементного клинкера требует большого количества природных ресурсов (известняк, глина и т.д.), и глина широко используется в качестве традиционного алюмосиликатного сырья по уважительным причинам [5]. Цементная промышленность претерпела огромное развитие за последние десятилетия, но она вызывает чрезмерную эксплуатацию глинистых ресурсов и значительный ущерб окружающей среде.В настоящее время цементная промышленность сталкивается с проблемой недостаточного снабжения сырьем и защиты окружающей среды, поэтому в течение некоторого времени она занимается поиском альтернативного сырья для производства портландцементного клинкера. Хорошо известно, что в качестве альтернативного сырья при производстве портландцементного клинкера использовались различные промышленные твердые отходы, такие как стальной шлак, зола шлама и керамические отходы [6–9]. Благодаря высокому содержанию кремнезема и железа IOT можно использовать в качестве силикатного или железосодержащего корректирующего материала во время производства портландцементного клинкера, но потребление IOT довольно низкое.Кроме того, влияние использования IOT в качестве сырья на свойства сырьевой муки и гидратацию, характерную для портландцемента, также редко обсуждалось. По сравнению с использованием IOT в качестве корректирующего материала, использование IOT в качестве глиноземисто-силикатного сырья для производства портландцементного клинкера может потреблять больше IOT и уменьшить добычу глины; однако пока имеется мало информации о замене глинозема в качестве глиноземистого сырья для изготовления портландцементного клинкера IOT.
В данной статье исследовалась возможность использования IOT для полной замены глины в качестве алюмосиликатного сырья для производства портландцементного клинкера; Свойства сырьевой муки, клинкера и цемента были изучены с помощью анализа горючести, дифференциального термического анализа, рентгеноструктурного анализа и гидратационного анализа. С одной стороны, это может решить экологические проблемы IOT и улучшить комплексную степень использования IOT. С другой стороны, он может стать альтернативным алюмосиликатным сырьем для цементной промышленности.
2. Материалы и методы
2.1. Материалы
В этом исследовании IOT был получен на обогатительной фабрике в провинции Хэнань. Глина была с кирпичного завода в Шияне, а железная руда — с группы Jiugang. Известняк и кварцевый песок были приобретены у компаний Huangshi XinHai Trade Co., Ltd. и Jingyou Sand Co., Ltd. соответственно. В качестве сырья для производства портландцементного клинкера использовались IOT, глина, известняк, кварцевый песок и железная руда. В эксперименте использовались два разных типа алюмосиликатного материала (глина и IOT).Известняковый материал — известняк. Кварцевый песок и железная руда использовались в качестве корректирующих материалов для корректировки содержания силиката и железа в сырьевой муке соответственно.
Основной химический состав сырья показан в таблице 1. Химический состав IOT показан в дополнительном материале, доступном на сайте http://dx.doi.org/10.1155/2016/1596047. Основной компонент IOT и глины аналогичен, а содержание алюминия в IOT довольно высокое, что относится к типу богатых алюминием.Опасными веществами IOT являются SO 3 и Cl, но их содержание очень низкое. Диаграмма XRD (рис. 1) показывает, что основными минеральными фазами IOT являются феррочермакит и анортит, в то время как авгит и клинохлор встречаются как второстепенные фазы. Однако кварц не обнаруживается на рентгенограмме IOT, которая является частым компонентом IOT. SiO 2 в амфиболе и полевом шпате легче комбинировать с CaO в процессе спекания, чем в кварце, что означает, что IOT имеет относительно высокую реакционную способность.Следовательно, IOT представляется подходящим альтернативным алюмосиликатным сырьем для производства портландцементного клинкера.
| |||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||
2.2. Подготовка образцов
Модуль клинкера всегда использовался для контроля производства портландцементного клинкера. Композиционные параметры модуля клинкера перечислены ниже:
Были приготовлены два вида образцов; один был приготовлен с использованием глины в качестве эталона (RM-1), а другой был приготовлен IOT (RM-2).Модули клинкера двух образцов были приведены к одинаковым значениям (KH = 0,90, SM = 2,50 и IM = 1,50). Соотношения компонентов двух образцов представлены в таблице 2.
| ||||||||||||||||||||||||||||||||||||
Кварцевый песок прошел через сито 0,08 мм путем измельчения, потому что крупный кварцевый песок отрицательно влияет на горючесть шрота. Сырьевая мука была сформирована в виде небольших сфер диаметром 15 мм и затем высушена в печи при 105 ° C в течение 1 часа. Эти маленькие сферы обжигались при 1450 ° C в течение 1 часа.После процесса спекания полученные клинкеры быстро охлаждали до комнатной температуры. Полученные клинкеры измельчали с 5% гипса по весу в течение 2 минут в лабораторной колеблющейся мельнице для получения портландцемента.
Цементные пасты были приготовлены для исследования продуктов гидратации портландцементного клинкера. Пасты были приготовлены с отношением воды к твердым веществам 0,3 и отверждены в стандартной камере для отверждения. На 3 и 28 сутки гидратацию паст прекращали спиртом и сушили при 80 ° C в вакуумном сушильном шкафу в течение 24 часов для дальнейшей характеристики.
2.3. Методы испытаний
Химический состав сырья определялся методом рентгеновской флуоресценции (AXIOS).
Минеральный состав IOT, клинкеров и пасты был проанализирован методом дифракции рентгеновских лучей (D / MX-IIIA).
Испытания цементной сырьевой муки на горючесть проводились в соответствии с китайским национальным стандартом GB / T 26566-2011. Цементную сырьевую муку обжигали при 1350 ° C, 1400 ° C и 1450 ° C в течение 30 минут соответственно. Содержание свободной извести в клинкерах анализировали глицерин-этанольным методом.
Анализ реакционной способности сырьевой муки проводился с помощью дифференциального термического анализа (STA 449F3).
Механические испытания цемента проводились в соответствии с китайским национальным стандартом GB / T 17671-1999.
Физические свойства цемента были исследованы в соответствии с китайским национальным стандартом GB / T 1346-2001.
Теплота гидратации цемента измерялась микрокалориметром (C80, SETARAM). Водоцементное соотношение составляло 0,5, время гидратации составляло 3 дня.
3. Результаты и обсуждение
3.1. Характеристика сырой муки
3.1.1. Реакционная способность сырьевой муки
Реакционная способность сырьевой муки определяется скоростью реакции сырья и связана с его минеральными характеристиками. Реакционную способность сырой муки изучали методом ДСК. Кривые нагрева методом ДСК для двух образцов представлены на рисунке 2. В процессе спекания образование клинкерных минералов сопровождается эндотермическими и экзотермическими реакциями.Эндотермический пик около 830 ° C объясняется термическим разложением известняка. Экзотермический пик между 1230 ° C и 1260 ° C приписывается реакциям в твердом состоянии, что означает постепенное образование C 3 A, C 4 AF и C 2 S [9]. Эндотермические пики примерно при 1330 ° C связаны со спеканием жидкой фазы и образованием C 3 S. Из рисунка 2 видно, что температура твердофазных реакций RM-2 может быть на 30 ° C ниже. чем РМ-1, но температура разложения известняка и температура спекания жидкой фазы в двух образцах практически одинаковы.Результаты анализа DSC показывают, что использование IOT в качестве алюмосиликатного материала способствует твердофазным реакциям и улучшает реакционную способность сырьевой муки, в то время как это мало влияет на процессы разложения известняка и снижает температуру образования C 3 С. Химический состав IOT, приведенный в дополнительном материале, показывает, что IOT содержит микроэлементы (CuO, TiO 2 , MnO и т. д.), которые могут способствовать твердотельной реакции [10].
3.1.2. Горючесть сырьевой муки
Горючесть сырьевой муки описывает степень сложности образования клинкера в процессе спекания и оценивается по содержанию свободной извести в клинкере. Чем меньше в клинкере свободной извести, тем выше горючесть шрота. Результаты испытаний на горючесть приведены на рисунке 3. Содержание свободной извести в РМ-2 ниже при всех температурах спекания, и реакция процесса спекания после 1350 ° C в основном заключается в образовании C 3 S.Результаты анализа горючести предполагают, что использование IOT улучшило горючесть сырьевой муки и способствовало образованию C 3 S в процессе спекания. Улучшение горючести может быть связано с наличием микроэлементов и особым минеральным составом IOT.
Результаты анализов реакционной способности и горючести показывают, что РМ-2 имеет более высокую реакционную способность и горючесть. По сравнению с глиной, использование IOT в качестве алюмосиликатного сырья для производства портландцементного клинкера может снизить температуру спекания или сократить время спекания в процессе спекания, что может снизить производственные затраты в цементной промышленности.
3.2. Характеристика клинкера
3.2.1. Рентгенограмма клинкера
Рентгеноструктурный анализ двух полученных портландцементных клинкеров приведен на рисунке 4. В обоих клинкерах основными минеральными фазами двух полученных клинкеров были C 3 S, C 2 S, C 3 A и C 4 AF, которые соответствуют характерным минералам типичного портландцементного клинкера [11]. Однако между двумя клинкерами есть небольшая разница в том, что RM-2 содержит меньшее количество C 2 S, что связано с ускорением процесса спекания.Содержание свободной извести в обоих клинкерах очень низкое, поэтому ее нельзя обнаружить на рентгенограмме. Результаты рентгеноструктурного анализа показывают, что использование ИОТ не влияет на формирование характерных минералогических фаз портландцементного клинкера.
3.2.2. Физико-механические испытания
В таблице 3 представлены физико-механические свойства двух произведенных портландцементных клинкеров. Результаты физических испытаний показывают, что использование IOT лишь незначительно повлияло на время схватывания производимого портландцемента.Однако цемент РМ-2 требует большей удельной поверхности и воды. Большая удельная поверхность означает лучшую шлифуемость и приводит к большему расходу воды. Различия в минералогическом составе клинкеров существенно влияют на измельчаемость клинкеров; C 2 S, как известно, является наиболее прочным компонентом всех клинкерных минералов [12]. Измельчение клинкера РМ-2 увеличивается с уменьшением количества C 2 S.
| ||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||
Образец портландцемента был изготовлен путем измельчения 95 мас.% Клинкера с 5 мас.% Гипса, и механические свойства полученного образца портландцемента были испытаны на прочность после отверждения на 3 и 28 дней.Оба раствора дали довольно схожую прочность на изгиб и сжатие в одни и те же дни, а механические характеристики двух клинкеров портландцемента соответствовали характеристикам портландцемента с классом прочности 42,5 МПа, что подтвердило вероятность использования IOT в качестве альтернативного сырья для портландцемента. производство цементного клинкера.
3.3. Характеристика гидратации
3.3.1. Диаграмма XRD пасты
Диаграммы XRD двух паст, гидратированных в течение 3 и 28 дней, представлены на рисунке 5.В обеих пастах продуктами гидратации двух цементных клинкеров являются Ca (OH) 2 и эттрингит. Гидрат силиката кальция (C-S-H) не был обнаружен в течение всего процесса гидратации, предположительно из-за аморфных характеристик самого гидрата силиката кальция [13]. Пики дифракции C 3 S и C 2 S выше в пасте RM-2 через 3 дня, что указывает на то, что скорость гидратации силиката кальция в цементе RM-2 ниже. С увеличением времени гидратации пики C 3 S, C 2 S и C 4 AF уменьшаются через 28 дней.
3.3.2. Теплота гидратации цемента
Скорость тепловыделения и теплоты гидратации двух цементных клинкеров в течение 3 дней показана на рисунке 6. В обоих случаях выделение тепла довольно интенсивное в первые несколько минут прединдукционного периода. Вскоре после этого процесс гидратации задерживается, и скорость выделения тепла быстро уменьшается в период индукции. Затем появляется второй основной экзотермический пик в результате образования эттрингита и гидратации C 3 S [14].И наконец, в последующий период скорость тепловыделения постепенно снижается. Из рисунка 6 видно, что время окончания индукционного периода для двух цементных клинкеров почти одинаково, время окончания индукционного периода связано со временем схватывания цемента, а результаты анализа индукционного периода хорошо согласуются с результаты физических тестов. RM-2 имеет более слабый экзотермический пик; однако процесс образования эттрингита двух цементных клинкеров может быть аналогичным по результатам времени схватывания двух цементных клинкеров, поэтому более слабый экзотермический пик был обусловлен более низкой скоростью гидратации силиката кальция.Рентгеноструктурный анализ двух паст также дал те же результаты.
Теплота гидратации цемента РМ-2 ниже в ранний период гидратации, что связано с более высокой скоростью высвобождения гидратации цемента РМ-2. Большая удельная поверхность цемента РМ-2 способствует процессу гидратации цемента в начальный период гидратации и приводит к более высокой скорости высвобождения гидратации цемента. Поскольку скорость тепловыделения цемента RM-2 уменьшается быстрее в следующий период, теплота гидратации RM-1 превышает RM-2 примерно через 10 часов, и промежуток теплоты гидратации двух цементных клинкеров постепенно увеличивается в более поздний период.
4. Выводы
Химический и минералогический анализ IOT показал, что он может рассматриваться как готовое алюмосиликатное сырье из-за высокого содержания глинозема и относительно высокой реакционной способности. Кроме того, схожие минералогические, физические и механические свойства двух производимых портландцементных клинкеров подтвердили, что IOT может полностью заменить глину в качестве альтернативного алюмосиликатного сырья для производства портландцементного клинкера. Однако обнаружено, что использование IOT улучшает реакционную способность и горючесть сырьевой муки и способствует процессу спекания.Кроме того, портландцементный клинкер, полученный IOT, имеет лучшую измельчаемость, а теплота гидратации портландцемента ниже. Доступность и низкая стоимость IOT делают привлекательной замену глины в качестве алюмосиликатного сырья для производства портландцементного клинкера. Это будет полезно для управления IOT, облегчая проблему поставок сырья для цементной промышленности и позволяя снизить затраты на переработку сырья.
Конкурирующие интересы
Авторы заявляют, что у них нет конкурирующих интересов.
Выражение признательности
Это исследование было выполнено при финансовой поддержке ключевых национальных программ поддержки науки и технологий Китая (№ 2015BAB03B05) и Национального фонда естественных наук Китая (№ 51404177).
Дополнительные материалы
Описание дополнительных материалов : «IOT содержит различные микроэлементы, такие как TiO2, MnO, CuO и т. Д. Хотя содержание микроэлементов было низким, они могут способствовать процессу спекания клинкера».
- Дополнительные материалы
.Плитка керамического клинкера Дель Конка
белая с золотой спецификацией
Спецификация керамической клинкерной плитки HS603Gn
| Код | HS603GN |
| Материал | Фарфор |
| Техника | Полированный |
| Цвет | Любой цвет Доступен во многих дизайнах |
| Размер | 600×600 мм, 800×800 мм |
| Поверхность | Плитка с полированной и плоской поверхностью |
| Водопоглощение | ниже 0.5% |
| Упаковка | Картонные коробки и поддон из фанеры |
| Заявка | И стена, и пол |
Описание: спецификация керамической клинкерной плитки
Эта серия продуктов является основой напольной плитки в порошке, в процессе обжига в количестве
кристаллов фритты запеченные порошки являются своего рода модернизацией; выберите сырье, тонкое измельчение
в частицах материала тела, для научной формулы, через компьютерную систему эмбрионов
после случайной температуры прокаливания ткани и высокого давления, полный контроль микрокомпьютера, от
производственного процесса фундаментального решения до высшего качество продукта.
1. Нанесите образец мраморного камня первого сорта для справки, чтобы убедиться, что все изделия выглядят как настоящий мраморный камень.
2. Восстановить естественные прожилки настоящего мрамора, чтобы добиться хорошего эффекта от применения мраморной плитки.
3. Применяйте новейшее оборудование для 3D-печати для производства мраморной плитки, чтобы можно было восстановить ее естественную жилку.
4. Поверхность гладкая и ровная, ее легко чистить и обслуживать.
6. Прежде всего, мы сами исследуем и разрабатываем мраморную плитку, поскольку у нас есть то преимущество, что мы занимаемся производством напольной плитки уже много лет, а также имеем профессиональная команда разработчиков для разработки плитки, которая больше всего похожа на мрамор.
Характеристика продукта: спецификация керамической клинкерной плитки
Эта серия продуктов помимо хорошей износостойкости с ультратонкой плиткой, прочности на изгиб и низкого водопоглощения, внешний вид продукта из-за обжига в кристаллической фритте, поэтому три -размерный эффект выраженный, белый цвет, текстура четкая, естественная, тонкая гармония и баланс без дублирования, с безупречным декоративным эффектом, близкий к натуральному камню.
1) Профессиональный производитель керамической плитки для стен и пола
2) Защита от кислот и щелочей
3) Долговечность
4) Не загрязняет окружающую среду
5) Легко чистится, легко укладывается
6) Настройте любой дизайн, который вам нравится.
7) Самая конкурентоспособная цена.
8) Простота установки, защита от пыли.
Преимущество: спецификация клинкерной керамической плитки
Преимущества полностью полированной глазурованной плитки, такие как гладкая и яркая поверхность, симметричный цвет, красочный рисунок, очень индивидуальный дизайн, может быть разнообразным украшением дома. Во-вторых, рисунок полностью отполированной глазурованной плитки выглядит очень нежно и неповторимо, без шероховатости и разнообразия цветов. Очень важной особенностью является долгий срок эксплуатации, поскольку глазурованная поверхность полностью отполированной глазурованной плитки толще и может выдерживать износ.
Этот вид полированной керамогранитной плитки — это продукция нового поколения, основанная на итальянской технологии ультратонкой порошковой системы.
— Вся наша продукция производится на самой современной в мире линии и покрывается лучшей импортной глазурью на поверхности.
— Все наши плитки проходят строгий контроль перед упаковкой и отправкой.
— Лучшее послепродажное обслуживание, клиенты могут пожаловаться нам, если обнаружат какую-либо ошибку в наших плитках, и мы постараемся оказать поддержку как можно скорее.
— Более 12 лет опыта в экспорте для упрощения заказов на закупку.
, пожалуйста, нажмите на картинку, которую вы хотите, и увидите больше продуктов >>>
HB6251 HB6314 HB6253
HB6452 HS608GN HS649GN
У нас есть 5 заводов в Фошане, Китай.Если есть другой
Товары для строительства и недвижимости, которые вам необходимо приобрести!
ДОБРО ПОЖАЛОВАТЬ В МАГАЗИНЫ HANSE ALIBABA
1. Гарантия торговли на Alibaba, гарантированное качество, своевременная доставка, безопасная оплата
2. Реальные записи транзакций, отслеживаемая оплата и отгрузка на линии
3. В течение 25 дней срок поставки для быстрого оборота
4. Старайтесь делать все возможное, чтобы соответствовать ожиданиям клиентов и превосходить их — строгий контроль качества, своевременная доставка
и быстрое реагирование на требования клиентов.
5. Собирайте и поддерживайте обратную связь во время производственного процесса.
.
Клинкерная напольная плитка — Купить клинкерную напольную плитку, клинкерную напольную плитку, клинкерную напольную плитку продукт на Alibaba.com
Клинкерная плитка для пола
Технические характеристики:
Материал: керамическая плитка Цвет: как на фото
Размер: 150×150 мм, 200×200 мм, 300×300 мм 333×333000, 400×4003,
9000 8 мм
Поверхность : Глазурованная керамическая плитка для пола
MOQ: 500 кв.м Вместимость 20’GP: 20 поддонов
Условия оплаты: T / T (30% залог, остаток до доставки),
Срок поставки: 3-5 рабочих дней, когда у нас есть товары на складе,
около 25 рабочих дней после подтверждения плитки
Характеристика:
* Применение: Керамическая напольная плитка для внутреннего покрытия, плитка для ванной комнаты, плитка для кухни, балконная плитка .
* Долговечность при строгом контроле.
* Размер и цвет могут быть произведены
* Водопоглощение: менее 6%
Наши услуги:
1. Строгий и профессиональный контроль — Подтверждение образца, проверка во время производства, осмотр перед загрузкой.Наш QC имеет более чем 20-летний опыт инспекции плитки.
2. Хорошее качество и конкурентоспособные цены. предоставить различные предметы в соответствии с вашими требованиями.
3. У нас более 10 лет опыта экспорта, чтобы сделать ваш заказ более безопасным и беспроблемным.
4. Предоставляются профессиональные условия доставки и отгрузочные документы.
5. Лучшее обслуживание после подтверждения заказа, фотографии, производство видео и ситуация с загрузкой предоставляются клиенту вовремя.
6. Допускается загрузка менее одного контейнера.
7. Своевременная доставка, 10-25 дней после получения депозита.
8. Условия оплаты: T / T, 30% депозита остаток перед отгрузкой.
Детали упаковки:
| No. | Размер | Шт / кв. М | шт / кв. М | кв. М / кв. М | кг / кв. GP (27 тонн) | |||||||||||||||
| 1 | 150X150X5 мм | 44,44 | 44 | 0,99 | 15,5 | 1740 | 1722.60 | 1 | 1 | 1 | 1 | 1 | 48 | 20 | 1350 | 1998,00 | ||||
| 3 | 300X300X7 мм | 11,11 | 17 | 1,53 | 23 | 1174 903 331 | 1,42 | 24,5 | 1100 | 1562,00 | ||||||||||
| 5 | 400X400X8 мм | 6,25 | 12 | 1,92 | 29.5 | 888 | 1704,96 |
Подробнее Дизайн керамической напольной плитки:
плитка для ванной комнаты
.