Самодельный очень точный отрезной станок из болгарки
Здравствуйте. Сегодня я хочу рассказать о том, как я сделал из не нужной мне болгарки отрезной станок. Мне часто приходится резать трубы. Особенно, профильные. Кто это делал, знает, что отрезать ровно профильную трубу болгаркой достаточно сложно. Это занимает много времени — приходится при помощи угольника отчерчивать под прямой угол каждую сторону, потом аккуратно прорезать по одной грани. И всё равно, бывает, что одна сторона получается на полмиллиметра короче, и потом, при сваривании тонкий металл стенки в этом месте начинает гореть из за неплотного прилегания. В идеале ровно можно отрезать только за один рез. А для этого нужен отрезной станок.
У меня была не нужная мне УШМ «DWT ws-180s». Её мне отдали бесплатно по причине неисправности — оторвалась крыльчатка ротора и болгарка заклинила. Хозяин хотел её выбрасывать и предложил отдать мне её на запчасти бесплатно. Я отремонтировал ротор, заменил щётки и подшипники.
Я отремонтировал ротор, заменил щётки и подшипники.
..Но оказалось, что такая болгарка мне не нужна. Она очень тяжёлая и массивная для 180-го круга. Мощности там хватает и для 230-го (2200 Вт), но, почему-то, производитель оборудовал её защитой именно под 180-й круг. Поэтому она у меня несколько лет висела в мастерской невостребованная — у меня есть более лёгкая «180-ка». Я собирался переделать защиту под 230-й круг (тогда она пригодится для работ по бетону, например), но так и не собрался! )))). Ведь 230-я у меня тоже есть…
И вот мне пришла в голову мысль купить для неё станину и сделать отрезной стационарный станок. Но рассмотрев покупные варианты, я обнаружил, что они, в большинстве своём, не обладают достаточной жёсткостью, а значит, и точностью! Поэтому, я пришёл к выводу,что нужно сделать самому.
Что мне понадобилось:
1. Собственно УШМ.
2. Уголок стальной 50 на 50 и 40 на 40.
3. Обрезок водопроводной трубы ДУ32-3,5
4. Обрезок водопроводной трубы ДУ-25
5. Подшипник 6202 (2 шт)
Подшипник 6202 (2 шт)
6. Подшипник опорный.
7. Шпилька М14.
8. Профильные трубы 15 на 15, 20 на 20, 25 на 25
9. Болты и гайки М6, М8, М14.
10. Обрезки жести.
Итак, для начала я решил собрать крепление болгарки. В покупных вариантах, рассчитанных на различные болгарки, крепление осуществляется тремя длинными болтами с контргайками, что сказывается на жёсткости. К тому же, закрепив УШМ в трёх точках, её приходится располагать вертикально, что немного «ворует» глубину реза — как правило, впереди корпус редуктора чуть вытянут. А посему я решил закрепить её горизонтально, в двух точках, с плотным прилеганием рамы к редуктору.. Минус такого крепления — оно подходит только к одной модели УШМ. Но я решил этим пренебречь, посчитав, что если мне и придётся заменить болгарку, то я просто сварю новое крепление.))))
Я вырезал два куска уголка 50 :
Просверлил в них отверстия диаметром 14 мм:
И прикрутил к редуктору, используя места крепления ручки:
При этом у меня не нашлось болтов М14, и я временно заменил их обрезками шпильки с гайками. Для того, чтобы их закрутить и придерживать, пришлось прорезать шлицы под отвёртку:
Для того, чтобы их закрутить и придерживать, пришлось прорезать шлицы под отвёртку:
После этого я прямо на болгарке прихватил уголки друг к другу сваркой, потом снял и накрепко проварил:
Далее я приступил к изготовлению каретки. Для этого мне понадобился отрезок толстостенной трубы 32-ки. Так как отрезать нужно было ровно, а под рукой пока не было отрезного станка, я использовал в качестве разметки широкую малярную ленту:
После этого я вырезал кусок трубы ДУ-25, на 20 мм короче 32-ки:
Вложил одну в другую:
Забил с двух сторон по 202-му подшипнику:
И стянул шпилькой М14, используя шайбы и гайки:
Потом вырезал кусок уголка и прихватил его к трубе. При этом прожёг электродом наружную трубу так, чтобы сварить её с внутренней:
Сейчас надо сделать стойки для крепления каретки. Их я делал из того-же уголка 50. Чтобы они получились одинаковыми, я стянул их струбциной, и в таком положении обрезал и просверлил отверстия:
Далее я собрал и сварил всю крепёжную конструкцию каретки:
Тяги на которых будет крепиться к каретке УШМ, я изготовил из толстостенной профильной трубы 20 на 20. Оптимальную длину их вычислил опытным путём, выложив из труб и брусков схему будущего станка:
Оптимальную длину их вычислил опытным путём, выложив из труб и брусков схему будущего станка:
Осталось вырезать и сварить всё воедино:
На этом этапе я «примерил» болгарку:
Теперь подошла очередь стола. Его я изготовил из листа стали, толщиной 4мм, размером 60 на 60 см:
Закрепил на этом листе всю конструкцию:
Из профильной трубы 15 на 15 сделал две квадратных рамки, размером 50 на 50 см. При этом в трубе, в местах сгиба прорезал только по три стенки, четвёртую оставил.
После этого вварил в углах вертикальные стойки из той-же трубы, и на получившийся параллелепипед закрепил мою конструкцию.
На данном этапе возникла необходимость выставить прямой угол между отрезным кругом и столом. Как я уже говорил, я исключил все регулировки в угоду жёсткости (читай: точности) конструкции. В моих планах было просто подогнуть тяги, а потом укрепить их в нужном положении, приварив к ним в качестве усиления уголки. Но, когда я попробовал их подогнуть сперва двумя монтажками. .. (У-у-у! Какой я оптимист! )))). Потом ломом! (Результат тот же)….. Я понял, что усиливать конструкцию не придётся!! Две толстостенные профильные трубы небольшой длины, к тому-же, проваренные на концах к уголкам швами по 5 см длиной с каждой стороны, дают неимоверную жёсткость! …
…Подогнуть я смог, лишь вставив между ними двухметровую (!) трубу, сечением 60 на 20. (Благо, между тягами как раз 60 мм.
Итак, вертикаль выставлена! Теперь прорезал стол:
После этого расширил и удлинил прорезь малой болгаркой. (На случай установки, к примеру, круга по дереву.)
..Кстати…Изначально у меня возникла мысль сделать «2 в 1». Т.е., предусмотреть возможность переворачивания стола болгаркой вниз, с целью получения циркулярки! И я даже начал это воплощать. К примеру, шляпки всех крепёжных болтов с обратной стороны я проварил, расплавил и зачистил, чтобы получить ровный циркулярочный стол:
По той же причине сделал симметрично отверстия для крепёжных болтов, которыми стол крепится к «параллелепипеду». .. Но эйфория от того, что «классно я придумал» прошла, и я понял, что я просто «повёлся», и погнался не за практичностью, а за «классно получилось».))))))
.. Но эйфория от того, что «классно я придумал» прошла, и я понял, что я просто «повёлся», и погнался не за практичностью, а за «классно получилось».))))))
…А на деле я НЕ БУДУ ЭТИМ ПОЛЬЗОВАТЬСЯ!!! Ведь у меня циркулярка есть. И она, в любом случае, лучше, чем сделанная из болгарки! К тому-же, работая циркуляркой с деревом, хорошо поставить рядом этот станок с кругом по дереву, чтобы торцевать. А не переворачивать стол ради каждой доски…
В общем, отбросил я эту глупую затею….
..
Дальше я приступил к сооружению упора для заготовки. Я приложил угольник к кругу, отчертил линию под прямым углом, и закрепил по ней упорный уголок 40 на 40.
После этого я открутил уголок и по его отверстиям, приложив на этот раз угольник 45 градусов, просверлил отверстие в столе.
Забыл сфотографировать, но тут, думаю, понятно….Теперь, чтобы отрезать под 45, нужно извлечь один болт, повернуть уголок и закрепить в другое отверстие.
Следующий этап. Я приступил к сборке инструментальных тисков. Ведь точно отрезать можно только хорошо закреплённую заготовку.Вырезал кусок трубы 20 на 20.
Ведь точно отрезать можно только хорошо закреплённую заготовку.Вырезал кусок трубы 20 на 20.
Вставил внутрь обрезок шпильки М14 и стянул гайками. При этом, одну гайку взял длинную, соединительную:
Приварил её.
И обработал болгаркой, придав ей наружные размеры трубы: Далее я ещё понаваривал, там где не хватило и ещё обработал. (не фотографировал).
Потом вырезал кусок 25-й трубы (в неё легко и достаточно плотно входит 20-ка) и приварил к ней поперёк обрезок полосы, чтобы можно было, просверлив отверстия, закрепить её к столу. Это будет направляющая: На краю шпильки я сделал выборку и изготовил туда маховичок.
Далее, на краю стола закрепил уголок с отверстием, и собрал тиски. шпильку вкрутил в трубу с приваренной гайкой, одел на неё направляющую, и всё это пропустил через упорный уголок, подложив опорный подшипник, который зафиксирован зашплинтованной гайкой: Короче, поймёте по фото:
Рукоятку маховичка сделал из мебельного болта, одев на него металлическую трубку.
На конце сделал широкий упор. И получились вот такие инструментальные тиски:
При вращении маховичка, труба с приваренной гайкой вылезает из направляющей и плотно прижимает заготовку к упору. Единственное неудобство — вращать нужно влево.))). Зато надёжней, чем эксцентриковый зажим.
Далее, я приступил к изготовлению защитного кожуха. Как я уже говорил, кожух на болгарке был под 180-й круг, а я решил использовать 230-й. (Мощности хватает. Обороты тоже подходящие.). К тому-же, так как мне нужна точность, то резать я буду толстыми кругами (2,6, или 3 мм). Потому как более тонкие немного болтаются при нажиме. А посему количество искр будет неимоверным!!! Поэтому я решил сделать наиболее закрытый кожух, и закрепить его непосредственно к станине.
Сперва я сделал шаблон из картона:
Потом по нему вырезал из жести две зеркальных развёртки. (При этом использовал обрезки — один из оцинковки, другой — из корпуса микроволновки! Не пропадать же добру! )))))):
На этом этапе я закрепил крепёжный уголок, т. к., приклёпывать его нужно изнутри — иначе, торчащие заклёпки будут мешать кругу. Сделал я его из обрезка алюминиевого уголка:
к., приклёпывать его нужно изнутри — иначе, торчащие заклёпки будут мешать кругу. Сделал я его из обрезка алюминиевого уголка:
После чего сложил половинки, склепал и закрепил на тяге, просверлив отверстия и нарезав резьбу М6:
Ещё расскажу, как я реализовал подпружинивание. Пружина у меня была (не знаю, от чего), я отрезал от неё кусок, и, как временное решение сделал вот так:
Трубка просто вставлена! Так я хотел найти идеальный вылет рычага и жёсткость пружины. Да так и оставил!!! Это очень удобно! Во первых, я могу регулировать жёсткость и угол подъёма, просто заглубляя, или вытягивая трубку. Во вторых, можно легко, чуть приподняв болгарку одной рукой, второй вытащить трубку полностью. И тогда станок переводится в «транспортное положение» — болгарка ложится кожухом на стол, ничего не вихляется, не растягивается пружина.
И ещё, оказывается, очень удобно, отбросив болгарку на каретке назад, просто пользоваться станиной, как маленьким слесарным верстачком. Тут и инструментальные тиски, и ровная металлическая поверхность. .. Я даже маленькие тисочки закрепил.
.. Я даже маленькие тисочки закрепил.
Вот, собственно, и всё… Вот такой агрегат получился:
Планирую ещё продлить на правую сторону упор. Так будет удобно что-то к примеру, подторцевать. И закрепить на нём металлическую слесарную линейку — так удобно будет отрезать небольшие куски, не отмеряя каждый раз. Поддвинул трубу до нужного размера по линейке, зажал, отрезал.Только линейка должна иметь регулировку, чтобы компенсировать разность толщины отрезных кругов. И разные мелочи, вроде крепления кабеля и отдельностоящую подставку-упор с регулируемой высотой, если надо резать длинные трубы.
…А пока я экстренно «ввёл его в эксплуатацию», потому что делаю сейчас трубогиб, и там очень много чего резать нужно.
Угол держит идеально!!!! Разрезал им даже валы к трубогибу (круг 40 мм), и потом на станке биение было настолько мизерным, что от торцовки отказался. Трубы профильные вообще идеально режутся — потом угольник на свет никакой, даже мизерной щёлочки не даёт.
Вот небольшой видеообзор. Простите за шмурыганье носом! )))). Было довольно холодно….))))
Простите за шмурыганье носом! )))). Было довольно холодно….))))
[media=https://www.youtube.com/watch?v=8CLUdjjBLyw]
Становитесь автором сайта, публикуйте собственные статьи, описания самоделок с оплатой за текст. Подробнее здесь.
Как сделать мини трубогиб из подшипника для медных трубок
Простой самодельный мини трубогиб для медных труб может пригодится всем мастерам, работа которых связана с гидравлическими и пневматическими системами. Однако это приспособление в быту тоже может быть полезно.
При помощи мини трубогиба из подшипника можно гнуть не только медные трубки, но и латунные или алюминиевые. Причем сделать такое устройство совсем несложно.
Из основных материалов потребуется кусок профильной трубы 25*25 мм, шпилька М10, гайки М10 и кусок профиля 15*15 мм.
Первым делом необходимо будет разрезать наружную обойму подшипника пополам. Внутренняя должна остаться целой — в ней надо сделать небольшую прорезь болгаркой, чтобы вставить потом и приварить гайку.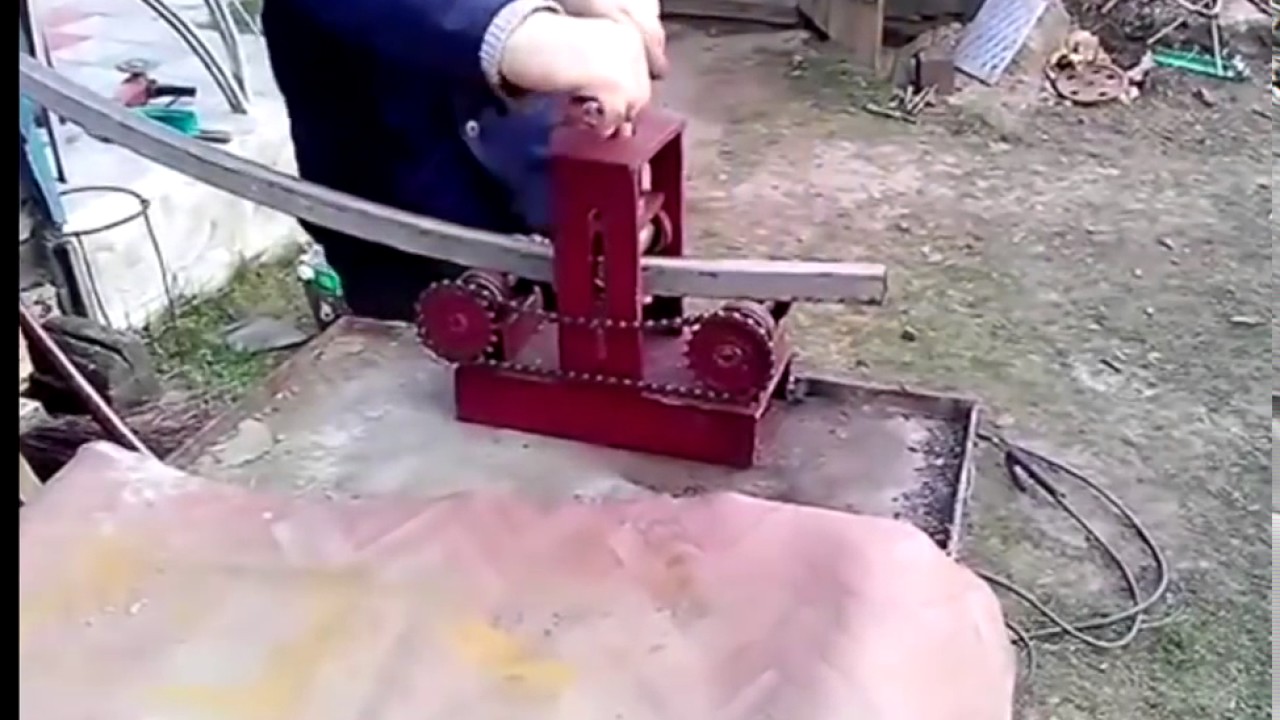
Процесс изготовления мини трубогиба
На следующем этапе необходимо будет приварить два отрезка профильной трубы 25*25 мм, чтобы в итоге получилась деталь Т-образной формы.
Далее нужно рассверлить отверстие в гайке, которая приварена к внутренней обойме подшипника, чтобы в нее свободно проходила шпилька М10. Затем на шпильку накручиваются еще две гайки (у них надо сточить наружные грани), и все это сваривается вместе.
К Т-образной заготовке из профильной трубы необходимо приварить половинку внешней обоймы подшипника, которая будет служить упором.
На последнем этапе шпилька вставляется в кусок профиля 15*15 мм, фиксируется двумя гайками, и сама профильная труба приваривается к основной конструкции. После этого останется только все зачистить болгаркой.
Подробно о том, как своими руками сделать мини трубогиб из подшипника для медных трубок, вы можете посмотреть в видеоролике на сайте.
Оцените запись
[Голосов: 5 Средняя оценка: 4.4]
Как согнуть профильную трубу своими руками
О том, как выполнить изгиб профильных труб самостоятельно в домашних условиях, задумываются многие, когда возникает необходимость построить на участке беседку, теплицу и другие строения такого типа. И это не случайно, поскольку выглядят профильные трубы гораздо выигрышнее по сравнению с изделиями, произведенными из труб обыкновенных круглых сечений.
Но обычную трубу, у которой круглое сечение, можно согнуть при помощи обыкновенного трубогиба, а профильную трубу при помощи трубогиба согнуть не удастся, потому что у гидравлических обычных трубогибов у башмаков и роликов сгиб имеет форму округлую. Если попробовать профильную трубу изогнуть, то на трубе появятся изломы и трещины или же труба сплющится.
Советы
Трубогиб для профильных труб
С этой целью применяются несколько способов. К их числу относится гибка при помощи специальных станков, предназначенных специально для труб профильного типа. Такого вида станки называются профилегибами. Однако эти станки имеют весьма приличную стоимость. Кроме того, рядовому домовладельцу ни к чему профессиональное оборудование. Если трубу согнуть требуется лишь один раз, то можно в продаже найти ручные трубогибы, которые подходят и для профильных труб и для круглых. Они стоят относительно недорого (до 100 долларов). При сгибании труб с помощью ручного трубогиба потребуется приложить значительные физические усилия.
К их числу относится гибка при помощи специальных станков, предназначенных специально для труб профильного типа. Такого вида станки называются профилегибами. Однако эти станки имеют весьма приличную стоимость. Кроме того, рядовому домовладельцу ни к чему профессиональное оборудование. Если трубу согнуть требуется лишь один раз, то можно в продаже найти ручные трубогибы, которые подходят и для профильных труб и для круглых. Они стоят относительно недорого (до 100 долларов). При сгибании труб с помощью ручного трубогиба потребуется приложить значительные физические усилия.
Еще один метод, который в таких случаях нередко используется – это выполнение сгиба трубы своими руками с помощью народных методов. Но подобным способом можно согнуть трубы, у которых либо небольшое сечение, либо они изготовлены из достаточно мягкого металла, например, меди.
С помощью трубогиба
Использование профилегиба
Для того чтобы самому произвести изгиб профильной трубы, необходимо исходить из радиуса изгиба, материала, из которого труба изготовлена, толщины стенок, а также сечения трубы. Кроме того, следует учитывать требуемую сгибаемую точность, качество изделия, которое получается в результате и условия производства.
Кроме того, следует учитывать требуемую сгибаемую точность, качество изделия, которое получается в результате и условия производства.
Изгиб труб профильных выполняется в допустимых пределах размеров их сечения, а также толщины стенок. При этом необходимо избегать, чтобы поперечное сечение трубы сплющивалось, и происходил излом внутренней части трубы.
Когда труба находится в станке, то она по краям обхватывается и растягивается. Одновременно с этим труба и изгибается в процессе движения гибочного шаблона.
Обратите внимание!
Для того чтобы на сгибе сохранить стойкость стенок трубы, сгибание выполняется под внутренним гидростатическим давлением. Для этого на концы трубы надеваются заглушки, и внутрь трубы подается жидкость. После этого к середине трубы подводится гибочный шаблон. При помощи этого шаблона и выполняется изгиб, придавая при этом трубе необходимую форму.
С применением сварки и болгарки
Сгибаем с помощью болгарки
Согнуть профильную трубу можно также без использования специальных инструментов и станков.
Причем можно добиться в большинстве случаев изгиба действительно хорошего качества.
Для того чтобы сгибать профильную трубу при помощи сварочного аппарата и болгарки, необходимо выполнить следующее:
- рассчитать радиус загибания (закругления) трубы;
- по длине изгибаемого участка равномерно сделать с 3-х сторон пропилы;
- после этого труба с легкостью гнется;
- пропиленные места свариваются;
- места сварки обрабатываются и шлифуются.
Можно достичь таким способом хорошего внешнего результата при требуемом радиусе изгибания трубы.
С применением средства внутреннего противодействия
Сгибание труб методом противодействия
В качестве такого средства может служить специально изготовленная пружина. Прежде чем согнуть трубу, из стальной проволоки навивается пружина квадратного сечения. Каждая сторона сегмента пружины должны иметь величину, которая на 1,5-2 мм будет меньше внутренней величины сечения трубы. Это необходимо для того, чтобы пружина без всяких усилий могла внедриться в трубу. После того как устанавливается место изгиба трубы, прежде чем начать ее гнуть, изгибаемый участок разогревается паяльной лампой. Затем на болванке производится изгиб трубы. Радиус этой болванки равен требуемому радиусу гнущейся трубы.
Это необходимо для того, чтобы пружина без всяких усилий могла внедриться в трубу. После того как устанавливается место изгиба трубы, прежде чем начать ее гнуть, изгибаемый участок разогревается паяльной лампой. Затем на болванке производится изгиб трубы. Радиус этой болванки равен требуемому радиусу гнущейся трубы.
Медная профильная труба (для отопления или водопровода) в зимний период при необходимости может быть согнута несколько оригинальным методом. Для этого необходимо: медную трубу заполнять водой, предварительно пробкой закрыв один из концов. Труба выставляется на мороз, пока жидкость полностью не замерзнет. Изгибание трубы из меди после этого выполняется по шаблону соответствующего радиуса. При этом не прикладываются усилия, и не теряется сечение.
Видео
Вот такой ручной профилегиб можно собрать самому:
Трубогиб для профильной трубы своими руками. Особенности и классификация
Трубогиб входит в число необходимых в домашнем хозяйстве приспособлений. С его помощью можно согнуть трубы для канализации, водостоков, изготовить несущий каркас для теплиц и выполнить много других аналогичных работ. Многие домовладельцы используют подобные агрегаты, выпускаемые современной промышленностью, однако стоят эти станки очень недёшево. Экономически выгоднее будет изготовить трубогиб для профильной трубы своими руками.
С его помощью можно согнуть трубы для канализации, водостоков, изготовить несущий каркас для теплиц и выполнить много других аналогичных работ. Многие домовладельцы используют подобные агрегаты, выпускаемые современной промышленностью, однако стоят эти станки очень недёшево. Экономически выгоднее будет изготовить трубогиб для профильной трубы своими руками.
Особенности и классификация трубогибов
Прежде всего, необходимо знать для чего нужно данное оборудование. Как следует из названия, трубогиб помогает изогнуть трубную деталь (она может быть изготовлена из разного материала – алюминия, пластика, стали) с требуемым радиусом. Угол загиба варьируется в самом широком диапазоне – 0…180 градусов. При изготовлении трубогиба для профильной трубы своими руками неоценимую помощь окажут профессиональные схемы и чертежи.
В качестве критерия для классификации приспособлений промышленного назначения выступают тип привода и способ изгиба.
Классификация агрегатов по типу привода. Существуют следующие виды данных устройств:
Существуют следующие виды данных устройств:
- станки гидравлические. Бывают ручными и стационарными. С их помощью можно гнуть трубную деталь диаметром до 3 дюймов. Гидравлические трубогибы широко используются в производственной сфере;
- электромеханические агрегаты. Данные конструкции пригодны для работы с любыми магистралями. «Умная» электроника, присутствующая в оборудовании для гибки профильной трубы такого типа, точно рассчитывает необходимое усилие нажатия и угол изгиба;
- ручные приспособления. Применяются для гибки трубных изделий небольшого диаметра.
Классификация по критерию «способ изгиба». Согнуть деталь можно различными методами. В зависимости от реализованного в конкретном агрегате способа, трубогибы бывают:
- сегментными. Оснащаются специальным механизмом, позволяющим протаскивать и одновременно перегибать магистраль под требуемым углом;
- устройства арбалетного типа.
 Оборудуются специальным приспособлением, представляющим собой изгибающий элемент;
Оборудуются специальным приспособлением, представляющим собой изгибающий элемент; - пружинные приспособления. Оснащаются пружинами. С помощью таких станков для гибки профильной трубы можно обрабатывать пластиковые элементы.
Как самому сделать трубогиб для трубы профильного сечения
Чтобы создать такое устройство, вам потребуется ряд электроинструментов, в число которых входят шуруповёрт, болгарка (со шлифовальным и отрезным кругом), а также сварочный аппарат. Прежде, чем приступить к изготовлению приспособления для гибки профильной трубы своими руками все металлические компоненты станка рекомендуется покрыть предварительно антикоррозионной грунтовкой. Так увеличится его срок службы.
Алгоритм сборки агрегата представлен ниже. Для его реализации необходимо иметь представление о том, как будет выглядеть устройство в конечном итоге.
- Из куска швеллера отрезается подходящий по длине кусок.
 Он будет служить в качестве опорной пластины каркаса.
Он будет служить в качестве опорной пластины каркаса. - После этого вытачиваются на токарном станке обоймы подшипников внутри роликов. К опоре в вертикальном положении привариваются два уголка. Их высота 10-15 сантиметров.
- Из идентичного швеллера выполняется монтаж под валики основной несущей платформы. Её длина должна быть меньше аналогичного параметра нижней опорной пластины на 10 сантиметров.
- На самом краю верхнего швеллера делается сквозное отверстие. В нём монтируется на резьбовую втулку отрезок недостающей длины данного элемента. Под отрезком размещается домкрат так, чтобы его подъёмник упёрся в регулируемую пластину.
- Затем к верхнему обрамлению каркаса привариваются предварительно установленные в подшипники 3 ролика. Для поднятия над поверхностью пластины боковых роликов используется уголок, в то время как поднятие на большую высоту центрального ролика выполняется посредством профиля с прямоугольным сечением.
- Место установки оси вращения – отверстие центрального ролика.
 К этой оси приваривается приводная ручка. Затем вал соединятся с остальными роликами цепью. Изготовление самодельных станков для гибки профильной трубы без цепи, оставляя в качестве приводного только один ролик, специалисты не рекомендуют. Объясняется это тем, что пробуксовка профиля при прокатке приведёт к снижению КПД. Приводной рычаг лучше оснащать поворачивающейся ручкой.
К этой оси приваривается приводная ручка. Затем вал соединятся с остальными роликами цепью. Изготовление самодельных станков для гибки профильной трубы без цепи, оставляя в качестве приводного только один ролик, специалисты не рекомендуют. Объясняется это тем, что пробуксовка профиля при прокатке приведёт к снижению КПД. Приводной рычаг лучше оснащать поворачивающейся ручкой.
Сделать такой агрегат недостаточно — работа с самодельными трубогибами для профильной трубы требует владения определёнными навыками. Сегодня гибка выполняется двумя методами – холодным и горячим. Более простой в реализации первый способ, но он считается очень грубым: в месте, где в начале процесса ролик вдавливается в трубу, на профиле остаётся видимая деформация (остальная часть профильной трубы гнётся ровно).
Весьма значительные трудозатраты будут наблюдаться, когда холодным методом обрабатывается изделие с особо толстыми стенками. Тут оптимальный вариант – горячая гибка. Она предусматривает нагрев отрезка трубы на участке начального воздействия. Такой подход повысит пластичность материала, из которого было изготовлено профильное изделие. Источником огня может быть паяльная лампа.
Она предусматривает нагрев отрезка трубы на участке начального воздействия. Такой подход повысит пластичность материала, из которого было изготовлено профильное изделие. Источником огня может быть паяльная лампа.
Самый простой вариант
Если создание трубогиба профильной трубы своими руками по вышеописанной методике покажется сложным, самому можно сделать совсем простое приспособление. Речь идёт о конструировании шаблона. Этот вариант подходит для гибки медных и алюминиевых труб, однако обрабатывать на шаблоне стальной профиль достаточно сложно.
Самый простой образец представляет собой деревянную конструкцию. Из массива дерева (его толщина должна превышать диаметр описанной вокруг профиля окружности) вырезается полукруг. Размеры необходимо подбирать с учётом радиуса изгиба. Изготовленный полукруг располагается неподвижно на любой устойчивой поверхности, например, на верстаке, с правой от него стороны крепится упор, с помощью которого будет фиксироваться обрабатываемое изделие. На этом изготовление простейшего из приспособлений для гибки разнообразных профильных труб будет завершено. Сама процедура гнутья выглядит так: профиль помещается в отверстие между упором и шаблоном, затем путём давления на свободный конец трубы ей придаётся нужная конфигурация.
На этом изготовление простейшего из приспособлений для гибки разнообразных профильных труб будет завершено. Сама процедура гнутья выглядит так: профиль помещается в отверстие между упором и шаблоном, затем путём давления на свободный конец трубы ей придаётся нужная конфигурация.
В случае, когда предполагается работа с полимерными трубными изделиями, подобный шаблон можно изготовить из металлических крючков. Их нужно жёстко зафиксировать на деревянной поверхности так, что бы был сформирован полукруг.
Как выбрать промышленный образец
К сожалению, не все домашние мастера могут выкроить время, чтобы изготовить трубогиб своими руками. Вместе с тем, приобретая такой инструмент, рачительный хозяин всегда исходит из принципа разумной необходимости. Агрегат должен решать возложенные на него задачи, не вводя домашнего мастера в неоправданные расходы
Основные критерии при выборе трубогиба ручного типа следующие:
- производительность.
Данный параметр определяет скорость работы механизма;
- тип привода. Зависит от частоты использования аппарата и объёма работ;
- максимальные геометрические размеры обрабатываемого профиля. Тут всё понятно.
- принцип работы агрегата. Определяется спецификой исполняемых операций (сегментный, пружинный, арбалетный).
Особое внимание обратите на габариты инструмента. Их значения зависят от того, планируете ли вы выполнять процедуру реконфигурирования профильной трубы на рабочем верстаке либо у вас есть возможность установить под стационарный блок устойчивую прочную опору.
И знайте: качественный ручной или другой трубогиб для профильной трубы стоить дёшево не может, поскольку в процессе его производства используются прочные дорогостоящие детали. Эксперты рекомендуют останавливать выбор на продукции ведущих производителей, например таких, как Rothenberger (Германия),PROMA Machinery (Чехия), RIDGID (США), Bahco (Швеция) и других компаний. Конечно, стоят они очень недёшево. В частности, цена арбалетного трубогиба от американского бренда RIDGID составляет около 1500 долларов. Поэтому, если работы носят разовый характер, целесообразней такие агрегаты арендовать.
Конечно, стоят они очень недёшево. В частности, цена арбалетного трубогиба от американского бренда RIDGID составляет около 1500 долларов. Поэтому, если работы носят разовый характер, целесообразней такие агрегаты арендовать.
Источник: http://trubamaster.ru
Обкаточный ручной трубогиб своими руками
Самодельный обкаточный ручной трубогиб сделанный своими руками.
Появилась необходимость гнуть трубы от 16 до 40 мм, в основном нержавейку. Соответственно понадобилось сделать трубогиб. Долго выбирал модель, которую взять как образец. Хотел именно обкаточный, так как он меньше деформирует трубу при сгибании.
Конструкция не сложная и можно гнуть трубы до 42 мм, благодаря системе рычагов увеличивающих усилие (для гибки труб до Ф20мм снимаются и гибка производится без них).
Итак вот что у меня вышло:
Использованы материалы:
- Листовая сталь 6 мм.
- Профильная труба 25 х 25 х 2, 5мм.
- Ручка — труба 1″.
- Пальцы — рабочая поверхность — Ф14 мм.
- Комплект роликов для трубы Ф30 мм.
- Большой ролик — Ф220 мм.
Радиусная проточка на глубину — 20 мм. на радиус. Малый ролик Ф80мм, радиусная проточка 15 мм. на радиус.
Зазор между трубой и одним из роликов — 6,5мм.
Труба крепится на подвижной части прижимом, который имеет упор и дополнительно направляется пальцем в пазу. Также ролик упразднен и труба скользит по «направляющему пазу» попросту про фрезерованному в цилиндрической болванке.
Так же сделан указатель угла гибки в виде мотоциклетного тормозного диска с нанесенными на него рисками через каждые 5 град.
Испытал самодельный трубогиб. Пробный гиб проводил на стальной шовной трубопроводной трубе ф30 х 1,5 (специально проточенная для эксперимента труба 1″).
Сначала без наполнителя (сверху). Изгиб на 90 град. Результат — легкая гофра, но без надрывов, хотя и с солидной деформацией профиля трубы.
Изгиб на 90 град. Результат — легкая гофра, но без надрывов, хотя и с солидной деформацией профиля трубы.
Вторая попытка с наполненной песком трубой. Песок утрамбован и труба заварена. Изгиб на 170 град. Результат — практически идеально, без видимой деформации.
Автор самоделки: Григорий. г. Киев.
для профильной трубы с размерами, чертежи, как сделать для круглой трубы, из тисков
На чтение 14 мин. Опубликовано
Сгибание трубы – полого цилиндра с определённой толщиной стенок – сопряжено с рядом неудобств. Из курса физики известно, что трубка из какого-либо материала почти не уступает в прочности сплошному пруту. Зато намного выигрывает у него в материалоёмкости и массе.
Поэтому труба в строительстве и изготовлении различных конструкций используется очень часто. И не менее часто требуется эту трубу согнуть, чтобы она смогла выполнить возложенную на неё функция. Для этого был придуман такой аппарат как трубогиб. Что он собой представляет, какова его конструкция и можно ли смастерить трубогиб своими руками?
Для этого был придуман такой аппарат как трубогиб. Что он собой представляет, какова его конструкция и можно ли смастерить трубогиб своими руками?
Что это такое и для чего он нужен?
Трубогиб(трубогибочный станок) – это особое устройство, предназначенное для придания прямому участку трубы изогнутой формы.
Простейший способ согнуть трубу, если она имеет небольшой диаметр, тонкие стенки и сделана их относительно мягкого, пластичного материала – это согнуть её руками.
Но кроме простоты и быстроты, больше никаких плюсов у этого способа нет.
Стальная трубка с толщиной стенок более 2 мм мускульной силе среднестатистического мужчины уже не поддаётся. Радиус кривой изгиба неравномерен, к тому же существует опасность сплющивания трубы в месте её деформации.
Трубогиб решает две основные задачи – делает искривление трубы прогнозируемым, а также компенсирует недостаточную мускульную силу техническими приспособлениями. Область применения трубогиба очень обширна. Он становится основным инструментом, где фигурирует трубопровод – то есть, где по полой трубе осуществляется подача жидкости или газа.
Он становится основным инструментом, где фигурирует трубопровод – то есть, где по полой трубе осуществляется подача жидкости или газа.
Отопление, водоснабжение, канализация, кондиционирование – вот далеко не полный перечень областей применения трубогиба. Он также используется в различных конструкциях и механизмах. Например, выхлопные трубы мотоциклов, глушитель автомобиля, рули велосипедов, рамы спортивных тренажёров, на теплицах – всё это примеры применения трубогиба.
Пример работы
Устройство
Трубогибы бывают разными по типу привода и по устройству, но их объединяет одно: применение механической силы, деформирующей трубу необходимым образом. Конструктивно в подобных агрегатах выделяют следующие элементы:
- Стальная рама, на которой смонтирован гибочный механизм;
- Планки из прочного металла, фиксирующие ролики;
- Сами ролики, служащие для фиксации заготовки;
- Прижимной механизм с пуансоном необходимой кривизны и радиуса;
- Опоры, поддерживающие систему над полом для удобства работы.

Это описание лишь пример, так как в зависимости от типа привода и источника силы, которая сгибает трубу, трубогибы имеют значительное отличие в конструкции.
Виды
Человек изобрёл и разработал множество видов трубогибов, которые принято различать по параметрам.
Например, в зависимости от типа привода выделяю следующие разновидности гибочных систем:
- Электромеханические;
- Гидравлические;
- Ручные механические;
- Комбинированные.
В первых энергию, затрачиваемую на программируемую деформацию трубы, даёт электрический ток, подключаемый к устройству. Электромеханические трубогибы передают механическое воздействие на металлическую или пластиковую трубу через редуктор, который подключён к электродвигателю. Редуктор уменьшает крутящий момент, но за счёт этого увеличивает силу деформации.
В гидравлических машинах основа всего – гидроцилиндр, заполненный специальным маслом. Усилие, передаваемое на поршень гидроцилиндра, увеличивается по законам физики. Такой аппарат гнёт трубу постепенно. Это работает за счёт ступенчатого нагнетания давления масла в системе. Как правило, гидравлические трубогибы имеют ручной привод в виде рычага. Нажимая на рычаг и возвращая его в исходное положение, оператор обеспечивает плавное продвижение штока, на котором закреплён пуансон.
Такой аппарат гнёт трубу постепенно. Это работает за счёт ступенчатого нагнетания давления масла в системе. Как правило, гидравлические трубогибы имеют ручной привод в виде рычага. Нажимая на рычаг и возвращая его в исходное положение, оператор обеспечивает плавное продвижение штока, на котором закреплён пуансон.
Ручные механические трубогибы не имеют в своей конструкции гидроцилиндра. Вместо них труд слесаря облегчают передаточные механизмы, которые за счёт большего расстояния позволяют получить выигрыш в силе. Достаточно простой и при этом распространённый вид таких гибочных машин – роликовый трубогиб с цепной передачей.
Ролик прижимается мощным винтом, а круглая или профилированная заготовка протягивается между прижимным и опорными роликами путём вращения рукоятки, которая приводит в действие весь механизм. Валы роликов связаны друг с другом шестернями. Шестерни подобраны так, чтобы сделав большее число оборотов рукояти, можно было бы подвинуть изделие ненамного, но с большой силой. Тот же самый принцип используется в понижающей передаче велосипеда при движении в гору.
Тот же самый принцип используется в понижающей передаче велосипеда при движении в гору.
Комбинированные типы гибочных устройств могут в различных вариациях соединять ручной, электрический и гидравлический компоненты. В качестве примера можно привести классический станок с гидроцилиндром, где перемещение поршня обеспечивается не качанием рычага, а насосом высокого давления с электродвигателем. В этом случае человек только контролирует процесс, а работу выполняет электропривод, продвигающей шток за счёт растущего давления в цилиндре.
Следует отметить, что трубы большого диаметра из крепких марок стало практически невозможно согнуть без утраты прочности и образования мест повышенного напряжения металла. Для гибки больших прочных труб помимо механического воздействия на заготовку, применяют ещё и термическое. Трубу разогревают либо особой спиралью, либо индукционными токами докрасна, а потом постепенно придают ей нужную форму. Для этого используют крупногабаритные электромеханические станки большой мощности. Нагретая и затем отпущенная или закалённая труба не будет иметь в себе напряжения. На ней не скажется усталость металла, а изгиб будет плавным и ровным.
Трубу разогревают либо особой спиралью, либо индукционными токами докрасна, а потом постепенно придают ей нужную форму. Для этого используют крупногабаритные электромеханические станки большой мощности. Нагретая и затем отпущенная или закалённая труба не будет иметь в себе напряжения. На ней не скажется усталость металла, а изгиб будет плавным и ровным.
Стоит отметить, что нагревание очень редко требуется при гибке труб малого диаметра, поэтому оснащать самодельный гибочный станок спиралью или греть пропановой горелкой ни к чему. Однако нагрев докрасна продолжает использоваться при отсутствии станка, когда равномерность кривизны изгиба не имеет большого значения.
Принцип работы
В основе принципа работы любого трубогиба лежит оказание давления на трубу, в результате которого она принимает криволинейную форму.
Распространённый вариант фабричного трубогиба – гидравлический с рычагом.
С одной стороны цилиндр сделан глухим, в нём имеется только клапан для долива масла в систему. С противоположного конца из цилиндра выходит шток с надетым на него пуансоном. В заводских моделях производитель представляет несколько пуансонов, которые позволяют получить трубы с разным радиусом изгиба.
С противоположного конца из цилиндра выходит шток с надетым на него пуансоном. В заводских моделях производитель представляет несколько пуансонов, которые позволяют получить трубы с разным радиусом изгиба.
Труба вставляется в агрегат поперёк хода поршня. Совершая возвратно-поступательные движения рычагом, пользователь нагнетает давление в цилиндре до тех пор, пока шток с пуансоном не упрётся в трубу по центру. По бокам от штока труба удерживается двумя упорами. Выборки на упорах соответствуют профилю трубы: круглому или прямоугольному в сечении.
Диаметр гидроцилиндра и длина рычага подобраны таким образом, чтобы минимизировать мускульное усилие. При качании рычага шток продавливает трубу между упорами. Если нужно получить изгиб большой длины, труба вручную перемещается вдоль всего аппарата.
В ручном аппарате труба или профиль укладываются на два ролика, сверху прижимаются третьим роликом через винт. Винт оснащён длинными рукоятями, что помогает изгибать трубу. Второй ворот смонтирован на одном из роликов, а тот, в свою очередь, связан с другими цепной передачей через шестерни. Вращая роликовый блок, мастер подаёт трубу по механизму, равномерно сгибая её по всей длине. Если полученная кривизна слишком крута либо труба толстостенная, может потребоваться не один проход, а постепенное продавливание за несколько раз.
Вращая роликовый блок, мастер подаёт трубу по механизму, равномерно сгибая её по всей длине. Если полученная кривизна слишком крута либо труба толстостенная, может потребоваться не один проход, а постепенное продавливание за несколько раз.
Для профильной трубы
Профильная труба часто применяется для сборки каркасов теплиц, беседок, ворот и калиток, навесов и много другого.
Поэтому и у владельца гаража или дачного участка рано или поздно встаёт вопрос, как согнуть профтрубу в домашних условиях.
На помощь придёт трубогиб.
Однако готовые решения стоят больших денег. Поэтому лучший вариант – сделать его своими руками.
Для изготовления такого приспособления потребуются следующие инструменты:
- Углошлифовальная машина, в просторечии – болгарка;
- Дрель с набором свёрл по металлу;
- Сварочный аппарат, лучше всего – бытовой электродный инвертор;
- Набор ключей или головок.

Прежде, чем приступать к работе, нужно оформить чертёж будущей гибочной машины, чтобы все детали соотносились друг с другом.
Основными элементами домашнего трубогиба являются:
- Рама, сваренная из стального швеллера или двутавра толщиной не менее 4мм;
- Валы роликов;
- Сами ролики;
- Звёздочки для подключения цепной передачи;
- Цепь для привода со старого велосипеда или газораспределительного механизма;
- Винт, опускающий прижимной ролик;
- Рукоятки вращения прижимного винта и валов – пустотелая стальная трубка или цельный прут;
- Различная фурнитура: гайки, болты, шайбы, гровера, шплинты.
Сразу стоит оговориться, что если у вас в арсенале отсутствуют ролики и валы, изготовить их самостоятельно без токарного станка не представляется возможным. В крайнем случае, можно обрезать существующие металлические стержни до нужных размеров и отшлифовать. В качестве роликов можно использовать бочонки с внутренним отверстием.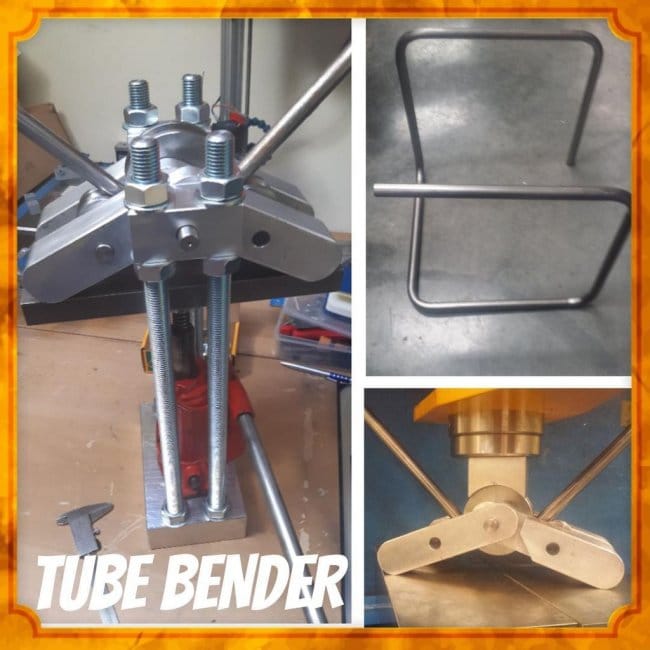
Ещё один вариант – старые подшипники. Если их посадить на вал, предварительно разогрев в пламени пропановой горелки, а потом проварить, чтобы они вращались вместе с валом, то получится ролик с идеальной круговой поверхностью.
С центральным роликом
Последовательность действий при сборке самодельного трубогиба с центральным прижимным роликом будет следующей:
- С помощью болгарки раскроите швеллер или двутавр на части нужного размера. Прихватите их точечно, а затем, когда рама будет готова, проварите по всей длине. После из эстетических соображений можно зашлифовать швы заточным кругом.
- Предусмотрите либо ножки из обрезков того же швеллера, либо крепёжные отверстия под болты, которые позволят прихватывать станок к верстаку.
- Просверлите отверстия под валы. Также с помощью дрели и болгарки сделайте прорези в вертикальной части рамы. В них будет ходить вверх и вниз вал прижимного ролика. Вставьте валы с надетыми роликами в проделанные отверстия и зафиксируйте их шплинтами.

- Резьбовое соединение штока прижимного ролика и глухой рамы делается либо с помощью токарного станка, либо с помощью метчика. Помните, что резьбу большого диаметра нарезать очень сложно. Обязательно используйте отработку или иную дешёвую смазку при нарезке резьбы.
- Внешнюю часть валов аккуратно сточите с двух сторон, чтобы на них можно было надеть звёздочки. Цепь надевайте с лёгким провисом, если сделать охват слишком тугим, на преодоление сопротивления будет тратиться дополнительная сила.
- Присоедините к одному из валов рычаг – для фиксации используйте тот же замок, что и для звёздочек. Если есть желание укрепить рычаг на валу – просверлите отверстие и нарежьте внутреннюю резьбу. После вкручивания туда болта рычаг зафиксируется, а выкрутив болт, рычаг всегда можно будет снять для транспортировки. Вращая рычаг, можно будет протягивать заготовку через вальцы. Закручивая прижимной винт, можно изменять радиус кривизны сгибаемой трубы.
Чертежи и размеры самодельной конструкции:
С переломной рамой
Не менее популярным при изготовлении своими руками является схема трубогиба с переломной рамой. Конструктивно он отличается тем, что все ролики в нём неподвижны, то есть только вращаются, но двигаются вверх-вниз.
Конструктивно он отличается тем, что все ролики в нём неподвижны, то есть только вращаются, но двигаются вверх-вниз.
Давление на трубу происходит путём приподнимания части рамы, где смонтирован один из крайних роликов. Процесс сборки похож на предыдущий, но имеет свои нюансы:
- Раму для переломного трубогиба сделайте не цельной, а состоящей из двух частей. Две части можно соединить шпилькой с двумя гайками.
- Подъём концевого ролика очень удобно осуществлять с помощью винтового подъёмного устройства или домкрата.
- Для вращения звёздочек некоторые умельцы приспосабливают электродвигатель переменного тока или даже бензиновый, снятый с мотоблока или топливного генератора.
Но чаще всего такие агрегаты всё же используют мускульную силу пользователя. В этом случае они не требуют практически никаких ресурсов. В этом их ценность: такое устройство очень просто сложить в багажник автомобиля и привезти на стройку, где ещё нет электричества.
Ниже приведены чертеж и размеры самодельного трубогиба:
Еще пример:
Простой трубогиб
В условиях домашней мастерской можно изготовить несколько типов трубогибов. Многое здесь зависит от потребностей пользователя устройства. В ситуации, когда человеку нужно постоянно гнуть медную трубку небольшого диаметра под прямым углом, изготовление стационарного трубогиба с переломной рамой на основе домкрата представляется излишней тратой времени и сил.
Ниже приведены самые простые и лёгкие в изготовлении виды трубогибов для различных нужд.
Для круглой трубы
Простейший трубогиб с минимумом деталей – это ручное устройство, состоящее из основы, двух шкивов, упора и рычага.
Он предназначен для сгибания труб круглого сечения под прямым углом или меньше.
Основа может быть простой металлической плитой. В ее центре неподвижно крепится шкив. На оси первого шкива закреплён П-образный кронштейн. Конец кронштейна продолжается рычагом, а в середине на очи закреплён второй шкив, который свободно вращается. Внизу от первого шкива располагают упор, который предотвращает проворачивание трубы.
Механизм такого трубогиба предельно прост. Круглая труба вставляется между упором и первым шкивом. Кронштейн одним из краёв касается упора, и труба получается зажатой между двух шкивов. Поворачивая кронштейн рычагом, мастер оказывает давление на конец трубы и постепенно второй шкив описывает окружность вокруг первого, неподвижного. Зажатая между ними труба искривляется по радиусу неподвижного шкива.
Из тисков
Большие стационарные тиски с успехом могут быть использованы вместо прижимного устройства.
Задача сборки облегчается тем, что тисковый трубогиб не требует рамы, соединяющей верхний прижимной и нижние упорные ролики. Для него хватит двух швеллеров достаточной глубины, чтобы в стенках можно было просверлить отверстия под валы роликов.
На широком основании монтируются упорные ролики на расстоянии минимум 400-600 мм друг от друга. На узком основании собирается один ролик, вращаемый рычагом достаточной длины. Затем конструкция вставляется в тиски, между роликами помещается труба и затягивается. Вращая рукоять рычага, трубу или профиль протягивают через роликовые вальцы.
Эта модель удобна тем, что является максимально портативной и может извлекаться из ящика с инструментами лишь по необходимости.
Самодельный роликовый
Роликовый трубогиб может иметь различную конфигурацию. Это может быть как простейший ручной механизм, состоящий из двух рычагов, шкива и прижимного ролика, так и достаточно сложное прокатное устройство с электрическим или даже бензиновым приводом.
Это может быть как простейший ручной механизм, состоящий из двух рычагов, шкива и прижимного ролика, так и достаточно сложное прокатное устройство с электрическим или даже бензиновым приводом.
Ключевой особенностью этого трубогиба являются ролики, которые либо обжимают трубу, прокатываясь по ней, либо сдавливают её с разных сторон. В зависимости от поперечного сечения роликов устройство будет заточено под круглую либо профильную трубу.
В первом случае внутренняя поверхность ролика между двумя гребнями будет вогнутой, во втором – ровной.
Чертежи:
Из домкрата
Гидравлический домкрат удобно использовать для поджима трубы. Его использование оправдано с круглой и профильной трубой из стали, больших диаметров или с толстыми стенками. Учитывая, что гидравлическим домкратом можно вывесить более трёх тонн, получается, что диаметр и толщина трубы, которую вы сможете согнуть, ограничивается скорее конструкцией самой системы и тем, сможете ли вы прокрутить рычаг, протаскивая заготовку.
Чертеж и размеры:
При достаточной длине рычага ручки вращения роликов этот вид трубогиба требует меньше всего физической силы при работе с серьёзными материалами.
Арбалетного типа
В трубогибе арбалетного типа отсутствует механизм протяжки профиля.
Он используется, когда изделие гнётся на небольшую длину.
Своё название трубогиб получил за металлическую треугольную раму, расположенную параллельно земле.
В вершинах этой рамы две опоры, ориентированные на круглую либо профильную трубу (это зависит от формы выемки на упорах). В третьей вершине находится шток с пуансоном, то есть дугой, выгнутой наружу. Для прижима пуансона к трубе, которая деформируется между двумя упорами, обычно применяют гидроцилиндр. В быту его легче всего заменить гидравлическим домкратом.
Чертеж самодельного трубогибочного станка арбалетного типа:
Таким образом, для изготовления арбалетного трубогиба, оснащённого гидродомкратом, нужно сварить треугольную раму, в вершинах которой будут располагаться упоры и прижимной шток.
Изготовление компактного трубогиба-улитки
Трубогиб-улитка получил своё название из-за детали, которая служит силовым трафаретом при изгибе трубы.
В процессе гибки труба прижимается к улитке специальным роликом, который описывает окружность.
В целом, конструкция такого трубогиба напоминает закаточную машинку для стеклянных банок.
Улитка самодельного агрегата может представлять круг из стали толщиной 3-4 мм, на который ребром приварена спирально закрученная толстая стальная лента. В изготовлении такой улитки не обойтись без пропанового резака, которым греют заготовки, чтоб согнуть, а потом закаляют.
В заводских агрегатах улитка поделена на сегменты, соединённые штифтами или болтами. Каждая из частей улитки может отгибаться, что даёт более крутой и красивый изгиб.
С помощью трубогиба-улитки можно гнуть не только трубу, но и прутья, арматуру, прежде всего, для художественного оформления и для завитков.
Пример можно увидеть на чертеже:
Заключение
Трубогиб – полезный инструмент, который может пригодиться при прокладке металлических трубопроводов в системах отопления и кондиционирования, изготовлении металлических каркасов всевозможных видов и многого другого.
Высокая стоимость на заводские устройства побуждает людей, владеющих навыками ручного труда, к самостоятельному изготовлению трубогибов. Устройства, изготовленные своими руками, ничем не уступают фабричным и могут иметь самую разнообразную конфигурацию.
Как сделать трубогиб для профильной трубы своими руками
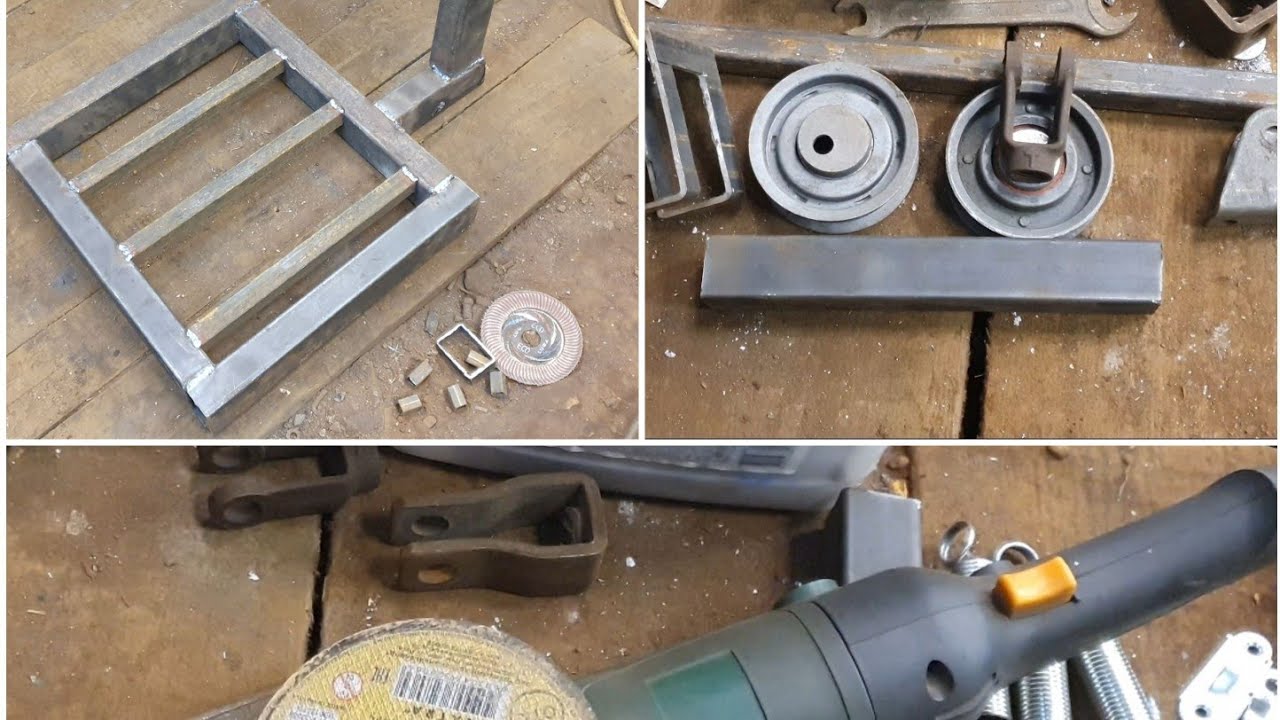
Если Вам необходимо согнуть большое количество труб, но времени и сил на это нет, то предлагаем своими руками буквально за 15 минут собрать приспособление, которое облегчит Вашу работу и в достаточно короткое время изготовить большое количество дуг.
Для этого нам понадобится
- Профильная труба 15 на 15(10 на 10).
- Несколько подшипников
- Любое металлическое основание, на котором и будет держаться наше приспособление
- Болгарка
- Дрель
- Саморезы
- 2 шпильки для крепления
- Гайка
- Электроды или сварочный аппарат
Начнём работу
Шаг 1. Необходимо изготовить «шпипльку». Для этого мы берём 2 шпильки для крепления и свариваем их таким образом, чтобы одна была перпендикулярна второй. Вот такая деталь у нас должна получиться.
Шаг 2. Нам необходимо сделать — это вырезать на профильной трубе сверху и снизу от основания небольшие пластинки примерно 2 см. Осуществляется данный процесс с помощью болгарки. (на фото показана вырезанная часть сверху, тоже самое необходимо выполнить и снизу)
Шаг 3. С помощью дрели делаем небольшие отверстия с боку трубы.
Шаг 4. В получившееся отверстие с помощью самореза вставляем два подшипника.
Шаг 5. Край, на котором нет шляпки, подшипника мы привариваем к трубке, саму шляпку и оставшуюся часть самореза, необходимо спилить и также запаять. В итоге должна получиться такая деталь.
В итоге должна получиться такая деталь.
Шаг 6. Необходимо распилить трубку, и оставить деталь, которую Вы изготовили.
Шаг 7. Далее из оставшейся части трубы мы изготовляем две идентичных первой детали. Для дальнейшей работы нам необходимо 3 штуки таких «валиков». Два из них будут подвижными, а третий неподвижным. Для чего это необходимо посмотрим далее.
Шаг 8. К плотному металлическому основанию мы будет приваривать три изготовленных ранее детали. Две их них будут располагаться по двум сторонам прямоугольного основания, третья будет находиться ровно посередине.
Шаг 9. Привариваем к металлическому основанию 3 детали и «шпильку», которую мы изготовили ранее. Чтобы подвижная деталь не выпадала сделаем 2 направляющие из остатков трубы.
Шаг 10. Припаиваем «шпильку»
Шаг 11. В итоге мы должны получить такое приспособление. Заготовка будет туда вставляться, толкаться рукой и изгибаться.
В итоге, с помощью нашего приспособления, можно согнуть трубку, изготовить дугу буквально за 10 секунд и без особых усилий.
Квадратный трубогиб (с изображениями)
Вам понадобится:
- Пластина 10 мм
- Болты M12x 75 мм с гайками из найлока
- Плоский стержень 25×5 мм
- Круглый стержень 6 мм
- Квадратная труба 25 мм
- дешевый трубогиб
- Сварщик, шлифовальный станок, дрель и другие общие расходные материалы
Как это сделать:
Шлифовка, сварка и вообще изготовление всего в сарае может оказаться опасным, поэтому, пожалуйста, будьте осторожны и соответствующие средства индивидуальной защиты.
- Согните подкову на коротком отрезке плоского стержня, а также на круглом. Это определит радиус изгиба гибочного станка, который я построил, радиус составляет около 90 мм.
- Отрежьте кусок квадратной трубки, чтобы протолкнуть центр матрицы, она должна быть ровно такой же длины по радиусу изгиба (я вставил это в свой пример).
- Приварите это к плоскости, затем привяжите стороны дуги к стороне трубы с помощью пары небольших отрезков плоского стержня.

- На этом этапе вы можете приварить это к одному из ваших кусков пластины, разрезать их так, чтобы они выступали на 25 мм за центральную часть матрицы.
- Круг можно теперь приварить к внешней поверхности дуги плоского, а затем очистить с помощью угловой шлифовальной машины.
- Положите вторую часть пластины на другую сторону и зажмите ее. Просверлите 3 отверстия вокруг дуги и скрепите матрицу болтами.
- Если вы теперь возьмете 6 плоских кусков по 100 мм, сделайте небольшой изгиб примерно в 20 мм от одного конца. С 2 кусками 25-миллиметровой трубы, нарезанной на ролики той же длины, что и у станка. Расположите 3 маленьких плоских куска в виде канала / воронки и приварите их по центру к кускам трубки.
- Теперь вы можете установить тапочки и штамп в трубогиб, вставить отрезок трубы, которую нужно согнуть, в штамп и начать гнуть!
За этим, наверное, легче следить по видео, я изо всех сил пытался выразить словами то, что я сделал, но я записал изготовление штампов.
Спасибо, что взглянули на мою инструкцию. Надеюсь, вы сможете что-то от нее получить.
Как построить из металла
Через сварочную маску мир становится тусклым.Несколько минут назад раздвижная дверь металлического магазина Ника Уикса за пределами Портленда, штат Мэн, была распахнута настежь. Солнце пробивалось сквозь небольшой дождь. Но теперь, когда у меня в руке был сварщик MIG, и моя маска была спущена, все, что я мог видеть, это контуры двух кусков труб из мягкой стали.
Уикс помогал мне построить багажник на крышу для моего Jeep Wrangler — то, что он согласился сделать, несмотря на то, что я ничего не знал о кузнечном деле. (Например, я назвал это кузнечным делом, что, как оказалось, относится только к работе, выполняемой в кузнице.После беглого обзора он вручил мне фонарик — инструмент, который создает дугу, горящую под тысячами градусов. Он сказал мне держать его на расстоянии примерно полдюйма от заготовки и перпендикулярно поверхности.
Он сказал мне держать его на расстоянии примерно полдюйма от заготовки и перпендикулярно поверхности.
Я пробовал, но меня больше беспокоило то, что сказал мне Уикс: «Яркость сварочного аппарата может вызвать солнечный ожог в глазах», — сказал он. «Сегодня ты можешь чувствовать себя нормально, но завтра ты проснешься и ничего не увидишь». Это было прямо перед тем, как он вручил мне маску и предупредил, чтобы я ничего не делал, пока его собственная не была на месте.Я нажал на спусковой крючок фонарика.
Несколькими годами ранее я использовал джип, чтобы взять трех друзей в поход в национальный парк Акадия в штате Мэн. В Wrangler было с трудом уместить четырех взрослых людей и походное снаряжение. Это был не первый раз, когда я столкнулся с ограниченной грузоподъемностью джипа, но именно в этот момент я решил, что что-то нужно делать.
Основы металлообрабатывающего инструмента
Быстросменная отрезная пила, 14 дюймов
DEWALT
амазонка. com
com
244,77 $
Станок для гибки выхлопных труб и стальных труб
Happybuy
amazon.com
299,99 долл. США
Handler 140 MIG Welder
Хобарт
amazon.com
680,49 $
Угловая шлифовальная машина в алюминиевом корпусе
Я живу в Нью-Йорке.Иметь машину здесь — хлопотно — парковка на улице, звон, движение — но она выполняет очень важную функцию: сбежать. Иногда нужно иметь возможность собрать друзей и куда-нибудь поехать. Куда угодно. С космосом, деревьями, звездами и пивом, которое стоит меньше 8 долларов. Мой джип должен был выполнять эту задачу за меня, независимо от того, сколько оборудования и багажа мы взяли с собой.
Я искал багажник на крышу. Часто вы покупаете две части: раму, которая крепится к кузову джипа, и корзину, которая крепится к раме.(Эта вторая часть не нужна, если вас больше интересуют лыжи или каяки, но для многоцелевого использования, которое я имел в виду, это было обязательным условием. ) Проблема заключалась в том, что мой конкретный джип — длинная колесная база, две двери — производилась всего за три года. Вариантов было немного и дорого.
) Проблема заключалась в том, что мой конкретный джип — длинная колесная база, две двери — производилась всего за три года. Вариантов было немного и дорого.
Итак, я позвонил Уикс. Он предложил купить раму, если я смогу найти ее дешево, потому что уровень точности, необходимый для идеального сочетания нестандартной рамы с точками крепления корпуса Wrangler, вероятно (хорошо, определенно) превышал то, что я мог произвести.Но то, что мы могли сделать, сказал он, — это построить корзину при условии, что мы найдем конструкцию, которая поставит под угрозу мои функциональные требования и мой уровень навыков.
Мне нужно было что-то, что занимало бы как можно больше места на крыше, имело достаточно высокие борта для крепления груза и могло бы быть легко снято, если бы я хотел снять складной верх с джипа. Это дало нам стойку из стальных труб размером 54 на 70 дюймов, прямоугольную с закругленными углами, верхние перила поддерживались балясинами высотой в четыре дюйма.
Пол стеллажа будет сделан из плоского материала, на который будет легче загружать груз, чем на круглые трубы. В рамках проекта я совершил экскурсию по цеху по металлу — резка, гибка, сварка и даже ковка. Это меня немного напугало. Сталь всегда казалась мне грубой и недружелюбной по сравнению с деревом, с которым я был гораздо более знаком. Но вот почему я хотел это сделать.
В рамках проекта я совершил экскурсию по цеху по металлу — резка, гибка, сварка и даже ковка. Это меня немного напугало. Сталь всегда казалась мне грубой и недружелюбной по сравнению с деревом, с которым я был гораздо более знаком. Но вот почему я хотел это сделать.
К тому времени, как я добрался до штата Мэн, чтобы начать сборку, Уикс нарисовал полную схему на листе оргалита на рабочем столе магазина. Первым делом нужно было обрезать трубку и плоскую заготовку до нужного размера. Резка была единственной техникой, которой учил меня Уикс, с которой я уже был знаком по своему опыту в мастерской по дереву.Я измерял, размечал и пил так же, как делал бы пиломатериалы на торцовочной пиле.
По мере того, как я отрезал куски по длине, я выкладывал их на план проекта ДВП. Один за другим я закрашивал рисунок Уикса — верхний рельс, нижний рельс, крестовины. Внутри его линий умещается все, кроме углов. Те еще пришлось согнуть. Каждому угловому элементу требовался плавный изгиб под углом 90 градусов. Это казалось достаточно простым. Затем я узнал, что изогнутые слишком сильно или слишком сильно трубки могут разрушиться.
Это казалось достаточно простым. Затем я узнал, что изогнутые слишком сильно или слишком сильно трубки могут разрушиться.
Уикс научил меня избегать этой проблемы с помощью кузнечного принципа: кузнецы не изгибают, скажем, кусок кованого железа, снова и снова молотя в одном месте.Они наносят удары по всей поверхности, медленно приобретая нужную форму. Это было слишком сложно для меня, поэтому мы сделали аналог с простым гидравлическим гибочным станком.
Несмотря на это, мне все же удалось согнуть одну деталь значительно больше, чем на 90 градусов. «Есть ли способ спасти это?» Я спросил. Уикс поднял его, чтобы оценить, насколько сильно я пропустил угол. «Да, я так думаю, — сказал он.
«Что мы делаем?» Я спросил.
«Ударь его о что-нибудь твердое», — сказал он, засовывая его в тиски.Он схватил один из своих кузнечных молотов и ударил его до 90.
Это никогда бы не сработало по дереву.
На следующий день, зажег свою кузницу, Уикс сказал мне, что думает, что мы можем сделать наши собственные барашковые гайки. «У меня есть эти маленькие кусочки стального стержня», — сказал он. «Мы собираемся расплющить их с разных сторон, чтобы создать крылья». Гайки-барашки будут прикреплять кронштейны, которые будут удерживать корзину на раме, — кронштейны, которые мы также разрезали сами. Он вытащил из кармана ручку Wite-out и нарисовал линии на стержне, чтобы отметить каждое крыло и центральную гайку.«Обезвоживание не горит в кузнице, — сказал он, — и вы все еще можете увидеть его, когда металл светится».
«У меня есть эти маленькие кусочки стального стержня», — сказал он. «Мы собираемся расплющить их с разных сторон, чтобы создать крылья». Гайки-барашки будут прикреплять кронштейны, которые будут удерживать корзину на раме, — кронштейны, которые мы также разрезали сами. Он вытащил из кармана ручку Wite-out и нарисовал линии на стержне, чтобы отметить каждое крыло и центральную гайку.«Обезвоживание не горит в кузнице, — сказал он, — и вы все еще можете увидеть его, когда металл светится».
В 16-тонном гидравлическом трубогибе Harbor Freight для тяжелых условий эксплуатации используется домкрат для бутылок для гибки деталей. Это недорого, но очень эффективно, если вы будете осторожны. Вот как мы с Уиксом адаптировали технику кузнечного дела для получения плавных изгибов без разрушения трубок.
Как согнуть металлические трубки
Отметьте на трубке центральную точку изгиба.Добавьте отметки в обоих направлениях — по одному дюйму на отметку не менее двух дюймов.
Вставьте трубку так, чтобы отметка центра совпала с центром домкрата. Убедитесь, что штифты над домкратом, к которым труба прижимается при изгибе, расположены на большом расстоянии. Проверните домкрат, пока не начнет формироваться изгиб.
Опустите домкрат и сдвиньте трубку в сторону, совместив ее с первой отметкой.Поднимите домкрат, углубляя изгиб.
Повторить на той же отметке на противоположной стороне. Двигайтесь наружу, чередуя стороны, а затем снова войдите. Остановитесь, когда дойдете до желаемого поворота.
Я бы сказал, что самая сложная часть кузнечного дела — это развитие координации, чтобы перемещать все с помощью набора щипцов, но в кузнечном деле есть много самых сложных частей. Я едва мог нанести точный удар молотком, когда мои руки были свежими.После нескольких колебаний они потеряли надежду. Понимание различных углов наковальни и того, как использовать их в своих интересах, было на удивление тонким. Так вспомнил, что металл горячий. Не раз я пытался поднять расплавленную сталь с земли голыми руками.
Так вспомнил, что металл горячий. Не раз я пытался поднять расплавленную сталь с земли голыми руками.
Но потом: я сам сделал барашковые гайки. Работая в столярной мастерской, вы никогда не думаете, что сделаете свои собственные гвозди или шурупы. В металлическом магазине каждая деталь конструкции зависит от вас. Это пугает, как я и представлял, но в то же время настоящий мастерский опыт.
В темноте сварочной маски все было черным, кроме мерцающего света дуги на конце горелки. Маска, которую одолжил мне Уикс, тусклая, когда фонарь выключен, но становится почти непрозрачной, когда чувствует свет, как самые темные линзы Transitions в мире. Даже немного света — это все, что я создавал с помощью фонарика. Я был неправильно расположен, а воздушный зазор был слишком большим для образования сильной дуги. Он шипел и шипел, как при коротком замыкании. Уикс крикнул мне, чтобы я подошел ближе.Я внес фонарик и поправил угол.
Внезапно, когда все было на месте, дуга усилилась и стала устойчивой, гудя, как линия электропередачи.![]() Он светился достаточно ярко, чтобы осветить заготовку. Я видел шов, и Уикс помогал мне двигаться по нему. Я выключил фонарик и снял маску. Мой сварной шов представлял собой пятно карбункула на суставе — особенно по сравнению с одним из швов Викса, который выглядел как давно заживший шов из рубцовой ткани.
Он светился достаточно ярко, чтобы осветить заготовку. Я видел шов, и Уикс помогал мне двигаться по нему. Я выключил фонарик и снял маску. Мой сварной шов представлял собой пятно карбункула на суставе — особенно по сравнению с одним из швов Викса, который выглядел как давно заживший шов из рубцовой ткани.
Готовый стеллаж.
Грета Рыбус
Мы вдвоем сварили всю корзину. Затем мы снова обработали сварные швы, опиливая их угловой шлифовальной машиной, чтобы подготовить их к покраске. Когда мы закончили, пока Уикс убирал, я приподнял одну сторону стойки, чтобы проверить вес. Трудно было поверить, что то, что я помогал резать, гнуть и сваривать, не расколется при малейшем напряжении. Но это выдержало. Последней работой было покрасить стойку черной краской.
Уикс сказал мне, что ненавидит живопись, но после нескольких дней резки стали, гибки стали, перегрева и сплющивания стали, а также плавки стали, я ожидал, что покраска будет самой легкой задачей.
Уикс был прав. Покраска стали — отстой. Смешивание краски требует терпения. Капает. Это грязно. Не сохнет достаточно быстро. А потом тебе нужно сделать еще одно пальто.
Это было все, о чем я мог думать, пока не сообразил, что это тот же список, который я пробегал в голове о стали всего несколько дней назад. Будь то дерево или сталь, краска или лак — вы понимаете, как работать с материалами, которые вам нужны, чтобы делать то, что вы хотите. Это самый надежный способ получить именно то, что вам нужно.
Эта статья появилась в июньском выпуске журнала Popular Mechanics за 2019 год. Вы можете подписаться здесь.
Этот контент создается и поддерживается третьей стороной и импортируется на эту страницу, чтобы помочь пользователям указать свои адреса электронной почты. Вы можете найти дополнительную информацию об этом и подобном контенте на сайте piano.io.
Промышленное металлообрабатывающее оборудование | Станки для декоративного железа
Ercolina предлагает гораздо больше…
Ercolina уже давно известна как ведущий производитель трубогибочных машин, но знаете ли вы CML USA, Inc. поставляет гораздо больше производственного оборудования, предлагая широкий спектр металлообрабатывающего оборудования, в том числе трубные вырубные станки, станки для обжимки труб и отбортовки труб, станки для обработки декоративного железа, промышленные ленточно-шлифовальные станки и листогибочные станки.
поставляет гораздо больше производственного оборудования, предлагая широкий спектр металлообрабатывающего оборудования, в том числе трубные вырубные станки, станки для обжимки труб и отбортовки труб, станки для обработки декоративного железа, промышленные ленточно-шлифовальные станки и листогибочные станки.
После гибки трубы и трубы во многих случаях требуется формовка концов и / или надрезание. Подумайте, сколько раз вам нужно было создать каркас или соединить две трубы. Ercolina предлагает сверхэффективный метод надрезания под нужным углом за секунды, обеспечивая идеальное прилегание к ответной трубе или трубе для сварки стыков.Этот точный метод надрезания исключает трудозатраты, ручное шлифование, очистку и удаление заусенцев. Вырезы выглядят намного лучше, а качество готовых деталей превосходно, что удовлетворяет требованиям клиентов к качественному внешнему виду. Вырубные ножницы Ercolina имеют диапазон производительности до 4 дюймов в зависимости от модели.
Не все промышленные ленточно-шлифовальные станки равны. CML USA, Inc. — Торговая марка Scantool уже давно является стандартом в отрасли для шлифовальных станков с абразивной лентой. Благодаря более чем пятидесятилетнему опыту работы наши ленточно-шлифовальные станки превосходят конкурентов и имеют пятилетнюю гарантию.Наши шлифовальные машины позволяют безопасно измельчать, быстро удаляя материал без вибрации. Контактный круг из тяжелой резины обеспечивает безопасную равномерную шлифовальную поверхность, не требующую правки и всегда сбалансированную. Регулировка ленточно-шлифовального станка в соответствии с рабочей высотой каждого оператора удобна, проста и подходит также для больших материалов. Большие площади, требующие шлифования, можно обрабатывать с помощью удобного верхнего шлифовального стола, поддерживаемого графитовой подушечкой, что увеличивает производительность шлифовального станка. Более дешевые конкурирующие ленточно-шлифовальные станки часто теряют отслеживание ленты и требуют более частой замены ленты.Абразивные ленты Scantool легко регулируются с помощью безинструментальной регулировки системы слежения за лентой, расположенной рядом с оператором, чтобы быстро подобрать абразив в зависимости от области применения, сохраняя при этом защитные приспособления на машине.
CML USA, Inc. — Торговая марка Scantool уже давно является стандартом в отрасли для шлифовальных станков с абразивной лентой. Благодаря более чем пятидесятилетнему опыту работы наши ленточно-шлифовальные станки превосходят конкурентов и имеют пятилетнюю гарантию.Наши шлифовальные машины позволяют безопасно измельчать, быстро удаляя материал без вибрации. Контактный круг из тяжелой резины обеспечивает безопасную равномерную шлифовальную поверхность, не требующую правки и всегда сбалансированную. Регулировка ленточно-шлифовального станка в соответствии с рабочей высотой каждого оператора удобна, проста и подходит также для больших материалов. Большие площади, требующие шлифования, можно обрабатывать с помощью удобного верхнего шлифовального стола, поддерживаемого графитовой подушечкой, что увеличивает производительность шлифовального станка. Более дешевые конкурирующие ленточно-шлифовальные станки часто теряют отслеживание ленты и требуют более частой замены ленты.Абразивные ленты Scantool легко регулируются с помощью безинструментальной регулировки системы слежения за лентой, расположенной рядом с оператором, чтобы быстро подобрать абразив в зависимости от области применения, сохраняя при этом защитные приспособления на машине. Все наши абразивные шлифовальные машины включают регулируемую подставку для инструмента и защиту для глаз, бесшумную работу, аварийную остановку с тормозом двигателя, останавливающий ремень при выключении двигателя, отключение без напряжения со встроенным предохранительным выключателем, съемный искрогаситель для легкой очистки. Если вашему цеху требуется чистая рабочая среда, наши ленточно-шлифовальные машины доступны с механизированным отсосом пыли для легкого удаления материала с рабочей площадки.Дополнительное бесцентровое шлифовальное приспособление может быть установлено на большинстве моделей и быстро шлифует и полирует трубы с наружным диаметром до четырех дюймов.
Холодный конец, образующий конец трубы и трубы, — один из самых увлекательных процессов для наблюдения. Когда приложения требуют, чтобы конец трубки был расширен или уменьшен, чтобы он поместился внутри ответной трубки, это называется обжимкой. Многие трубы обладают эластичностью, чтобы формироваться, однако каждый материал следует оценивать по этим характеристикам, чтобы определить процент возможного обжатия. Формирование конца трубы может также означать формирование конца трубы во фланец. Труба и труба часто имеют фланцы, чтобы позволить трубе поместиться в ответный кронштейн или приемник. Фланцевание трубы устраняет сварные швы и позволяет быстро собирать соединения. Гидравлический отбортовочный станок Ercolina предлагает простые сменные комплекты инструментов. Оснастка сделана так, чтобы приспособить угол конца раструба до девяноста градусов.
Листогибочные станки часто используются, когда требуется прокатка различных видов металлических листов в круглую или коническую форму.Листогибочные валки также называют вальцегибочными машинами, листогибочными машинами или иногда просто прокатными станками. Для различных областей применения существуют различные технологии прокатки металлического листа. Ercolina предлагает широкий ассортимент трехвалковых и четырехвалковых валков. Четырехвалковые модели упрощают предварительную гибку с обеих сторон, так как боковые валки выполняют работу по гибке. Четырехвалковые машины могут оказаться более универсальными. Листовые валки с тремя валками полагаются на верхний валок для достижения желаемого радиуса листа и имеют меньше движущихся частей, что упрощает работу.Ercolina предлагает систему управления роликами, которая запоминает и изучает желаемый пошаговый процесс, чтобы упростить создание повторяющихся деталей. Перед формированием из плоского листа цилиндра или конуса необходимо учитывать марку материала, прочность и желаемую окончательную форму. Выбор правильного рулонного ролика и управления листовым роликом также зависит от объема производства и степени точности, необходимой для нанесения рулона. В любом случае обученный персонал Ercolina может предоставить спецификации рулонов листов и помочь вам определить, какой рулон подходит для ваших нужд.
Металлообрабатывающие и металлообрабатывающие станки
Ercolina имеют цены в пределах бюджетного диапазона большинства клиентов. CML USA, Inc. работает с несколькими лизинговыми компаниями, чтобы предложить нашим клиентам лучшее решение для финансирования их магазинов. Для получения дополнительной информации об аренде и получения сметы варианты финансирования оборудования доступны на нашем веб-сайте.
Для получения дополнительной информации об аренде и получения сметы варианты финансирования оборудования доступны на нашем веб-сайте.
Если вам требуется помощь, чтобы определить, какое металлообрабатывающее оборудование Ercolina подходит для вашего цеха, наш высококвалифицированный персонал готов помочь вам и обсудить ваши области применения.
Трубогибы — Металлообработка
В Baileigh мы являемся экспертами в области трубогибов с более чем 15-летним опытом инноваций. Что отличает наши трубогибы и трубогибы? Запатентованная конструкция, позволяющая экономить время, прочная конструкция и широкий выбор вариантов — от самого маленького ручного трубогиба до самого большого вальцегибочного станка с ЧПУ.
Прочитайте больше
Читать меньше
Ручные ротационные ленточнопильные станки Просмотреть все
Нужно изготавливать единичные детали? Выбирайте недорогой ручной трубогиб.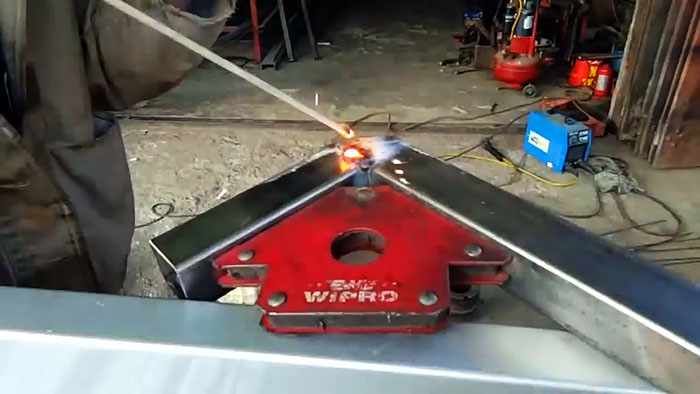 Наша конструкция позволяет изгибать трубку на 180 °, не перемещая фиксирующие штифты. Эти гибочные машины начального уровня имеют стальную или чугунную раму. Подробнее о Ручные ротационные ленточнопильные машины
Наша конструкция позволяет изгибать трубку на 180 °, не перемещая фиксирующие штифты. Эти гибочные машины начального уровня имеют стальную или чугунную раму. Подробнее о Ручные ротационные ленточнопильные машины
Гидравлический роторный ленточнопильный станок Просмотреть все
Сделанные в США, наши гидравлические трубогибы позволяют выполнять производственные партии поручней, шасси, каркасов безопасности и многого другого. Дизайн без помощи рук и съемные инструменты сэкономят время в вашем магазине.Подробнее о Гидравлический ротационный ленточнопильный станок
Наш автомобильный глушитель включает полный набор инструментов для гибки, развальцовки, развальцовки и обжимки труб глушителя. Эта машина может сократить аутсорсинг и увеличить прибыль вашей автомастерской. Подробнее о Выхлопные трубы
Подробнее о Выхлопные трубы
Изготовленный из тяжелой стали, каждый станок для гибки труб на оправке Baileigh может сгибать тонкостенные трубы с получением малых радиусов.Наша линия варьируется от небольших ручных моделей до автоматических станков для гибки оправок для промышленного производства. Подробнее о Станки для гибки труб
Вальцегибочные станки позволяют создавать широкие изгибы с большим радиусом. Мы предлагаем ручные вальцегибочные станки (для малых диаметров), гидравлические вальцегибочные станки (большие и толстые трубы) и вальцегибочные станки с ЧПУ (сложные гибы и высокая производительность). Подробнее о Вальцегибочные машины
Трубогиб на оправке Grizzly.
 com
com
Трубогиб на оправке T30860 представляет собой стабильную и прочную платформу для гибки труб, которую можно быстро установить и легко использовать. Трубогибы на оправке можно использовать после минимального обучения, чтобы обеспечить точные и последовательные изгибы труб из различных материалов, включая сталь, медь и алюминий.
T30860 способен изгибать круглые трубы диаметром от 1/2 до 2 дюймов или квадратные металлические трубы диаметром от 1 до 2 дюймов. Совершенно уверенно выполняйте изгибы до 180 °.Благодаря прочной стальной конструкции, когда инструмент закреплен на месте, он будет гнуть трубу на долгие годы.
Если вы создаете прочный каркас безопасности, сверхлегкую раму или ремонтируете оборудование, ручной трубогиб T30860 выполнит свою работу!
Этот инструмент включает в себя напольную подставку, индикатор угла изгиба и съемную 41-дюймовую ручку. Доступны 17 дополнительных матриц (не входят в комплект) для различных размеров круглых и квадратных труб (T30861-T30877).
Ручной трубогиб T30860 поставляется с годовой гарантией, которая распространяется на детали и гарантирует, что устройство не имеет заводских дефектов.(Гарантия не распространяется на расходные материалы.)
Руководство для T30860 было написано нашим отделом технической документации в США и содержит полезную информацию.
Группа технической поддержки Grizzly находится в США. Детали и аксессуары для трубогиба доступны в Интернете и отправляются со склада запчастей Grizzly в Спрингфилде, штат Миссури.
ТЕХНИЧЕСКИЕ ХАРАКТЕРИСТИКИ
- Минимальный диаметр трубы: 1/2 «
- Максимальный диаметр трубы: 2 «
- Минимальный размер квадратной трубы: 1 «
- Максимальный размер квадратной трубы: 2 «
- Максимальный угол изгиба: 180 °
- Длина ручки: 41 «
- Общая высота: 45 дюймов
- Площадь основания: 11-3 / 4 «x 11-3 / 4»
- Вес машины: 98 фунтов.
ХАРАКТЕРИСТИКИ
- Стальная конструкция
- Стенд напольный
- Индикатор угла изгиба
- Съемная ручка 41 «
- Доступны 17 дополнительных матриц (не входят в комплект)
Трубогибы, инструменты для гибки толстостенного металла
Инструменты для гибки металла Eastwood
Сгибать, изгибать, наклонять и придавать другую форму металлу в собственном магазине так же просто, как приходить в Иствуд за нужным оборудованием. Наши трубогибы и трубогибы — лучший способ для энтузиастов DIY добавить функциональности и стиля своим аттракционам. Эти мощные инструменты можно использовать для изготовления трубных каркасов и рулонных каркасов или просто для украшения капота. Правильный трубчатый каток Eastwood быстро станет незаменимым устройством для любого производителя.
Наши трубогибы и трубогибы — лучший способ для энтузиастов DIY добавить функциональности и стиля своим аттракционам. Эти мощные инструменты можно использовать для изготовления трубных каркасов и рулонных каркасов или просто для украшения капота. Правильный трубчатый каток Eastwood быстро станет незаменимым устройством для любого производителя.
Приобрести трубогиб Pro
С помощью трубогиба Eastwood вы сможете изгибать металлические трубы до 180 градусов без сгибания и перекручивания. И наши обычные, и высокопроизводительные гибочные станки имеют жесткую стальную раму, которая надежно удерживает ваш рабочий стол.Стандартная модель предназначена для труб из низкоуглеродистой стали и хрома, в то время как модель большой емкости может работать с нержавеющей сталью, алюминием и медью. Каждый гибочный станок поставляется с набором формовочных штампов или имеет возможность добавить те, которые вам понадобятся. Если для подвесов и кронштейнов вы используете стержни, а не трубы, инструмент для формовки стержней — доступный способ получить надлежащее усилие.
Оборудование для надрезки труб
Иногда по функциональным или эстетическим причинам вам необходимо надрезать трубки под большим углом.Наш профессиональный надрезчик труб сделает точные надрезы в трубках шириной до трех дюймов. Используйте их для создания прочных и стильных выхлопных труб, каркасов тележек или рулонных каркасов. Набор пилы для выреза и кольцевой пилы позволит вам подготовить трубы, а также просверлить угловое отверстие. Объедините оба устройства с трубогибом для получения полного решения для кронштейна и трубы.
Качество и поддержка изготовления металлических изделий
Всякий раз, когда вы работаете с трубками, рассчитывайте на Eastwood, чтобы получить подходящие инструменты и аксессуары.Наша 100-процентная гарантия удовлетворенности клиентов и квалифицированные технические консультации известны во всей отрасли. Мы хотим, чтобы каждый выполнял свою работу правильно, и поможем вам приобрести необходимое оборудование и навыки для этого.
Чего требует ваш проект? Свяжитесь с нами сегодня по телефону или электронной почте и поделитесь своей идеей. Мы поможем вам найти лучший продукт для ваших нужд. С Иствудом вы сделаете свою работу правильно и доставите свой проект из гаража и в дорогу, где он и должен.
ступень ручного шлифования прайс лист б / у станка для производства труб
Китай Шлифовальный станок, Производители шлифовальных станков,
Китайские производители шлифовальных станков Выбирайте высококачественные шлифовальные станки 2019 по лучшей цене от сертифицированных китайских производителей пластиковых машин, поставщиков станков, оптовых торговцев и фабрики на MadeinChina
Machineseeker 150000 новых и подержанных станков онлайн
Machineseeker, ваша специализированная поисковая система для подержанного оборудования Сравните цены и найдите дешевое подержанное оборудование
Трубогиб на продажу Подержанные трубогибочные машины
Трубогибочные машины Трубогибочные машины могут обрабатывать трубы всех размеров Трубогибочные машины доступны для трубы всех размеров: от шариковых ручек до больших трубопроводов. Существуют два различных типа машин, которые могут обрабатывать трубы практически любого диаметра и толщины стенки.
Существуют два различных типа машин, которые могут обрабатывать трубы практически любого диаметра и толщины стенки.
Как сделать машину для изготовления канатов YouTube
Это секретные производители веревок не хотят тебя Вы должны знать о Haha JK. Но это совершенно потрясающий проект, и вы должны попробовать его. Endcard Links: Strike Anywhe
The King of Random
Китайская экструзионная машина, Экструзионная машина
Китайские производители экструзионных машин Выбирают высококачественные экструзионные машины 2019 года в лучшем виде цена от сертифицированных китайских производителей машин, поставщиков пластиковых машин, оптовых торговцев и заводов на MadeinChina
Трубы, трубогибы для труб для продажи списки
Гибочное оборудование для формования труб, трубогибы для продажи списков У нас есть 148 списков для труб, трубогибов в списке ниже Найдите элементы, используя следующие параметры поиска. Вы также можете щелкнуть заголовок столбца, чтобы отсортировать списки.
Industrial Machinery новые и подержанные станки на продажу,
Industrial Machinery новые и подержанные станки на продажу тысячи станков в запас запчастей и обслуживание для всех станков от мельниц, токарных и др. шлифовальные машины аксессуары для фрезерования аксессуары для токарных станков цифровые индикаторы инспекции измерения аксессуары погрузочно-разгрузочные работы аксессуары для пил шлифовальный станок
Инструментальный центр Купить инструменты в Интернете Специализированные промышленные
Ищете инструменты? Покупайте инструменты онлайн из нашего обширного ассортимента. Бесплатная доставка по Южной Африке!
Подержанное оборудование для продажи, покупка и продажа промышленного оборудования
Объединение покупателей и продавцов Более 300 000 покупателей подержанного оборудования посещают наш сайт каждый месяц С другой стороны, у нас есть сеть из более чем 10 000 продавцов Наша команда специалистов работает с обоими сторон, чтобы убедиться в этом
Угловая шлифовальная машина Wikipedia
Угловая шлифовальная машина, также известная как боковая шлифовальная машина или дисковая шлифовальная машина, представляет собой ручной электроинструмент, используемый для шлифования (абразивной резки) и полировки Хотя изначально он был разработан как инструменты для жестких абразивных дисков, наличие сменного источника питания стимулировало их использование с широким спектром фрез и навесного оборудования.
Продажа машин. Продажа нового бывшего в употреблении оборудования.
. Продажа машин — это онлайн-торговая площадка, предназначенная для связи покупателей и продавцов новой и подержанной техники. Общая стоимость всего 15 долларов США. Все объявления рекламируются до момента продажи, без комиссии или дополнительных комиссий за продажу De Подписка на оповещение начинается всего с 20 долларов в месяц при размещении до 20 объявлений.
Подержанная строительная техника, сельскохозяйственная техника и
. Нажмите здесь, чтобы найти подержанные тракторы, экскаваторы, краны, вилочные погрузчики, токарные станки, прессы, грузовики и прицепы на Machinio
Pipe Ручные гибочные инструменты Total Tools
Трубогибы в Total Tools 70 магазинов по всей стране Более 15000 инструментов онлайн Каждый инструмент, каждая сделка
Другое металлообрабатывающее оборудование на продажу eBay
Купите другое металлообрабатывающее оборудование и получите лучшие предложения по самым низким ценам на eBay! Большая экономия Бесплатная доставка / сбор по многим позициям Метчик для конической трубы 1/827 HSS NPT Быстрорежущие стальные метчики для нарезания резьбы для ремонта 269 фунтов стерлингов Бесплатная доставка Шлифовальный держатель нарезного станка Coventry, 3/8 «1/2» правый
Промышленное оборудование в Южной Африке Junk Mail
Станок для изготовления кромок ленты Станок для производства станины Этот станок в основном используется для кромки матрасных панелей.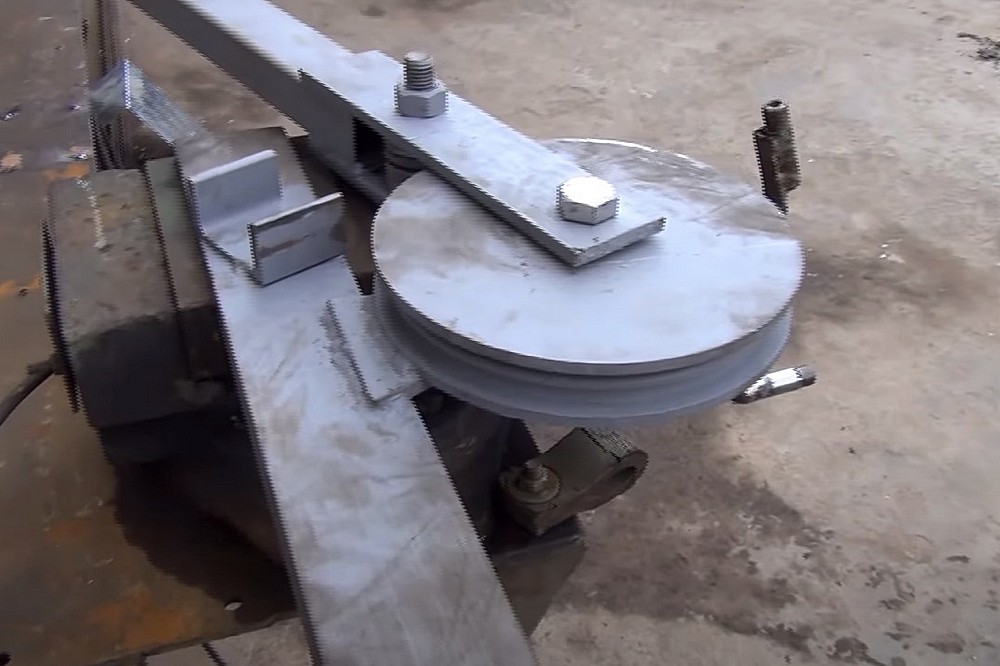 Получите уведомление о любых результатах промышленного оборудования в Южной Африке, когда они станут доступны
Получите уведомление о любых результатах промышленного оборудования в Южной Африке, когда они станут доступны
Рекомендуемые параметры обработки для меди и медные сплавы
2 DKI Монография i18 «Рекомендуемые параметры обработки меди и медных сплавов» продолжает давнюю традицию, установленную Немецким институтом меди (DKI). Публикация «Обработка меди и медных сплавов» («Das Bearbeiten von
Retecon Machine Tools»
Добро пожаловать в Retecon! RETECON с 45-летним опытом является ведущим поставщиком станков и принадлежностей. и измерительное оборудование для металлообрабатывающей промышленности в Южной Африке TRUMPF, FICEP, DMG MORI, KASTO,
Подержанное промышленное оборудование на продажу в Южной Африке Gumtree
Для подержанного промышленного оборудования для продажи в Южной Африке или аренды просмотрите обширную коллекцию предложения, представленные в местных объявлениях Gumtree, для обеспечения бесперебойной работы вашего бизнеса
ТЕХНИЧЕСКОЕ ОБСЛУЖИВАНИЕ И УХОД ЗА РУЧНЫМИ ИНСТРУМЕНТАМИ ibiblio
ТЕХНИЧЕСКОЕ ОБСЛУЖИВАНИЕ И УХОД ЗА РУЧНЫМИ ИНСТРУМЕНТАМИ WAR DEPR TMEIENT АПРЕЛЬ 1945 г. WAR DEPARTMENT ТЕХНИЧЕСКОЕ РУКОВОДСТВО TM 9867 СПИСОК ИНСТРУМЕНТОВ Абразивные диски и абразивные диски Ручные дрели Ручные метчики серии National Трубные штампы Круглые штампы серии National Трубные штампы Квадратные четырехкомпонентные тиски Blacksmith’s
WAR DEPARTMENT ТЕХНИЧЕСКОЕ РУКОВОДСТВО TM 9867 СПИСОК ИНСТРУМЕНТОВ Абразивные диски и абразивные диски Ручные дрели Ручные метчики серии National Трубные штампы Круглые штампы серии National Трубные штампы Квадратные четырехкомпонентные тиски Blacksmith’s
ЧЕЛОВЕК ТЕХНИЧЕСКОГО РАСЧЕТА И ОЦЕНКИ
Марко Булиш технический расчет и трудозатраты оценщика ручной монтаж технологических или химических заводов i прокладка трубопроводов над землей ii трубопроводы iii сталь конструкции iv технологическое оборудование резервуары для хранения телевизора цилиндрические и сфероидальные vi Сварка и газовая резка
Накатка канавок RIDGID Tools
Самый эффективный способ проточки труб из многих материалов, включая сталь, медь, алюминий, нержавеющую сталь, ПВХ и никель-медь. КАК МЫ ИСПОЛЬЗУЕМ КУКИ: Мы используем файлы cookie и аналогичные технологии для улучшения нашего веб-сайта, до
Продажа бывшего в употреблении оборудования для производства пластмасс Anglo Plastics Ltd
Продажа бывшего в употреблении оборудования для экструзии пластмасс Компания Anglo Plastics Ltd имеет более 40 лет опыта в индустрии пластмасс, непревзойденное знание продукции, большой запас на складе. наш склад готов к отправке, все подкреплено первоклассным обслуживанием клиентов и ценностью
наш склад готов к отправке, все подкреплено первоклассным обслуживанием клиентов и ценностью
Промышленное шлифовальное оборудование Шлифовальный станок
Справочник производителей шлифовального оборудования, производителей шлифовальных станков и экспортеров шлифовальных инструментов Получите подробную информацию об экспортерах производителей шлифовального оборудования, шлифовальных машин, шлифовальных машин инструменты, промышленные шлифовальные станки, поверхность шлифовальный станок
Цена станка с ЧПУ в Индии, оптовые поставщики
Ищете доступные цены на станки в Индии? 4713 машин по низким ценам в Индии от 1571 надежных поставщиков машин в Индии на Alibaba Обратитесь к поставщикам напрямую и попросите самую низкую цену, скидку и небольшие сборы за доставку
Продажа подержанных резьбонарезных станков на продажу Оборудование Landis подробнее
Поиск подержанных резьбонарезных станков Найти Landis, Toledo, and Hill Acme на продажу на Machinio
Продажа подержанного оборудования для пластмасс Дилеры экструдера
Дилеры подержанного оборудования по продаже подержанного оборудования для пластика, экструдеры для пластика, литьевая машина для пластика, машина для производства пластиковых бутылок
Подержанный Новый Тяжелые промышленные машины, машины
Подержанные и новые промышленные машины Оборудование для продажи на Machines4u Объявления № 1 в Австралии по продаже тяжелой техники и промышленного оборудования Продайте новое или бывшее в употреблении тяжелое машинное оборудование или промышленное оборудование
Оборудование для обработки металлов Baileigh Industrial
Baileigh Industrial Grinding Machines предлагает ах ленточно-шлифовальные станки для тяжелых условий эксплуатации. Эти вырубные станки для листового металла, а также вырубные станки для труб и труб, как правило, имеются в наличии. Подробнее о вырубных станках CM6 — это настольный станок для снятия фасок, который можно использовать для подготовки к сварке или простого удаления заусенцев с металла, такого как низкоуглеродистая сталь или алюминий
Эти вырубные станки для листового металла, а также вырубные станки для труб и труб, как правило, имеются в наличии. Подробнее о вырубных станках CM6 — это настольный станок для снятия фасок, который можно использовать для подготовки к сварке или простого удаления заусенцев с металла, такого как низкоуглеродистая сталь или алюминий
Vogel Tool Die Вырубные станки для труб, Вырубные штампы, трубки
Вырубные станки для труб, инструменты для резки труб и многое другое! От заборов из цепных звеньев до офисной мебели, инвалидных колясок, конвейеров, автомобильных подвесок и т. Д. Вырубные станки Vogel, вырубные машины для труб и другие инструменты для изготовления труб используются для производства тысяч продуктов, с которыми вы сталкиваетесь каждый день. Компания Vogel начала изготавливать вырубные станки для труб более 80 лет назад
Отливка металла в домашних условиях. Часть 64 Отливка и обработка
. На видео показано, как был отлит и обработан зубчатый шкив.