Электросварка электродами для начинающих: как правильно варить
Почти каждый человек сталкивался с ситуацией, когда необходимо было заварить какую-нибудь металлическую деталь. Чаще всего это происходит при строительных работах. Отлично, если мужчина владеет этим процессом, но порой приходится обращаться к профессионалам своего дела. Но сварке можно научиться и самостоятельно. Новички обычно начинают с изучения швов. Сложные работы следует начинать лишь тогда, когда домашний мастер узнает, как правильно варить сваркой электродами.
Основные понятия
Сварка на сегодняшний день — самое надежное соединение металла, ведь при ней материалы сплавляются в одно целое. Процедура проходит под воздействием высоких температур. Большая часть сварочных аппаратов использует для работы электрическую дугу.
Принцип ее работы таков: она разогревает металл в определенной небольшой зоне до температуры плавления. Называется такая сварка электродуговой.
При образовании электрической дуги может использоваться как постоянный, так и переменный ток. При переменном применяются трансформаторы, при постоянном — инверторы.
Проще работа обстоит с инверторами, т. к. они работают от сети 220 В. Отличаются небольшими размерами и весом, порядка 4−8 кг. Почти не издают шума и не влияют на напряжение.
Гораздо труднее обстоит работа с трансформаторами, т. к. ток переменный, он оказывает влияние на скачки напряжения, чему обычно не очень рады соседи и бытовая техника. Аппарат при этом большой и тяжелый.
Таким образом становится очевидно, что для новичков больше подойдет сварочный инвертор.
Необходимые инструменты
Для сварочных работ необходим набор инструментов и спецзащиты. Это непосредственно сам сварочный аппарат, электроды, молоток и щетка. Диаметр электродов зависит от материала, над которым предстоит работать.
Не стоит забывать и о защите. Для защиты глаз обязательно необходима сварочная маска, также нужно надеть одежду из плотного материала и замшевые перчатки и прочную обувь.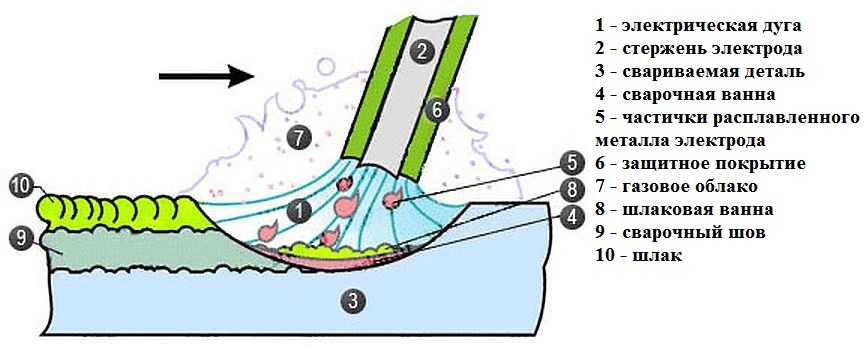 Еще пригодятся приборы, преобразующие переменный ток в постоянный — это выпрямитель, инвертор или трансформатор.
Еще пригодятся приборы, преобразующие переменный ток в постоянный — это выпрямитель, инвертор или трансформатор.
Технология работ
Чтобы возникла электрическая дуга, необходимы токопроводящие элементы: в этом случае это металл и электрод. При соприкосновении металла и электрода появляется электрическая дуга. В этом же месте сразу начинает плавиться металл, одновременно с ним плавится и электрод, который переносится в сварную ванну.
Также в процессе горит и защитная поверхность электрода, при этом частично испаряясь и выделяя определенное количество газов. Эти газы создают завесу и защищают металл от окисления. Также металл покрывается шлаком, который помогает металлу, поддерживая температуру.
Образование шва происходит при перемещении электрода, в чем и заключается весь секрет сварки. Еще необходимо следить за углом наклона и параметрами тока. После остывания металла на нем остается корка шлака, которая защищает металл от окисления.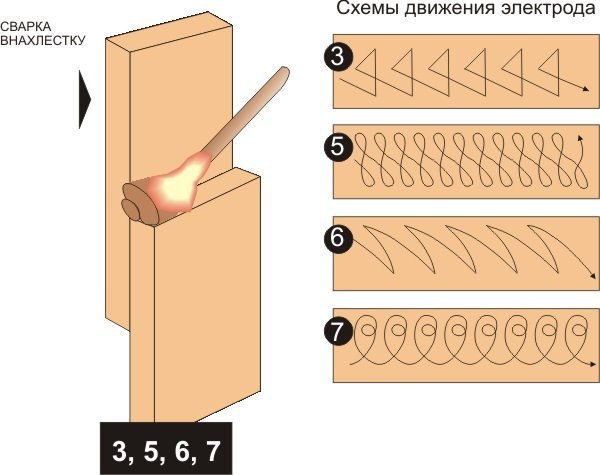 Шлак затем отбивают при помощи молотка.
Шлак затем отбивают при помощи молотка.
Как научиться варить
В первое время проводить сварочные работы необходимо под надзором опытного сварщика, он покажет как научиться варить сваркой, даст совет и поможет в случае проблем. Можно попрактиковаться на куске металла.
Для начинающих сварщиков больше всего подойдет 3 мм электрод. Он стоит немного дороже, но с ним проще работать. Позже, как будет получен опыт, можно будет перейти к другим вариантам. Зафиксировать его можно в специальном держателе, который бывает пружинный и винтовой и крепится к одному из кабелей. После фиксирования электрода можно приступить к соединению кабелей.
На сварочном аппарате имеется два выхода: положительный и отрицательный. Также есть два кабеля, один из них заканчивается держателем, куда вставляется электрод, другой — специальным зажимом.
При обычных видах сварки подключают прямую полярность: минус идет на электрод, плюс на деталь.
Но при некоторых работах используют обратную полярность.
Процесс электросварки
После приготовления всех деталей и приборов можно приступать к работе. Первым делом крепится кабель с зажимом. Затем нужно проверить другой кабель на изоляцию и надежное фиксирование электрода. Потом на сварочном аппарате выставляется мощность тока в зависимости от диаметра выбранного электрода.
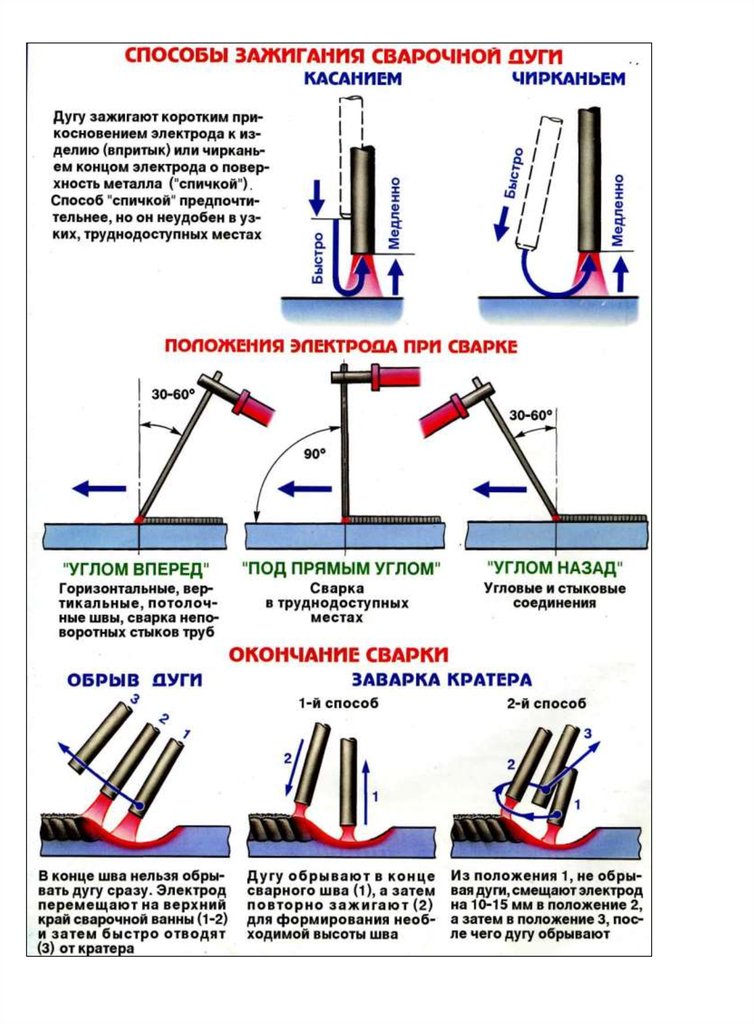
Зажигается электрическая дуга. Чтобы это сделать, нужно слегка дотронуться электродом до металла, при этом должны брызнуть искры. После первого контакта электрод прикасается к металлу и приподнимается на высоту, равную 5 мм.
Высоты 5 мм нужно придерживаться на протяжении всей операции. По ходу процесса должен выгорать электрод и его нужно будет менять. Также он может периодически прилипать к металлу, в этом случае необходимо слегка качнуть им.
После зажигания дуги можно перейти к наплавлению валика. Делается это легкими колебательными движениями, плавно перемещая электрод. В результате операции должен получиться шов с небольшим наплавлением металла.
Делается это легкими колебательными движениями, плавно перемещая электрод. В результате операции должен получиться шов с небольшим наплавлением металла.
Движение электрода может протекать по трем направлениям:
- Поступательное.
- Поперечное.
- Продольное.
Во время работы можно накладывать один вариант на другой. Каждый мастер предпочитает работать по собственному направлению. Ведь основная задача состоит в надежном соединении металлов, а каким образом это происходит — не так важно.
Некоторые нюансы
Недостаточно просто водить электродом по металлу. Необходимо знать некоторые нюансы сварки и как правильно сварить определенный металл. Один из них заключается в том, что шов «тянет» деталь, из-за чего их может повести. И в итоге получится совсем не тот результат, что ожидал мастер. Чаще всего избежать этой проблемы можно, прихватив деталь в нескольких местах, примерно через каждые 10 см.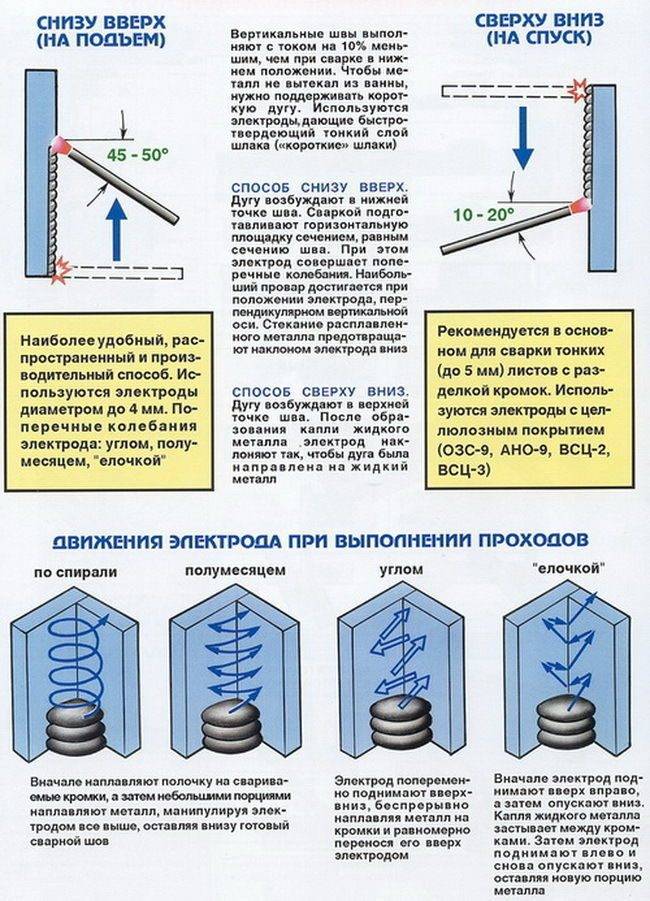 Делается это с двух сторон, после чего начинается основная работа.
Делается это с двух сторон, после чего начинается основная работа.
Как правильно выбрать ток
Помимо скрепления металла перед сваркой, нужно знать, какое значение тока выставлять в определенных ситуациях. Все зависит от толщины металла, над которым производится работа и диаметра электрода.
Но иногда может внезапно упасть напряжение, инвертор не сможет сам среагировать на эту ситуацию. В этом случае нужно просто замедлить передвижение электрода, добиваясь прогрева. Еще может помочь повторное проведение электродом по швам. Если и это не помогает, можно поставить электрод меньшего диаметра.
Сварка трубопровода
С помощью дуговой электрической сварки можно сделать горизонтальный шов, который проходит по окружности трубы и вертикальный, который проходит сбоку, А также верхний и нижний швы. Самым удобным вариантом является нижний шов.
Трубы из стали нужно проваривать встык, сваривая при этом все кромки по высоте стенок. Во время работы электрод нужно установить под углом 45 градусов — это делается для того, чтобы снизить наплывы внутри изделий. Ширина шва должна составлять 2−3 мм, высота — 6−8 мм. Если сварка идет внахлест, то здесь уже необходимая ширина 6−8 мм, а высота — 3 мм.
Во время работы электрод нужно установить под углом 45 градусов — это делается для того, чтобы снизить наплывы внутри изделий. Ширина шва должна составлять 2−3 мм, высота — 6−8 мм. Если сварка идет внахлест, то здесь уже необходимая ширина 6−8 мм, а высота — 3 мм.
Непосредственно перед началом работ нужно провести подготовительные процедуры:
- Нужно очистить деталь.
- Если края трубы деформированы, то выровнять их или отрезать углошлифовальной машинкой, или по-простому болгаркой.
- Кромки, где будет проходить шов, необходимо зачистить до блеска.
После подготовки можно приступать к работе. Необходимо сваривать все стыки непрерывно, полностью проваривая. Стыки труб с шириной до 6 мм свариваются в 2 слоя, при ширине 6−12 мм в 3 слоя и при ширине стенок больше 19 мм в 4 слоя. Главная особенность заключается в постоянной очистке труб от шлака, т. е. после каждого выполненного слоя необходимо очищать его от шлака и только потом варить новый.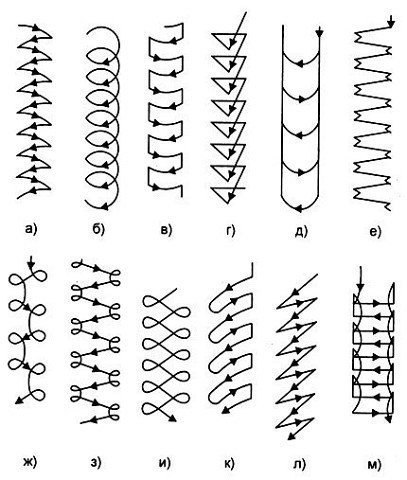 Особую внимательность нужно проявлять при работе над первым швом, необходимо сплавить все притупления и кромки. Первый слой тщательно проверяют на наличие трещин, если они присутствуют, то необходимо их выплавить или вырубить и наварить заново.
Особую внимательность нужно проявлять при работе над первым швом, необходимо сплавить все притупления и кромки. Первый слой тщательно проверяют на наличие трещин, если они присутствуют, то необходимо их выплавить или вырубить и наварить заново.
Все последующие слои привариваются при медленном поворачивании трубы. Последний слой приваривают с ровным переходом на основной металл.
Ошибки начинающих сварщиков
Чтобы узнать, как правильно варить электросваркой, нужно рассмотреть основные ошибки, которые допускают новички:
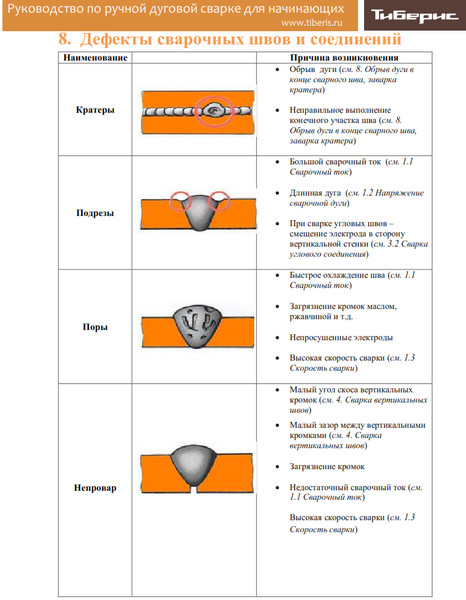
- Слишком быстрое перемещение электрода, при этом образуется неровный шов.
- Слишком медленное перемещение шва, при этом в металле образуются дырки и прожоги.
- Слишком неровный и плоский шов. Главная ошибка здесь в угле наклона электрода.
- Непроварка металла. Это происходит потому что не был соблюден 5 мм зазор между металлом и электродом, т. е. зазор был слишком маленький.
- В обратном случае, когда зазор слишком велик — металл не проваривается.
Все вышеперечисленные ошибки — это только самые грубые. Есть еще много нюансов, разобраться в которых можно только с опытом.
При сварке тонкостенного металла или профиля необходим тщательный подход к работе. Тонкие детали можно сваривать, наложив очищенный электрод и варить прямо поверх него.
Разительно отличается сварка по цветным металлам, т. к. требует других электродов. Еще необходима специальная защитная среда. Сейчас можно купить универсальные аппараты, которые варят практически любые металлы.
Также существуют полуавтоматические аппараты для работы с тонкостенными металлами. Суть его заключается в наплавлении специальной проволоки.
Электросварка для начинающих — задача непростая. Но при достаточном желании его можно освоить. Нужно лишь следовать основным правилам и слушать советы более опытных мастеров. В итоге можно будет переходить к сложным задачам, оттачивая свое мастерство.
советы и пояснения для начинающих
Хозяева частных домов, владельцы дач, гаражей многие виды работ выполняют самостоятельно, не приглашая помощников. Исключение составляет сварка металлов, традиционно считающаяся очень сложным занятием. Однако тем, кто серьезно интересуется вопросом, как научиться сваривать металл, вполне под силу освоить электросварку. После небольшой тренировки можно создавать из металла своими руками несложные конструкции, ремонтировать ворота, трубопроводы, емкости, делать ограждения, беседки, мангалы.
Трансформатор или инвертор
Лучший способ соединения металлических материалов – сплавление при высоких температурах. Металлы в жидком агрегатном состоянии образуют единое целое. Такую прочность не может обеспечить никакой механический стык. Создать в строго определенной зоне температуру, при которой металл расплавится, можно электрической дугой.
Дуга неслучайно называется электрической. Она образуется под действием тока, состоит из потока электронов, отдающих по пути движения энергию металлу. Так и происходит электросварка.
Она образуется под действием тока, состоит из потока электронов, отдающих по пути движения энергию металлу. Так и происходит электросварка.
Если используют переменный ток, то электросварку делают с участием трансформатора. Стоимость трансформатора небольшая, по сравнению с более современным оборудованием, но сваривать с ним сложно. Он шумит, дает нестабильную температуру в рабочей зоне, потребляет большое количество электричества. К тому же, о сварке сразу станет известно соседям, которые не преминут озвучить недовольство. Трансформатор может вызывать перепады напряжения в сети, перегружает ее.
Гораздо удобнее пользоваться инверторной сваркой. Инвертор значительно экономичнее. Вам не придется платить по счетам огромные суммы. Агрегат имеет небольшие размеры, образует дугу хорошего качества, может работать от автономных источников энергии. Для начинающих сварщиков инвертор — идеальный аппарат.
Процессы при сварке
Электрическую дугу образуют электрод и металлическая поверхность, подвергающаяся обработке. Учитывая советы мастеров, сначала нужно взять для электросварки металлические электроды. Графитовые и угольные предназначены для особых работ, которые домашним мастерам выполнять приходится редко.
Учитывая советы мастеров, сначала нужно взять для электросварки металлические электроды. Графитовые и угольные предназначены для особых работ, которые домашним мастерам выполнять приходится редко.
При электросварке параллельно происходит несколько процессов, которые желательно знать начинающим:
- главным является соединение жидкого, доведенного почти до кипения, металла деталей. В результате образуется сварочный шов;
- правильно перемещая электрод, формируется хороший шов;
- плавится не только металл, но и материал электрода. Расплавы стекают в рабочую зону, которая называется сварной ванной;
- сгорает защитный слой поверхности электрода. Продукты горения защитного слоя электрода выделяется в виде газов;
- образующиеся газы обволакивают рабочую зону, перекрывают доступ кислорода воздуха, препятствуя окислению металлической детали;
- из продуктов окисления образуется расплавленная масса шлака. Часто шлак покрывает всю рабочую зону (сварную ванну).
 В результате ухудшается видимость места плавки.
В результате ухудшается видимость места плавки.
При правильной электросварке поток газов выдувает шлак из точки сварки на шов. По окончании сплавления застывший шлак аккуратно сбивают молотком.
Для того чтобы правильно варить металл, нужно научиться подбирать подходящие значения тока, угол наклона электрода и отработать технику его перемещения в рабочей зоне.
Работа с электродами
Имея представление о сути процесса электросварки, можно начинать работу со сварочным аппаратом. Нужно очень серьезно отнестись к соблюдению всех мер безопасности. Рабочее место следует освободить от лишних предметов, мусора.
Работать придется с высокими температурами и электрооборудованием. Обязательно нужно надеть специальные защитные перчатки, маску, плотную одежду и обувь. Поверхности металла, который предстоит сваривать, надо очистить.
Для электросварки понадобится электрод. На покупке первого экземпляра не стоит экономить. Начинающим сварщикам желательно взять универсальный электрод с диаметром 3,2 мм.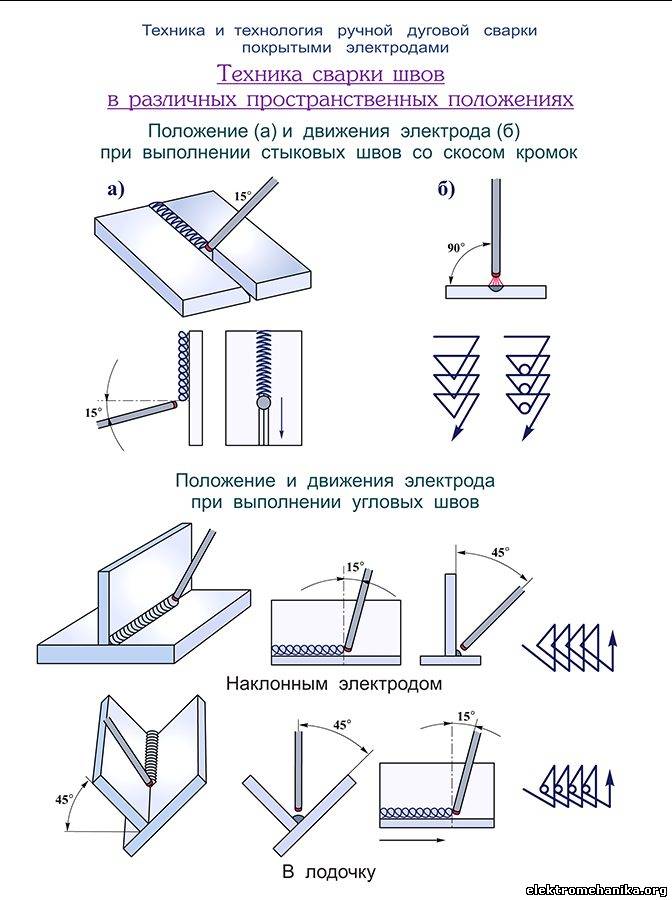 Его нужно вставить в фиксатор сварочного кабеля. Как вставить – разобраться можно легко.
Его нужно вставить в фиксатор сварочного кабеля. Как вставить – разобраться можно легко.
В винтовой фиксатор электрод нужно ввинтить, в пружинный держатель – вставить в нишу, которая появляется после нажатия клавиши.
Проверьте правильность подключения кабелей. Для того чтобы сварить железо (для начала это лучший вариант), к детали подсоединяют кабель из выхода инвертора со знаком «+». К электроду подсоединяют кабель от выхода со знаком «‒». Такое подключение называют прямым. Обратным образом выполняют подключение кабелей при сварке разных сплавов, например, нержавеющей стали. Это вам понадобится в будущем.
Зажигание дуги
Затем нужно включить инвертор. Эта самая простая процедура при электросварке выполняется включением тумблера. Значение тока следует выставить регулятором, который легко увидеть на лицевой панели агрегата. Для выбранного электрода подойдет сила тока, равная 100 А. Опустите маску и приступайте.
Прежде всего, нужно отработать навык зажигания дуги. С новым электродом это делается простым резким проведением им по детали. Вспомните, как вы зажигаете спички. Если электрод уже был в употреблении, то нужно им постучать по поверхности металла. Бывает так, что электрод в руках у новичков прилипает к металлу. Это легко исправляется резким наклоном электрода в сторону. В случае, если оторвать не получилось, нужно выключить инвертор. Тогда места слипания исчезнут сами.
Разожженный электрод образует сварочную дугу. Для ее поддержания, нужно научиться выдерживать расстояние до металла в 3-5 мм. При приближении может случиться замыкание, сопровождающееся прилипанием. При отдалении исчезнет дуга.
Сварка
После получения стабильной дуги начинается процесс сваривания.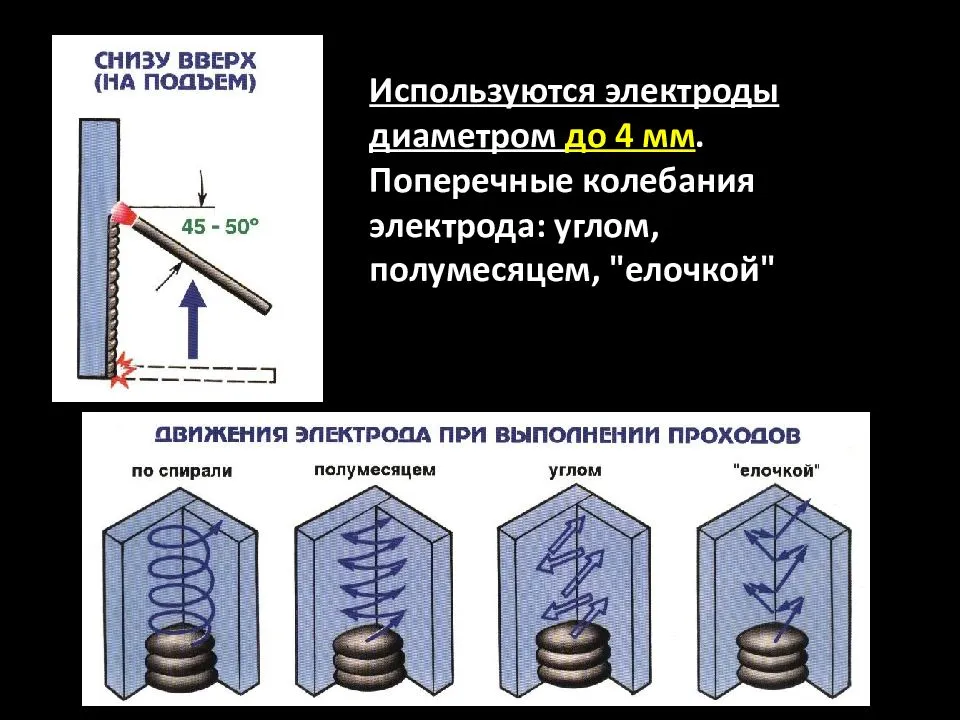 Для этого электрод перемещают, слегка покачивая им из стороны в сторону. В след за таким движением переползает сварная ванна (рабочая зона). Так формируется сварочный шов. В будущем можно освоить другие траектории выполнения шва.
Для этого электрод перемещают, слегка покачивая им из стороны в сторону. В след за таким движением переползает сварная ванна (рабочая зона). Так формируется сварочный шов. В будущем можно освоить другие траектории выполнения шва.
Иногда при увлеченной работе новичка электрод удаляется на недопустимое расстояние, и дуга исчезает. Разжечь ее вновь несложно. Нужно приблизить электрод к рабочей зоне. Дуга восстановится.
Следует помнить, что при сварке электрод расходуется, укорачивается. В соответствии с этим придется ниже опускать руку. Когда длина электрода уменьшится до 5-6 см нужно выключить инвертор и заменить отработанный на новый.
По окончании сварки образовавшийся шов после полного застывания очищают молотком от шлаковых наслоений. Остается блестящая чистая поверхность сваренного металла.
Если удалось получить относительно красивый шов, прочно соединить металл электросваркой, значит, первый этап преодолен с успехом. Очень быстро появляется желание развивать мастерство дальше.
При электросварке иногда шов стягивает детали, изменяя форму всей конструкции. Нужно научиться пользоваться приспособлениями для фиксирования: стяжками, струбцинами. Со временем можно освоить технику изготовления поперечных швов – прихваток. Они предварительно скрепят детали, придадут им требуемую форму, которую потом можно закрепить полноценным сварочным швом.
Все навыки отрабатываются постепенно. Знания, подкрепленные желанием освоить ремесло, приведут к успеху.
подготовка и технология процесса, типы швов
Инвертор для сварки, или инверторный источник сварочного тока (ИИСТ) – это источник питания электрической дуги, посредством которой и происходит соединение деталей из металла под воздействием очень высокой температуры. На сегодняшний день это один из самых популярных аппаратов для ручной сварки.
Как работает ИИСТ
Напряжение сети 220 В переменного тока подается на выпрямитель. Далее в силовом блоке инвертора постоянный ток преобразуется снова в переменный, но с повышенной частотой, который подается на высокочастотный сварочный трансформатор. Затем напряжение через выпрямитель подается на дугу.
На выходе получается дуга на постоянном токе, более устойчивая, что и требуется для качественной сварки.
Достоинства данного аппарата:
- За счет преобразования тока исследователи пришли к высокочастотному трансформатору, вес которого более, чем в 10 раз, меньше, чем у сетевого сварочного трансформатора. Масса его находится в пределах от 2 до 7 кг.
- Сварочная дуга высокого качества.
- Более сконцентрировано тепло к месту соединения, что повышает КПД.
- Минимальное разбрызгивание металла.
- Плавные регулировки сварочных характеристик.

- Более аккуратный и ровный сварной шов.
Недостатки:
- Ограничение по коэффициенту загрузки. При продолжительной работе происходит нагревание внутренних элементов, необходимо давать остывать в процессе работы.
- Повышенная чувствительность к влажности воздуха и конденсату внутри корпуса. Хранить инвертор рекомендуется в теплых сухих помещениях без резких перепадов температуры.
- Высокий уровень создаваемых высокочастотных электромагнитных помех.
Примерная стоимость инверторов для сварки на Яндекс.маркет
Организация рабочего места
Оборудование для сварочных работ:
- Источник сварочного тока – сварочный инвертор или сварочный трансформатор.
- Сварочный электрод – в данном случае берется плавящийся, изготовленный из сварочной проволоки, которая подразделяется на углеродистую, легированную и высоколегированную.
 Поверх нанесен слой защитного покрытия, который тоже выполняет свою роль в этом процессе. Есть правило настройки преобразователя сварочного тока: чем толще электрод, тем большую мощность нужно выставить на сварочном аппарате.
Поверх нанесен слой защитного покрытия, который тоже выполняет свою роль в этом процессе. Есть правило настройки преобразователя сварочного тока: чем толще электрод, тем большую мощность нужно выставить на сварочном аппарате. - Одежда сварщика – это защитный огнестойкий костюм, который закрывает все открытые части тела: брюки, куртка с длинными рукавами, перчатки, прочная обувь (брюки должны быть поверх ботинок), шлем-маска с защитным стеклом. Необходимо, чтобы одежда была без синтетики.
- Молоток, для сбивания нагара. Напильник. Плоскогубцы.
Подготовка к процессу сварочных работ
Детали для сваривания подгоняются по размеру. Зачищаются от ржавчины и загрязнения.
Кабель массы подключается к одной из свариваемых деталей. Для надежного контакта это место зачищается до металла, можно применить напильник.
Электрод вставляется концом без напыления в держатель. Сварочный аппарат включается в сеть.
В соответствии с размером электрода выставляется сила тока.
Можно руководствоваться табличными значениями. Всегда следует помнить, что слишком высокое значение силы тока будет резать металл, для чего ее и нужно использовать, а недостаточная – не даст дугу хорошего качества.
Процесс сварных работ
В процессе сварки горит электрическая дуга между металлом детали и электродом, расплавляя их.
Правильный розжиг дуги
Розжиг дуги можно сделать следующим способом: краткие касания кончиком электрода у начала сварного шва. Задача в том, чтобы электрический ток пробил воздушный промежуток и напыление на электроде.
Возможные причины, когда электрическая дуга не зажигается: качество подключения «массы», необходимо очистить кончик электрода от обсыпки, увеличить силу тока.
Траектория движения электрода при сварке
При сваривании вертикальных поверхностей сварной шов ведется снизу вверх.
При горизонтальном размещении направление движения электрода зависит от удобства выполнения шва.
Во время сварки электрод располагается под углом 300 – 600 к поверхности металла на расстоянии 3 – 5 мм от него.
Движение электрода идет поступательно – по принципу «елочка».
Для более ровного ведения шва можно отметить его место мелом.
Ускорять или замедлять ведение шва необходимо в зависимости от состояния сварной ванны – объема жидкого металла.
Завершение
По завершении процесса сварки очистить сварной шов от образовавшегося нагара. Осмотреть внимательно место сварки на предмет зашлакованности или пропуска.
Типы швов при сварке электродами
Швы бывают:
- Швы встык.
- Тавровые соединения.
- Угловые соединения.
- Швы внахлест.
Ошибки начинающих сварщиков
Наиболее часто встречающиеся ошибки заключаются в следующем:
- При медленном ведении электрода – образование прожогов.
- Слишком быстрое движение электрода – неровный шов.
- Не выдержан угол между электродом и поверхностью – шов плоский и неровный.
- Слишком маленький зазор между электродом и деталями – дефект «всплывания шва», металл непроварен.
- При слишком большом зазоре между электродом и рабочей поверхностью – шов непрочный, непроваренный металл.
- Детали повело – нужно перед началом сварки прихватить детали в нескольких местах с обеих сторон.
Как научиться правильно варить электросваркой за 1 день
Сварка – это наиболее надежное соединение неразъемных деталей. В повседневной жизни она широко используется в изготовлении изгороди с использованием сетки-рабицы, тепличных каркасов, печей для бань и гаражей или различных емкостей, необходимых на дачных участках. Человек, владеющей навыками сварочных работ, способен создать на своем приусадебном участке настоящие шедевры ажурных ограждений, навесов для крыш и прочих необходимых в быту вещей.
Электросварка
Чем обоснована надежность сварки: основы сварочных работ
По прочности создания неразъемных соединений, сварка занимает лидирующие позиции. Это обеспечивается нагреванием сплавов из различных металлов с помощью электрической дуги, которое приводит к пластической деформации используемых материалов. При этом происходит взаимное проникновение элементарных частиц электрода в строение соединяемых материалов. В результате возникают молекулярные связи, обладающие сверхвысокой прочностью.
Благодаря современным инновационным технологиям, в настоящее время появилась возможность использовать для сварки лазерные и электронные лучи, ультразвук и пламя газовой горелки. Но для сварки в бытовых условиях по-прежнему самой оптимальной остается электродуговая сварка, источником энергии, для создания электрической дуги которой служат сварочные аппараты различных типов, в том числе и инверторы.
Перед вами сварочный шов
Способы сварки
Существуют следующие способы сварки:
- Газопрессовая, с использованием пламени ацетилкислорода. Преимущества этого вида сварки в высокой производительности. Поэтому она находит широкое применение в нефтяной и газовой отрасли, в частности при строительстве магистралей для транспортировки нефти и газа, а также в машиностроении.
- Контактная, осуществляемая электрическим током, имеющим относительно низкое напряжение при достаточно высокой силе тока. Этот способ включает следующие разновидности: сварка встык, шов и точечная.
Кроме этого, в отдельных случаях применяется роликовая и электрошлаковая сварка, трением и термитная, а также ряд других разновидностей.
Выбор правильного оборудования
Если вы решили освоить технику выполнения сварочных работ, то вам потребуется сварочное оборудование. Его можно арендовать или купить. В настоящее время торговые точки предлагают сварочные аппараты, оснащенные устройством, позволяющим увеличивать или уменьшать силу тока. Любители делать все собственными руками, могут смастерить сварочный аппарат из подручных средств. В любом случае, вам потребуется один из следующих преобразователей электрической энергии:
- Трансформатор для преобразования переменного тока бытовой электрической сети в ток, необходимый для осуществления сварочных работ. Выбирая агрегат этого типа, необходимо учитывать, что дешевые модели не смогут обеспечить необходимую стабильность электрической дуги. Для них характерно «просаживание» напряжения. К тому же, они слишком тяжелые.
- Выпрямитель. Это прибор, который преобразует переменный электрический ток, подаваемый в потребительские сети в постоянный. В отличие от трансформаторов, данные агрегаты обеспечивают достаточную стабильность электрической дуги, что, в свою очередь, повышает качество сварного шва.
- Инвертор. Он преобразует переменный ток бытовой электросети, в требуемый постоянный, с необходимым для качественной сварки напряжением. Этот аппарат отличается компактностью и небольшим весом, легкостью зажигания, быстрым действием и высокой производительностью.
https://www.youtube.com/watch?v=16G9_QdADI4
[stextbox id=”info” caption=”Кстати!”]** Рекомендация. Наиболее эффективным из перечисленных аппаратов считается инвертор, отличающийся экономичностью и высокой производительностью.
Работа сварщика опасна ожогами и вредными газами
Как правильно выбрать электроды для сварки
Для самой распространенной, дуговой сварки требуются электроды, которые предназначены для подведения тока к сварочному шву. В большинстве случаев, это – проволока, состоящая из специального плавящегося порошка. Но для тех, кто впервые сталкивается со сварочными работами, лучше использовать электроды, в виде твердых стержней, покрытых плавящимся составом. Они позволяют даже новичку оформить ровный шов. Оптимальный диаметр стержня электрода для этой категории сварщиков – 3 мм. Электроды меньшего диаметра применяются для соединения тонких листов металла, а для использования
Упаковка сварочных электродов
электродов большего диаметра необходимо оборудование большей мощности.
Безопасность проведения сварочных работ (экипировка сварщика)
Сварочные работы сопровождаются ярким световым излучением и множеством брызг раскаленного металла. Поэтому, сварщик должен позаботиться о защите кожи своего лица и глаз от ожогов. Для этих целей потребуется специальный щиток и маска. Но не только лицо и глаза нуждаются в защите. Кожа рук подвержена ожогам от разлетающихся брызг плавящегося металла в большей мере. Поэтому, рукавицы из брезента или замши – необходимое средство обеспечения безопасности. Идеальный вариант – наличие халата или комбинезона из плотной брезентовой или прорезиненной ткани.
Маска сварщика защищает глаза от ожогов и потери зрения
В целях обеспечения пожарной безопасности, в местах проведения сварочных работ должна быть емкость с водой или другие средства, защищающие от возгорания при попадании случайной искры.
Пошаговая инструкция выполнения сварочных работ
- Свариваемая поверхность должна быть тщательно защищена. На ней не должно быть загрязнений и ржавчины.
- Перед началом выполнения сварочных работ, необходимо вставить электрод в держатель аппарата для сварки и создать электрическую дугу. Для этого необходимо вызвать движение тока в зоне сварки. Осуществить этот процесс можно, чиркнув стержнем электрода по металлу или, касаясь им поверхности заготовки в виде постукивания.
- Как только появится электрическая дуга, необходимо создать зазор между ней и соединяемой поверхностью. Этот зазор должен иметь постоянную величину и находиться в пределах от 3 до 5 мм.
[stextbox id=”info” caption=”Кстати!”]** Рекомендация. Чтобы получить ровный шов, без дефектов, необходимо, чтобы величина зазора оставалась постоянной в течение всего времени выполнения сварочных работ. В противном случае, дуга будет прерываться, что приведет к ухудшению качества сварного шва.
- Угол наклона стержня должен составлять 70?. Но он может быть изменен, в целях обеспечения комфортности выполнения сварочных работ.
- Немаловажное значение имеет и стабильность подачи электрического тока. Необходимо учитывать, что слишком большая его сила вызовет проплавление металла, а при низкой происходит гашение дуги.
После того, как вы освоили технику выполнения сварочного шва в виде валика, можно приступать непосредственно к выполнению неразъемных соединений. Начинается работа с создания дуги. Затем сварщик переходит к непосредственному соединению деталей. При этом его рука должна совершать колебательные движения от одного элемента к другому. Сварной шов (траектория движения) может быть выполнен в виде елочки, петли, зигзага и т.п. В завершение работы, необходимо зачистить шов от образовавшихся шлаков.
Как только вы освоите основные навыки сварочных работ, можно перейти к выполнению более сложных операций, производя стыковые и тавровые соединения, а также внахлест и угловые, двигаясь в различных направлениях. Как только рука приобретет уверенность, можно приступать к изготовлению более сложных изделий.
Различные варианты сварочных соединений
Видео – ручная дуговая сварка для начинающих
как правильно варить электродуговой сваркой снизу вверх? Сварочный шов дуговой ручной сваркой и другими способами
С появлением электросварки стало возможным соединение любых металлов. Этот процесс объединяет металлические структуры за счет нагрева и расплавления электрической дугой. Электросварка широко применяется в различных сферах. Однако данная технология требует некоторых знаний, умений и навыков. В зависимости от видов металлов и вариантов соединений есть разные способы сварки, типы электродов, скорость их движения, амплитуда.
Особенности
Сварка вертикальных швов имеет достаточно много особенностей. Так, при воздействии тепла на сплав, происходит образование металлических капель, которые постоянно стремятся укатиться вниз. Данный процесс является вполне естественным, но при этом создает немало трудностей. Например, эти капли не дают качественно воздействовать на зону, которая обрабатывается. Специалисты считают, что для вертикальных швов лучше подходит дуга меньшей длины. Это способствует тому, что силы поверхностного натяжения делают переход электрода в шов более простым. Чтобы капля затвердела непосредственно при сварке, надо стержень убирать немного в сторону. Как только тепло уходит, металл очень быстро застывает.
При этом важно учесть, что верхняя зона ускоряет процесс плавки металла. Также более быструю кристаллизацию можно наблюдать на месте стыков и различных соединений. Среди важных параметров следует отметить силу тока. Как правило, выбирают ее более низкое значение, чем обычно.
Также не стоит забывать про точечную технологию, которая позволяет низко закрепить два элемента.
На срок службы сваренных конструкций из металла влияние оказывает качество и надежность соединения. В любой конструкции шов может превратиться в одно из наиболее уязвимых мест. Именно по шву смотрят, насколько качественно выполнена сварка. Для мастера с малым опытом вертикальная сварка является весьма сложной технологией. Однако ей стоит научиться, так как она используется достаточно часто. Важно при данном методе соединения металлических конструкций соблюдать ряд правил, иначе можно получить некачественный результат. При вертикальных швах желательно использовать короткую электрическую дугу. В противном случае шов может стечь из-за расплавления.
Когда происходит непосредственно поджог, необходимо постараться рабочую часть располагать перпендикулярно по отношению к поверхностям, которые обрабатываются. Это позволяет сделать соединение высокого качества. Лучше всего в процессе постараться электрод держать с легким наклоном вниз. Именно выдержка острого угла дает возможность задерживать раскаленный металл, чтобы он не стекал вниз. Следует уточнить, что не всегда получается предотвратить стекание металлических капель. Однако можно сделать силу тока выше и быстрее перемещаться по обрабатываемой поверхности.
Но данный метод требует осторожности, чтобы дуга не слишком увеличилась. Также можно передвигать электрод из стороны в сторону для увеличения ширины шва.
Способы
Методов сварки есть немало, но перед тем как приступить к практике, желательно ознакомиться с наиболее часто используемыми.
Электрошлаковый
Электрошлаковый способ позволяет соединить детали почти с любой толщиной. При этом их можно сварить всего за один проход. Стоит отметить, что данная особенность есть только у этого способа сварки. Лучше всего он подходит для швов в вертикальной плоскости. Один проход позволяет сэкономить не только на энергии, но еще и на расходниках. Одновременно с этим происходит увеличение производительности. В итоге получаются высококачественные швы. При данном способе между кромками на стыках и пластинами из меди присутствует ванна с жидким шлаком.
После того как электрод погружается в нее, проходит ток и происходит нагревание до температуры плавления кромки рабочей области и стержня электрода. В ходе расплава образуется сварочная ванна. Именно после ее остывания металл начинает кристаллизоваться, и получается качественный шов. По мере того как соединение остывает, стержень и пластины постепенно поднимаются. Таким образом, достаточно одного прохода, чтобы добротно соединить детали любой толщины. Причем жидкий шлак является легким компонентом, который постоянно находится сверху. В итоге он защищает шов от взаимодействия с кислородом. По окончании процесса сварки шлак после остывания удаляют, легонько ударяя молотком.
Электродуговой
Электродуговой способ требует тщательной предварительной подготовки соединяемых деталей. Причем она может отличаться в зависимости от толщины обрабатываемых областей и типа шва. Соединяемые детали важно закрепить с использованием специальных крепежей или подручных средств. Чтобы избежать температурных искажений, детали желательно приваривать через определенные промежутки при помощи поперечных швов или прихваток. Такая техника позволяет добиться надежного соединения.
Сваривание вертикальных швов с использованием дуговой электросварки происходит с перемещением расплавленных металлических капель по направлению вниз. Сплав электрода переходит в сварочную канавку посредством капельного пути. Для плавного перетекания лучше всего применять укороченную дугу.
Можно также точечно прикасаться концом стержня к свариваемой области, чтобы он не прилипал к заготовке.
Для получения вертикального соединения хорошего качества применяют следующие способы.
- «Снизу вверх» подразумевает, что сварочная канавка располагается снизу, а расплавленные капли попадают в нее сверху. Для предотвращения утечки жидкого металла электрод желательно располагать не прямо, а под углом к области, где будет соединение. При этом плавящийся конец электрода должен быть выше, чем часть в держателе. Это позволяет поддерживать канавку и предотвращает выплескивание металла. Таким образом, происходит кристаллизация нижних слоев, которые как бы выполняют функцию подставки для сварочной канавки. Эта техника создания шва в вертикальной области называется «ручной дуговой». Следует учесть, что при сварке ток надо устанавливать на значении, при котором кристаллизация будет проходить быстрее, чем электрод и поверхность кромок будут плавиться. Для этого нужна недлинная дуга, чтобы образовывались маленькие металлические капли.
- Сварка способом сверху вниз является фактически техникой наоборот и предполагает расположение электрода так, чтобы его конец был направлен вверх. При этом сварочная ванна поддерживается за счет электрической дуги и электрода. Важно, чтобы нижний край ванны плавился очень быстро. Что касается верхнего края ванны, то он должен успевать застывать.
Если данный процесс происходит неправильным образом, то необходимо повысить значение сварочного тока и перемещать электрод вниз с большей скоростью. Также можно сделать шов более широким.
Полуавтомат
Полуавтомат (инверторный аппарат) позволяет сделать шов в вертикальной плоскости более качественным, чем обычный сварочный. Это обусловлено тем, что сварочная дуга получается более стабильной. Существует несколько проверенных технологий сварки. Их выбирают в зависимости от толщины соединяемых металлов, зазора между деталями, формами кромок.
- Треугольная сварка необходима для работы с изделиями толщиной менее 2 миллиметров. При этом следует немного притуплять кромки. Чаще всего данная техника используется для углового сваривания. При движении электрода вверх жидкий сплав будет стекать поверх уже застывшего. Кромки проплавляются отлично, так как шлак движется уже по кристаллам металла. Формирование начинается с полок в самом низу стыка. Далее электрод следует переместить на край, расплавить грани и наполнить сварочную канавку. После этого электрод передвигают на другой край и снова повторяют весь процесс. При этом канавка будет иметь форму треугольника, откуда и получила свое название технология сварки. Желательно выбирать электрод толщиной 3 миллиметра, а сварочный ток устанавливать на значении от 80 до 100 ампер.
- «Елка» подходит для соединения деталей с зазором 2-3 миллиметра. Этот способ считается довольно сложным, так как концом электрода приходится делать замысловатые движения. При работе с вертикальными швами надо начинать от одной из граней, причем из толщины зазора. Получается, что электрод надо как бы вытягивать из толщи металла и наплавлять его на грань. После этого электрод надо снова вернуть внутрь шва и произвести наплавку на другой грани. Так, постепенно будет происходить заполнение вертикальной щели, и получится надежное соединение. Данный процесс надо проводить пока весь зазор не заполнится сплавом.
Важно, чтобы кромки не слишком сильно проплавились и не появились металлические подтеки.
- Лестница может понадобиться, если надо варить швы по вертикали с маленьким зазором и без притупления кромок. Техника заключается в том, что движение электрода надо производить от одной грани до другой. При этом поднятия вверх должны быть минимальными. Движения получаются в виде зигзага, а на кромках необходимо делать очень короткую остановку, чтобы металл успел проплавиться. Данный способ подходит для соединения металлических изделий с толщиной до 4 миллиметров.
Технология
Прежде чем правильно варить вертикальный шов, следует подготовить изделие. Для этого его нужно очистить от каких-либо загрязнений, а затем зашкурить. Важно, чтобы на металле не остались остатки масла, краски или следы ржавчины. Когда подготовка окончена, можно переходить к следующему этапу выбору способа сварки. Лучше всего для вертикального шва выбрать инверторный сварочный аппарат и способ прохода снизу-вверх или наоборот – сверху-вниз. При этом концом электрода следует придерживаться определенных направлений, исходя из ширины будущего шва. Если он будет широким, то направление должно быть в виде полукруга, круга, капли или петель. Причем двигать электродом надо слева направо, а швы накладывать друг на друга.
Для узкого шва желательно делать небольшие отрезки по направлению вверх. Начало каждого следующего отрезка должно начинаться из середины предыдущего. При наиболее больших зазорах лучше всего использовать технику лестницы, а для самых маленьких треугольника или «елочки». Нажимать электродом на соединяемые поверхности надо с определенной продолжительностью. Сварщики с большим опытом работы советуют с каждым нажатием стержня говорить про себя число «22». Именно это время идеально подходит для соприкосновения электрода с металлическим листом.
При этом если металл более толстый, то «двадцать два» надо проговаривать в более медленном темпе, а если тонкий – то в более быстром.
Чтобы качественно сварить изделие, надо верно подобрать значение ампер. При слабой силе шов получается неэстетичным, а при слишком сильной можно прожечь металл. Рекомендуется на каждый миллиметр электрода устанавливать мощность в 30 А. Еще один важный момент – это удержание электрода относительно обрабатываемой плоскости под углом 45-90 градусов. Сварка вертикального шва будет выглядеть следующим образом.
- Внизу делается нахлест подготовленных поверхностей металла.
- Начинать процесс соединения надо не на месте нахлеста, а выше. Это позволит при ошибке избавиться от лишних исправлений.
- Включить сварочный аппарат и делать нажимы. Не забывать проговаривать про себя цифру «22».
- После того как все швы сделаны, необходимо провести зачистку поверхностей с внутренней и наружной сторон от шлака, который образовался.
- Если есть необходимость, то сварить металлические изделия с обратной стороны.
В следующем видео вас ждет информация об угле наклона электрода при сварке вертикального шва.
свариваем металлические трубы и делаем красивые швы
- Основы электросварки
- Процесс электросварки
- Подготовительный этап
- Образование дуги
- Формирование сварочного шва
- Как сваривать после остановки?
- Техника безопасности
Сварка металлов является одной из важнейших операций при изготовлении и эксплуатации металлических конструкций. Изготовление сложных металлических деталей, узорных изделий, изделий из высоколегированных сталей – это удел профессионалов, которые хорошо знают, как правильно варить металл электросваркой. Ведь именно электросварка является самым распространенным видом, имеющим много преимуществ.
В жизни часто возникает необходимость соединения или ремонта простых металлических деталей – труб, профилей, полосы, простых конструкций. Познакомившись с тем, как правильно варить металл электросваркой, любой человек способен произвести все работы своими силами.
Основы электросварки
Электросварка основана на процессе соединения металлических деталей путем расплавления прилегающих друг к другу кромок деталей и заполнения этого участка расплавленным металлом. Расплавление металла производится при помощи электрической дуги. Дуга между электродом и поверхностью заготовки создается путем подачи постоянного тока большой мощности.
Комплект сварочного аппарата включает в себя инвертор, трансформатор, кабель, держатель. Инвертор предназначен для преобразования переменного тока в постоянный. С помощью трансформатора обеспечивается необходимая сила сварочного тока. Сила тока регулируется в зависимости от толщины свариваемой заготовки, вида металла и типа электрода и составляет от 30 до 400 А.
Электрод представляет собой металлический провод (наиболее распространены диаметром 3-5 мм), покрытый специальной обмазкой. Его длина обычно составляет 250-500 мм. Обмазка в процессе сварки выполняет роль инертной среды. В состав обмазки обычно входит смесь металлов (никель, марганец, железо) и минералов (глинозем, магнезия, известняк).
Вернуться к оглавлению
Процесс электросварки
Оборудование и инструмент, необходимый для производства сварки:
- сварочный аппарат;
- комплект электродов;
- молоток;
- зубило;
- защитный щиток;
- щетка металлическая;
- напильник;
- шкурка наждачная;
- болгарка;
- штангенциркуль;
- шаблоны и щупы.
Последовательность процесса электросварки развивается следующим образом. На электрод через держатель подключается положительный полюс (анод) и подается постоянный электрический ток. В зазоре между электродом и поверхностью заготовки формируется электрическая дуга, которая расплавляет весь металл, попадающий в зону ее действия.
Одновременно расплавляется металл основы электрода. Этот металл в виде капель заполняет пространство между расплавленными кромками заготовки в сварочной ванне – в результате образуется сварочный шов. Под воздействием высокой температуры возникает газовое облако из испарений обмазки. Это облако за счет своей химической инертности обеспечивает защиту расплавленного металла от взаимодействия с воздухом. Поверх сварного шва появляется шлак из продуктов распада обмазки, который образует дополнительный защитный слой от окисления. Сварной шов постепенно остывает, а металл в нем кристаллизуется. Так обеспечивается соединение заготовок.
Вернуться к оглавлению
Подготовительный этап
Первым делом необходимо выбрать электрод и установить величину сварочного тока. Как правило, электроды используются диаметром 3,2 или 4 мм. Далее следует штангенциркулем замерить толщину заготовки для установки силы тока. Электрод диаметром 3,2 мм можно применять при толщине заготовки до 3 мм, а сила тока устанавливается 90 А. Использовать электрод диаметром 4 мм следует для заготовок толщиной до 4 мм; при этом сила тока при толщине заготовки до 3 мм – 100 А, а при толщине 3-4 мм – 120 А.
Перед сваркой необходимо подготовить участок сварки. Для этого заготовка очищается от грязи и внешних покрытий (краска, грунтовка и т. д.). Участок непосредственных работ необходимо зачистить болгаркой, шкуркой или напильником до металла основы. Заготовка закрепляется.
Вернуться к оглавлению
Образование дуги
Процесс сварки начинается с формирования дуги между электродом и поверхностью заготовки. Для этого держатель устанавливается под углом 60º к поверхности заготовки и слегка проводится по ней до появления искр. Если произойдет залипание электрода, он высвобождается легким наклоном из стороны в сторону. После появления искр электрод приподнимается над поверхностью на высоту до 5 мм.
В промежутке между электродом и поверхностью заготовки должна образоваться электрическая дуга. Минимальная длина дуги 3 мм, но рекомендуется обеспечить оптимальную длину дуги, равную 5 мм. Если стабильная дуга не образуется, следует увеличить силу сварочного тока. Дуга должна поддерживаться все время сварки с заданным размером. Увеличение дл
Основы дуговой сварки
Дуговая сварка — это один из нескольких способов соединения металлов плавлением. Под воздействием сильного тепла металл в месте стыка между двумя частями расплавляется и смешивается — непосредственно или чаще с промежуточным расплавленным присадочным металлом. При охлаждении и затвердевании создается металлургическая связь. Поскольку соединение представляет собой смесь металлов, окончательная сварка потенциально имеет те же прочностные характеристики, что и металл деталей. Это резко контрастирует с процессами соединения без слияния (т.е. пайка, пайка и т. д.), в которых механические и физические свойства основных материалов не могут быть воспроизведены в месте соединения.
| Рис.1 Базовая схема дуговой сварки |
При дуговой сварке интенсивное тепло, необходимое для плавления металла, создается электрической дугой. Дуга образуется между реальной работой и электродом (стержнем или проволокой), который вручную или механически направляют вдоль стыка.Электродом может быть стержень, просто проводящий ток между наконечником и изделием. Или это может быть специально подготовленный пруток или проволока, которая не только проводит ток, но также плавит и подает присадочный металл к стыку. В большинстве сварочных работ при производстве стальных изделий используется электрод второго типа.
Базовая сварочная цепь
Базовая схема дуговой сварки проиллюстрирована на рис. 1. Источник переменного или постоянного тока, оснащенный любыми элементами управления, которые могут потребоваться, подключается рабочим кабелем к заготовке и » «горячий» кабель к электрододержателю какого-либо типа, который обеспечивает электрический контакт со сварочным электродом.
Дуга создается в зазоре, когда цепь под напряжением и наконечник электрода касаются заготовки и извлекаются, но все еще находятся в тесном контакте.
Дуга создает температуру около 6500 ° F на конце. Это тепло плавит и основной металл, и электрод, образуя лужу расплавленного металла, которую иногда называют «кратером». Кратер за электродом затвердевает по мере его перемещения по стыку. Результат — сплавление.
Дуговое экранирование
Однако для соединения металлов требуется нечто большее, чем просто перемещение электрода по стыку.Металлы при высоких температурах склонны вступать в химическую реакцию с элементами воздуха — кислородом и азотом. Когда металл в ванне расплава контактирует с воздухом, образуются оксиды и нитриды, которые снижают прочность и ударную вязкость сварного соединения. Поэтому многие процессы дуговой сварки обеспечивают некоторые средства для покрытия дуги и ванны расплава защитным экраном из газа, пара или шлака. Это называется дуговой защитой. Эта защита предотвращает или сводит к минимуму контакт расплавленного металла с воздухом. Экранирование также может улучшить сварной шов.Примером может служить гранулированный флюс, который фактически добавляет к сварному шву раскислители.
| Рис. 2 Это показывает, как покрытие на покрытом (стержневом) электроде обеспечивает газовую защиту вокруг дуги и шлаковое покрытие на горячем сварном шве. |
На рисунке 2 показано экранирование сварочной дуги и сварочной ванны стержневым электродом. Экструдированное покрытие стержня присадочного металла обеспечивает защитный газ в точке контакта, а шлак защищает свежий сварной шов от воздуха.
Сама дуга — очень сложное явление. Углубленное понимание физики дуги не представляет для сварщика особой ценности, но некоторые знания ее общих характеристик могут быть полезны.
Природа дуги
Дуга — это электрический ток, протекающий между двумя электродами через ионизированный столб газа. Отрицательно заряженный катод и положительно заряженный анод создают сильный нагрев сварочной дуги. Отрицательные и положительные ионы отскакивают друг от друга в плазменном столбе с ускоренной скоростью.
При сварке дуга не только обеспечивает тепло, необходимое для плавления электрода и основного металла, но при определенных условиях также должна обеспечивать средства для транспортировки расплавленного металла от кончика электрода к изделию. Существует несколько механизмов переноса металла. Два (из многих) примеров включают:
- Surface Tension Transfer® — капля расплавленного металла касается ванны расплавленного металла и втягивается в нее поверхностным натяжением
- Spray Arc — капля выбрасывается из расплавленного металла на электрод наконечник с помощью электрического пинцета перемещает его в ванну расплава (отлично подходит для сварки над головой)
Если электрод является расходным материалом, наконечник плавится под действием тепла дуги, и расплавленные капли отделяются и транспортируются на работу через столб дуги.Любая система дуговой сварки, в которой электрод расплавляется, чтобы стать частью сварного шва, описывается как металлическая дуга. При сварке углеродом или вольфрамом (TIG) капли расплава не попадают в зазор и не попадают на изделие. Присадочный металл вплавляется в стык из отдельного прутка или проволоки.
Большая часть тепла, выделяемого дугой, передается в сварочную ванну с плавящимися электродами. Это обеспечивает более высокий тепловой КПД и более узкие зоны термического влияния.
Поскольку должен быть ионизированный путь для проведения электричества через зазор, простое включение сварочного тока с электрически холодным электродом, наложенным на него, не вызовет зажигания дуги.Дуга должна быть зажжена. Это вызвано либо подачей начального напряжения, достаточно высокого, чтобы вызвать разряд, либо прикосновением электрода к изделию, а затем его извлечением по мере того, как область контакта нагревается.
Дуговая сварка может выполняться постоянным током (DC) с электродом либо положительным, либо отрицательным, либо переменным током (AC). Выбор тока и полярности зависит от процесса, типа электрода, атмосферы дуги и свариваемого металла.
Посмотреть больше статей о процессах и теории дуговой сварки
Посмотреть статьи с инструкциями по дуговой сварке
Посмотреть статьи о решениях для дуговой сварки
Сколько сварочных проходов нужно?
Какие факторы определяют, сколько сварочных проходов вам нужно сделать?
Многое уходит на определение количества проходов.Прежде всего, вам необходимо ознакомиться со спецификацией процедуры сварки (WPS), чтобы узнать, какие требования к минимальному или максимальному количеству проходов могут быть. Если WPS не указывает, вы можете использовать столько проходов, сколько позволяют ваши навыки.
Вот некоторые вещи, которые будут определять количество проходов:
- Скорость движения . Высокая скорость перемещения соответствует небольшому объему сварного шва. Небольшой объем сварного шва означает, что вам придется выполнять больше отдельных сварочных проходов.
- Ширина переплетения или колебания .То же самое относится к переплетению или колебаниям, как и к скорости движения. Чем меньше переплетение, тем меньше объем; чем меньше объем, тем больше отдельных сварных швов вам понадобится.
- Конфигурация шва . Если все остальные параметры такие же, для скошенной канавки потребуется больше проходов, чем для V-образной канавки.
- Диаметр электрода и скорость подачи проволоки (WFS) . Опять же, при прочих равных параметрах электроды большего диаметра или более WFS увеличивают объем на проход и уменьшают общее количество проходов.
Например, 3/8 дюйма. Испытание квалификационной пластины сварщика, завершенное в положении 1G (плоское), может быть выполнено всего за два прохода или за семь или более проходов. Сварные швы в любом случае могут быть вполне приемлемыми, если их выполняет квалифицированный сварщик.
То же соединение в положении 2G (горизонтальное), вероятно, потребует минимум четырех проходов, но может занять целых девять или 10. Вы получите такое же качество сварки, но количество проходов зависит только от вашей техники и уровень комфорта при ориентации.
Для одного и того же стыка в положении 3G (вертикальном) обычно требуется как минимум три прохода, но будет одинаковое качество, если потребуется от пяти до шести проходов.
Кодовые книги обычно ограничивают минимальный и максимальный размер прохода, и эти ограничения зависят от процесса, требований к подводимому теплу, толщины материала и положения сварки.
Я провел тысячи квалификационных испытаний сварщиков, и сварщики почти всегда спрашивают меня, сколько проходов им следует использовать. Мой ответ всегда — не менее трех и столько, сколько нужно, чтобы канавка была заполнена и не превышала 1/8 дюйма.усиления сварного шва (венца). В остальном вы сами по себе.
Дуговый сварочный аппарат — Оборудование для дуговой сварки Последняя цена, производителей и поставщиков
Популярные изделия для дуговой сварки
Однофазный сварочный аппарат MS
18 500
рупий
Cruxweld Industrial Equipments Private Limited
Оборудование для дуговой сварки
5,700
Станки Rajlaxmi
Arc 400 Ij 3 фазы
42,500
рупий
Vigor Welding
Инверторный сварочный аппарат Yuva-350d Dc Mma
28,180 рупий
Сварочное оборудование Jr
ARC 200 RA20
7,800
Торговая Компания Шреяс
Сварочный аппарат Kemppi Hiarc
45000 рупий
Лучшие сварочные решения
ESAB Xpert Weld 200
6,500
Система Индия
250 3-фазных сварочных аппаратов
18000 рупий
Sai Arc India Private Limited
Аппараты для трехфазной дуговой сварки
42000 рупий
Сурадж Энтерпрайзис
Инверторный водонепроницаемый аппарат для дуговой сварки
24,700
рупий
Kismat Machines India Private Limited
Сварочный аппарат Gb ARC 250 (s)
17,500
рупий
Weldmart International
Автоматическая сварочная тележка
60 000 рупий
Heena Sales
Лучшие варианты использования для дуговой сварки — Лучшие предложения по использованию дуговой сварки от продавцов по всему миру
Отличные новости !!! Вы находитесь в нужном месте для дуговой сварки.К настоящему времени вы уже знаете, что что бы вы ни искали, вы обязательно найдете это на AliExpress. У нас буквально тысячи отличных продуктов во всех товарных категориях. Ищете ли вы товары высокого класса или дешевые и недорогие оптовые закупки, мы гарантируем, что он есть на AliExpress.
Вы найдете официальные магазины торговых марок наряду с небольшими независимыми продавцами со скидками, каждый из которых предлагает быструю доставку и надежные, а также удобные и безопасные способы оплаты, независимо от того, сколько вы решите потратить.
AliExpress никогда не уступит по выбору, качеству и цене. Каждый день вы будете находить новые онлайн-предложения, скидки в магазинах и возможность сэкономить еще больше, собирая купоны. Но вам, возможно, придется действовать быстро, так как эта лучшая дуговая сварка в кратчайшие сроки станет одним из самых востребованных бестселлеров. Подумайте, как вам будут завидовать друзья, когда вы скажете им, что у вас есть возможности для дуговой сварки на AliExpress.Благодаря самым низким ценам в Интернете, дешевым тарифам на доставку и возможности получения на месте вы можете еще больше сэкономить.
Если вы все еще не уверены в использовании дуговой сварки и думаете о выборе аналогичного продукта, AliExpress — отличное место для сравнения цен и продавцов. Мы поможем вам разобраться, стоит ли доплачивать за высококачественную версию или вы получаете столь же выгодную сделку, приобретая более дешевую вещь.А если вы просто хотите побаловать себя и потратиться на самую дорогую версию, AliExpress всегда позаботится о том, чтобы вы могли получить лучшую цену за свои деньги, даже сообщая вам, когда вам будет лучше дождаться начала рекламной акции. и ожидаемая экономия.AliExpress гордится тем, что у вас всегда есть осознанный выбор при покупке в одном из сотен магазинов и продавцов на нашей платформе. Реальные покупатели оценивают качество обслуживания, цену и качество каждого магазина и продавца.Кроме того, вы можете узнать рейтинги магазина или отдельных продавцов, а также сравнить цены, доставку и скидки на один и тот же продукт, прочитав комментарии и отзывы, оставленные пользователями. Каждая покупка имеет звездный рейтинг и часто имеет комментарии, оставленные предыдущими клиентами, описывающими их опыт транзакций, поэтому вы можете покупать с уверенностью каждый раз. Короче говоря, вам не нужно верить нам на слово — просто слушайте миллионы наших довольных клиентов.
А если вы новичок на AliExpress, мы откроем вам секрет.Непосредственно перед тем, как вы нажмете «купить сейчас» в процессе транзакции, найдите время, чтобы проверить купоны — и вы сэкономите еще больше. Вы можете найти купоны магазина, купоны AliExpress или собирать купоны каждый день, играя в игры в приложении AliExpress. Вместе с бесплатной доставкой, которую предлагают большинство продавцов на нашем сайте, вы сможете приобрести Использование для дуговой сварки по самой выгодной цене.
У нас всегда есть новейшие технологии, новейшие тенденции и самые обсуждаемые лейблы.На AliExpress отличное качество, цена и сервис всегда в стандартной комплектации. Начните самый лучший шоппинг прямо здесь.
Что такое дуговая сварка? Типы, применение, основы рабочего процесса
Дуговая сварка — это старый сварочный процесс, который до сих пор очень популярен среди профессионалов и любителей.
Если вы интересуетесь дуговой сваркой, то наш сегодняшний пост предоставит вам всю необходимую информацию об этом виде сварки.
Чтобы узнать больше о дуговой сварке, мы начнем с ответа на очень важный вопрос: Что такое дуговая сварка?
Дуговая сварка — это процесс использования тепла, выделяемого электрической дугой, для расплавления металла и соединения двух частей вместе.
Он полагается на электричество, чтобы произвести необходимое количество тепла, необходимое для плавления металла и преобразования его в различные формы или связывания с другим куском металла.
Различные типы дуговой сварки
Существует 4 наиболее распространенных типа дуговой сварки: дуговая сварка защищенным металлом (SMAW), дуговая сварка порошковой проволокой (FCAW), газовая дуговая сварка металла (GMAW / MIG) и, наконец, газовая дуговая сварка вольфрамовым электродом. Сварка (GTAW / TIG).
1. Дуговая сварка экранированным металлом (SMAW)
Это один из старейших и наиболее универсальных методов дуговой сварки, который обычно используется в строительстве и трубопроводных работах.
Это метод без давления, при котором покрытый флюсом электрод, питаемый переменным или постоянным током, используется на заготовке для образования дуги. Затем электрод вынимается, но на заготовке возникает дуга.
Тепло, выделяемое дугой, заставляет металл плавиться, позволяя ему связываться с другими металлами, когда детали начинают остывать и затвердевать.
В этом процессе образуется шлак, который защищает сварной шов от оксидов и нитридов.
2. Дуговая сварка порошковой проволокой (FCAW)
Это полуавтоматический и автоматический процесс дуговой сварки, который был впервые разработан в качестве альтернативы дуговой сварке в среде защитного металла.
В этом методе используются трубчатые электроды, заполненные флюсом, и из-за высокой скорости наплавки он часто используется на тяжелых заготовках, где необходимо сваривать толстые секции от 1 дюйма или более.
3. Газовая дуговая сварка металла (GMAW / MIG)
Используется в основном для тонких листов, так как выделяемое тепло относительно невелико, этот вид дуговой сварки прост и довольно экономичен.
Электроды здесь часто содержат дезокислители для предотвращения окисления, что позволяет сваривать сразу несколько слоев.
В этом процессе для защиты дуги используется аргон или гелий.
4. Газовая вольфрамо-дуговая газовая сварка (GTAW / TIG).
Вольфрамовый электрод используется для сварки нержавеющей стали или цветных металлов.
Процесс довольно сложный с использованием вольфрамового электрода, баллона с газом аргоном и источника постоянного тока.
Атмосфера инертного газа, которая работает как поток, создается с использованием газообразного аргона или гелия для предотвращения образования оксида, в то время как тепло вырабатывается дугой, создаваемой электродом.
Как работает аппарат для дуговой сварки
Работа дуговой сварки или аппарата для дуговой сварки заключается в получении плавления или плавления металла за счет тепла, когда тепло создается электрической дугой.
Это делается для соединения двух поверхностей.
Свариваются такие вещи, как водопроводы, электрические вышки и даже автомобили и автобусы. Процесс сварки часто выполняется при промышленном производстве и строительстве стальных конструкций.
Поскольку процесс сварки включает в себя использование нескольких компонентов, аппарат для дуговой сварки не является отдельным устройством или машиной. Это набор из нескольких компонентов, которые работают вместе для достижения конечного результата.
Оборудование для дуговой сварки включает:
Сварочный аппарат — В зависимости от области применения в процессе можно использовать как постоянный, так и переменный ток.На выбор источника питания обычно влияют такие факторы, как тип свариваемого металла или используемые электроды, площадь помещения, универсальность оборудования и связанные с этим затраты.
Сварочные электроды — Обычно это кусок проволоки или пруток из металла или сплава, который используется для подачи присадочного металла. Между электродом и деталью возникает дуга. Электроды могут быть расходными и неплавящимися.
Держатель электрода — Используется для удержания электрода и подачи к нему тока.Он утеплен для защиты рук.
Сварочные кабели или свинец — Изолированные медные или алюминиевые кабели используются для передачи тока от источника питания через электрододержатель и к заготовке после прохождения дуги перед окончательным возвратом к источнику питания.
Зажим — Присоединяет один конец сварочного кабеля к заготовке
Отбойник для откола — Включен для удаления шлака
Проволочная щетка — Используется для очистки области сварки
Процессы дуговой сварки :
В зависимости от типа дуговой сварки, который вы выбираете для выполнения, процесс будет несколько отличаться, как и использование компонентов.
Однако в дуговой сварке обычно используется электрическая дуга между электродом и заготовкой для плавления металлов.
Для предотвращения окисления можно использовать защитный газ, но иногда вместо газа также используются флюсы или покрытия.
Сварочный аппарат подключен к источнику питания и к нему прикреплены два кабеля.
К одному кабелю прикреплен зажим заземления на одном конце, который используется для зажима обрабатываемой детали, в то время как другой кабель проходит через электрододержатель, в котором находится электрод.
Вывод электрода помещается на свариваемый металл, и когда вывод отводится, возникает электрическая дуга.
По мере плавления дуги металлический наполнитель должен подаваться в сварное соединение, чтобы придать сварным швам форму и внешний вид.
Преимущества дуговой сварки
Дуговая сварка имеет множество преимуществ, благодаря которым она является столь популярным видом сварки.
Вот некоторые из преимуществ дуговой сварки перед другими сварочными процессами:
- Рентабельность — Большинство используемых сварочных машин и оборудования доступны по цене и легко доступны.Количество компонентов, участвующих в процессе, также меньше, тем более что дуговая сварка может выполняться без использования газа.
- Versatile- Дуговую сварку можно выполнять даже на загрязненном металле.
- Легко транспортировать — Используемое оборудование очень портативно, так что вы можете переносить все необходимое и выполнять процедуры практически в любом месте
- Можно установить дома — Есть много аппаратов для дуговой сварки, которые предназначены для домашнего использования так как материалы портативны и доступны по цене
- Дуговая сварка может выполняться без использования газа, что позволяет выполнять сварку в любых погодных условиях или условиях окружающей среды
- Это один из самых быстрых методов сварки
Недостатки дуги Сварка
К сожалению, у этого метода сварки также есть несколько недостатков.
Здесь мы расскажем о некоторых ее недостатках:
- Операторы должны быть высококвалифицированными — Хотя дуговой сваркой можно заниматься где угодно и с минимальным оборудованием, это не самый простой вид сварки. Этот процесс требует, чтобы операторы имели полное представление о том, где процедуры могут быть довольно сложными.
- Больше отходов — По сравнению с другими видами сварки, дуговая сварка в целом оставляет больше отходов. С одной стороны, оборудование не слишком дорогое, но с увеличением количества отходов стоимость проекта, как правило, высока.
- Дуговая сварка не может использоваться для некоторых материалов, в основном, для тонких металлов.
Как использовать аппарат для дуговой сварки
Мы собираемся объяснить некоторые основные шаги того, как использовать аппарат для дуговой сварки, чтобы расплавить и соединить два куска металла вместе.
Step 1
Для начала вам необходимо подключить электрододержатель к сварочному аппарату для подачи тока.
Step 2
Поместите электрод, также известный как сварочный стержень, в изолированный электрододержатель и поверните ручку, чтобы надежно закрепить электрод внутри.
Step 3
Затем включите машину и выберите точное количество тока для зарядки электрода. Убедитесь, что зажим заземления подсоединен к стальному столу или заготовке.
Шаг 4
Установите контакт между электродом и изделием, чтобы замкнуть цепь, используя электричество, которое проходит через электрододержатель, вниз через металлическую деталь и обратно к сварочному аппарату через зажим заземления.
Step 5
Чтобы зажигать дугу, вы должны использовать деликатное движение, похожее на легкое зажигание спички.
Вы заметите расплавленный металл, образовавшийся между двумя деталями, которые собираетесь соединить. Это происходит при образовании дуги.
Step 6
После того, как дуга зажглась, вы должны поддерживать ровную лужу расплавленного металла, и для этого вам необходимо поддерживать постоянное расстояние между концом стержня и металлической деталью.
Сварочный стержень будет становиться короче по мере сварки, потому что стержень оседает в центре плавящегося сплава.
Продолжайте перемещать стержень в боковом направлении и в то же время продолжайте толкать сварной шов.
Шаг 7
Убедитесь, что обе металлические детали, которые необходимо соединить, нагреваются одинаково.
Step 8
Когда сварка закончится, выньте электрододержатель и выключите источник тока.
Step 9
После завершения дуговой сварки на поверхности сварного шва будет темный осадок, образованный горящим флюсом от покрытия электрода.
Удалите эти остатки с помощью молотка и металлической щетки.
Электроды для дуговой сварки
Типы электродов для дуговой сварки:
Электроды для дуговой сварки можно разделить на 2 типа.Это:
- Расходуемые электроды
- Нерасходуемые электроды
Расходуемые электроды:
Когда электрод «расходуется» в процессе его использования, он считается расходуемым электродом.
Эти электроды изменяют структуру и обычно покрываются флюсом для защиты дуги и сварного шва и предотвращения окисления.
Расходуемый электрод обычно изготавливают в виде анода для получения более глубокого сварного шва, поскольку анод всегда имеет более высокую концентрацию тепла.Таким образом, электрод плавится быстрее и быстрее заполняет зазор в заготовке.
При сварке металлов в инертном газе электроды этого типа используются для дуговой сварки.
Нерасходуемые электроды
При высокой температуре плавления неплавящийся электрод не заполняет зазор в заготовке.
Обычно в этом случае обрабатываемая деталь должна иметь низкую температуру плавления, или необходимо добавить присадочный металл с низкой температурой плавления.
В отличие от расходуемых электродов неплавящиеся электроды выполнены катодными, а свариваемая деталь — анодом.
Газовая вольфрамовая дуговая сварка — это один из методов дуговой сварки, в котором используется неплавящийся электрод из вольфрама или инертного и отдельного наполнителя.
Правила безопасности при дуговой сварке
Хотя аппарат для дуговой сварки является одним из наиболее широко используемых сварочных устройств, при неправильном использовании он может вызвать серьезные травмы.
Следуя некоторым основным правилам, операторы могут быть защищены от травм, а риск несчастных случаев может быть значительно снижен.
- Надевайте соответствующую защитную одежду — наиболее важно защищать глаза, надевая сварочную маску во время работы.Также необходимо постоянно носить перчатки и одежду с длинными рукавами, чтобы прикрыть открытые участки кожи.
- Прочтите руководство по технике безопасности — Если вы никогда раньше не пользовались дуговой сваркой, это просто необходимо. Даже опытным операторам рекомендуется всегда обращаться к руководству, чтобы узнать больше о предупреждающих этикетках и другой важной информации об оборудовании.
- Не прикасайтесь к электроду и не работайте без электрододержателя и избегайте любого контакта с внутренними цепями, пока устройство заряжено.
- Поддерживайте свое оборудование и проверяйте наличие неисправных деталей- Чрезмерное использование машины может привести к повреждению из-за перегрева, поэтому знайте, когда дать машине отдохнуть. Также проверьте кабели на предмет износа.
- Обеспечьте надлежащую вентиляцию рабочего места.
- Держите свое рабочее место в чистоте и порядке, чтобы не было беспорядка. Место, где вы устанавливаете рабочее место, должно быть сухим и свободным от вредных элементов.
Заключительные мысли
В заключение этого поста мы хотели бы напомнить нашим читателям, что важно знать все, что можно узнать о дуговой сварке, прежде чем пытаться управлять дуговой сваркой, потому что для безопасного и успешного проведения процесса необходимо должен быть высококвалифицированным и иметь максимальные знания о выполняемых работах.
Начиная с покупки подходящего сварочного аппарата и заканчивая завершением сварочного проекта, требуется много планирования и усилий, поэтому, если вы действительно заинтересованы в дуговой сварке, будьте готовы потратить много времени и сначала изучить основные основы процесса сварки. .
Связанное сообщение Вам может понравиться
Безопасность дуговой сварки для инструкторов и руководителей
Цель: Использование безопасных методов дуговой сварки.
Записка инструктораПри сварке важно соблюдать меры предосторожности.Сварка сопряжена с множеством опасностей. Для этого модуля:
|
Фон
Дуговая сварка включает сварку в среде защитного металла, сварку в среде защитного газа и контактную сварку.Оборудование для дуговой сварки различается по размеру и типу, поэтому важно прочитать рекомендации производителя и следовать им.
Общие правила техники безопасности при дуговой сварке
- Прочтите все предупреждающие таблички и инструкции по эксплуатации, особенно если вы впервые используете оборудование.
- Правильная защита глаз обязательна.
- Перед началом любой сварки полностью осмотрите сварщика.
- Удалите все потенциальные источники опасности возгорания в зоне сварки.
- Всегда имейте при себе огнетушитель.
- Оборудовать сварочные аппараты выключателями питания для быстрого отключения.
- Перед ремонтом отключите питание машины.
- Очень важно правильно заземлить сварочные аппараты.
- нельзя использовать, если они имеют:
- Ослабленные кабельные соединения
- Неисправные губки
- Плохая изоляция
- Удалите стержни, когда работа будет закончена.
- Не зажигайте дугу, если поблизости находится кто-то без надлежащей защиты глаз.
Держатели электродов
Средства индивидуальной защиты
- Инфракрасное излучение может обжечь сетчатку. Это также может вызвать катаракту. Защитите глаза и лицо правильно подобранным сварочным шлемом с фильтрующей пластиной соответствующего класса.
- Защитите свое тело от сварочных брызг и вспышки дуги с помощью защитной одежды, например:
- Шерстяная одежда
- Огнестойкая куртка
- Фартук огнестойкий
- Перчатки
- Правильно подобранная одежда — не потертая и не изношенная
- Рубашки с длинным рукавом
- Брюки прямого кроя, закрывающие обувь
- Огнестойкая накидка или наплечные чехлы для работы над головой
- Проверяйте защитную одежду перед каждым использованием, чтобы убедиться, что она в хорошем состоянии.
- Не допускайте попадания на одежду смазки и масла.
Правильная вентиляция
Иногда рабочие занимаются сваркой в ограниченном пространстве с препятствиями для движения воздуха. Убедитесь, что имеется соответствующая вентиляция. Естественные сквозняки, вентиляторы и расположение головы могут помочь избежать попадания дыма на лицо сварщика.
Когда достаточно естественной вентиляции?
- Если в помещении или в зоне сварки на каждого сварщика имеется не менее 10 000 кубических футов.
- Если высота потолка не менее 16 футов.
- Если перегородки, оборудование или другие структурные барьеры не блокируют поперечную вентиляцию.
- Если сварка не производится в замкнутом пространстве.
Если требования к естественной вентиляции не выполняются, необходимо механически проветрить территорию. Вентиляция должна выпускать не менее 2000 кубических футов воздуха в минуту на каждого сварщика, за исключением:
- Где используются местные вытяжные шкафы или кабины.
- Где используются воздушные респираторы.
Как избежать поражения электрическим током
Поражение электрическим током может убить.Для предотвращения поражения электрическим током:
- Используйте хорошо изолированные держатели электродов и кабели.
- Электрододержатель или жало должно быть в хорошем состоянии, без трещин или отсутствующей изоляции.
- Ни в коем случае не оставляйте сварочный электрод в держателе электрода или в жале, когда не работаете.
- Убедитесь, что сварочные кабели сухие и не содержат смазки и масла.
- Держите сварочные кабели вдали от кабелей питания.
- Надевайте сухие перчатки без дырок.
- Одежда также должна быть сухой.
- Изолируйте сварщика от земли с помощью сухой изоляции, такой как резиновый коврик или сухие деревянные доски.
- Заземляющие станины сварочных агрегатов.
- Никогда не меняйте электроды голыми руками или влажными перчатками.
Просмотрите эти важные моменты
- Важно использовать надлежащие средства индивидуальной защиты.
- Поражение электрическим током может быть смертельным.
- Если вентиляции недостаточно, зону сварки следует проветрить механически.
- Всегда имейте при себе огнетушитель, готовый к немедленному использованию.
Об этих модулях
В состав группы авторов обучающих модулей серии «Пейзаж и садоводство» входят Ди Джепсен, директор программы по безопасности и охране здоровья в сельском хозяйстве, Расширение Университета штата Огайо; Майкл Вонакотт, специалист-исследователь, профессиональное образование; Питер Линг, специалист по теплицам; и Томас Бин, специалист по безопасности сельского хозяйства. Модули были разработаны при финансовой поддержке Управления по охране труда, США.S. Министерство труда, номер гранта 46E3-HT09.
Любые мнения, выводы, выводы или рекомендации, выраженные в этой публикации, принадлежат авторам и не обязательно отражают точку зрения Министерства сельского хозяйства США или Министерства труда США.
Ключ ответа
1. Т
2. Т
3. F
4. F
5. Т
Тест: Безопасность дуговой сварки
Имя ____________________________________
Верно или нет?
1.Все источники возгорания должны быть удалены из зоны сварки. Т Ф
2. Используйте естественные сквозняки или вентиляторы, чтобы пары не попадали на лицо. Т Ф
3. Защита глаз не всегда нужна. Т Ф
4. Допускается использование держателей электродов при ослабленных кабельных соединениях. Т Ф
5. Электроды нельзя менять голыми руками или влажными перчатками.