Сварка полуавтоматом для начинающих: как работает, техника, теория
Прогрессивным методом соединения металлических изделий является сварка полуавтоматом. Этот способ облегчает работу, повышает производительность процесса, позволяет получить качественное соединение, уменьшает вероятность появления дефектов. Для его применения необходимо приобретение специального оборудования — полуавтомата.
Это не является особо затратным, но работа на сварочном полуавтомате для начинающих возможна только после овладения ими теоретических знаний. Для начала необходимо ознакомиться с принципом действия прибора, различными режимами, технологией процесса. Овладеть этим можно самостоятельно или под руководством более опытного наставника. Также имеются специальные курсы, на которых проводится теоретическое и практическое обучение.
Классификация полуавтоматов
Разделение полуавтоматических приборов для сварки осуществляется по различным признакам.
Тип прибора
Это в основном относится к корпусу прибора. Если все составные части находятся в одном корпусе, то это будет однокорпусной вид. В двухкорпусных моделях в одном блоке находится сварочная горелка, механизм подачи проволоки, пульт управления. Во втором блоке расположен источник тока, имеющий аппаратуру для регулирования пуска.
Вид проволоки
В полуавтомате могут применяться два вида проволоки: алюминиевая или стальная. Имеются универсальные приборы, обеспечивающие работу с любым из этих видов.
Защита шва
Происходит тремя способами: слоем флюса, в защитных газах, с помощью порошковой проволоки. Наиболее распространенным способом является использование защитных газов. Нюансом служит то, что порошковую проволоку можно также использовать в газовой среде.
Характер перемещения
Для серийного производства используются стационарные аппараты. В быту и для проведения выездных работ более удобными будут переносные полуавтоматы. Передвижные приборы перемещаются на шасси с колесами.
Подключение к электросети
Однофазные полуавтоматы, имеющие небольшую мощность, можно включать в обычную розетку. Трехфазные требуют наличия специальных разъемов.
Подача проволоки
При толкающем типе привод подталкивает проволоку в сварочную горелку. В конструкции с тянущим типом привод располагается в ручке горелки и вытягивает проволоку с катушки, на которую она намотана. К гибриду относится тянуще-толкающий вид.
Устройство полуавтомата
Чтобы лучше понять, как сваривать полуавтоматом, необходимо изучить его устройство.
Основные составные части аппарата:
- Корпус.
- Источник питания.
- Блок управления.
- Горелка.
- Бобина с проволокой.
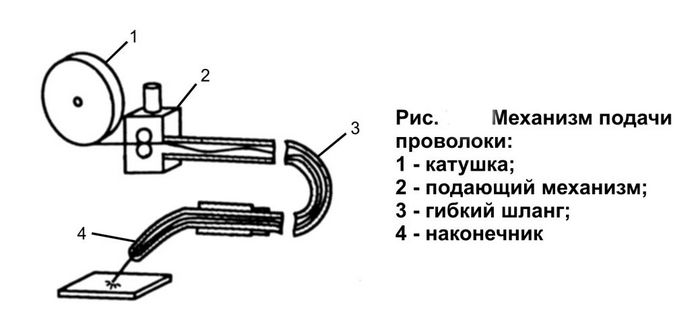
- Механизм подачи проволоки.
- Кабель, с помощью которого происходит подсоединение к «массе».
- Шланг, предназначенный для подачи газа.
- Инертный газ в емкости.
Можно приобрести дополнительные приспособления, например, защитный экран или стойку для рукава.
Источниками питания для полуавтоматических аппаратов, работающих, как правило, на постоянном токе, применяют инверторы или выпрямители. Предпочтительными являются инверторы, но стоимость их гораздо выше.
Сварочный рукав — это шланг, с помощью которого на место проведения работы подаются газ, проволока и жидкость для охлаждения. Один его конец подсоединен к аппарату, а второй — к газовой горелке. Внутри сварочного рукава по центру располагается узел, с помощью которого подается проволока. Охлаждающая жидкость имеется только в некоторых моделях. Чем длиннее шланг, тем больше возможность сварки в местах, доступ куда затруднен. Для подключения шланга используется унифицированный разъем по евро стандарту.
Большой штуцер в центре служит для выхода проволоки. Маленький рядом — для подачи газа. Два контакта вверху необходимы для того, чтобы переключать режимы. Внизу подключены провода, с помощью которых подается ток.
К шлангу подсоединена горелка, куда и выводятся все провода, а также трубки. Главные составляющие горелки — рукоятка и выходящая из нее направляющая трубка.
На рукоятке имеется переключатель режимов. На трубке закреплены рассеиватель газа, контактный наконечник, сопло. Контактный наконечник является сменной деталью, поскольку он бывает разным при каждом диаметре проволоки. Сопло зависит от размеров наконечника.
Проволока для сварки намотана на катушку, которая может иметь различные размеры. Устройство, подающее проволоку, включает в себя механизм с роликовой подачей. На роликах сделаны канавки для разных диаметров проволоки. Роль электродвигателя — осуществление вращения. Регулирование натяжения проволоки осуществляется вручную.
Ролики используются для порошковых проволок. Их может быть два или четыре. Вот, в основном, все, что нужно для полуавтоматической сварки.
Принцип работы
Теория сварки полуавтоматом заключается в следующем. Главная особенность состоит в том, что вместо электродов находит применение сварочная проволока, поступающая в зону сварки непрерывно.
Сваривание полуавтоматами может осуществляться в углекислом газе (MAG) или в инертном (MIG). Технология сварки полуавтоматом с углекислотой и инертными газами предполагает установку величины расхода проволоки на аппарате. На выходе проволоке предстоит пройти через отверстие в контактном наконечнике. Между проволокой и свариваемой деталью возникает дуга, металл от действия высокой температуры начинает плавиться, что приводит к образованию сварочной ванны. Она начинает перемещаться вслед за горелкой. Сзади остается сварочный шов, который постепенно начинает остывать.
Для формирования облака газа, имеющего конкретную форму и плотность, служит сопло. Газ в него поступает через рассеиватель, который расположен на месте крепления контактного наконечника.
Понятно, как работает сварочный полуавтомат с газом. Однако, имеется вариант без его использования. В этом случае находит применение особая проволока, которая представляет собой тонкую трубочку с флюсом внутри.
Поскольку флюс обладает порошковой структурой, то и проволоку называют порошковой. При сварке флюс, сгорая, выделяет газ, создающий защитную среду. Для начинающих сварка полуавтоматом без газа является хорошим и более простым способом получить общие сведения об особенностях процесса. Для ответственных конструкций предпочтительной является сварка с газом.
Сварочная проволока
Вслед за широкой востребованностью полусварочных автоматов промышленность начала создавать различные виды проволок для них. Правильный ее выбор повышает производительность сварочного процесса, улучшает качество шва. Немаловажным аспектом является повышение безопасности. ГОСТ 2246 содержит требования к составу и качеству проволоки. Среди большого количества видов марок находят постоянное применение лишь некоторые из них. Остальные являются узкопрофильными.
Тип, диаметр и марка проволоки зависят от химического состава и толщины свариваемых металлов. Состав проволоки должен соответствовать аналогичной характеристике материала. Поэтому проволоки разделяют на три крупных вида: низкоуглеродистую, легированную и высоколегированную.
Вид марки обозначен на маркировке. Буквы и цифры указывают на состав и процентное соотношение входящих элементов. Проволока, в которой уменьшено содержание вредных веществ, таких, как сера и фосфор, в конце маркировки имеют букву «А». Две буквы «АА» свидетельствуют о металле высокой очистки.
Диаметры проволоки для сварки полуавтоматом находятся в диапазоне от 0,3 до 12 мм. Выбор диаметра зависит от толщины деталей. Так, например, если предстоит сварка деталей, имеющих толщину 3-5 мм, то диаметр проволоки должен быть не больше 2 мм. На выбор проволоки также оказывает влияние выбранная сила тока. Для экономии при процессе сварки ведут контроль расхода присадочного материала. На него оказывают влияние состав свариваемого металла, диаметр проволоки, ее качество.
Подготовка
Перед тем, как варить сварочным полуавтоматом, необходимо провести подготовительные работы. Они начинаются с регулировки сварочного полуавтомата. Для этого следует выбрать правильное значение силы тока, и выставить его на аппарате.
Затем регулируются скорость подачи проволоки и расход газа, который устанавливается с помощью вентиля на редукторе баллона. Оценить правильность настроек можно на небольшом куске металла. При грамотной настройке должен получиться плотный ровный шов.
После этого выставляют оптимальное значение расхода газа. Если оно будет недостаточным, в сварочном шве появятся поры. Границы верхнего значения не существует, но при неоправданно большом газ будет уходить в атмосферу бесполезно, что увеличит расходы. При недостаточно качественном шве следует произвести перенастройку.
Затем надо проверить, достаточное ли количество газа для создания рабочего давления находится в баллоне. Рабочее — давление, позволяющее осуществлять надежную защиту ванны в зоне проведения работ. Потом надо определиться с полярностью.
После выбора полярности необходимо подключиться к соответствующей клемме. Прямую полярность обеспечит подключение сварочного кабеля к положительной клемме. Обратную полярность используют для проведения очень точных работ.
Технология процесса
Особенности сварки полуавтоматом заключаются в том, что вместо электродов применяется проволока и процесс происходит под защитой газа. Техника сварки полуавтоматом заключается в поддержании постоянной температуры. При недостаточном нагреве не осуществится нормальное расплавление кромок и не произойдет хорошего перемешивания их с присадочным материалом. При чрезмерно большом повышении температуры начнется кипение металла и его испарение.
Приемы сварки полуавтоматом бывают двух видов. Первый заключается в том, что от начала до конца делается непрерывный шов. При втором методе применяется точечная сварка. Сварочные точки располагают через одинаковые промежутки.
Технология сваривания имеет особенности в зависимости от толщины металлических деталей, видов соединений и их расположения в пространстве. Тонкие детали легче сваривать полуавтоматом, если они расположены в вертикальной плоскости. Если толщина металлических деталей не превышает 4 мм, то можно не проводить разделку кромок. Толстые детали лучше сваривать в среде гелия или аргона. При этом необходимо следить, чтобы не происходило отклонение оси горелки от вертикали.
При сварке полуавтоматическим прибором угловых и тавровых соединений детали следует устанавливать «в лодочку». Тонкие нахлесточные соединения выполняют за один проход, используя медную или стальную подкладку. Детали, толщина которых превышает 1,5 мм, можно сваривать на весу, осуществляя несколько проходов.
Правила сварки полуавтоматом:
- Сварку следует осуществлять таким образом, чтобы сварочная ванна была видна исполнителю. Это возможно, когда проволоку держат прямо или под маленьким углом.
- Зазор между свариваемыми элементами при их толщине 1 см должен быть не менее 1 мм. Затем его рассчитывают, исходя из формулы — 10% от их толщины. Во время всего процесса сварки зазор должен быть постоянным.
- Если применяется подкладка, то ее помещают снизу на свариваемые детали, обеспечивая плотность.
- Необходимо контролировать значение тока и величину дуги. Это уменьшит разбрызгивание раскаленного металла.
- Тонкую проволоку следует вести вдоль шва. При большом диаметре желательно совершать колебательные движения, которые способствуют разогреву кромок.
Настройка зависит от конкретной модели оборудования. Перед началом работы следует внимательно ознакомиться с инструкцией по эксплуатации.
Сварка в общем и сварка полуавтоматом в частности является сложным искусством, требующим терпения. Не следует сразу стремиться поставить рекорд. Техника сварки полуавтоматом для начинающих заключается в том, чтобы потренироваться вначале на простых деталях.
Преимущества
К достоинствам полуавтоматической сварки относятся:
- легкость применения;
- высокая производительность;
- возможность сваривания во всех пространственных положениях;
- деформации шва являются минимальными;
- возможность сварки тонких соединений;
- небольшая чувствительность по отношению к загрязнениям и ржавчине;
- цинковые покрытия не повреждаются при сварке с медной проволокой;
- получение шва высокого качества.
Недостатком является улетучивание газовой защиты на сквозняке. Относительная легкость управления процессом делает возможной сварку полуавтоматом для начинающих.
Отличие от автоматической сварки
Автоматическая и полуавтоматическая сварка имеют много общего и сильно отличаются от ручного способа. Основное, чем отличается автоматическая сварка от полуавтоматической, — это то, что полуавтомат осуществляет механическую подачу проволоки, выполняющей роль электрода, на место проведения работы, но затем ее перемещают вручную. Это позволяет правильно формировать шов и следить за его качеством.
Автоматическую сварку целесообразно применять при массовом или крупносерийном производстве. На форумах по сварке иногда задают вопрос: как варить полуавтоматом электродами. Опытные сварщики отвечают, что для этого придется кардинально переделать аппарат, но и это не дает гарантии получения качественного шва.
Обучение
Обучение на полуавтоматическую сварку можно пройти на специальных курсах. Программа включает в себя теоретические и практические занятия. Можно выбрать индивидуальное обучение по удобному для ученика расписанию и также узнать все о сварке полуавтоматом. После окончания необходимо сдать экзамен и доказать, что все знания усвоены.
Выдается удостоверение установленного образца, в котором перечисляются прослушанные предметы, практические занятия и указывается, что присвоено звание «Электрогазосварщик». Возможно получение диплома международного образца, что дает возможность применить полученные знания в других странах.
Обучение сварки полуавтоматом дает представление о видах аппаратов полуавтоматов, выборе режима сварки и диаметра проволоки, технологии процесса сварки. Прослушанные уроки по теории «сварочные полуавтоматы» позволят разбираться в обозначениях используемых материалов и маркировки проволоки. Основы сварки полуавтоматом включают в себя сведения об устройстве приборов полуавтоматов, принципе их работы, обеспечении безопасности сварщика, проведении подготовительных работ, выборе режимов сварки.
На курсах можно не только узнать все для сварки полуавтоматом, но и применить полученные знания на практике. Они проводятся под руководством наставника, который укажет на ошибки и разъяснит методы их устранения. Групповые занятия имеют то преимущество, что на них можно услышать вопросы других учеников и узнать правильные ответы. На практических занятиях следует прислушиваться к разбору всех ситуаций, из которых можно узнать много полезного.
Уроки сварки полуавтоматом проводят профессионалы, обладающие большим опытом. Приобретенная профессия является востребованной и высокооплачиваемой. На курсы могут также записаться уже имеющие профессию сварщика, но желающие повысить свою квалификацию. Разобраться, что такое сварка на полуавтомате поможет обучение на специализированом курсе. Полученные знания помогут с легкостью читать чертежи и разбираться в технологических материалах.
Интересное видео
Сварка полуавтоматом для начинающих
Создание металлических конструкций либо иное производство изделий из металла невозможно без сварочных работ. Одним из самых распространенных методов является сварка металлоконструкций полуавтоматом. Он востребован при соединении разных металлических заготовок: черных и цветных, толстых и листовых. В сварке полуавтоматическими аппаратами применяются современные технологии склейки металлов, которые положительно влияют на качество шва. Наибольшее распространение технология получила в производстве или кузовном ремонте автомобилей и другой техники.
Что такое полуавтоматическая сварка
Перед началом практических занятий по освоению технологии работы с полуавтоматическими станциями следует детально изучить теорию. Оборудование состоит из таких основных узлов:
- основной блок, через который подается присадочная проволока и питание;
- горелка с расположенной внутри нее проволокой;
- сварочный рукав;
- система снабжения защитным газом;
- проводящий питание наконечник.
На больших предприятиях нередко применяются стационарные полуавтоматические установки для сварки деталей на сборочных линиях. Такое оборудование обеспечивает хорошее качество сварного соединения, равномерное распределение наплава по всей длине шва, высокую скорость выполнения работ и малое энергопотребление. В зависимости от принципа работа полуавтоматические модели делятся на несколько групп:
- для сваривания кромок в защитной среде;
- выполнение работ с использованием флюса;
- сваривание с порошковой проволокой;
- универсальные автоматические устройства.
Все без исключения установки отлично справляются с задачами соединения заготовок из цветных или черных металлов. В зависимости от типа подачи присадочной проволоки полуавтоматы бывают:
- стационарными. Корпус установлен на специальную консоль либо иное основание и жестко закреплен;
- переносные. Устройство имеет сравнительно небольшие габариты и вес. Может без особых усилий перемещаться одним человеком;
- передвижные. Агрегат монтируется на тележке и передвигается в пределах одного помещения – как правило, цеха или сборочного участка.
Существует и классификация оборудования в зависимости от типа подающих роликов: тянущие, толкающие или толкающе-тянущие.
Технология сварки полуавтоматом
Сварка полуавтоматом с газом
При помощи полуавтомата можно сваривать детали из оцинкованного или поржавевшего металла. При соединении трудносвариваемых частей в качестве присадки применяется алюминиевая или медная проволока. Это дает возможность получить прочный с равномерным распределением наплава шов.
Когда планируется сваривать материалы в защитной среде или с применением флюса, предварительно выполняются подготовительные работы:
- при помощи растворителя поверхность стыков обезжиривается и очищается от механических включений;
- проверяется работа газового оборудования;
- проваривается небольшой участок стыка. В этот момент корректируются основные настройки;
- выполняется тонкий подбор напряжения и силы тока.
Самым простым вариантом применения полуавтомата считается работа в защитной среде. Используется любой инертный газ, который имеется в наличии: аргон, гелий, углекислый газ или азот. Техника сваривания от выбора газа не зависит и остается неизменной. Наиболее часто востребована углекислота, обладающая хорошими защитными свойствами и сравнительно невысокой стоимостью.
Преимущества использования полуавтоматов для сваривания в защитной среде:
- остается неизменным внешний вид конструкции;
- обрабатываются даже самые труднодоступные участки изделия;
- на выходе получается тонкий и достаточно прочный сварной шов;
- минимум отходов;
- все работы выполняются быстро.
Насколько качественно будет сформирован шов зависит от трех основных факторов: соблюдения интервала между свариваемыми поверхностями, метода ведения проволоки вдоль соединения, соблюдения технологии и норм выполнения сварочных работ.
Сваривание полуавтоматом без защитной среды
Выполнение работ без использования защитныхгазов является альтернативой, позволяющей избежать образования окислов и все время контролировать ход выполнения работ. Но это не означает, что процесс выполняется без защитной среды. В такой ситуации применяются флюсовые (порошковые) проволоки. В процессе плавления присадочного материала сгорает порошок, в результате чего образуется газовая среда, обеспечивающая создание качественного соединения. Принято различать несколько этапов сваривания заготовок с использованием безгазовой полуавтоматической сварки:
- подбор оптимальной сварочной проволоки с флюсом;
- настройка подачи присадочного материала;
- закладывается флюс внутрь воронки;
- открывается защитная заслонка, чтобы флюс мог попасть в зону сваривания;
- запускается полуавтомат;
- образуется электрическая дуга;
- начало сварочных работ.
Необходимо подчеркнуть, что при помощи полуавтоматом можно соединять заготовки из разных материалов, в том числе и алюминия с нестандартными характеристиками. В качестве защитного газа при соединении алюминия используется аргон. Он необходим для того, чтобы при плавлении металла на его поверхности не образовалась новая оксидная пленка.
Настройка сварочного полуавтомата
Тонкая настройка сварочного полуавтомата является обязательным условием для получения качественного сварного соединения. Перед началом эксплуатации оборудования сварщик должен выбрать:
- скорость подачи присадочного материала;
- силу тока;
- оптимальное давление инертного газа.
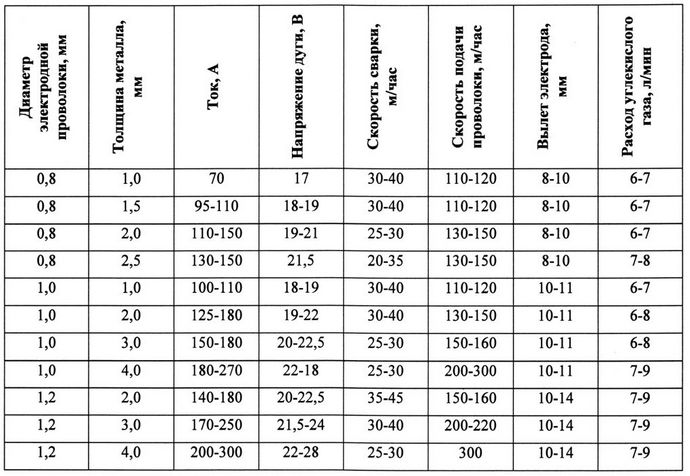
Установки для автоматической сварки поставляются в комплекте с документацией, где содержится в том числе и информация по регулировке основных параметров сварки. Ориентируясь на данные таблиц, опытный сварщик сможет безошибочно выбрать наиболее подходящие для работы с тем или иным материалом параметры.
Насколько хорошо настроен агрегат можно проверить на ненужных кусках металла. Если шов получается ровным, гладким, без потеков и прерывания – значит настройки выбраны правильно. Оптимальное давление защитного газа должно варьироваться в диапазоне 1-2 атмосферы.
Для подготовки полуавтоматической сварки к работе следует:
- Подобрать проволоку наиболее подходящего размера. Большая часть востребованных расходных материалов имеет диаметр от 3 до 6 мм. Для сварки полуавтоматом в большинстве случаев выбирается проволока диаметром 4 мм.
- Протянуть присадку до горелки, чтобы она вышла и отрегулировать степень ее прижатия.
- Подготовить к применению защитный газ. Наиболее часто используется аргон или углекислота. Первый обеспечивает стабильность электродуги и сводит к минимуму образование брызг. А второй выгодно отличается невысокой стоимостью и прекрасно подходит для работы со стальными заготовками.
- К аппаратуре подключается газовый баллон.
При настройке аппаратуры нужно следовать установившимся правилам. Их соблюдение станет залогом получения качественного и ровного шва. Прежде всего, нужно добиться равномерного и стабильного горения электрической дуги. Важно тщательно очистить стыки от шлака, жира, краски и прочих загрязнений. Не менее значимым условием является оптимальная скорость подачи проволоки. Все параметры настройки можно найти в сопроводительной литературе, которая идет вместе с установкой. Заводские параметры не стоит воспринимать как догму. Они могут служить базисом, от которого сварщик оттолкнется в поиске наиболее подходящего варианта.
Дело в том, что каждый раз установки могут сильно отличаться в зависимости от:
- выбранного режима работы;
- качество энергоснабжения;
- различия в составе свариваемого металла;
- температура воздуха;
- состав и диаметр присадочного материала;
- пространственное расположение стыка;
- вид и состав защитной среды.
Наиболее часто при настройке сварочного полуавтомата сварщики допускают ошибки, которые можно определить по таким симптомам:
- Посторонние звуки, которые напоминают громкий сухой треск. Такие симптомы возникают в том случае, когда присадочная проволока подается медленно. Достаточно просто увеличить скорость подачи проволоки, чтобы полностью исправить ситуацию.
- При выполнении работы наблюдается обильное разбрызгивание. Такое возможно в случаях, когда инертного газа подается слишком мало. Чтобы устранить проблему необходимо проверить редуктор – часто проблема заключается в его неисправности. Иногда достаточно просто увеличить поток газа.
- Плохое проваривание металла и как следствие – невысокое качество шва. Скорее всего, неверно выбрана индуктивность и напряжение.
- Валик получается неодинаковой толщины. Дефект образуется из-за того, что скорость движения горелки выбрана неправильно.
Виды сварочных швов при сварке полуавтоматом
Манипулируя настройками полуавтоматической сварки, специалист может получать самые разные типа швов. По своему виду они разделяются на несколько видов: тавровые, стыковые, угловые, нахлестовые. Есть несколько видов соединений, которые отличаются своим пространственным положением: нижние, потолочные, горизонтальные и вертикальные.
Формирование потолочного шва делится на два этапа:
- Проваривание основания. Коренной шов формируется, как правило, трехмиллиметровыми электродами с небольшой силой тока.
- Финальное формирование шва.
Второй этап может быть выполнен разными способами:
- Соединение заготовок посредством наложения коротких прерывистых швов или методом точечной сварки. При таком подходя вероятность того, что капли расплавленного металла будут падать на сварщика минимальна. Такая технология подразумевает дополнительное проваривание заготовок в начале и конце стыка.
- Выполнение работы с минимальной дугой. Особенность метода состоит в том, что шов очень быстро остывает: сразу после прерывания дуги.
Нижнее соединение – основной способ соединения металлов, который составляет основу промышленного производства сварных конструкций. Оно может выполняться как ручной дуговой, так и полуавтоматической сваркой. Такие швы характеризуются высокой механической прочностью, которая обеспечивается за счет равномерного распределения расплава.
При угловых соединениях режимы полуавтоматической сварки могут быть самыми разными. Расположение заготовок тоже вариативно:
- Соединяемые поверхности размещены перпендикулярно. При подобном размещении проваривается только внутренний стык. В случаях, когда свариваются трубки, то требуется концентрическое выполнение шва по окружности.
- Угол между соединяемыми поверхностями составляет меньше 60 градусов. Это идеальный вариант расположения: детали отлично провариваются со всех сторон.
При соединении труб или листового металла применяется стыковой шов. При таком варианте проварка может быть: односторонней, односторонней с обработкой, двухсторонней. Одностороння сварка приемлема, если толщина заготовок не превышает 4-х миллиметров. С более толстыми кромками желательно обрабатывать стык с двух сторон.
При односторонней сварке особое внимание следует уделять предварительной подготовке металла. Основательная разделка кромок является важным предусловием формирования качественного шва при полуавтоматической сварке в защитной среде. Разделывается кромка при помощи напильника или болгарки. Во время обработки инструмент держится так, чтобы угол на краю заготовки составлял примерно 45 градусов.
Соединение заготовок внахлест выбирается, когда нужно обеспечить высокое сопротивления шва на разрыв. Чтобы предотвратить скопление влаги, нужно положить швы по обе стороны соединяемых поверхностей. Тавровое соединение отлично подходит для соединения основания металлической конструкции.
Вертикальный шов
Технология формирования вертикального шва при помощи полуавтомата отличается несколькими особенностями:
- Расплав должен остывать намного быстрее, нежели при горизонтальной сварке. Это необходимо для того, чтобы расплавленные капли не стекали на пол. Размер капель можно уменьшить, минимизировав размер сварочной дуги.
- Вертикальная сварка выполняется по направлению снизу-вверх. В таком случае удается положить ровный шов, без наплывов и неровностей.
Чтобы добиться хорошего результата при вертикальном сваривании заготовок по направлению сверху-вниз, следует придерживаться нескольких основных правил. Первое – применять исключительно короткую дугу, чтобы уменьшить разбрызгивание и минимизировать объем расплава. Второе – в начале сварки электрод должен располагаться строго перпендикулярно по отношению к рабочей поверхности. Третье – дальше электрод ставится под острым углом. Но не стоит ожидать идеального результата. Как показывает практика швы обладают весьма скудными характеристиками. Прибегать к такому методу сваривания рекомендуется только в крайних случаях.
Существуют несколько основных техник формирования вертикального шва полуавтоматической сваркой:
- Треугольник. Метод используется в случаях, когда соединяются заготовки с толщиной кромок до двух миллиметров. Его суть заключается в том, что передвижение снизу-вверх заставляет жидкий метал наплывать на уже застывший. Он довольно быстро застывает, не стекая на пол или на оператора. Шлак в этом случае перемещается под определенным углом, образуя некоторое подобие треугольника.
- Елочка. Техника используется для сваривания стыков 2-3 мм в глубину. Передвижение электрода начинается у одной из кромок. Металл плавится по всей толщине, а дуга постепенно перемещается вглубь стыка.
- Лестница. Оптимальный способ соединить две заготовки, между которыми большой зазор. Электрод перемещается от одной кромки к противоположной зигзагообразно.
Горизонтальный шов
Полуавтоматическая сварка дает возможность выполнить горизонтальные швы самого высокого качества вне зависимости от направления движения. Для получения высококачественного шва нужно учесть некоторые особенности:
- нужно уравновесить силу тяжести капель расплавленного металла и силу горения электродуги;
- важно выбрать оптимальную скорость перемещения электрода вдоль стыка;
- чтобы контролировать расплав, следует выполнять сварочные работы непрерывно.
В некоторых случаях завершить шов одним проходом не удается. Тогда можно прибегнуть к технике, включающей периодическое гашение дуги. Можно использовать разные сварные рисунки на заготовках с кромками до 4 мм. Во всем остальном качество шва будет зависеть от опыта и мастерства сварщика.
Сварной горизонтальный шов создается за четыре этапа:
- Формирование корневого валика. Он выполняется короткой электрической дугой. Электрод по отношению к рабочей поверхности держится под углом 80 градусов. Первичный валик формируется, как правило, на максимальной силе тока.
- Наложение вторичного валика. Перед началом процесса устанавливается средняя сила тока. Выполняется валик за один проход электродом максимально большого диаметра. При формировании валика применяется технология углом вперед.
- Создание третьего валика. В зависимости от ранее полученных результатов для формирования валика третьего используется один из двух способов. Площадь вторичного валика большая – третий ложится по центру. Когда размеры вторичного соответствуют норме, то выполнение третьего этапа совершается в два подхода.
- Проверка качества работы.
Сварочные дефекты чаще всего образуются в верхней части шва. Поэтому следует внимательно следить за качеством работ на этом этапе.
Сварка тонкого металла полуавтоматом
В зависимости от типа металла сваривание может выполняться одним из двух способов:
- Обычные листовые заготовки свариваются любым способом.
- Тонкий заклепочный материал следует соединять внахлест. Проваривается через отверстия, которые в верхнем листе были предварительно подготовленные.
При выполнении работ нужно обращать особое внимание на некоторые нюансы:
- скорость подачи проволоки, напряжение и сила тока снижаются до минимально допустимых параметров;
- не допускается задержка электрической дуги в одном месте. Это может вызвать прожег заготовки или наплыв валика;
- заклепочный материал желательно начать сваривать от центра нижней заготовки. В противном случае можно залить ранее подготовленные отверстия.
В случаях, когда герметичность не является обязательным условием, можно прибегнуть к точечному соединению. Расстояние между местами сварки может составлять от 1 до 5 сантиметров.
Сварка толстого металла полуавтоматом
Металл, имеющий толщину стенок более 4-х миллиметров, требует предварительной подготовки: снимаются фаски с обеих кромок. Это позволяет сформировать ровный и в то же время очень прочный шов.
При работе с толстыми заготовками следует выполнять горелкой колебательные движения, чтобы прогревалась большая площадь кромок. Производитель к сварочным полуавтоматам прилагает документацию, где содержится полезная справочная информация. Среди прочих данных есть и таблицы с рекомендованными параметрами для сваривания заготовок из толстого металла.
Основные правила выполнения работ:
- зазор между кромками не должен превышать двух миллиметров;
- ширина сварного шва должна соответствовать толщине металла;
- выбирая расходные материалы, следует учитывать рекомендации производителя оборудования.
Если специалисту поставлена задача максимально хорошо проварить заготовку с толщиной свыше пяти миллиметров, то работу нужно выполнить в несколько подходов. Первым делом проваривается центр стыка. После этого деталь проваривается сверху и снизу. Сваривать заготовки желательно на открытой площадке или же в просторном хорошо вентилируемом помещении.
Полуавтоматическая сварка проволокой
Присадочные проволоки
При соединении металлов полуавтоматом с использованием присадочной проволоки необходимо учесть некоторые нюансы:
- требуется соответствие по химическому составу между присадочным и свариваемым материалом;
- проволока должна быть от проверенного производителя, то есть, качественной и сертифицированной;
- должны быть соблюдены сроки и условия хранения присадки.
Так сложилось, что на производстве и в домашних условиях чаще всего нужно варить сталь или марганец. Именно для этих целей наиболее востребована проволока, которая поставляется для сварочных работ.
Для работы с черными металлами используются такие виды материала:
- Св-08ГС. Применяется для легированной или низкоуглеродистой стали;
- Св-08Г2с. Предназначена для работы с высокоуглеродистой сталью.
Очень часто для выполнения конструкций из черного металла применяется порошковая проволока. Материал выгоден тем, что дает возможность работать без подачи защитного газа в область сваривания. Не нужно тащить на объект баллон с инертным газом. Это важно, когда необходима скорость выполнения работ в сочетании с мобильностью: требуется быстро побывать на нескольких объектах.
Материал представляет собой трубку, изготовленную из низкоуглеродистой стали, полость которой наполнена специальным порошкообразным составом. Металл плавится, в результате чего освобождается порошок. В результате его горения создается газовое облако, которое и защищает рабочую зону от атмосферного воздуха. В подавляющем большинстве случаев в состав порошка включены металлическая пыль и рутил.
Для соединения нержавеющей стали применяется проволока Св.-06Х19Н9Т, Св.-01Х19Н9 или Св.-04Х18Н9. Эти материалы обеспечивают высокую прочность сварного шва. Для алюминиевых заготовок предназначена проволока СВ-АК5. Ее характерная особенность – оригинальный цвет шва.
Подготовка к процессу сварки
Требуется предварительная подготовка перед началом сварочных работ. Она состоит из четырех этапов:
- Создаются на кромках скосы или фаски.
- Поверхность очищается от загрязнений.
- Зона сваривания обрабатывается едким веществом, которое будет препятствовать быстрому образованию тугоплавкой пленки из оксида алюминия.
- Тефлоновый канал обрабатывается с целью уменьшения трения присадочной проволоки о его стенки.
Начинающий сварщик должен усвоить, что в любой ситуации перед началом работ помимо перечисленных нужно выполнить и такие манипуляции:
- убрать с рабочего места ненужные на данный момент инструменты и другие предметы;
- дать максимальный приток освещение на рабочее место;
- разложить по местам необходимые для работы инструменты и вспомогательное оборудование;
- проверить целостность кабеля и готовность к работе удлинителей.
После этого можно приступать к подготовке оборудования. Порядок выполнения манипуляций:
- аккуратно разложить сварочный рукав;
- проверить состояние сопла горелки;
- подсоединить газовый баллон;
- на столе закрепить соединяемые детали. Если работы выполняются непосредственно на конструкции, то обеспечить неподвижность свариваемых поверхностей доступными способами;
- надеть спецовку и прочую амуницию сварщика;
- дать питание на полуавтомат;
- поднести горелку к стыку.
После выполнения работ
После выполнения работы необходимо:
- перекрыть подачу проволоки и инертного газа;
- отключить аппарат от источника питания;
- позволить шву остыть;
- внимательно осмотреть его и при обнаружении дефектов повторить сварку.
Полуавтомат дает возможность использовать разные типы присадочной проволоки.
Важно по максимуму применять доступные средства защиты. Полная экипировка состоит из таких функциональных компонентов:
- Защита глаз. В идеале при выполнении сварочных работ использовать специальную маску. Допускается также одевать защитные очки или применять щиток.
- Защита органов дыхания. Есть специальные фильтрующие маски, которые пригодятся в условиях плохой вентиляции или отсутствии таковой.
- Защита от брызг. Избежать ожогов помогает специальный костюм, выполненный из жаропрочного материала.
Техника безопасности
Чтобы избежать травм следует соблюдать простые правила техники безопасности:
- При выполнении работы следует постоянно находиться на деревянных подмостках.
- Для освещения рабочего места использовать свет от источников питания в 12 вольт.
- На высоте страховаться в обязательном порядке. Размер страховой бечёвки должен быть не менее двух метров.
- Сварочные работы в закрытых помещениях выполнять только при наличии эффективной вытяжки. В случаях, когда вентиляция невозможна, сварщик должен использовать шланговый противогаз. При малой задымленности допускается работа в респираторе.
- Строго запрещено брать свариваемые детали голыми руками.
- На открытых площадках запрещена работа при выпадении осадков.
Заключение
Большинство профессиональных сварщиков хорошо знают особенности работы с полуавтоматическим оборудованием. Этому обучают в учебных заведениях, на курсах. Или же можно просто открыть инструкцию производителя и ознакомиться с основными аспектами. Современные технологии упростили сварочные полуавтоматы и теперь они стали доступны для любителей. Оборудование отлично зарекомендовала себя в быту и малом бизнесе.
Сварка полуавтоматом для начинающих: видео уроки
Для сварки металлов может применяться лазерный луч, пламя горелки или плазма, но одним из самых простых и компактных вариантов устройств для выполнения такого вида работ является полуавтоматический аппарат.
Чтобы шов металла получился максимально ровным и защищённым от окисления, сваривание металлов таким способом лучше всего осуществлять с использованием защитного газа.
Сварка полуавтоматом для начинающих сложна только в первые минуты освоения. Чтобы максимально ускорить процесс обучения следует заранее изучить основные правила обращения с таким устройством.
Сварочный полуавтомат: принцип работы
Для того чтобы при использовании сварочного полуавтомата не «убить» устройство. А также не получить травму самому следует знать о правилах техники безопасности и принципе работы аппарата.
Сварочный полуавтомат состоит из:
- корпуса, в котором находится мощный трансформатор;
- шланга для подачи тока и газа к горелке;
- кабелей для подключения к «массе» и электрической сети;
- механизма подачи проволоки.

Также для сварки полуавтоматом потребуется приобрести бобину со специальной сварочной проволокой и баллон с углекислым газом.
Принцип работы полуавтоматического аппарата следующий:
- Сварочный ток подаётся на горелку одновременно с защитным газом.
- В качестве электрода в горелке используется сварочная проволока, которая подаётся в автоматическом режиме с помощью специального механизма.
- Между свариваемым изделием и проволокой образуется электрическая дуга, которая расплавляет металл в среде защитного газа, что позволяет получить качественный шов без окислов.

Основные правила техники безопасности при работе со сварочным полуавтоматом следующие:
- корпус сварочного аппарата должен заземлён;
- запрещается использовать устройство даже при незначительных механических повреждениях или любых других неисправностях;
- при значительных перерывах в работе следует обязательно отключать устройство от электрической сети и выключать подачу защитного газа;
- не проводить работы рядом со легковоспламеняющимися и взрывоопасными веществами;
- во время работы использовать защитную маску и перчатки.
Как только основные принципы работы с полуавтоматом будут усвоены можно приступать к практическим работам.
Сварка полуавтоматом: первый опыт
Для получения практического опыта рекомендуется вначале потренироваться на ненужных металлических обрезках, прежде чем приступать к выполнению сложных работ требующих от сварщика высокой квалификации.
Для практической работы необходимо подготовить:
- сварочный аппарат;
- перчатки;
- защитную маску;
- баллон с газом.
Первое что необходимо сделать, это настроить сварочный аппарат. Правильно отрегулированная сила подаваемого тока позволит выполнить сварочный шов идеально ровно и без обрывов.

Этот параметр напрямую зависит от толщины свариваемого металла, поэтому прежде чем приступить к работе необходимо ознакомиться с инструкцией к электрическому прибору. В которой должна быть указана рекомендуемая заводом-изготовителем сила тока для определённой толщины свариваемых деталей.
Выбор режимов сварки
Также следует сделать правильный выбор скорости подачи сварочной проволоки, которая регулируется специальным механизмом.
Оптимальный диаметр проволоки для сваривания равен 0,8 мм, но при работе с очень тонким металлом можно установить электрод 0,6 мм, чтобы при сниженной силе тока осуществлялось расплавление металла без затухания дуги.
Если есть возможность, то лучше приобрести итальянскую проволоку для сварки полуавтоматом. Импортные аналоги более качественные, но и стоимость таких изделий будет в несколько раз выше.
Несмотря на более высокую стоимость, такой электрод более подходит новичкам, по причине более лёгкого получения желаемого результата, даже при недостаточном опыте обращения с электросварочным аппаратом.
Видео-инструкция: настройка.
Баллон с редуктором
Для того чтобы защитить место сварки от воздействия кислорода, подаётся защитный газ. Самым дешёвым вариантом использования защитного газа является приобретение углекислотного баллона с редуктором.
Редуктор с манометром обязательно должны быть установлен для контроля давления подаваемого газа. Для осуществления качественной сварки металлов в среде защитного газа достаточно установить рабочее давление около 0,2 атмосфер.

Защитная маска
Для предохранения зрения варить полуавтоматом следует только с использованием защитной маски, например, Хамелеон. Современные изделия имеют в своей конструкции специальную регулировку, которая позволяет настроить защитный механизм таким образом, чтобы обеспечивалась качественная защита только во время горения дуги.
При затухании процесса плазменного горения окошко маски будет достаточно прозрачным, чтобы можно было продолжать работу без снятия защитного приспособления. Такие сварочные маски особенно будут удобны начинающим сварщикам, в устаревших моделях слишком сильно затенялось защитное стекло, что делало процесс сварки очень неудобным, по причине плохой видимости сварочного шва после затухания дуги.

Технология сварки
Когда все подготовительные работы будут осуществлены, необходимо подключить «массу» к свариваемой металлу. Если работать приходится с небольшими деталями, то сваривание производится на металлическом столе, к которому и подключается соответствующий проводник.
Если нет стола, то работу можно осуществить на горизонтально расположенном металлическом листе толщиной не менее 2 мм, к которому и осуществляется подсоединение «массы» сварочного аппарата.

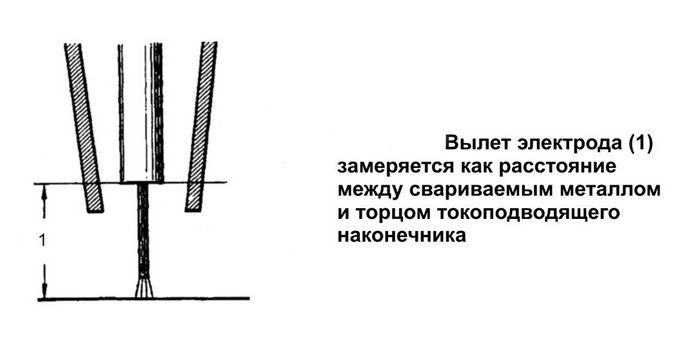
Перед началом сварочного процесса необходимо также отрегулировать величину выступания сварочной проволоки из сопла. Рекомендуется установить такой выступ в размере не более 5 мм. Если проволока перед началом выполнения сварочных работ выступает более значительно её необходимо укоротить с помощью кусачек.
Прежде чем выполнить сплошной сварочный шов рекомендуется максимально близко расположить свариваемые детали и не менее чем в двух местах осуществить точечное сваривание чиркнув электродом по металлу в месте соединения. Это необходимо для того чтобы обеспечить неподвижность свариваемых деталей.
Если необходимо наварить один лист металла на другой, то в этом случае можно воспользоваться струбцинами для надёжного закрепления привариваемых деталей. После того как будет обеспечена неподвижность деталей любым из перечисленных способов, можно приступать к выполнению сварочного шва.
Для сварки деталей делается запал дуги и производится расплавление металла в месте соединения металлов с формированием шва. Если при первых попытках сварить детали дуга не будет стабильно зажигаться необходимо увеличить силу тока подаваемую сварочным аппаратом.
Для правильного образования дуги необходимо на короткое время коснуться проволокой металлических деталей, к которым подключена «масса». Затем оторвать проволоку на минимально возможное расстояние для образования стабильного горения электрической дуги. Таким образом проваривается шов от одного края к другому, постепенно перемещая дугу над поверхностью свариваемых деталей.
Видео: соединение тонкого метала.
Видео: сварка толстого металла для начинающих.
Сварка алюминия
Применение защитных газов в полуавтоматической сварке позволяет выполнять качественное соединение алюминиевых деталей таким способом. Сварка алюминия является довольно сложным процессом даже для опытного специалиста, тем более непросто будет выполнить такую работу начинающим сварщикам.

Как варить полуавтоматом алюминиевые детали:
- зачищается поверхность свариваемых деталей от оксидной плёнки;
- нагреваются заготовки в печи или с использованием газовой горелки;
- включается сварочный аппарат в режим переменного тока высокой частоты;
- подключается баллон с аргоном или аргоногелиевой смесью;
- производится запал дуги и поддерживается её длина в диапазоне 12-15 мм.
Таким образом происходит сваривание деталей из этого легкоплавкого металла. В качестве присадочной проволоки, для выполнения работы, потребуется приобрести изделия из алюминия. А для обеспечения стабильной подачи проволоки аппарат должен быть оборудован соплом большего диаметра.
Видео:
Заключение
Как правильно варить полуавтоматом с углекислотой начинающим сварщикам вы узнали из данной статьи. Для закрепления полученных сведений рекомендуется сразу же приступить к практическим занятиям и осуществить пробное соединение деталей таким методом. Видео уроки позволят быстрее освоить полуавтомат в домашних условиях.
К свариванию алюминия и других цветных металлов рекомендуется приступать только после того, как хорошо будет освоена сварка чёрных металлов. В этой статье рассказывается, как варить нержавейку полуавтоматом.
азы техники, виды и способы, особенности и правила
Сварочный полуавтоматический агрегат качественно и быстро соединит различные типы металла. Он позволяет работать с листами различной толщины, поэтому используется всеми ремонтными мастерскими и промышленным производством.
Сравнивая полуавтомат с ручным методом, следуя отметить повышенное КПД по отношению ко второму способу. Это также сказывается и уменьшением материальных затрат.
Начинающим сварщикам необходимо вначале изучить теоретический курс, а уж затем перейти к практическим действиям. Это обусловливается тем, что без полученных знаний трудно приступить к операциям сваривания.
Содержание статьиПоказать
Виды полуавтомата

Сварочный аппарат подобного типа представляется механическим устройством, где установлена бобина со сварочной проволокой, которая выполняет функцию плавящегося электрода.
Последний подается в зону сварки автоматически. Сила рабочего тока, скорость поступления в зону сварки электрода, сварщиком выбирается самостоятельно. Условия зависят от вида соединяемого металла, скорости продвижения горелки.
Полуавтоматические агрегаты насчитывают несколько видов, однако их можно несколько упорядочить, что поможет облегчить классификацию. Основная из них выражается способом защиты металла при выполнении операции:
- под флюсом, который расположен в середине рабочего прутка, что походит на обмазку электропроводящего стержня — электрода;
- в среде регулируемой газовой среды, активной либо инертной.
Полуавтоматический процесс происходит вследствие образования электрического разряда, который преобразуется в тепловую энергию и плавит основной сварочный элемент — электрод.
Агрегат с регулируемой атмосферой может соединять цветной или легированный материал, где газовой средой служит углекислота. Модуль может быть как однофазным, так и трехфазным.
Первый работает от простой бытовой розетки с напряжением 220 вольт, однако сеть должна соответствовать мощности генератора.
В противном случае нельзя гарантировать формирование качественного сварного валика. Трехфазный агрегат показывает лучшие результаты по сравнению с однофазным, но его можно подключать только в определенных местах, любая пара фазных проводов должна иметь 380 V.
Полуавтоматические модули несколько отличаются друг от друга, но имеют общую комплектацию, выраженную следующими элементами:
- Газовый баллон с регулируемой защитной атмосферой.
- Трубка подачи газа к рабочей зоне.
- Бобина с присадочной проволокой.
- Подающий присадку механизм — тянущий, толчковый либо комбинированный. Последний оснащается двумя механизмами.
- Газовая горелка подает защитную атмосферу к сварочной ванне, обеспечивая металлу защиту от проникновения кислорода из внешней среды.
- Источник питания — инвертор либо трансформатор, в зависимости от мощности предполагаемого процесса.
- Блок управления, регулирующий силу электрического разряда и скорость доставки присадочной нити.
- Газовая аппаратура модуля.
- Кабели цепи управления.
Технология операции зависит от нескольких условий ее проведения — вида рабочего металла, длины валика, использование либо отсутствие газового баллона. Выполняются швы несколькими предусмотренными способами:
- Стыковой предусматривает плотное сочленение двух элементов между собой сварочным валиком. Применяется во время ремонта автомобильной и другой техники.
- Нахлесточный исполняется точечным способом, когда один рабочий элемент налаживается на другой.
Часто подобный метод образует сплошной неразрывный валик.
Техника сварки
Процесс насчитывает несколько вариантов соединения — с использованием защитной атмосферы и без нее, флюса.
В газовой смеси

При сварке полуавтоматическим модулем практикуется несколько типов газовой смеси. Обычно ими выступают диоксид углерода и гелий. Углекислота более дешевая регулируемая среда, поэтому гелий используется только при выполнении особо ответственных работ.
Защитная среда помогает снизить окислительные процессы рабочего металла, повышает прочность сварочного валика. Однако использование смеси предполагает предварительную подготовку соединяемой конструкции.
Она заключается в доскональной зачистке торцов или поверхности от пыли, грязи, следов масел и краски, ржавчины. Очищаются детали наждачной бумагой либо проволочной щеткой.
Технология сваривания выражена несколькими категориями:
- непрерывным свариванием, когда инструмент держака направляется от начала шва к его концу;
- точечная представляет собой соединение точками, в отличие от сплошной дорожки;
- операция коротким замыканием используется при соединении тонких листов металла, которая обусловливается подачей импульсов, вызывающих повышенную теплоту, за счет которой плавится материал.
Полуавтоматические операции часто производятся с окисью углерода и подачей переменного тока, однако это предполагает настройку агрегата. Последний отлаживается под тип свариваемой детали, ее толщину пластин.
Режим сварки также влияет на количественный показатель расхода газовой смеси поступающей из баллона. Скорость подачи сварочной нити в большинстве работ остается практически равномерной — 40 мм в секунду.
Для более точной настройки модуля необходимо обратиться к расчетным таблицам, указывающим режимы, нормированные данные для отдельного вида металла.
Перед соединением элементов нужно включить подачу смеси, а потом возбудить электрический разряд. Действие сопровождается прикосновением сварочной нити к рабочей детали. Клавиша Пуск активизирует автоматическую подачу присадочной проволоки.
Последнюю следует удерживать и вести ровно, однако, соблюдая некоторый интервал для визуального обзора сварочной ванны.
Зазор необходимо выдерживать в пределе 1 мм, но при толщине листов более 10 мм, первый обусловливается 10% от обрабатываемой толщины.
Горизонтально расположенные конструкции соединяют на металлической подложке — армированном полимерном покрытии, которая плотно прижимается к рабочим деталям.
Это позволит получить качественно проваренный шов за счет кристаллизации металла сварочной ванны, на что положительно влияет структура подложки.
Сварка алюминия

Полуавтоматической сваркой можно соединять многие виды черных и цветных металлов, например, алюминий. Операция потребует соблюдения некоторых условностей.
Поверхность этого цветного металла защищена слоем оксида, который плавиться при температуре 2030° C, притом, что сам алюминий при 660 и имеет высокую коррозийную стойкость.
Из-за быстрого расплава алюминия и его текучести так же применяется на полуавтомате армированная полимерная подложка.
Сварочная операция проводится плавящимися электропроводными стержнями при постоянном токе, схеме цепи с обратной полярностью — конструкция крепится к отрицательному полюсу, горелка — положительному.
Метод позволяет улучшить расплавление заготовки, быстрее разрушить верхний защитный слой. Удалить последний также можно при помощи полосы наждачной бумаги.
Проволокой

Работа со сварочной нитью выделяется тем, что можно проводить операции, как в регулируемой защитной среде, так и без нее. Наиболее распространенной методикой на промышленных предприятиях является соединение деталей с использованием флюса.
Последний находится в полой сварочной проволоке. При ее расплавлении от высокой температуры, флюс выделяет защитное газовое облако, ограничивающее проникновение кислорода в сварочную ванну, предупреждая ее окисление.
Этот способ не требует дополнительной подачи углекислоты из баллона.
Порошковая проволока позволяет варить модулем даже на улице, где от сквозняков уберечься часто бывает трудно. Газовая сварка в подобных условиях не сформирует качественный валик из-за порывов ветра, который нарушает поток выходящей газовой струи.
Дополнительным плюсом полуавтомата представляется соединение деталей без газа практически в любой окружающей среде.
Однако метод использования защитной газовой проволоки не пригоден для соединения тонких металлических листов, конструкционной нелегированной среднеуглеродистой стали. Несоблюдение правила повлечет образование горячих трещин.
Для повышения температуры сварочного электрического разряда следует использовать обратную полярность — как при сварке алюминия.
Правила работы
Условия проведения операций сопровождаются соблюдением не только норм и стандартов работы, но и техники безопасности. Огонь, газовые баллоны относятся к факторам повышенной опасности.
Сварщик должен надеть форму и маску с защитным стеклом, иначе можно получить ультрафиолетовый ожог глаз.
Перед началом работы на полуавтомате, следует сварить черновые детали либо сформировать шов на незаметном глазу участке. Это позволит проверить правильность настроек модуля.
Положительные и отрицательные аспекты полуавтомата
Положительными качествами полуавтомата считаются следующие факторы:
- возможность формирования неразъемные соединения из цинковых листов, без повреждения покрытия, используя при этом медную проволоку;
- варить не только конструкционную сталь, но и чугун, цветной металл;
- незначительная чувствительность к коррозии рабочей детали, загрязнениям;
- работа с листами толщиной до 0,5 мм.
По окончании операции можно визуально определить качество шва, который не перекрывается шлаком.
Основным негативным фактором считается сильное разбрызгивание металла рабочей детали при ее обработке без защитной газовой среды.
Полуавтоматическая сварка и ее виды. Особенности подготовки к работе.

Для ремонта кузовов автомобилей часто применяется сварка с использованием полуавтомата(метод сварки MIG/MAG). Стоит отметить, что полуавтоматическая сварка является безопасным и лёгким в использовании процессом, обеспечивающим надёжное соединение деталей. При этом коробление практически не наблюдается.
Полуавтоматическая сварка — это
Разновидность дуговой сварки, во время которой процесс приварки происходит за счет одновременной автоматической подачи электродной проволоки с воздействием на нее защитным газом.
Защитный газ используемый при сварке полностью защищает нагретые и расплавленные основные и электродные материалы от воздействия воздуха, который как замедляет процесс варки, так и полностью может ее остановить.
Далее мы рассмотрим основные принципы работы с полуавтоматом, выбор и подготовку данного вида инструмента.
Принцип работы полуавтомата
Сварочные полуавтоматы в большинстве своём являются простым оборудованием. Основные его части – регулируемый источник постоянного тока, который и обеспечивает подачу сварочного напряжения, а также специальный механизм, предназначенный для подачи сварочной проволоки в зону сварочной дуги, причём подача выполняется с регулируемой скоростью.
Дуга имеет надёжную защиту, благодаря потоку газа, создаваемого горелкой, куда он попадает от баллона с тем самым газом. Настройка скорости подачи электрода и напряжения сварки происходит одновременно.
Как уже было сказано, сварочная проволока должна подаваться в зону дуги со строго определённой скоростью. Только в этом случае процесс сварки будет протекать стабильно. В противном случае при малейшем перерыве в подаче проволоки дуга обрывается, и это ведёт не только к снижению качества сварочного шва, но и к другим более серьёзным последствиям, к которым стоит отнести, в первую очередь, прожог шва, оплавление наконечника электрода и прочие отказы и дефекты.
Для качественной подачи необходимо перед работой проверить ведущие ролики. Необходимо, чтобы подающий ролик имел V-образную канавку, размер которой должен совпадать с размером проволоки, а также, чтобы эта канавка была в хорошем состоянии, то есть не была изношена.
Зачастую, когда люди сталкиваются с плохой подачей, они увеличивают усилие на зажим ведущих роликов, что может лишь ещё больше ухудшить подачу, поскольку проволока может деформироваться. Кроме того, можно испортить направляющий канал горелки всё по той же причине.
Во время работы сварочная проволока проходит через горелку посредством направляющего канала, который с течением времени имеет тенденцию к загрязнению и износу. Вследствие чего сопротивление подачи электрода увеличивается, вплоть до полной остановки проволоки.
Такого допускать не следует, лучше вовремя заметить эти изменения и заменить направляющий канал на новый, устанавливая который нужно быть очень внимательным, поскольку при несоответствии его длины, внешнего и внутренних диаметров могут возникнуть серьёзные проблемы подачи. Другими словами, весь смысл замены теряется, и нормальная сварка по-прежнему невозможна.
Для того, чтобы снизить загрязнение проволоки, а также преждевременный износ направляющего канала, лучше выбирать полуавтомат с закрытым механизмом подачи. Такой подход к подаче проволоки заметно лучше защищает её от пыли, влаги, окисления и т.д.
Теперь пару слов о контактном наконечнике горелки, через который собственно сварочный ток и подаётся к электроду (сварочной проволоке). Понятное дело, что для качественной сварки проволока должна иметь качественный и надёжный контакт с этим наконечником. Необходимо следить за степенью износа этой части сварочного полуавтомата, чтобы своевременно заменить.
Все эти, казалось бы, мелочи имеют огромное значение для качественной сварки, выполняемой при помощи полуавтомата. Хорошее состояние оборудование – залог успеха, а плохой за ним уход – первый и самый верный шаг к появлению всевозможных неисправностей.
Правила работы с полуавтоматом
Перечислим ряд требований, а точнее правил, которыми не стоит пренебрегать при применении сварочного автомата:
- Перед началом работы сварочным полуавтоматом следует внимательно изучить инструкцию по этого эксплуатации;
- при сварке нужно следить за строгой полярностью – «плюс» должен быть на горелке, а «минус» — на свариваемой детали;
- во избежание неприятных ситуаций, связанных с человеческими повреждениями, не следует при заправке проволоки в горелку направлять её сопло на себя или других людей. Тут нужно быть очень внимательным, ведь проволока своим концом может проткнуть вам ладонь или другую часть тела;
- категорически запрещается во время работы перемещать полуавтомат, потянув его за горелку или кабель, для этого существуют ручки;
- чтобы не повредить глаза и другие части лица работать сварочным полуавтоматом следует только в специальной защитной маске, имеющей светофильтр, маркировка которого должна соответствовать диапазону тока, используемого в сварке, а для дополнительной защиты следует использовать очки со стеклянными линзами, поскольку стекло не пропускает ультрафиолет;
- для долгой и безотказной работы устройства необходимо два раза в год прочищать все его внутренности от грязи и пыли;
- если в процессе внешнего осмотра прибора были обнаружены повреждения в кабеле или рукаве горелки, их нужно тут же устранить при помощи изоляционной ленты или термоусадочной трубки, а изношенные части и вовсе лучше заменить на новые;
- форма канавки должна чётко соответствовать материалу электрода: V-образная гладкая применяется для сплошной стальной проволоки, V–образная с насечками – для порошковой проволоки, U-образная – для сплавов и мягких металлов;
- во время работы запрещено прикасаться к токоведущим частям сварочного полуавтомата, а также работать со снятыми его крышками;
- помещение, в котором выполняется сварка, должно хорошо проветриваться, поскольку аэрозоли, выделяющиеся во время работы, чрезвычайно вредны;
- следует строго соблюдать правила пожарной безопасности;
- нельзя забывать о том, что во время сварки сварочный шов нагревается до очень высоких температур, поэтому строго запрещается прикасаться к этим местам;
- не секрет, что полуавтомат, как и всякий сварочный аппарат, является источником электромагнитного излучения, которое чрезвычайно вредно влияет на здоровье человека. Не все люди могут работать в таких условиях, поэтому предварительно нужно пройти медицинский осмотр;
- категорически запрещено сваривать сосуды и трубопроводы вместе с жидкостями, а также сосуды, в которых прежде хранились горючие и легковоспламеняющиеся жидкости;
- не стоит перенагружать полуавтомат, работайте только в условиях, предусмотренных в инструкции по эксплуатации, поскольку это, во-первых, опасно для здоровья работающего, а, во-вторых, сокращает ресурс работы самого полуавтомата;
- поскольку человек является носителем статического электричества, прикасаться к элементам электронной платы строго запрещается, в этом случае возможен их пробой;
- крышка ниши механизма подачи во время работы должна быть плотно и надёжно закрыта, дабы не стать источником травматизма оператора;
- сварка не должна выполняться в непрерывном режиме, нужно чередовать её с регламентируемыми перерывами, продолжительность которых и интервалы между ними должны быть выбраны в соответствии с рекомендациями производителей;
- во время работы сварочным полуавтоматом строго запрещено переключать ступени трансформатора, установленного на источнике сварочного тока;
- все работы по сварке следует выполнять только в специально предназначенной для этого одежде, кроме того, одежда должна быть полностью сухой, дабы защитить себя от возможного поражения электрическим током;
- расход защитного газа, который может быть аргоном, гелием, углекислым газом или их смесями, должен быть рассчитан оптимально, поскольку он в зоне дуги образует защитную среду, кроме того, газ должен быть выбран в соответствии с типом свариваемого материала, а также его толщиной. Баллон должен быть закреплён горизонтально и достаточно надёжно.
Сварка полуавтоматом без применения газа
Среди обширного количества видов сварок самой перспективной и востребованной становится сварка без использования газа.
Сварка полуавтоматом данного типа производится с помощью флюсовой проволоки или как ее называют специалисты сварочная порошковая проволока.
Флюсовая проволока это стальная трубка, но внутри данной трубки находится специальный порошок— сварочный флюс, похожий на обмазку обычных электродов.
Воздействуя на флюсовую проволоку с помощью высокой температуры получается сгорание флюса, которое обеспечивает защитное газовое облако в месте сварки. Сам процесс очень схож с обычной электродной сваркой.
Главное достоинство данного метода это отсутствие необходимости носить с собой газовые баллоны, огромный выбор материала с различными видами химических составов, с помощью которых можно формировать необходимые дуговые свойства и менять характеристику шва.
Так как сварка полуавтоматом схожа с обычной электродной, то происходит попадание шлака от сгоревшего флюса в сварочную зону, поэтому необходимо обеспечивать герметизацию сварочной поверхности. Для этого необходимо сверху готового шва наложить еще несколько новых.
Флюсовая проволока имеет низкую жесткость, поэтому ее подача к зоне сварки должна быть с небольшим усиленным нажатием, изгибы шланга полуавтоматической сварки попросту недопустимы.
Крайне необходимо соблюдать условия полярности фазного провода и «массы»
Слева вы видите полярность сварки без использования газа, а справа с использованием газа при сварке.
Для того, чтобы начать процесс необходимо подключить источник питания следующим способом: минус к держателю горелки, а плюс к свариваемой поверхности. В случае сварки с использованием защитного газа, происходит подключение в обратном порядке.
Данный метод подключения питания обеспечивает высокую температуру для плавления флюса и образование защитной газовой среды.
Основные преимущества безгазовой сварки:
- Простота сварочного процесса
- Отсутствие необходимости в газовом баллоне
- Быстрая скорость осуществления работы
Сварочный полуавтомат для газовой среды
Сварочный полуавтомат предназначенный для работы в защитной газовой среде это новый, набирающий популярность вид сварки. За последние 20 лет использование данного вида сварки достигло больших масштабов.
Этот тип сварки предполагает два вида работ это:
MIG (Metal Insert Gas) — сваривание происходит с воздействием инертного газа, к примеру аргона, а также других видов газовых смесей.
MAG (Metal Active Gas) — процесс сваривания металла с использованием активного газа, к примеру это углекислый газ.
Использование газовых баллонов не позволяет мобильно произвести сварку в любых условиях, однако при стационарном использовании этот вид сварки самый лучший и аналогов у него нет.
Процесс сварки осуществляется при подаче электродной проволоки, в состав которой входит кремний и марганец в зону сварки совместно с углекислым газом.
Таким образом создается защитная среда для электрода и сварочно поверхности от действия окружающей среды.
Преимущество данной сварки это возможность контролировать процесс, также к достоинствам сварки в газовой среде относят экономию времени, потому как при безгазовой сварке необходимо менять электроды и очищать сварочные швы от шлака.
Качество работ с использованием защитной газовой среды намного превосходит безгазовую сварку, но и здесь есть небольшие нюансы.
Рассмотрим их на примере качества швов. При использовании активного газа СО2 шов будет иметь чешуйчатый внешний вид и граты т.е. эффект прилипших шариков. В то же время при использовании смеси газов аргона в количестве 80% и углекислого газа 20% соответственно шов имеет гладкую и ровную поверхность, не требующую дополнительной обработки.
В последние годы для работы сварочных автоматов полуавтоматического типа получило широкое распространение применение инверторные типы источников питания вместо источника переменного тока. Это обусловлено такими плюсами как:
- Малый вес прибора
- Плавная регулировка напряжения, а значит безопасность выполнения работы
- Низкая нагрузка на электросеть, что в свою очередь приводит к бесперебойной работе других электро потребляющих приборов в помещении.
Как выбрать сварочный аппарат
Как и любая техника сварочный аппарат имеет свою конструкцию и она состоит из:
- Горелка, различающаяся по типу мощности и способам охлаждения
- Механизм подачи проволоки. Он включает в себя способ подачи, регулирование скорости и количество прижимных роликов
- Шланг, который различается по диаметру
- Газовый редуктор, который в обязательном порядке должен иметь два манометра.
Выбирая полуавтоматический сварочный аппарат следует учитывать толщину металла, который будет находиться под воздействием сварки, какую длину шва производит аппарат, а также условия выполнения сварочных работ.
Перед покупкой необходимо уточнить все вышеуказанные параметры, так как это поможет выбрать подходящий именно для вас аппарат.
Подбирать сварочный аппарат необходимо по следующей методике:
- Выбор начинается с выяснения задач, для которых приобретается аппарат
- При выборе обращайте внимание на качество сварочного аппарата, прочитайте информацию о заводе-изготовителе и изучите отзывы о нем и об аппарате. Также обратите внимание на стоимость, которая не может быть ниже средней.
- Если вы выбираете маломощный аппарат, то следует учесть что он способен обрабатывать исключительно небольшие поверхности.
- В месте покупке узнайте особенности гарантии, наличие сервисных центров и доступность расходных материалов и запчастей к аппарату, таких как токопроводящие наконечники, сопла для горелки, изоляционные втулки, подающие спирали и ролики.
Подготовка сварочного аппарата к работе
Как любой вид деятельности проведение сварочных работ предполагает соблюдение правил подготовки к процессу, это позволит обеспечить безопасность и качественность самого процесса.
Перед началом работы нужно подготовить сварочную поверхность для избежания появления пор. Для этого с поверхности нужно удалить пыль, мусор, грязь, влагу, масло, а также ржавчину размеров до 30 мм от края зазора.
Очистку поверхности можно провести металлической щеткой, стальной щеткой по металлу, ветошью, пескоструйным аппаратом, затем нужно обезжирить и протравить.
Также необходимо подготовить сварочный аппарат, для этого необходимо соблюсти следующие этапы подготовки:
- Проверяем заземление аппарата. Любое варочное оборудование нужно проверить на наличие присоединения к заземляющему проводнику. Отсутствие или неисправность угрожает безопасности процесса сварки.
- Проверяем напряжение сети. Многие аппараты чувствительны к скачкам напряжения и могут выходит из строя. Поэтому напряжение в сети должно быть стабильным.
- Выбираем режим сварочного аппарата. Современные полуавтоматы имеют множество режимов сварки и ее регулировку. С помощью них можно подстроить сварку под свариваемый материал и характер сварки.
- Перед началом работы нужно отрегулировать диаметр наконечника, он должен быть на несколько миллиметров больше чем размер проволоки.
- Проверяем регулировку наконечника и подающего механизма. Если эти элементы расстроены и настроены неправильно это может привести к ошибкам в работе или к порче свариваемого материала.
- Проверяем качество проволоки. Она должна быть ровная без заусенцев, вмятин и различного род царапин.
Насколько полезной была эта статья?
Нажмите на звезду, чтобы оценить!
Отправить рейтинг
Средний рейтинг
/ 5. Подсчет голосов:
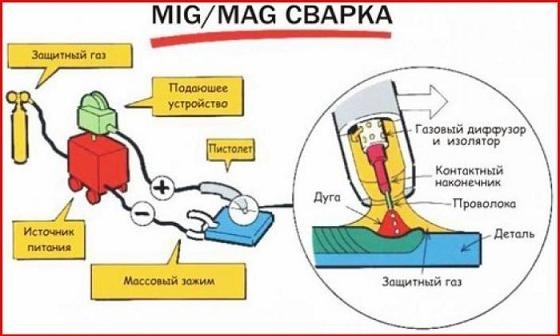
Технология сварки полуавтоматом MIG/MAG

Сварка MIG/MAG была изобретена в 1950‑х годах и основные принципы используются, в современных сварочных аппаратах по сей день. Она является самой универсальной и часто применяемой в кузовном ремонте. Когда речь идёт о полуавтоматической сварке, то, имеют ввиду, именно эту сварку. В отличие от других видов ручной сварки она отличается лёгкостью применения, при этом даёт качественный результат.
Более правильное и полное название этого вида сварки GMAW (Gas metal arc welding – электродуговая сварка металла в среде защитного газа), но чаще используют именно аббревиатуру MIG/MAG (Metal Inert Gas/ Metal Active Gas).
MIG/MAG-сварка – это электро-дуговая сварка, использующая постоянный ток (DC). В качестве электрода в этом виде сварке используется проволока, которая поступает в место сварки с определённой заданной скоростью. Обычно такая сварка используется вместе с защитным газом. MIG – полуавтоматическая сварка, где в качестве защитного газа используется инертный газ (аргон, гелий..), а MAG – полуавтоматическая сварка, где в качестве защитного газа используется активный газ (CO2 и смеси).
Первоначально использовался только аргон для сварки всех металлов, что было дорого и недоступно. В дальнейшем стали применять двуокись углевода (CO2) и смеси и этот вид сварки стал более доступным и получил широкое распространение.
MIG/MAG-сваркой можно сваривать различные виды металла: алюминий и его сплавы, углеродистую и низкоуглеродистую сталь и сплавы, никель, медь и магний.
Учитывая высокое качество сварки и лёгкость применения, она, в дополнение к этому, распространяет сравнительно небольшой нагрев зоны, вокруг места сварки.
Принцип действия

Сварка MIG/MAG (Metal Inert Gas/ Metal Active Gas) осуществляется посредством электрической дуги, защищённой газом, образуемой между рабочей поверхностью и проволокой (электродом), которые автоматически поступают к месту сварки при нажатии на курок. Скорость подачи проволоки, напряжение сварки и количество газа устанавливаются заранее. Из-за того, что сварочная проволока автоматически поступает к месту сварки, а от сварщика зависят только манипуляции со сварочной горелкой, такой вид сварки часто и называют полуавтоматической.
При MIG/MAG-сварке очень важна настройка сварочного аппарата. При электродуговой сварке электродами и при сварке TIG настройки не так критичны. Также важна чистота металла перед началом сварки.
Конец проволоки должен выступать на определённое расстояние, иначе слишком длинная проволока-электрод не позволит защитному газу нормально действовать. Этот параметр мы рассмотрим ниже в этой статье.
Оборудование для сварки MIG/MAG
Сварочный аппарат MIG/MAG содержит генератор электрической дуги (трансформатор или инвертер), механизм подачи проволоки, кабель «массы» с зажимом, баллон для защитного газа.
Защитный газ
Основная задача защитного газа – защита расплавленного металла от атмосферного воздействия (кислород окисляет, а азот и влага из воздуха вызывают пористость шва) и обеспечить благоприятные условия зажигания сварочной дуги.
Тип защитного газа влияет на скорость плавления, проникновение сварочной дуги, на количество брызг при сварке, форму и механические свойства сварочного шва. Определённая смесь газов даёт существенный эффект стабильности электрической дуги и уменьшает количество брызг при сварке. Состав газа влияет на то, как расплавленный металл от проволоки передаётся к месту сварки.
Инертные газы и их смеси в качестве защитного газа (MIG) используются для сварки алюминия и цветных металлов. Обычно применяются аргон и гелий.
Активные газы и смеси (MAG) применяется для сварки сталей. Чаще всего это чистая двуокись углерода (CO2), а также в смеси с аргоном.
Рассмотрим виды и смеси защитных газов подробнее:
- Чистая двуокись углерода (CO2) или двуокись углерода с аргоном, а также аргон в смеси с кислородом обычно используются, для сварки стали. Если использовать двуокись углерода (CO2) в качестве защитного газа, то получите высокую скорость плавления, лучшую проникаемость дуги, широкий и выпуклый профиль сварочного шва. Когда используется чистая двуокись углерода, то происходит сложное взаимодействие сил вокруг расплавленных металлических капель на кончике насадки. Эти несбалансированные силы становятся причиной образования больших нестабильных капель, которые передаются в зону сварки случайными движениями. Это является причиной увеличения брызг вокруг сварочного шва. Также чистый карбон диоксид образует больше испарений.
- Аргон, гелий и аргонно-гелиевая смесь используются при сварке цветных металлов и их сплавов. Эти смеси инертных газов дают более низкую скорость плавления, меньшее проникновение и более узкий сварочный шов. Аргон дешевле гелия и смеси гелия с аргоном, а также даёт меньшее количество брызг при сварке. В отличие от аргона, гелий даёт лучшее проникновение, более высокую скорость плавления и выпуклый профиль сварочного шва. Но когда используется гелий, сварочное напряжение возрастает при такой же длине сварочной дуги и расход защитного газа возрастает в сравнении с аргоном. Чистый аргон не подходит для сварки стали, так как дуга становится слишком нестабильной.
- Универсальная смесь для углеродистой стали состоит из 75% аргона и 25% двуокиси углерода (может обозначаться 74/25 или C25). При использовании такого защитного газа образуется наименьшее количество брызг и уменьшается вероятность прожига насквозь тонких металлов.
Подготовка металла к сварке
Металл должен быть зачищен от краски и ржавчины. Даже остатки краски при сварке будут ухудшать качество и прочность сварочного соединения. Место под зажим для массы также должно быть зачищено.
Как держать сварочную горелку

Сварочной горелкой полуавтомата MIG/MAG можно управлять одной рукой, но использование двух рук облегчит контроль и увеличит аккуратность и качество сварочного шва. Смысл в том, чтобы одной рукой держать горелку и опираться ей на другую руку. Так можно легче контролировать расстояние от свариваемой поверхности и угол, а также делать горелкой нужные движения при формировании шва.
Чтобы работать двумя руками, необходимо использовать полноразмерную сварочную маску (лучше с автозатемнением), которая удерживается на голове и руки остаются свободными.
Движение сварочной горелкой во время сварки
- Существует множество движений сварочной горелкой при формировании шва. Для металлов, имеющих толщину 1- 2 мм, можно применять волнисто-зигзагообразное движение, чтобы удостовериться, что электрическая дуга действует на оба свариваемых листа. Так можно получить прочный и герметичный шов. При таком движении электрическая дуга не успевает прожечь металл насквозь.

- Прямой шов, без каких-либо движений в сторону можно применять на металлах, имеющих практически любую толщину, но здесь нужен определённый опыт, чтобы удостовериться, что сварочная дуга равномерно действует на оба свариваемых металла.
- При сварке металлических деталей, имеющих толщину меньше 1мм, лучше использовать электродную проволоку меньшего диаметра, уменьшить параметры силы тока, а также скорость подачи проволоки. Нужно варить короткими импульсами, делая перерыв между ними в пределах 1 секунды, чтобы металл успевал охладиться. Короткий перерыв нужен, чтобы следующий сегмент сливался с предыдущим и получался монолитный герметичный шов.
- При сварке длинного сегмента, во избежание перегрева металла и тепловой деформации, можно сваривать небольшими сегментами или точками с интервалами, поочерёдно, то с одного, то с другого конца свариваемого отрезка. Таким образом, можно проварить весь сегмент, без получения тепловой деформации листового металла.
Скорость сварки

Скорость сварки – это скорость, с которой электрическая дуга проходит вдоль места сварки. Она контролируется сварщиком.
Скорость движения сварочной горелки должна контролироваться сварщиком и соответствовать скорости подачи проволоки и напряжению электрической арки, выбранных, в соответствии с толщиной свариваемого металла и формы шва.
Важно добиться правильной скорости сварки. Слишком высокая скорость может вызвать слишком много брызг расплавленного металла. Защитный газ может остаться в быстро застывающем расплавленном металле, образуя поры. Слишком медленная скорость сварки может стать причиной излишнего проникновения сварочной дуги в свариваемый металл.
Скорость движения сварочной горелки влияет на форму и качество сварочного шва. Многие опытные сварщики определяют с какой скоростью нужно двигать сварочную горелку, глядя на толщину и ширину шва в процессе сварки.
Скорость потока защитного газа
Может значительно влиять на качество сварки. Скорость потока защитного газа должна строго соответствовать скорости подачи проволоки. Слишком медленный поток не даёт нормальной защиты от окисления, в то время как слишком высокая скорость потока защитного газа может создать завихрения, которые также помешают нормальной защите. Все отклонения ведут к пористости сварочного шва. Важно создать ровный поток воздуха, без завихрений. На это может влиять наличие застывших брызг на насадке.
Угол сварочной горелки во время сварки
Сварка MIG/MAG может сваривать разные детали под разными углами, поэтому не существует универсального угла, который нужно соблюдать при сварке. При сварке деталей, лежащих в одной плоскости идеальным будет угол в 15–20 градусов (от вертикального положения). При сварке двух деталей под углом удобнее держать горелку под углом 45 градусов. Практикуясь, можно для себя определить наиболее удобный угол в конкретной ситуации.
Сварочное напряжение (длина электрической дуги)
Длина дуги одна из самых важных переменных в сварке MIG/MAG, которую нужно контролировать. Нормальное напряжение сварочной дуги в двуокиси углерода (CO2) и гелии (He) намного выше, чем в Ароне (Ar). Напряжение дуги влияет на проникновение, прочность и ширину шва.
С увеличением напряжения электрической дуги, шов становится более плоским и широким и до определённых пределов увеличивается проникновение. Низкое напряжение даёт более узкий и выпуклый шов и уменьшается проникновение.
Слишком большое и слишком маленькое напряжение вызывает нестабильность дуги. Избыточное напряжение является причиной образования брызг и пористости шва.
Сварочная проволока
Сварочная проволока служит присадочным материалом. При сварке проволока поступает к месту шва и расплавляется вместе с кромками металлов, заполняя шов. У неё должен быть химический состав, схожий с составом свариваемых материалов. К примеру, содержание углерода, от которого зависит пластичность шва.
Температура плавления электродной проволоки должна быть чуть ниже или такой же, как металлов, которые свариваются. Если проволока будет плавиться позже, чем свариваемый металл, то увеличивается вероятность прожжения металла насквозь.
Для сварки алюминия и его сплавов применяется проволока из чистого алюминия или с примесью магния и кремния.
Диаметр сварочной проволоки
Диаметр сварочной проволоки влияет на размер шва, глубину проникновения сварочной дуги, прочность шва и на скорость сварки.
Больший диаметр электрода (проволоки) создаёт шов с меньшим проникновением, но более широкий. Выбор диаметра проволоки зависит от толщины свариваемого металла и положения свариваемых деталей.
В большинстве случаев маленький диаметр проволоки подходит для тонкого металла и для сварки в вертикальном положении.
Проволока большего диаметра желательна для более толстого металла. Ей нужно работать с уменьшенной скоростью подачи проволоки, из-за более низкого проникновения.
Длина выхода сварочной проволоки

До касания свариваемого металла проволока должна выступать из наконечника на определённую длину.
Этот сегмент проволоки проводит сварочный ток. Таким образом, увеличение длины этого сегмента увеличивает электрическое сопротивление и температуру этого отрезка проволоки. Чем больше выступает проволока, тем меньше будет электрическая дуга. При длинном выходе проволоки из наконечника получается узкий шов, низкое проникновение и повышенная толщина шва.
При уменьшении длины выхода отрезка сварочной проволоки даёт противоположный эффект. Увеличивается проникновение сварочной дуги, получается более широкий и тонкий шов.
Типичная длина выхода сварочной проволоки варьируется от 6 до 13 мм.
При использовании порошковой проволоки без газа длина выхода сварочной проволоки должна быть больше, чем с газом (30 – 45 мм).
Cварка самозащитной проволокой без газа
Порошковая самозащитная проволока, которую также называют флюсовой имеет сердечник, содержащий в себе все необходимые присадки для защиты шва и сварочной дуги в процессе сварки без газа.
Такая проволока содержит компоненты, образующие газ во время сварки, антиокислители, очистители, а также присадки, улучшающие электрическую дугу. Таким образом, при возникновении дуги образуется газ, который защищает расплавленный металл, а также специальные компоненты образуют подобие шлака поверх металла во время остывания, который защищает его во время затвердевания.

Такую проволоку удобно использовать, когда сварочный аппарат нужен не часто. Преимуществом является лучшая мобильность оборудования (не требуется баллон с газом) и возможность использования на улице (даже в ветреную погоду, ввиду отсутствия притока защитного газа).
При сварке самозащитной проволокой образуется много дыма и испарений и сложно визуально контролировать процесс сварки. Сварочный флюс, который остаётся поверх готового шва, не проводит электричества, поэтому после охлаждения, чтобы сваривать поверх готового шва, его необходимо сначала зачистить.
При помощи порошковой проволоки можно сваривать более толстый металл, чем при помощи проволоки, используемой с газом.
Сварка при помощи этого типа проволоки «прощает» недостаточно хорошо подготовленную поверхность.
Полярность при сварке без газа
Полярность – это направление потока электричества в цепи сварочного аппарата.
При прямой полярности электрод (проволока) – это минус, а свариваемый металл (заземление) – это плюс. При обратной полярности электрод – плюс, а свариваемый металл – минус.
Для сварки при помощи порошковой проволоки используется прямая полярность (проволока – минус, заземление — плюс).
При сварке с газом – электрод (+), масса (-).
Полярность, с которой будет нормально работать порошковая проволока, зависит от её состава. Бывают и такие, которые будут нормально сваривать с любой полярностью.
В большинстве случаев, при сварке без газа сварочный аппарат должен быть настроен с позитивным заземлением и негативным электродом. Это даст больше мощности для плавления порошковой проволоки.
Звук правильной сварки полуавтоматом
При обучении сварки MIG/MAG, важно слушать звуки, издаваемые при сварке и, конечно же, контролировать процесс сварки визуально (через затемнённую маску). При правильной сварке полуавтоматом издаётся звук, напоминающий жарку мяса на сковороде. Этот «шипяще-жужжащий» звук говорит о хорошем балансе между скоростью подачи проволоки, подаче газа и настройками напряжения. Застывшие брызги на насадке или наконечнике сварочной горелки ухудшают поток защитного газа, плохой контакт зажима массы, плохо очищенная область сварки, всё это может ухудшать формирование сварочной дуги, и будет отражаться на звуке сварки. Также можете прочитать статью “как настроить сварочный полуавтомат” для большего понимания правильной настройки аппарата перед сваркой.
Меры безопасности
- Свет, который образуется в процессе любого вида электродуговой сварки, очень яркий. Нужно защищать глаза и кожу. Для этого важно использовать сварочную маску. Сейчас продаются сварочные маски с автозатемнением, которые автоматически защищают от яркого света, как только он появляется. Это позволяет пользоваться двумя руками, не заботясь о маске.
- Важно использовать перчатки для защиты от брызг расплавленного металла. Они важны для защиты также и от нагрева и ультрафиолетового излучения, образуемого в процессе сварки. Если сварка длится больше минуты, то ультрафиолетовое излучение губительно воздействует на незащищённые участки кожи.
- Защитный костюм должен быть сделан из материала, который хорошо выдержит воздействие расплавленных брызг металла. Если нет возможности использовать защитный костюм, то материал одежды не должен содержать синтетических материалов, которые легко плавятся и могут причинить вред сварщику.
- Нужно надевать закрытую обувь, внутрь которой не попадут брызги раскалённого металла при сварке.
- Помещение, в котором осуществляется сварка должно хорошо вентилироваться. В процессе сварки выделяются вредные испарения, которые нельзя вдыхать.
Печатать статью
Ещё интересные статьи:
Сварка полуавтоматом без газа (инстркция) также приведены плюсы и минусы
Сварка полуавтоматом, обычно, делается при помощи проволоки в среде защитных газов. Данный процесс – это, по сути, классическая электродуговая сварка металла, при которой используется тепловая энергия электрической дуги, соединяющей окончание электрода, и свариваемые детали.
Содержание:
По причине большего сопротивления в дуге относительно сопротивления в электроде, более значительную тепловую энергию выделяет именно плазма дуги, что приводит к оплавлению близлежащих поверхностей (деталь и электрод), где образуется сварочная ванна. Когда полученный жидкий металл кристаллизуется и остынет, произойдет образование сварного шва, самого надежного соединения из существующих сегодня.

Сварка полуавтоматом
Отличительная особенность данного типа сварки состоит в использовании подвижного плавящегося электрода (проволоки) и защитного газа.
Защищать электрическую дугу нужно, чтобы расплавляемый металл и окружающая среда не контактировали между собой, потому что данный процесс (окисление азота и кислорода) влечет за собой образование таких компонентов как оксиды и нитриты, которые, попадая в металл, приводят к ухудшению качества шва. Именно для этих целей и используются баллоны с защитными газами: с аргоном, гелием, углекислотой или их смесями.
Принципы сварки полуавтоматом при помощи проволоки
Полуавтоматическая сварка производится по следующему принципу. Подвижную проволоку под напряжением пропускают через газовое сопло, далее она плавится, так как на нее действует электрическая дуга, но постоянная длина дуги сохраняется при помощи автоматического механизма подачи. Это и есть суть принципа автоматизации, а выбор направления и скорости сварки осуществляется собственными силами.

Можно осуществлять сварку и не используя газ. Для этого пользуются самозащитной («порошковой») проволокой, в состав которой входят марганец, кремний и другие металлы раскислители, при сгорании которых, образуется защитная среда вокруг проволоки.
Сварочное оборудование
Сварочная установка должна состоять из следующих компонентов:

- горелка;
- шланг, через который подается проволока и газ;
- механизм, подающий проволоку;
- управляющая панель;
- моток проволоки;
- электрический провод;
- блок полуавтоматического управления;
- шланг, подающий газ;
- редуктор, снижающий газовое давление;
- нагреватель;
- газовый баллон высокого давления;
- выпрямитель.
Сварка полуавтомат конструкция и принцип работы
Сварка полуавтомат является электрическим аппаратом, предназначенным для того, чтобы преобразовывать электрическую энергию в тепловую, при помощи такого эффекта как электрическая дуга. Процесс реализуется при помощи плавящего электрода “электродной проволоки”, которая постоянно подается на место сварки.
Электрод является калиброванной омедненной проволокой заданной толщины. Покрытие проволоки делается, чтобы обеспечить хорошее скольжение и электрический контакт. Проволока располагается поверх специальной катушки, что позволяет ей равномерно разматываться и подаваться во время сварки.

Процесс сварки производится в ручном режиме, с помощью таких приспособлений: источник тока, механизм подачи электрода, гибкие шланги и пистолет, который рабочий использует, чтобы наложить сварной шов.
Полуавтоматические сварочные аппараты разделяются по защите шва:
• для сварочных работ под флюсом;
• для сварочных работ с защитными газами;
• для сварочных работ, в которых используется порошковая проволока.
Чаще всего пользуются полуавтоматами для сварочных работ с защитными газами. Данный тип сварки используется для сваривания конструкций, материалом которых являются углеродистые и легированные стали, или цветные металлы.
Как защитный газ, используют углекислоту, находящуюся в баллонах высокого давления, и подающуюся к пистолету. До попадания в зону сварки газ предварительно стабилизируется при помощи редуктора. Сварка в среде защитного газа обладает рядом плюсов в сравнении со сваркой при помощи покрытых электродов:
Технологические преимущества сварки полуавтомат
высокие показатели производительности и качества швов;

полуавтоматическая сварка швов небольшой длины может производиться в любом пространственном положении;
соединительная сварка может быть реализована в висячем положении, метал не будет вытекать.
Производственные преимущества:
отсутствуют вредные выделения в процессе сварки.
Плюсы экономического характера:
дешевизна сварки, выполненной с использованием углекислого газа, по сравнению с ценой сварки на электродах.
высокие показатели качества и технологичности.
Сварка полуавтомат является незаменимой вещью в быту. Сварить то там, то здесь, а если вы обладатель автомобиля, то и подавно, техника периодически нуждается в косметическом ремонте. Выполнение качественных сварных швов в полуавтомате – намного более простая задача, чем при электродной сварке.

Если вы собираетесь приобретать сварочный полуавтомат, нужно выяснить каким напряжением обладает ваша электрическая сеть. Если напряжение занижено по сравнению с нормой, то следует выбирать более мощный аппарат, поскольку показатели мощности зависят от показателей электрической сети.
Если вы имеете доступ к трехфазному напряжению (380В), то обязательно следует выбирать трехфазный аппарат. Это связано с тем, что наилучшие показатели выпрямительного тока получаются только когда используются трехфазные выпрямители, а от этого зависят показатели качества сварки.
Сварочный полуавтомат инвертор
Сварочный полуавтомат инвертор – это достаточно новый агрегат на рынке сварочного оборудования. Однако, он уже пользуется огромной популярностью, и применяется повсеместно для наплавки и сварки изделий из металла, деталей и конструкций. Данные приборы осуществляют сварку на электродной проволоке, с защитой инертными газами.

Отличительные особенности полуавтомата от инвертор
Сварочные инверторы, дали толчок для развития сварочной аппаратуры, которая с каждым днем совершенствуется. Развитие сварочных технологий, также набрало оборот. Все эти факторы и привели к созданию полуавтомата инверторного типа. Инверторные аппараты имеют массу плюсов в сравнении с конструкциями традиционного типа, что дало возможность говорить что инверторы — самый популярный вид сварочной аппаратуры, предлагаемой на рынке. Все дело в их конструктивных особенностях.

Инвертор
Полуавтоматический инверторный сварочный аппарат оснащен инверторным источником тока. Это прибор, задача которого — преобразование входящего в него переменного тока в постоянный. Из вышесказанного, можно сделать вывод, что вся работа инвертора построена на выпрямителях и высокочастотном трансформаторе.

полуавтомат
В более продвинутых аппаратах, устанавливаю еще и корректор коэффициента мощности. Эго задача — синхронизация тока по синусоиде входного напряжения, что обеспечивает стабильное напряжение инвертора.
Принцип работы инверторного сварочного полуавтомата
Сварка, которая осуществляется при помощи инверторного сварочного полуавтомата — это самый высокопроизводительный способ сварки. При его использовании показатели производительности сварочного процесса увеличиваются троекратно. Эти показатели достигаются благодаря легкому розжигу дуги, высокой скорости сварки, удобством в обслуживании и управлении. Не требуется постоянно менять электроды и освобождать шов от шлака. Даже самые сложные сварочные швы выполняются намного легче.
Сварка при помощи полуавтомата – это непрерывная равномерная подача проволоки-электрода к зоне горения. В то же место производится подача и защитного газа (аргона, углекислоты или их смесей), при помощи которого металл предохраняется от контакта с окружающей средой. Это открывает возможности для получения высокопрочного, качественного сварочного шва, и исключения шлака.

Помимо этого, в приборах данного типа есть возможность производить сварку под любыми углами, и смотреть при этом на дугу.
Как уже говорилось, инверторные сварочные полуавтоматы являются одним из наиболее часто используемых приборов, среди всех сварочных агрегатов. Чаще всего, в инверторах используют современныу технологию MIG-MAG, которая дает возможность для сварки, как в условиях активного, так и инертного газа (к примеру, аргон).
Постоянный ток является причиной, по которй появляется электрическая дуга. Зона сварки защищается от попадания кислорода при помощи газа. Обычно, инверторные сварочные аппараты являются универсальными приборами, однако, наиболее часто они используются для работы с тонким листовым металлом.
Сварочный полуавтомат без газа
Одним из наиболее часто задаваемых вопросов о сварке является «чём сварочный полуавтомат без газа отличается от агрегата, работающего на газу?». Существует много различных доводов и размышлений по этой теме, но какое же основное отличие? Что ж, попробуем разобраться в этом.
Если говорить в общих чертах, то при помощи углекислотных (или сварочных полуавтоматов на газу) производиться сварка, защищенная инертной газовой средой: тут может использоваться как обычная углекислота, так и смесь углекислоты с аргоном. Поскольку углекислый газ блокирует такой процесс как горение, следовательно, в месте сварки высокие температуры отсутствуют, то металл не прогорает.
В сварочном полуавтомате, в котором не используется газ, применяется специальная проволока, покрытая флюсом. В процессе сварки, происходит сгорание флюса с выделением все того же углекислого газа, что также не позволяет металлу прогорать.
Плюсы и минусы сварки с газом и без газа
При сваривании без газа, зона сваривания является полностью защищенной. При помощи флюса образовывается защитная поверхность, поскольку флюс более легкий, чем металл.

При осуществлении сварки с газом (к примеру с углекислотой), условия сварки являются наиболее благоприятными, кроме этого, в зоне сваривания происходит охлаждение металла. Этим способом пользуются немного чаще. Помимо этого, он является более выгодным с экономической точки зрения.
Однако, не мало людей пользуются и вторым вариантом сварки, по большей мере это связано с тем, что при использовании сварочного аппарата без газа, шов выходит более аккуратным.
Осторожно!
При осуществлении сварки сварочным аппаратом без газа, ни в коем случае нельзя пользоваться обычной проволокой. При использовании обычной проволоки, качество шва будет очень низким, он получится неровным, и будет иметь раковины. Произойдет серьезное увеличение расхода проволоки, поскольку её значительный объем просто испаряться.
А главное – в области сварки (в сварной ванне) будет наблюдаться воздействие кислорода, а следовательно – в шве будут образовывать окислы, и много каверн.
Какой метод сварки выберете вы, с использованием газа или без него – это исключительно ваше решение. А необходимое для этого оборудование, вы всегда с легкостью можете подобрать в специализированных магазинах.
Сварка полуавтоматом без газа
Сварка полуавтоматом без газа – это уже не какая-то новинка, которой пользуются только профессиональные сварщики или жестянщики. В специализированных магазинах можно найти множество недорогих и вполне простых, но в то же время качественных аппаратов.

То, что они очень популярны, это следствие просты работы с ними, при этом, качество сварки остается на том же уровне, или даже выше. Используя сварочный полуавтомат, даже не будучи профессиональным сварщиком можно добиться качественного и красивого шва.
Газовые баллоны – это достаточно тяжелая штука, да и если их не использовать постоянно, то выгоды тоже нет никакой, поскольку баллоны требуют зарядки ,а делать это ради маленького шва не рационально. Намного более просто пользовать сварочным полуавтоматом без газа.
В данных аппаратах используется так называемая флюсовая проволока, что дает возможность судить о её составе. Кроме этого, её могут называть и порошковой сварочной проволокой, что является тем же материалом. При помощи данной проволоки, можно выполнять сварочные работы, не используя газ.
В состав такой проволоки входит стальная трубка стандартного диаметра, которую применяют для обычной сварки в газовой среде. Чаще всего это 0,8 мм. В середине, проволока наполняется специальным порошком — флюсом, который немного напоминает состав, которым покрываются обычные электроды. При нагревании, происходит сгорание флюса, благодаря чему образуется защитный газ в зоне сваривания, примерно так, как это происходит при сваривании с помощью электродов.

Из преимуществ данного метода сварки отметим то, что не нужно использовать газовую аппаратуру, и, можно следить за процессом сварки, конечно же, предохраняя глаза защитной маской. Кроме этого, в различных типах проволоки используется разное наполнение, а это открывает возможность для формирования химического состава шва, и характеристик дуги.
Так как у порошковой проволоки, обеспечивающей сварочные работы без использования газа, достаточно тонкие стенки – подачу проволоки должен осуществлять механизм, имеющий небольшое сжатие, а резко поворачивать шланг сварочного полуавтомата не рекомендуется.
Обязательным условием сварки при помощи флюсовой проволоки является соблюдение правильной полярности. Горелка должна быть подключена к минусу, в то время как само изделие должно быть подключено к плюсу. Подключение такого типа называют прямым подключением. Во время сварки с использованием защитного газа применяют подключение обратного типа. Это объясняется тем, когда подается флюсовая проволока, требуются более высокие показатели температуры, чтобы образовался защитный газ.
Тип сварочных процессов (ручная, полуавтоматическая, машинная, автоматизированная, роботизированная сварка) — общие технические знания
Определено в Американском национальном стандарте: стандартные термины и определения для сварки, AWS A3.0: 2001:
1. Ручная сварка (MMA, TIG…)
Сварка, при которой вся операция сварки выполняется и контролируется вручную. Поскольку сварщик выполняет всю работу вручную, это требует больших физических усилий и может привести к травмам.
При ручной сварке как «сварка с помощью горелки, пистолета или электрододержателя, удерживаемая и управляемая вручную», сварщик выполняет функцию сварки и постоянно контролирует сварочные операции вручную.
2. Полуавтоматическая сварка (FCAW, MIG, MAG…)
При полуавтоматической сварке, определяемой как «ручная сварка с помощью оборудования, которое автоматически контролирует один или несколько условий сварки», сварщик манипулирует сварочным пистолетом для создания сварного шва, в то время как электрод автоматически подается на дугу.
3. Сварка машинная (механизированная)
Сварка с помощью оборудования, которое требует манипуляций со стороны оператора или регулировки в ответ на изменения условий сварки. Резак, пистолет или электрододержатель удерживается механическим устройством, а механическое устройство, которое удерживает пистолет, горелку или электрод, может быть роботом.
В механизированной сварке определяется как «сварка с использованием оборудования, которое требует ручной настройки органов управления оборудованием в ответ на визуальное наблюдение за сваркой, с горелкой, пистолетом или электрододержателем, удерживаемым механическим устройством», вмешательство сварщика заключается в настройки органов управления оборудованием в ответ на визуальное наблюдение за операциями.
4. Автоматическая сварка (SAW…)
Сварка с использованием оборудования, которое требует лишь периодического наблюдения за сварным швом или его отсутствия, а также без ручной регулировки органов управления оборудованием. При этом типе сварки сварщик запускает машину и отслеживает дефекты или проблемы, требующие исправления.
В автоматизированной сварке определяется как «сварка с использованием оборудования, которое требует только периодического наблюдения или отсутствия наблюдения за сварным швом и без ручной регулировки органов управления оборудованием», участие сварщика ограничивается активацией аппарата для запуска цикла сварки и наблюдением сварка на прерывистой основе, если вообще.
5. Роботизированная сварка
Сварка выполняется и контролируется роботизированным оборудованием, которое не требует участия сварщика. Основная функция сварщика в роботизированной сварке — поддерживать контроль качества и устранять любые отклонения или проблемы.
Роботизированная сварка, , определяемая как «сварка, которая выполняется и управляется роботизированным оборудованием», не влечет за собой участия оператора сварки в выполнении сварки, поскольку сварочные операции выполняются и контролируются сварочными роботами.
В чем разница между механизированной, автоматической и роботизированной сваркой?
Определения каждого термина в соответствии с Британским стандартом BS 499: Часть 1: 1991 следующие:
Механизированная сварка — Сварка, при которой параметры сварки регулируются механически или электронно и могут быть изменены вручную во время сварки для поддержания требуемого положения при сварке.
Автоматическая сварка — Сварка, при которой все параметры сварки регулируются.Ручная регулировка может выполняться между сварочными операциями, но не во время сварки.
Роботизированная сварка — Автоматическая сварка с использованием робота, который можно предварительно запрограммировать на разные пути сварки и геометрию изготовления.
Успешное применение механизированных / автоматизированных систем может дать ряд преимуществ. К ним относятся повышение производительности, стабильное качество сварки, прогнозируемая производительность сварки, снижение переменных затрат на сварку и снижение затрат на детали. Ограничения включают более высокие капиталовложения, чем для ручного сварочного оборудования, потребность в более точном расположении и ориентации деталей, а также более сложных устройствах перемещения дуги и управления.Таким образом, производственные требования должны быть достаточно большими, чтобы оправдать затраты на оборудование и установку, обслуживание оборудования и обучение операторов / программистов для автоматизированного / роботизированного оборудования.
Справочный документ:
+ TWI
+ AWS A3.0
+ BS 499
Нравится:
Нравится Загрузка …
Связанные
.
достижений в сварочных технологиях (обновлено в сентябре 2020 г.)
Введение в сварочную технику
Сварка — это процесс изготовления, в котором материалы (термопласты и металлы) соединяются вместе. Соединяемые материалы называются заготовками. Затем эти детали будут расплавлены в месте соединения. После этого в точки соединения добавляется присадочный материал, чтобы сформировать сварочную ванну. Затем эта сварочная ванна затвердевает, образуя прочное соединение между двумя деталями.
Сварка подразделяется на несколько типов в зависимости от метода соединения деталей. Эти типы
- Арка
- Газ
- Сопротивление
- Энергетический луч
- Сварка полупроводниковая
Каждый из этих типов использует разные методы соединения материалов, включая использование лазеров, высокотемпературного пламени и электричества.
Как изменилась технология сварки за последние годы
Сварка ведет свою историю со времен промышленной революции 1750 года нашей эры.В этот период использовался процесс, известный как кузнечная сварка. При кузнечной сварке концы материалов просто нагреваются до тех пор, пока они не станут достаточно горячими, чтобы их можно было сколотить.
Затем человек по имени Элиху Томсон изобрел контактную сварку в 1886 году. Его изобретение положило начало современной эпохе сварки и проложило путь другим изобретателям к разработке других методов соединения металлов. В 1920 году П.О. Нобель из компании General Electric изобрел автоматическую сварку, в которой использовалась неизолированная электродная проволока и постоянный ток.
Последние усовершенствования в технологии сварки включают трение, инерцию и лазерную сварку. Эти новейшие технологии сейчас преподаются в нескольких школах сварки для продвинутых программ сварки.
Сварочная автоматика
Благодаря беспрецедентным технологическим усовершенствованиям, сварочный процесс достиг эпохи автоматизации. Автоматизация также позволила отрасли удовлетворить постоянно растущий спрос со стороны других отраслей, использующих сварочную продукцию.Автоматизация не только ускоряет производство, но и обеспечивает более точный процесс сварки материалов, что важно для транспортной, морской, автомобильной и морской промышленности.
Количество сварочных роботов также растет. Хотя они требуют огромных вложений, эти роботы могут выполнять работу быстрее. Кроме того, рабочие защищены от возможных травм и опасностей, связанных с процессом сварки.
Технологии сварки рельсов
Одно из применений сварочного процесса — сварка рельсов.Рельсы жизненно важны для строительства железных дорог, что, в свою очередь, также жизненно важно для транспортной системы любой страны. Машины для стыковой сварки оплавлением заменили обычные машины для сварки рельсов. Этот процесс включает использование большого количества электроэнергии, которая затем используется для выработки тепла на концах рельсов. Только после достижения оптимальной температуры рельсы будут свариваться.
Эти машины полностью автоматические и могут производить высококачественную, точную и хорошо документированную продукцию.Эти современные машины также могут работать в разнообразных и даже экстремальных условиях. Таким образом, машины уже представлены во всем мире.
Последние достижения в области сварочных технологий
Ниже приведены последние достижения в сварочной отрасли и их описание.
Лазерная сварка
Лазерная сварка используется для процессов, требующих высокой скорости сварки, низкой тепловой деформации и небольших сварных швов. Лазер — это аббревиатура от Light Amplification by Stimulated Emission of Radiation.Таким образом, лазерная сварка — это фактически бесконтактный процесс. Лазер служит источником концентрированной энергии, которая позволяет материалу нагреваться быстрее. С помощью лазерной сварки можно выполнить три типа сварных швов. Это проводимость, проводимость-проникновение и замочная скважина.
Лазерная сварка хорошо подходит для высоколегированных металлов и может использоваться на открытом воздухе. В отличие от других методов, он не требует присадочных металлов и очень точен. Его применение включает производство медицинского оборудования, электроники и ювелирных изделий.
Сварка трением с перемешиванием
Сварка трением с перемешиванием — это процесс, изобретенный в Кембридже. Он работает через вращающийся инструмент, который вдавливается в стык материалов и перемещается по пути сварки. Материалы свариваются за счет тепла трения, выделяемого вращающимся буртиком машины. Заплечик также содержит размягченный материал, который в процессе становится твердофазным сварным швом.
Как и лазерная сварка, он не требует присадочных материалов и используется для соединения деталей из алюминия и других сплавов.Когда компоненты закреплены должным образом, сварка трением с перемешиванием обеспечивает высококачественный и прочный сварной шов.
Этот процесс имеет ряд преимуществ перед другими методами сварки. Он производит выходной сигнал с небольшим искажением или без него, не производит дыма и излучения, а также является энергоэффективным.
Расширенная дуговая сварка
Дуговая сварка — это процесс сплавления металлов. В этом процессе электрический ток используется для создания электрической дуги между материалами и электродом.С помощью тепла наплавленный металл, помещенный между стыками двух материалов, расплавляется. Когда он остывает и затвердевает, образуется металлургическая связь. Поскольку соединение представляет собой смесь разных металлов, сварной шов потенциально имеет такую же прочность, как и прочность компонентов металла.
Этот процесс используется при сварке цветных металлов. Он также широко применяется при производстве космических аппаратов и велосипедов. Сварные швы, полученные с помощью этого процесса, очень устойчивы к коррозии и растрескиванию даже после длительного периода времени, поэтому он подходит для важных сварочных операций, таких как герметизация контейнеров с отработавшим ядерным топливом.
Карьера в сварке
Карьера в области сварки включает не только соединение материалов, она также может включать изучение чертежей и эскизов, расчет размеров материалов, осмотр конструкций и обслуживание оборудования и типов машин. Поскольку сварка используется практически во всех отраслях, сварщики — одна из немногих профессий, которые всегда пользуются большим спросом. Помимо того, что это выгодно с финансовой точки зрения, для сварщиков также есть много возможностей карьерного роста.Некоторые из них даже связаны с путешествиями, такими как строительство и ремонт судов, техническое обслуживание судов, военная поддержка, монтаж трубопроводов и подводная сварка.
Что касается финансового вознаграждения, то высококвалифицированные сварщики могут зарабатывать до 100 000 долларов в год.
Сварочные программы в техническом институте
Один из способов начать карьеру сварщика — получить сертификат сварочного технического института. Например, Технический институт Лоенбро предлагает 12 недель технической подготовки, которая вооружит студентов навыками, необходимыми для того, чтобы стать профессиональным сварщиком.По окончании 6-12-недельных курсов студентам выдается сертификат, подтверждающий, что теперь вы действительно профессиональный сварщик.
Как и другие программы этого типа, их программа сварки включает в себя сварку конструкций, сварку труб и производственную сварку. Кроме того, их занятия начинаются каждые две недели, так что вы можете записаться в любое удобное время и сразу же начать. Чтобы начать карьеру сварщика, не нужно долго ждать.
.
Курсы по сварке, обучение, сварщик, сварка, рабочие места, миг, квалификация, дуга, классы, газ, точечный, модули
Всегда был высокий спрос на сварщиков в строительстве, промышленности и машиностроении.
Сварка — это перекрестный навык, востребованный в аэрокосмической, нефтехимической, энергетической, судостроительной, мостостроительной, транспортной и нефтегазовой отраслях. Эти программы представляют собой интенсивный, но исчерпывающий курс обучения сварке для людей с небольшим опытом или без опыта сварки.Их можно адаптировать для достижения целей студента независимо от его требований. В конце курса студенты получат признанную в отрасли квалификацию сварщика, которая продемонстрирует их компетентность любому будущему потенциальному работодателю.
Обзор курсов по сварке
Курсы нацелены на то, чтобы дать слушателям хорошую основу в таких ключевых областях, как проектирование соединений, сварка углеродистой или нержавеющей стали и изучение новейших методов, необходимых для базовой или высокотехнологичной сварки.Вы разовьете навыки, необходимые как для базовой, так и для сложной сварки.
Стиль обучения направлен на то, чтобы студенты чувствовали себя уверенно в своем окружении, и ориентирован на то, чтобы в кратчайшие сроки познакомить их со сварочным оборудованием. Студенты будут обучаться в полностью оборудованных мастерских под пристальным наблюдением квалифицированных инструкторов. С помощью упражнений по моделированию производства вы научитесь грамотно и в соответствии с требуемыми стандартами выполнять сварочные работы.Помимо обучения работе с трубами, листовыми материалами и соединениями, делегаты также научатся сваривать широкий спектр металлов, таких как сталь, алюминий, медь и чугун.
Вас будут обучать преподаватели, многие из которых сами являются профессионально подготовленными и сертифицированными сварщиками. Учебные программы продвигают практические навыки сварки и дают слушателям глубокое теоретическое понимание всех процессов. Модули могут охватывать базовый, средний или продвинутый уровни и обучать сварке в соответствии с утвержденными британскими, европейскими и международными стандартами.К концу курса вы получите видимую и признанную квалификацию, которая является эталоном для подготовки и компетентности сварщика.
Типичные предметы, преподаваемые на курсах сварки
- Пайка
- Угловые сварные швы
- Испытания оборудования
- Экструзионная сварка
- Изготовление
- Угловые сварные швы
- Дуговая сварка порошковой проволокой (FCAW)
- Дуговая сварка металла в газовой среде
- Оборудование для газовой резки
- Ручная сварка
- Здоровье и безопасность
- Тепловая гибка
- Сварка горячим газом
- Соединения
- Проектирование стыков
- Подготовка стыков
- Сварка внахлест
- Лазерная сварка
- Калибровка станка
- Ручная дуга металла ( MMA)
- Толщина материала
- Материалы
- Металлический инертный газ (MIG)
- Кислородно-ацетелиновая сварка
- Плазменная резка
- Обеспечение качества
- Контроль качества
- Выбор подходящего оборудования
- Защитные газы
- Пайка серебром
- Пайка 9002 0
- Точечная сварка
- Вольфрамовый инертный газ (TIG)
- Визуальный осмотр
- Основы сварки
- Осмотр сварки
- Положения при сварке
- Процедуры сварки
- Ошибки сварки
- Испытания сварных швов
- Классификация проволоки
Вы будете узнать, как
- Безопасное использование оборудования для дуговой сварки.
- Наладка и разборка сварочного оборудования.
- Выполнять сварные соединения высокого качества.
- Выберите подходящие сварочные материалы для использования.
- Определите дефекты, связанные со сваркой.
- Выберите подходящий наконечник для газовой сварки.
- Испытание сварных соединений завершено.
- Прочтите основные сварочные распечатки.
- Содержите рабочие места в чистоте и безопасности.
- Работа по инженерным эскизам, чертежам, схемам или заказам на работу.
- Зажгите горелки и отрегулируйте клапаны, силу тока или напряжение, чтобы получить желаемое пламя.
- Работа в ограниченном пространстве.
- Сварка компонентов в плоском, вертикальном и потолочном положениях.
- Следите за процессами монтажа, обжига и сварки.
- Работа с ручным и электроинструментом.
Вы узнаете о
- Все основные сварочные процессы.
- Аспекты безопасности сварочного процесса.
- Различные виды сварочного оборудования и инструмента.
- Безопасное использование, установка и обслуживание кислородно-газового оборудования.
- Автоматические и полуавтоматические дисциплины.
- Личная и производственная безопасность.
- Свод правил, признанных в отрасли.
- Разрушающие и неразрушающие методы контроля.
- Исследование и устранение неисправностей сварных швов.
- Показатели и выбор материалов.
Кому подходят курсы сварки?
Эти курсы идеально подходят для людей, которые никогда раньше не занимались сваркой и которые хотят начать карьеру в области сварки, а также для опытных сварщиков, желающих улучшить свои существующие сварочные навыки.
Дополнительные курсы
Курсы обучения строителю
Курсы обучения
Примеры резюме сварщика
Образец резюме сварщика
Шаблон резюме сварщика начального уровня
Общие примеры резюме
Шаблоны резюме
.
Как работает подводная сварка? Шокирующий процесс, о котором мало кто знает
Сварка и вода.
Электричество и жидкость.
В большинстве случаев мы рассматриваем эту смесь как плохую идею .
Когда в жидкости генерируется электричество, она реагирует непредсказуемо.
И в отличие от изолированных твердых тел (например, медного провода), не существует определенного пути, по которому проходит электричество.
В воде электричество точка наименьшего сопротивления и идет своим веселым путем.
Он не показывает предвзятого отношения к людям.
Более пристальный взгляд на процесс подводной сварки: опасно или безопасно?
 Фото собственность Голландского колледжа.
Фото собственность Голландского колледжа.
Так как же подводная сварка работает в профессиональной среде?
Могут ли сварщики-водолазы выполнять сварку безопасным способом?
Или это вообще безопасно?
Давайте посмотрим на процесс подводной сварки с научной точки зрения.
[responseive_video type = ’youtube’ hide_related = ’0 ′ hide_logo =’ 0 ′ hide_controls = ’0 ′ hide_title =’ 0 ′ hide_fullscreen = ’0 ′ autoplay =’ 0 ′] https: // www.youtube.com/watch?v=90qLex-0fFY&feature=youtu.be[/responsive_video]
Как я объяснял ранее, дайверы используют подводную сварку в двух формах: сухой и мокрой. Мы собираемся изучить оба типа, чтобы вы могли изучить процесс.
Как работает подводная сварка: гипербарическая / сухая сварка
 «Безопасная среда обитания» от Safehouse Habitats (Scotland) Limited — Safehouse Ltd .. Лицензия CC BY-SA 3.0 через Википедию.
«Безопасная среда обитания» от Safehouse Habitats (Scotland) Limited — Safehouse Ltd .. Лицензия CC BY-SA 3.0 через Википедию.
Вентиляторы и давление: сварка внутри гипербарической камеры
Сухая, или гипербарическая сварка, применяется несколькими способами с помощью различных типов ограждений, называемых « хабитат ».
У местообитаний есть идентичный или небольшой удар давления от уровня поверхности. Это небольшое увеличение давления обеспечивает постоянный объем воздуха внутри камеры для сварщиков-водолазов, с которыми они могут работать. Операторы установки устанавливают давление всего на 0,007 фунта на квадратный дюйм выше атмосферного давления снаружи.
В более крупных жилых помещениях могут разместиться два или три человека.
Подобно водолазу с наземной доставкой, надводная команда постоянно нагнетает воздух в среду обитания с потолка или боковых стен.Одновременно из помещения воздух вытягивается через вентиляторы и трубы в основании агрегата.
Новый воздух поступает, старый воздух выходит.
Постоянные колебания воздуха не позволяют среде обитания накапливать токсичных паров . Если внутри скапливаются газы, сварщики, работающие под давлением, могут задохнуться. А при более высоких давлениях водолазные команды могут использовать гелиевые смеси для целей или повышения давления.
Водолазные команды могут использовать гелий для герметизации кабины, чтобы подводные сварщики не подверглись азотному наркозу или, что еще хуже, потеряли сознание.Гелий также легче многих других газов.
Воздух в ловушке может поставить под угрозу вашу жизнь
Также о возможности взрыва:
Взрывы газа — не проблема, связанная с подводной сваркой.
Сварщики должны быть готовы к такой возможности.
Даже в обычном сварочном цехе сварщик, практикующий безопасную технику, должен установить соответствующую вентиляцию, чтобы воздух не проходил через него. Это предотвращает скопление излишков материала и газов.
[responseive_video type = ‘youtube’ hide_related = ‘0 ′ hide_logo =’ 0 ′ hide_controls = ‘0 ′ hide_title =’ 0 ′ hide_fullscreen = ‘0 ′ autoplay =’ 0 ′] https://www.youtube.com/watch ? v = 0ADK-6wfe3A & feature = youtu.be & t = 5s [/ responseive_video]
Места обитания
Из-за высокой стоимости более крупные среды обитания используются в основном в крупных проектах под нефтяными вышками и крупными судами. Но подводные сварщики также используют корпуса меньшего размера.
Некоторые надеваются на верхнюю часть тела.
Остальные закрывают только сам электрод; они выглядят как маленький пузырь (точечная сварка).
Благодаря простоте конструкции эти среды обитания являются менее дорогостоящими.
Например, места для точечной сварки требуют только вытеснения воды воздухом. Сварщикам-водолазам не нужна воздухопроницаемая среда, так как над электродом все автономно.
Как работает подводная сварка: Мокрая сварка
Подводная сварка для сухой сварки теоретически может использовать любую сварку типа е, которую используют сварщики поверхностной сварки.
При подводной мокрой сварке в основном используется дуговая сварка в среде защитного металла (SMAW).
Сварщик работает полностью в воде, включая электрод.
Под микроскопом: как электроны влияют на процесс
Как работает подводная сварка вблизи?
Во-первых, вы должны понять, что происходит с электродом на молекулярном уровне .
Распределение тепла электрода в зоне сварного шва чрезвычайно важно, и оно контролируется заряженными электронами.
Есть три основных направления теплового движения:
- Катод (электрод)
- Анод (зона сварки)
- Плазма (газовый цилиндр, в котором проходит электрическая дуга)
Катод заряжен отрицательно , а анод положительно заряжен . Следовательно, когда подводный сварочный аппарат зажигает дугу, электроны от катода движутся вниз к противоположной полярности (аноду). В то же время положительные ионы движутся вверх к катоду.
 Схема из книги Дэвида Китса «Помощник сварщика».
Схема из книги Дэвида Китса «Помощник сварщика».
Это массивное движение частиц генерирует огромное количество энергии и тепла. Дуга сильно нагревается: более 5000 ° C.
Но тепло распределяется по рабочей зоне неравномерно. Около 66% его уходит на анод. Другая часть остается на кончике катода.
Как работает подводная сварка под капотом: объяснение оборудования, системы и схемотехнического процесса
Кабельная система и источник питания для подводной влажной сварки немного отличаются от подводной сухой сварки (и поверхностной сварки).
Подводная мокрая сварка изолирует электрические кабели дважды . Он использует только постоянный ток в качестве источника питания (в отличие от переменного тока) и обычно включает отрицательной полярности .
Система также добавляет рубильник вдоль кабелей.
Их рубильник держит выключенным питание сварочного жала.
 Схема из книги Дэвида Китса «Помощник сварщика».
Схема из книги Дэвида Китса «Помощник сварщика».
После того, как они правильно расположились для сварки, водолазы-сварщики общаются с командой на поверхности (нагревают).
Они зажигают электрическую дугу, которая течет от водонепроницаемого электрода к металлическому шву.
Силовое поле против элементов: важность пузырьков при сварке
[responseive_video type = ‘youtube’ hide_related = ‘0’ hide_logo = ‘0’ hide_controls = ‘0’ hide_title = ‘0’ hide_fullscreen = ‘0’ autoplay = ‘0’] https://www.youtube.com/watch ? v = 8O3U6_iBQd4 & feature = youtu.be [/ responseive_video]
Все мокрые сварные швы защищены газовым пузырем, который образуется вокруг дуги.Этот пузырь чаще всего состоит из определенной смеси газов:
- Водород, 70%
- Двуокись углерода, 25%
- Окись углерода, 5%
Водонепроницаемые электроды имеют снаружи толстый материал, называемый «флюс». Когда электрод горит, это химическое изменение приводит к образованию пузырьков газа вокруг сварного шва.

Этот пузырек образуется только в непосредственной близости от сварного шва.
При движении сварщика-водолаза по шву он оставляет после себя металлическую жидкость, называемую шлак ; он покрывает верхнюю часть шва, чтобы сварной шов успел как следует остыть.
Когда сварщики поверхностной сварки SMAW выполняют проект сварки, они иногда бросают этот шлак в нежелательные места. .
Под водой эта проблема может усугубляться из-за ограниченной видимости и колебаний температуры.
Таким образом, производители водонепроницаемых электродов создали более стойкий флюс. Это позволяет шлаку стекать более равномерно. Это также дает постоянный прожиг на электроде, поэтому подводные сварщики имеют больший контроль.
Как пузыри влияют на видимость при сварке
Вам следует знать еще одну вещь:
Подводные мокрые сварщики сталкиваются с уникальной проблемой. Их сварные швы образуют дополнительных пузырей , которые уходят прямо в окружающую воду.
Тот же эффект, что и при погружении под воду и выдохе.
Но на мокром шве это ухудшает видимость и быстрее перемещает сварочную ванну. Вдобавок ко всему, эти пузыри создают электрическую дугу, и существует опасность ее схлопывания.
Но опытные подводные сварщики мокрого типа привыкли к процессу подводной сварки и справляются с этим с большей легкостью.
Как работает процесс подводной сварки? Присоединяйтесь к разговору
Какие вопросы у вас есть о подводной сварке? Задайте нам вопрос в комментариях!
.