Как правильно варить металл электросваркой: делаем самостоятельно
Металлические конструкции соединяют двумя способами: разъемным – с помощью винтового крепежа, и неразъемным – с помощью сварки. Второй способ надежнее и долговечнее, его часто предпочитают первому, когда в необходимости разбирать конструкцию нет нужды. В собственном доме, особенно ещё строящемся или благоустраиваемом, потребность в сварочных работах возникает часто, поэтому многим хотелось бы знать, как правильно варить металл самостоятельно, чтобы не искать специалиста для мелких работ.
На сварку двух труб времени уйдет гораздо меньше, чем на поиск сварщика
Выбор аппарата для бытовой сварки
Видов сварки сегодня очень много. Но большинство из них предназначены для специальных работ или рассчитаны на промышленные масштабы. Для бытовых нужд вряд ли потребуется овладевать лазерной установкой или электронно-лучевой пушкой. Да и газовая сварка для начинающих – не самый лучший вариант.
Самый простой способ расплавить металл для соединения деталей – точечно воздействовать на него высокой температурой электрической дуги, возникающей между элементами с разными зарядами.
Электрическая дуга
Именно этот процесс обеспечивают аппараты для электродуговой сварки, работающие от постоянного или переменного тока:
- Сварочный трансформатор варит переменным током. Для новичка такой аппарат вряд ли подойдет, так как работать с ним сложнее из-за «скачущей» дуги, для управления которой нужен немалый опыт. К другим минусам трансформаторов можно отнести негативное влияние на сеть (вызывает скачки напряжения, которые могут привести к поломке бытовой техники), сильный шум при работе, внушительные габариты прибора и большой вес.
Сварочный трансформатор
- Инвертор имеет множество преимуществ перед трансформатором.
 Он вызывает электродугу постоянным током, она не «скачет», поэтому процесс сварки проходит более спокойно и контролируемо для сварщика и без последствий для домашней техники. Кроме того, инверторы компактны, легки и практически бесшумны.
Он вызывает электродугу постоянным током, она не «скачет», поэтому процесс сварки проходит более спокойно и контролируемо для сварщика и без последствий для домашней техники. Кроме того, инверторы компактны, легки и практически бесшумны.
 Он вызывает электродугу постоянным током, она не «скачет», поэтому процесс сварки проходит более спокойно и контролируемо для сварщика и без последствий для домашней техники. Кроме того, инверторы компактны, легки и практически бесшумны.
Он вызывает электродугу постоянным током, она не «скачет», поэтому процесс сварки проходит более спокойно и контролируемо для сварщика и без последствий для домашней техники. Кроме того, инверторы компактны, легки и практически бесшумны.Поэтому если перед вами стоит задача, как научиться варить электросваркой, то лучше всего приобрести инверторный аппарат.
Сварочный инвертор
Что ещё необходимо иметь
Сварочный аппарат без электродов – совершенно бесполезный агрегат. Электроды – это расходный материал, они тоже бывают разными: плавящимися и неплавящимися, металлическими (из стали, меди и других металлов) и неметаллическими, в виде проволоки или жесткого стержня, с разным защитным покрытием и т.д.
Тем, кто задался вопросом, как правильно варить сваркой электродами, начинать лучше всего со стальных универсальных стержней толщиной 3 мм или 4 мм. Диаметр указан на упаковке, выбрать нужные будет несложно. Освоив работу с ними, можно будет переходить на другие виды, но вряд ли они будут востребованы в быту.
Электроды для инвертора
Помимо расходных материалов для сварки обязательно потребуется маска сварщика. Работать без неё категорически нельзя, иначе можно быстро получить ожог роговицы глаз и много других проблем со зрением. Лучшими считаются маски со стеклом-хамелеоном. Вернее, с автоматическим светофильтром, реагирующим на изменения освещенности и защищающим глаза от вредного излучения.
Также желательно обзавестись подходящей одеждой, обувью и перчатками, которые не прожигаются искрами и в случае чего смогут защитить от удара током.
Из инструментов понадобится молоток для сбивания окалины со шва, а также всевозможные тиски, зажимы и магнитные уголки, с помощью которых можно фиксировать свариваемые детали в нужном положении.
Минимальный набор для начинающего сварщика
Азы сварочных работ
Чтобы вызвать образование электрической дуги, нужно, чтобы соприкоснулись два разнозаряженных токопроводящих элемента. Одним из них, отрицательным, выступает электрод, а другим свариваемая поверхность, к которой подсоединяется металлический зажим, кабель от которого подключен положительному выходу инвертора.
Одним из них, отрицательным, выступает электрод, а другим свариваемая поверхность, к которой подсоединяется металлический зажим, кабель от которого подключен положительному выходу инвертора.
Сварка электродом обусловлена расплавлением металла теплом, выделяемым дугой. Чтобы шов получился ровным, она не должна прерываться. Итак, для начала работы необходимо установить электрод, настроить инвертор, зажечь дугу и научиться её контролировать.
Установка электрода
Инверторный аппарат снабжен двумя кабелями. На конце одного из них закреплен зажим-прищепка, которым он цепляется за металлическую деталь. А второй кабель оснащен держателем для электрода, который может быть винтовым или пружинным.
Сварочные кабели
У винтового держателя нужно открутить головку на ручке, а после установки электрода в гнездо снова закрутить её. С пружинным проще: достаточно нажать на клавишу, чтобы открыть гнездо.
Подключение сварочного аппарата
Сварочные кабели подключаются к инвертору через специальные выходы на корпусе прибора с разной полярностью. К какому из них присоединить зажим, а к какому электрод, зависит прежде всего от свариваемых материалов. С этим моментом нужно разобраться, чтобы понять, как правильно варить сваркой, и не путаться:
- Стандартное подключение для сварки стальных деталей – минус на кабель массы с электродом, а плюс на кабель с зажимом. Оно носит название прямой полярности и подходит для большинства соединений, требующихся в быту. Прямая полярность обеспечивает классическое движение электронов от минуса к плюсу, при котором они передают металлу значительную часть энергии и лучше нагревают его.
- Если выполнить подключение зажима на минус, а электрода на плюс, получим обратную полярность с меньшей степенью нагрева. Что бывает необходимо при сварке изделий из нержавеющей стали и в некоторых других случаях.
Стрелочками на схеме указано направление движения электронов
Совет! Овладевать азами сварки лучше всего на деталях из «черного» металла, используя подключение с прямой полярностью.

Теперь можно включать аппарат в сеть и приступать к работе.
Зажигание электрической дуги
Перед тем как научиться варить сваркой, нужно вызвать появление дуги, для чего осуществляют кратковременный контакт электрода с металлической деталью. Сделать это можно двумя способами: впритык и чирканьем:
- Розжиг впритык заключается в постукивании по металлу кончиком подключенного электрода.
- Зажигание дуги чирканьем выполняется аналогично тому, как зажигается спичка о коробок.
Преимуществ ни у одного из этих способов нет – каждый делает так, как ему больше нравится и удобно.
Наглядно способы розжига электродов показаны в видео:
Главное, чтобы движения были достаточно быстрыми, а контакт кратковременным, иначе электрод «прилипнет» к металлу. Особенно часто это случается с новыми, ещё не побывавшими в работе электродами.
В то же время частично израсходованный электрод может не зажечься сразу из-за образовавшегося на его кончике наплыва от расплавленного защитного покрытия. Его проще отбить методом постукивания.
Непосредственно к тому, как правильно варить электросваркой, можно переходить после уверенного овладения навыком возбуждения дуги. Но для начала стоит разобраться, что происходит или должно происходить в процессе. Без этого двигаться дальше не получится.
Анализ сварочного процесса
В месте возникновения сварочной дуги температура сильно повышается, в результате чего начинает плавиться металл и свариваемых деталей, и самого стержня электрода. Жидкий расплавленный металл заполняет собой выжженное углубление, которое на профессиональном языке зовется сварной ванной.
Схематичное изображение процесса электродуговой сварки
Одновременно разрушается и защитное покрытие электрода, выполняя свою функцию: часть покрытия плавится, превращаясь в шлак, который закрывает собой свежий стык и препятствует контакту металла с кислородом, а также сохраняет под собой высокую температуру. А другая часть переходит в газообразное состояние, создавая вокруг сварной ванны защитную атмосферу, и тоже не пропуская к ней кислород воздуха.
А другая часть переходит в газообразное состояние, создавая вокруг сварной ванны защитную атмосферу, и тоже не пропуская к ней кислород воздуха.
Все это хорошо видно на замедленной съемке:
Шлаковую корку со сварного шва отбивают постукиванием молотка после того, как он остынет.
Важные нюансы
Основной секрет, как правильно сварить две детали и получить ровный шов, заключается в том, чтобы при перемещении электрода шлак успевал покрывать всю поверхность расплавленного металла. А это зависит от скорости перемещения, угла наклона электрода и траектории его движения. Немалое значение имеет и сила тока.
Универсальный рабочий угол наклона составляет 30-60 градусов относительно вертикали. При этом:
- двигая электрод углом вперед (от себя), удобно делать любые вертикальные, горизонтальные и круговые швы;
- углом назад (к себе) – сваривать угловые соединения;
- вертикальное положение электрода допускается только при сварке в труднодоступных местах;
- угол больше 60 градусов сильно растягивает сварную ванну, а металл свариваемых деталей при этом прогревается хуже. Его обычно используют, когда нужно обрезать излишки или подправить грубый шов.
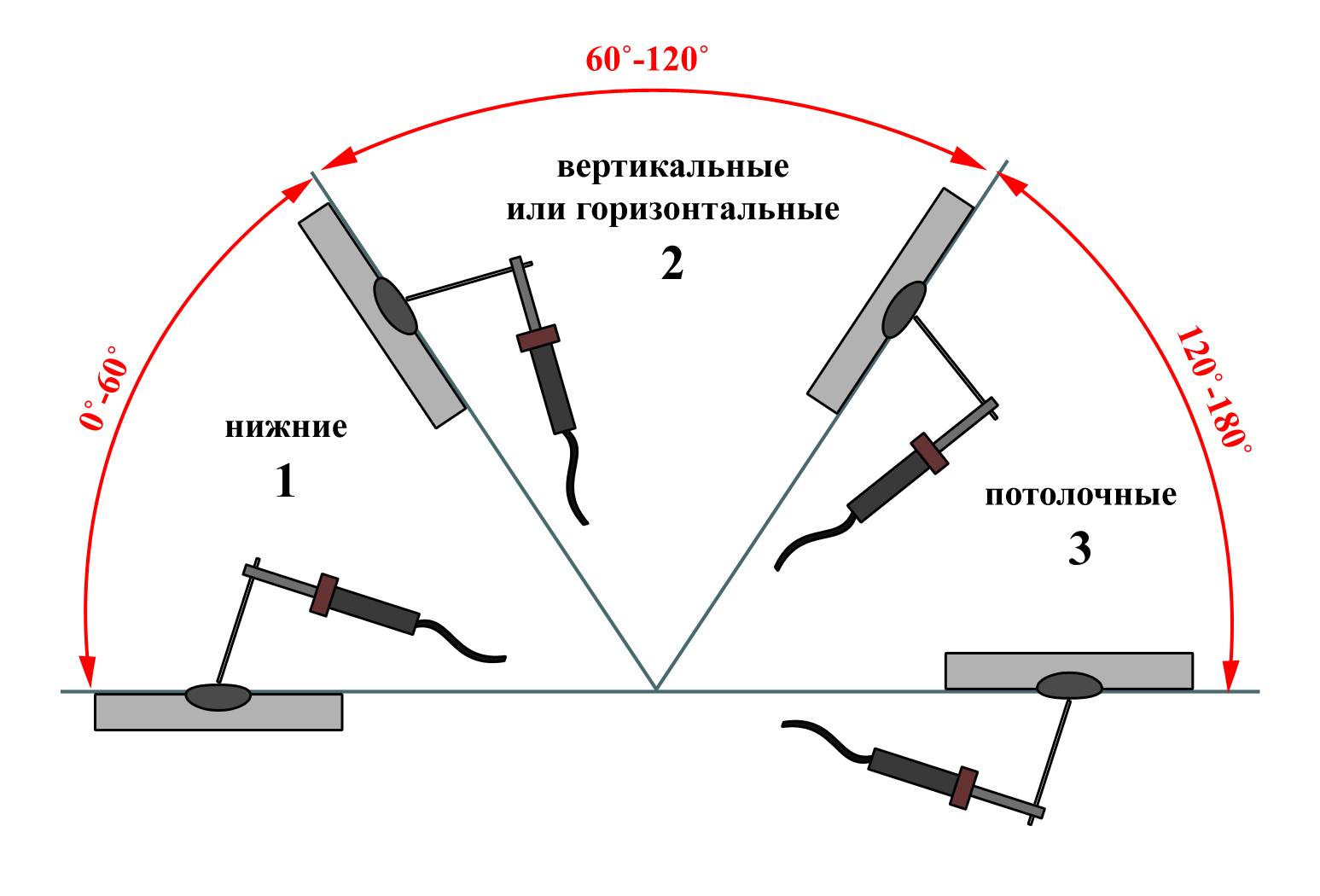 Его обычно используют, когда нужно обрезать излишки или подправить грубый шов.
Его обычно используют, когда нужно обрезать излишки или подправить грубый шов.Влияние угла наклона электрода на форму сварной ванны
Скорость сварки определяется экспериментально: нужно следить, чтобы форма и размеры сварной ванны оставались стабильными, не вытягивались и не расплывались. Очень важно при этом удерживать электрод на одинаковом расстоянии от поверхности – в 3-5 мм от неё. Причем по мере выжигания и углубления ванны его необходимо чуть опускать, а при переходе на следующий участок снова приподнимать, стараясь не выходить из указанных пределов.
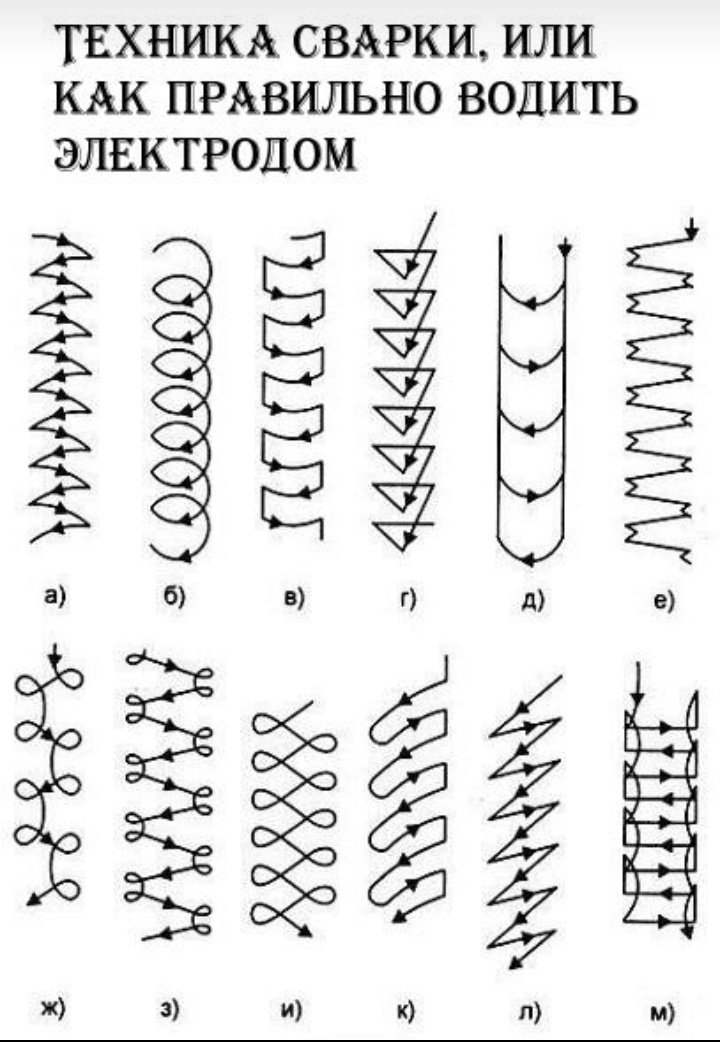
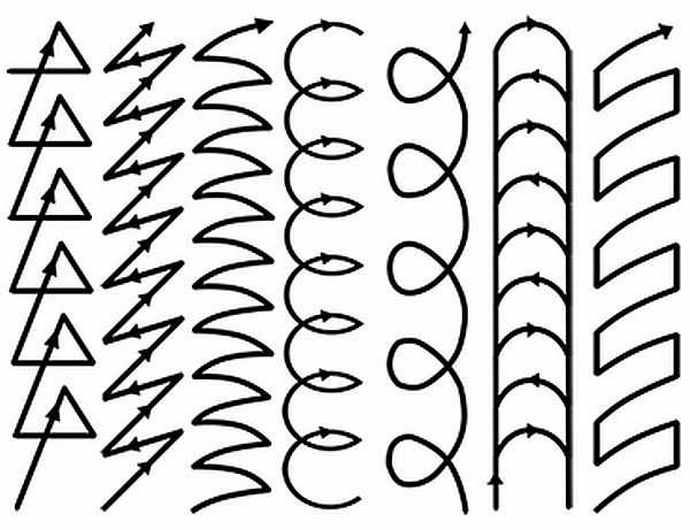
Чтобы соединить кромки двух деталей, нужно добиться проникновения их частиц друг в друга. Для этого электрод должен двигаться не по прямой линии, а по определенной траектории, совершая колебания из стороны в сторону. Эта траектория может напоминать елочку, лесенку, восьмерки, связанные треугольники и т.п.
Варианты движений кончика электрода во время сварки
Показания счетчика за электроэнергию: передаем данные по телефону и онлайн
Результатом должен стать ровный валик из наплавленного металла с одинаковой по всей длине высотой и шириной. Чтобы добиться этого, нужно немало тренироваться, отрабатывая движения и регулируя силу тока. Потому что есть разница, как варить сваркой тонкие листы, толстостенные трубы или другие изделия.
Чтобы добиться этого, нужно немало тренироваться, отрабатывая движения и регулируя силу тока. Потому что есть разница, как варить сваркой тонкие листы, толстостенные трубы или другие изделия.
Изначально она подбирается по таблице и зависит от того, какую толщину имеют свариваемые детали.
| Толщина деталей, мм | Сила тока, А |
| 1-2 | 25-50 |
| 3 | 100-140 |
| 4-5 | 160-200 |
| 6-12 | 220-280 |
Это приблизительные значения, и даны они для сварки, когда электрод направлен вниз. При выполнении вертикальных или потолочных швов силу тока уменьшают на 10-20%.
Обратите внимание! Чем тоньше свариваемая кромка, тем меньшего диаметра берут электроды, и наоборот.
 «Тройка» подходит для материалов самой ходовой толщины от 2 до 5 мм.
«Тройка» подходит для материалов самой ходовой толщины от 2 до 5 мм.Но при скачках напряжения в сети установленной силы тока может не хватать для нормального течения процесса в отработанном режиме. Тогда приходится снижать скорость перемещения электрода или использовать другую траекторию движения, чтобы проходить по одному месту не один раз.
Все это довольно трудно описать словами – нужно пробовать и добиваться удовлетворительных результатов.
В этом очень поможет обучающее видео:
Совет! Учиться варить лучше всего не на стыках, а на плоскости, отрабатывая скорость, траекторию, уровень и угол наклона. Воображаемый стык на металлической пластине можно начертить мелом и укладывать вдоль него сварной валик до тех пор, пока он не будет получаться хорошо.
Сварка элементов
Уверенно освоив азы сварочного процесса, можно переходить к соединению элементов в единую конструкцию.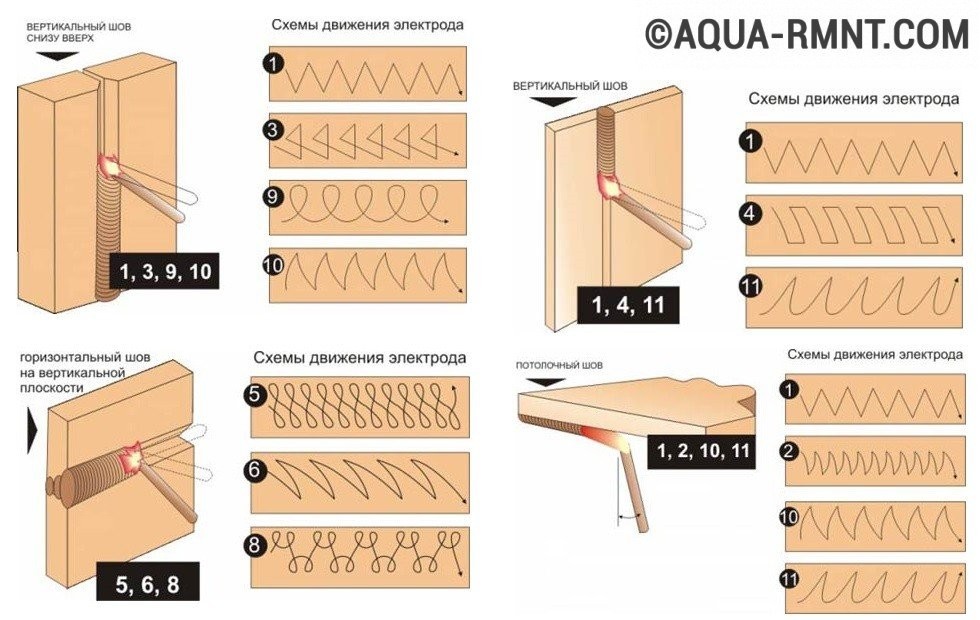 И здесь тоже есть свои тонкости, связанные с реакцией металла на такое воздействие.
И здесь тоже есть свои тонкости, связанные с реакцией металла на такое воздействие.
В первую очередь нужно правильно оценивать длину шва и добиваться того, чтобы он не тянул соединяемые детали на стыках. Для этого их обязательно фиксируют в заданном положении с помощью струбцин или другими способами. А чтобы закрепить фиксацию, прихватывают поперечными швами в нескольких местах. И лишь потом обваривают.
Порядок сварки зависит от длины стыка. В одном направлении и в один заход можно варить лишь короткие швы длиной до 300 мм. Если это расстояние больше, необходимо компенсировать возникающие напряжения, накладывая швы небольшими отрезками.
Схемы выполнения швов в зависимости от длины
Не слишком красивые швы по окончании работы можно аккуратно срезать и отшлифовать болгаркой.
Какой котел лучше для частного дома 150 кв м: существующие разновидности и способы подключения
Заключение
Теперь вы имеете представление о том, как научиться варить электросваркой самостоятельно. Но в этом деле знать теорию – это практически не знать ничего. Нужна практика, отработка движений до автоматизма, а самое главное – выработка особого чутья, которое подскажет, когда нужно опустить электрод чуть ниже, когда изменить его угол или увеличить силу тока. Все это приходит со временем. Но нужно быть готовым к тому, что как минимум одна пачка электродов уйдёт на тренировки.
Но в этом деле знать теорию – это практически не знать ничего. Нужна практика, отработка движений до автоматизма, а самое главное – выработка особого чутья, которое подскажет, когда нужно опустить электрод чуть ниже, когда изменить его угол или увеличить силу тока. Все это приходит со временем. Но нужно быть готовым к тому, что как минимум одна пачка электродов уйдёт на тренировки.
Как правильно варить сваркой: технология, сила тока
Хороший обобщающий материал способен сэкономить начинающему сварщику много времени, поможет обойтись без специальных курсов. Научиться правильно варить сваркой не сложно, для этого потребуется знание теории и некоторое количество практики.
Без знания теории овладеть сваркой невозможно, так как:
- Качественного шва не получится.
- Можно получить повреждения или травмировать других людей.
- Можно вывести оборудование из строя.
Электросварка — соединение металлических деталей сплавлением электрической дугой.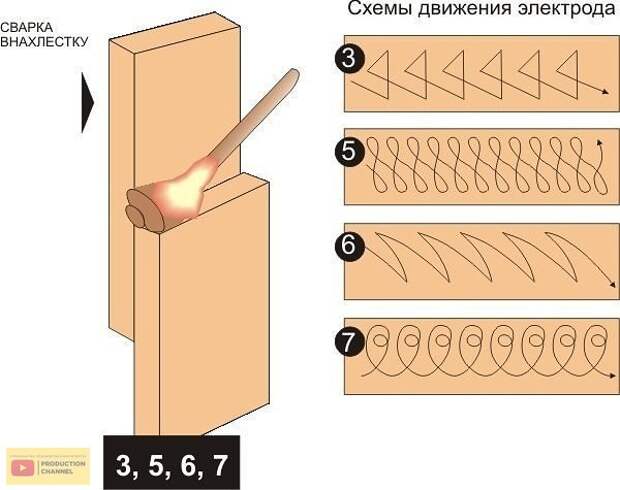 Электрический ток, пропущенный через зазор между электродом и металлом, вызывает огромную температуру, расплавляет кромки, переносит металл из электрода в шов. Получается, что две металлические поверхности соединены монолитно.
Электрический ток, пропущенный через зазор между электродом и металлом, вызывает огромную температуру, расплавляет кромки, переносит металл из электрода в шов. Получается, что две металлические поверхности соединены монолитно.
Техника безопасности
Электросварка популярна. Небольшой по габаритам аппарат способен герметично соединить детали в любых пространственных положениях, сварка идет быстро и управляемо. При работе следует помнить о рисках для здоровья:
- Травма глаз. Сварочная дуга излучает световую энергию, которая может обжечь роговицу глаза, отпечататься на сетчатке. Ощущение песка под веками, сложно моргнуть, припухлости — эти симптомы проходят довольно долго. Защитить глаза поможет маска со специальным стеклом, перед зажжением дуги предупреждайте окружающих возгласом: «Глаза!»
- Поражение электрическим током. Электрическая дуга — пропуск электрического тока через зазор между электродом и металлом. Чем больше сила тока, тем ярче дуга. Но если этот ток пройдет через тело человека, он умрет. Чтобы избежать поражения электрическим током, нужно:
- Следить за целостностью оплетки кабелей, изоляцией держака.
- Использовать качественные изолированные держаки, не хватать голыми руками держак за оголенные части.
- При постоянной работе обувать спецобувь с прорезиненной подошвой.
- Ожоги кожи. Ультрафиолет дуги и летящая во все стороны окалина травмируют кожу. Чтобы избежать проблем, используйте защитные перчатки — краги. Одеваться стоит только в хлопчатобумажную или специально пропитанную одежду — сварочную робу, джинсы. Для защиты рук применяются хлопчатобумажные рукавицы или сварочные краги. При сварке оголенных участков кожи быть не должно.
- Отравление газами. Все работы должны проводиться в проветриваемом помещении, под вытяжкой или на свежем воздухе. Полезным будет применение фильтрующих полумасок или респираторов.
 Чтобы избежать поражения электрическим током, нужно:
Чтобы избежать поражения электрическим током, нужно:Виды электросварки
Выделяют несколько основных направлений:
- MMA. Сварка электродом в защитной обмазке. Универсальная технология, позволяющая получить отличный шов в любых пространственных положениях. Используются простые аппараты преобразования переменного тока в постоянный, трансформаторного или инверторного типа. Сила тока зависит от толщины сплавляемого металла и используемого электрода, колеблется от 30 до 200 Ампер. Электрод — пруток металла, покрытый обмазкой. При сварке обмазка расплавляется и защищает расплав от воздуха.
- MIG. Сварка в среде защитного газа. В качестве электрода используется проволока, подаваемая в сварочную ванну с постоянной скоростью. В зону сварки через шланг подается углекислый газ или смесь газов. Они вытесняют кислород и защищают сварочный шов. Преимущества такого вида сварки — отсутствие шлака, высокое качество шва, возможность варить тонкий металл.
- TIG. Сварка цветных металлов в среде защитного газа при помощи неплавящегося электрода. Широко применяется для соединения цветных металлов и сплавов.
Есть несколько видов различных технологий, применяемых в автомобилестроении или судостроении. Они требуют особой квалификации сварщика. Навыки наплавления или ручной подачи проволоки в сварочную ванну специфичны и доступны сварщикам высших разрядов.
Технология сварочных работ
Сварочные работы — соединение металлических деталей расплавлением кромок и добавлением присадочного металла. В итоге образуется сварочный шов, кромки прочно соединены.
Признаки качественного шва:
- Провар. Металл сварочного шва должен проникнуть на всю толщину. В процессе сварки равномерно расплавляются кромки, если расплавлять одну сторону, валик получится неравномерным.
- Однородность. Стык должен состоять из сплошного металла, без включения шлака или раковин. Пропуски и непроплавы не допускаются.
- Прочность. После остывания шва могут образовываться микротрещины.
- Отсутствие подрезов. Слишком сильная дуга «подрезает» края деталей, ослабляя их.
- Выпуклая равномерная форма. Браком считается как излишне толстый валик, так и вогнутый. Это свидетельствует о неправильно выбранной силе тока.

Шов должен быть однородным, без излишних «чешуек», наплывов, изгибов. Ширина шва определяется из толщины свариваемых деталей. Слишком узкий окажется непрочным, широкий — ослабит изделие.
Перед соединением деталей нужно:
- Определить вид соединения — встык, внахлест, угловое, тавровое соединения.
- Определить пространственное положение — вертикальное, горизонтальное, потолочное.
- Оценить толщину свариваемых деталей.
- Выбрать электрод. Толщина зависит от глубины шва.
- Определить силу тока. На пачках приводятся примерные рекомендуемые таблицы, но ориентироваться стоит на личные ощущения. Силу тока лучше выбирать максимально возможную, но не прожигать металл. Сила тока на потолочных соединениях ниже, чем на горизонтальных.
- Подготавливаем детали — на толстых делаем фаску, выставляем зазор прихватками. Очищаем детали от ржавчины и краски.

Учимся варить электросваркой
Подготовив детали к свариванию, выставив примерно силу тока и надев спецодежду, можно готовиться к проведению непосредственно сварки.
Подключаем аппарат.
- Подключаем провода к сварочному аппарату. Обычно пользуются «обратным» подключением — минус (масса) присоединяется к свариваемой поверхности, плюс — к держаку. Прямое подключение используется при рекомендациях производителей электродов.
- Проверяем держак. Он может быть самодельным или заводского изготовления. Главные требования — прочность фиксации электрода, возможность быстрой замены, отсутствие частей под напряжением, теплоизолированность рукояти. Плохой контакт держака и кабеля вызывает повышенное сопротивление и нагрев, отгорание изоляции.
- Подключаем массу. Простейший способ — приварить ее к металлу, но лучше использовать зажимные клещи или магнитную массу.
- В зависимости от пространственного положения, важно выбрать угол подключения электрода к держаку. Обычно электрод должен быть направлен под углом 45 градусов к свариваемой детали. От наклона электрода зависит глубина проплавления и высота валика шва.

Выбираем электроды
Есть технология самостоятельного изготовления: проволока окунается в жидкое стекло и обваливается в песке с добавлением присадок — буры, соды, солей. Сегодня в продаже есть различные виды электродов.
Разделяют электроды:
- С основным покрытием. Они тяжело поджигаются, но дают мало шлака. Их легко контролировать, качество шва высокое. Требуют хорошей подготовки сварщика.
- С рутиловым или кислотным покрытием. Дают больше шлака, требуют навыков. Легко поджигаются, шов лучше защищен. Плюс этого покрытия — меньшее образование газов при сварке, что хорошо сказывается на здоровье. При учебе лучше использовать именно этот вид.
 Они тяжело поджигаются, но дают мало шлака. Их легко контролировать, качество шва высокое. Требуют хорошей подготовки сварщика.
Они тяжело поджигаются, но дают мало шлака. Их легко контролировать, качество шва высокое. Требуют хорошей подготовки сварщика.Диаметр выбирается, исходя из толщины свариваемых деталей. Чем толще шов, тем выше сила тока, тем толще электрод. Оптимально применять, к примеру, электрод диаметром 3 миллиметра для сварки металла, толщиной 2 — 4 мм.
Зажигаем дугу
Начинающие сварщики сталкиваются со сложностью в начале. Зажечь дугу правильно можно несколькими способами:
- Чиркание. Простой способ, движение напоминает поджигание спички. Возникшая дуга удерживается и переводится в начало шва. Минус способа — наплывы и брызги металла вне дуги.
- Удар. На кончике электрода образуется пленка из шлака, дуга разгореться не может. Чтобы сбить шлак, нужно несколько раз легко стукнуть по поверхности. Возникшая искра дуги удерживается и переводится в начало шва. При этом методе электрод часто «залипает» — приваривается. Отрывать бесполезно, нужно его «выламывать» покачивающими движениями.
 Чтобы сбить шлак, нужно несколько раз легко стукнуть по поверхности. Возникшая искра дуги удерживается и переводится в начало шва. При этом методе электрод часто «залипает» — приваривается. Отрывать бесполезно, нужно его «выламывать» покачивающими движениями.
Чтобы сбить шлак, нужно несколько раз легко стукнуть по поверхности. Возникшая искра дуги удерживается и переводится в начало шва. При этом методе электрод часто «залипает» — приваривается. Отрывать бесполезно, нужно его «выламывать» покачивающими движениями.Зажженная дуга образует сварочную ванну. При начале сварки делаем небольшое круговое движение — размешиваем ванну.
Чтобы следов от зажигания дуги на детали не осталось, пользуемся следующими лайфхаками:
- Чиркаем по шву, зажигаем дугу и переводим ее в начало шва. Движения не выходят за пределы шва, а следы поджига дуги завариваются.
- Используем стартовую пластину. Поджигать электрод и начинать сварку можно на куске металла, пристыкованном к началу шва. После стартовая пластина отламывается или срезается.
Выбираем силу тока
Чтобы получить управляемую сварочную ванну, нужно правильно определить силу тока. Она зависит от:
- Соотношения диаметра электрода к толщине свариваемого металла.
- Пространственного положения.
- Скорости движений сварщика.

Перед началом работы проваривается тренировочный шов. Правильно выбранная сила тока определяется по характеру ванны.
| Малая сила тока | Большая сила тока |
|---|---|
| Если дуга не поддерживается, гаснет, ванна получается узкая | Жидкая, неконтролируемая ванна, вытекающий металл, брызги вокруг шва, прожог |
Опытные сварщики ставят максимальные значения — это помогает варить быстрее.
Горизонтальные швы варятся при высокой силе тока, на вертикальных швах сила тока уменьшается на 10 — 15 %, потолочные швы требуют снижения на 20 — 30 % относительно горизонтальных.
Держим электрод правильно
На качество шва большое влияние оказывает длина дуги, траектория движения, скорость сварки и угол ведения электрода.
Движения электрода
- Возвратно-поступательные движения вдоль шва. Дают узкий шов с хорошим прогревом. Можно применять при соединении тонких деталей с небольшим зазором.
- Поперечные колебательные. У каждого сварщика есть свои «фирменные» предпочтения и привычки — кто-то ведет полумесяцем, кто-то «восьмеркой», Z-образное, многовитковое колебание. Применяется, если нужно получить широкий шов, при большом зазоре или заварке фасок. Правило — чем толще деталь, тем дольше нужно задерживаться на ее краях, чтобы хорошо прогреть.
 Можно применять при соединении тонких деталей с небольшим зазором.
Можно применять при соединении тонких деталей с небольшим зазором.Длина дуги
Частая ошибка начинающих сварщиков — несоблюдение длины дуги. «Короткая» дуга не прогреет металл, шов может получиться пористым и неравномерным. «Длинная дуга» перегреет металл, но разбрызгает металл на поверхности. Стык не получится, будет извилистым, неконтролируемым, с вкраплениями шлака и брызгами вокруг шва. Оптимально держать длину дуги 2-3 мм.
Скорость ведения сварки
Если варить слишком медленно, есть риск перегрева металла, прожига. Шов получится полукруглым, выпуклым.
Быстрое движение электрода приведет к непровару, прерывистому шву. Шов получится узкий, с включениями шлака и раковинами.
Шов получится узкий, с включениями шлака и раковинами.
Положение электрода
Классическая рекомендация начинающим сварщикам — держать электрод на протяжении всего шва под одинаковым углом.
Если держать перпендикулярно, будет излишний прогрев детали, что может привести к прожогу.
Малый угол наклона приведет к образованию раковин, контролировать при этом шов сложнее.
Лучше всего держать под углом 45 градусов.
Электрод не должен «толкать» шов, а «тащить» его. Это обеспечивает оптимальный прогрев, равномерность шва, контролируемость сварной ванны.
Варим правильно
Сваривание металла имеет много особенностей и сложностей. Главное при ведении шва — не прожигать металл, при этом проплавлять кромки.
Тонкий металл, корень шва деталей с зазором можно сваривать методом «в отрыв». Зажигается дуга, образуется сварочная ванна. Электрод резко поднимается, дуга гаснет, ванна начинает остывать и снова зажигается дуга в конце нее.
Сварка толстого металла, наплавка тела шва производится без отрыва. Зажигается дуга, сварочная ванна постепенно ведется вдоль шва. При необходимости совершаются колебательные движения.
Зажигается дуга, сварочная ванна постепенно ведется вдоль шва. При необходимости совершаются колебательные движения.
Если электрод закончился, очищаем шлак. В месте завершения ванны образуется впадина — кратер. Новая дуга размешивается в кратере предыдущей, и сварка идет дальше.
Дефектуем шов
После проведения сварки, шов обязательно очищается от шлака. Если сварка проведена хорошо, шлак отделяется одним ударом, легко. Плохой шов долго чистится, шлак хорошо держится за поры.
На какие дефекты нужно обратить внимание:
- Сплавление кромок. Оба края должны быть равномерно сплавлены.
- Подрезы. Края деталей при высокой силе тока расплавляются, получаются впадины. Это ослабляет металл.
- Раковины и шлаковые включения.
- Высота и ширина валика.
- Чешуйчатость валика.
Заключение
Чтобы научиться хорошо сваривать металл, нужно знать теорию и много практиковаться. Хорошо, если есть человек, способный указать начинающему сварщику на недочеты и способы их устранения. Это сформирует у сварщика правильные привычки, и швы будут всегда ровными, качественными. Немаловажным фактором является отношение сварщика к своему делу, желание получить более качественный шов, желание любоваться «маленьким солнцем» на кончике электрода.
Это сформирует у сварщика правильные привычки, и швы будут всегда ровными, качественными. Немаловажным фактором является отношение сварщика к своему делу, желание получить более качественный шов, желание любоваться «маленьким солнцем» на кончике электрода.
Как правильно варить электросваркой — как самостоятельно научится правильно варить вертикальные швы электросваркой, фото и видео уроки
Многие знают, что сварочный шов является наиболее надежным методом крепления деталей. Именно поэтому каждый мастер периодически пользуется сварочным аппаратом. Некоторые сами умеют варить металл, но чаще всего приходится обращаться за помощью к профессионалам. Однако находятся люди, которые хотят научиться этому ремеслу самостоятельно. Тем более что сегодня можно посмотреть видео, где даются уроки сварки и написано, как и что следует делать.
Подготовительный этап
Прежде чем приступать к самому процессу, необходимо приготовить оборудование. Потребуется:
- сварочный аппарат;
- щетка;
- молоток, чтобы сбивать шлак с поверхности металла;
- комплект электродов.

Защита — важная составляющая сварочного процесса. Нужно купить в магазине сварочную маску? рукавицы и одежду из плотной ткани.
Как проходит сварочный процесс
Все знают, что сварка — это процесс высокотемпературный. Под воздействием электрической дуги расплавляется основа и стержень, сделанный из металла. То есть, образуется так называемая сварочная ванна, где металл основы перемешивается с металлом электродным. Что касается величины образуемой ванны, то зависеть она будет от нескольких факторов:
- положения аппарата в пространстве;
- режима сварки;
- размеров кромки;
- скорости, с которой дуга перемещается.
При расплавлении покрытие электрода образует так называемую газовую зону, которая вытесняет весь кислород. Получается, что расплавленный металл не взаимодействует с воздухом, гарантируя более надежное крепление. Когда электрическая дуга удаляется, металл кристаллизуется и образует надежный вертикальный шов, который объединяет свариваемые детали. Шлаковый слой, как уже говорилось, удаляется при помощи молотка.
Шлаковый слой, как уже говорилось, удаляется при помощи молотка.
Основы электродуговой сварки
Если посмотреть видео, которое обучает основам электродуговой сварки, можно увидеть, что там очень большое внимание акцентируется на начале процесса. Действительно, очень важно научиться начинать сварочную работу, так как первый этап самый сложный.
Для начала нужно надежно закрепить деталь и поставить рядом ведро с водой. Очень важно соблюдать технику безопасности и помнить о том, что ни при каких обстоятельствах нельзя сваривать металл на деревянном полу.
Итак, сначала кабель изолируется, а затем заправляется в специальный держатель. Очень важно выставить на сварочном аппарате мощность тока, а потом зажечь дугу. Дальше нужно очень плавно провести ею по поверхности. После появления искры необходимо коснуться электродом металлической поверхности и поднять его на пять сантиметров.
Дуга зажжется только в том случае, если правильно все сделать. Очень важно следить, чтобы на протяжении всей работы удерживался пятимиллиметровый зазор. Если металл сваривать по всем правилам, электрод начнет выгорать. Именно поэтому его нужно периодически приближать к поверхности металла.
Если металл сваривать по всем правилам, электрод начнет выгорать. Именно поэтому его нужно периодически приближать к поверхности металла.
Может случиться такое, что электрод залипнет. Ничего страшного — достаточно легонько качнуть им в сторону. Иногда не зажигается дуга. Причин может быть много, в том числе и неисправность аппарата. Можно попробовать увеличить силу тока.
Если получается зажигать и удерживать дугу без посторонней помощи, самое время переходить к плавлению. После зажигания дуги нужно методом колебательных движений перемещать электрод по горизонтали. Возникнет ощущение, словно расплавленный металл гнется к центральной части дуги. Если это так, значит, получится крепкий вертикальный шов с едва заметными волнами.
После полного выгорания электрода работу необходимо на время прекратить. Следует поставить новый элемент, тщательно удалить шлак и продолжить процесс сваривания.
Чтобы увидеть наглядно, как правильно варить электросваркой, лучше посмотреть обучающее видео.
Траектория движения дуги
Важно обратить внимание на то, как движется дуга во время сваривания деталей. Траекторий всего три:
- продольная;
- поступательная;
- поперечная.
В первом случае происходит формирование сварочного ролика. Высота его зависит от толщины электрода и скорости его перемещения. Если делать поперечные перемещения, можно получить очень тонкий шов. Сразу сделать это не получится — нужно научиться.
Поступательная траектория предполагает перемещение сварочной дуги вдоль всей оси электрода. Это позволяет без особого труда поддерживать постоянную длину дуги.
Благодаря поперечному движению можно получить ту ширину шва, которая нужна. Сделать это можно путем медленных колебательных движений.
Следует отметить, что на практике сварщики используют все три этих движения. Они накладываются друг на друга и образуют заданную траекторию. Конечно, существуют классические варианты, но каждый мастер обладает своим неповторимым почерком. Самое главное, чтобы во время работы получался шов нужной формы.
Конечно, существуют классические варианты, но каждый мастер обладает своим неповторимым почерком. Самое главное, чтобы во время работы получался шов нужной формы.
Научиться сварке не так сложно, как кажется. Но если у кого-то нет желания или возможности самостоятельно осваивать премудрости этого ремесла, можно нанять специалистов. Лучшие сварщики зарегистрированы на сайте Юду. Этот поисковый сервис известен тем, что здесь всегда можно найти профессионалов для выполнения любой работы. С каждым исполнителем можно договориться о стоимости услуг в индивидуальном порядке.
Узнаем как будет правильно варить электросваркой? Узнаем как правильно варить вертикальный шов электросваркой. Узнаем как правильно варить металл электросваркой
Довольно часто требуется соединить металлические части или фрагменты деталей. Есть несколько способов для получения нужного результата. Чаще всего для соединения железных и стальных деталей применяют метод электросварки.
На чем он основан?
Как правильно варить электросваркой? Для того чтобы понять принцип, нужно вспомнить физику из школьной программы. Один из проводов сварочного аппарата подсоединяют к рабочей детали. При соприкосновении электрода с этой поверхностью возникает электрическая дуга. В месте соприкосновения образуется углубление, которое заливается расплавленным металлом по мере перемещения электрода. Края металлических частей тают под действием огромной температуры и превращаются в единое целое.
Один из проводов сварочного аппарата подсоединяют к рабочей детали. При соприкосновении электрода с этой поверхностью возникает электрическая дуга. В месте соприкосновения образуется углубление, которое заливается расплавленным металлом по мере перемещения электрода. Края металлических частей тают под действием огромной температуры и превращаются в единое целое.
Способы зажигания дуги
Обучаясь тому, как варить металл электросваркой, стоит узнать кое-что о самом методе. Расстояние и электрический высокотемпературный импульс между деталью и электродом называют дугой. Для создания таких условий существует два способа:
- В первом случае электродом (быстро прикасаясь) «чиркают» по железу, будто спичкой. Возникшую дугу нужно сохранять, ведя присадку в нескольких мм от рабочей поверхности металла.
- Во втором случае кончиком электрода нужно резко постукивать по заготовке.
Получившаяся дуга не должна погаснуть. Если это все-таки случилось, прежде чем продолжится электросварка, швы нужно очистить от окалины. Пренебрежение этим правилом ведет к образованию дыры.
Пренебрежение этим правилом ведет к образованию дыры.
Важность силы тока для сварки
Расчет силы тока, соответствующей толщине электрода, покажет на практике, как научиться варить электросваркой. При недостаточном токе электрод будет залипать, а дуга – гаснуть. При большом токе металл будет разбрызгиваться и гореть. Если пользоваться сварочным трансформатором, то электроду в 1 мм соответствует ток в 30-35 А. При пользовании сварочным инвертором электроду в 3 мм соответствует ток в 80 А. Если повышать силу тока, железо можно резать.
Электроды подбирают с учетом химического состава металла. Существуют несколько видов этого присадочного материала:
- стальные;
- биметаллические;
- чугунные;
- медные;
- латунные.
Все они маркированы индексом и цифрами, обозначающими то, для металла какой твердости и толщины предназначен каждый вид.
Обучаясь, как правильно варить электросваркой, нужно запомнить, что для получения качественных швов электроды должны соответствовать толщине металла.
Сварка плоских листов металла
Тонкий металл (от 1 до 3 мм) соединяют встык без зазоров и присадок, добиваясь хорошего совпадения выровненных краев.
Для лучшего прилегания стыков более толстых листов (от 3 до 8 мм) края должны быть обрезаны под прямым углом. Между листами оставляют зазор до 2 мм. Материал толщиной 8 мм соединяется двухсторонней сваркой. Для соединения более толстых плоскостей кромки обрезают со скосом.
С чего начинать учиться варить железо
Обучение тому, как правильно варить электросваркой, начинается с самых простых процессов.
- Приготовленные детали фиксируют на горизонтальной поверхности (на столе для сварки).
- Прихватками скрепляют их по краям и в центре.
- Нужно вставить в держатель новую присадку и прикрепить к детали зажим от массы.
- Вначале отрабатывают правильный наклон электрода (около 75 градусов) в направлении дуги. При этом нужно производить движения, которые как бы сгребают расплавленный металл в место стыка.
- Конец электрода должен приходиться на центр шва. Благодаря соблюдению угла наклона капли равномернее стекают с раскаленного электрода и ровным качественным валиком образуют сварочный шов.
- После остывания заготовки нужно отбить шлак с поверхности детали.

Раз за разом, по мере приобретения опыта, швы будут получаться все ровнее и аккуратнее.
Как сделать вертикальный шов
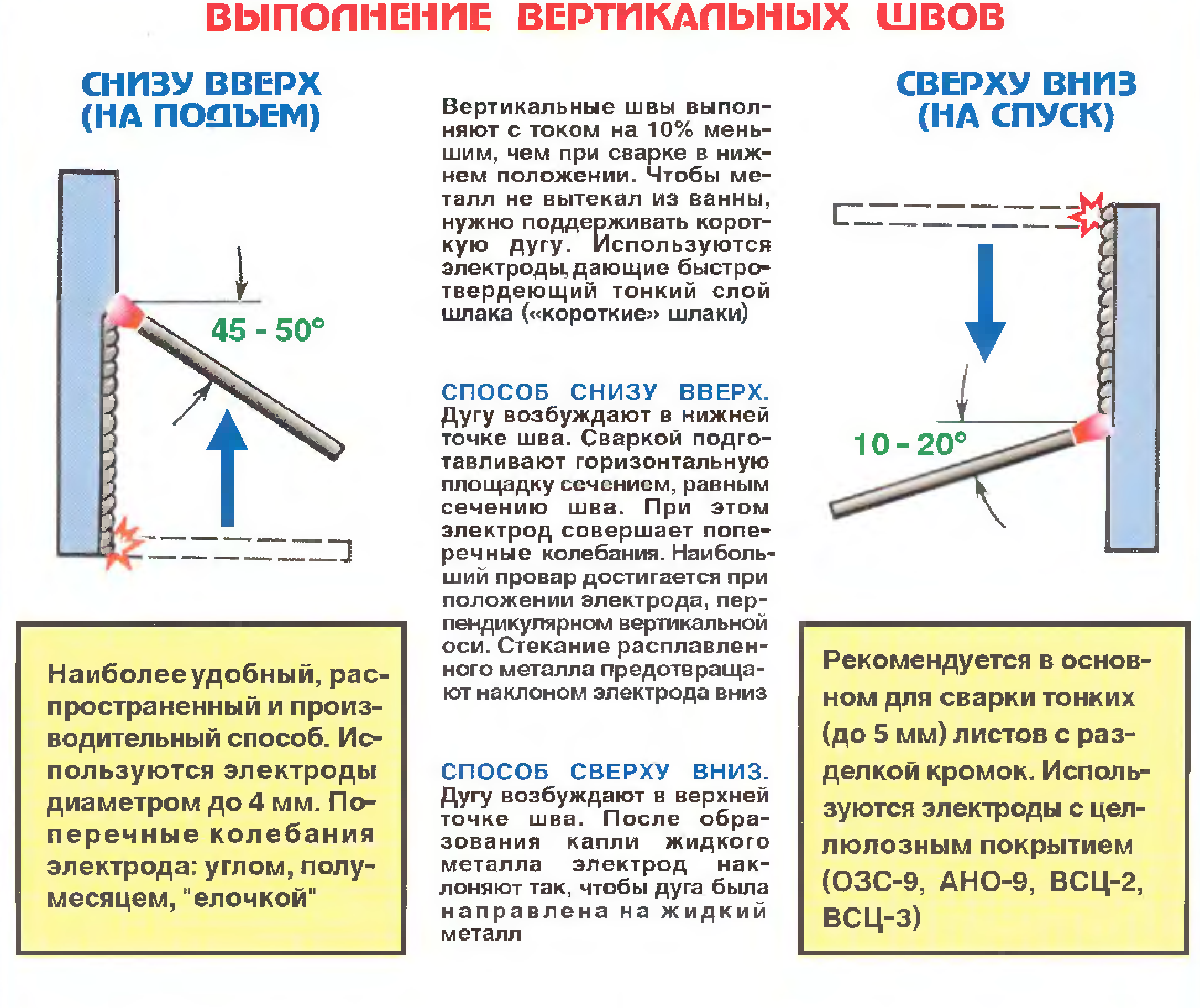
Как варить вертикальный шов электросваркой? Главное – начать, соблюдая все рекомендации. Сварка вертикальных швов похожа на работу по горизонтали, только немного сложнее. Заготовки прихватывают в двух-трех местах. Затем сварку ведут только снизу вверх, прилепляя каплю за каплей. Постепенно весь зазор заливают горячим металлом. Как научиться варить электросваркой? Задача состоит в том, чтобы слить обе кромки, плавя их сварочной дугой, одновременно направляя туда же капли металла из раскаленного до состояния жидкости конца электрода.
Можно заваривать шов не каплями, а так называемой «восьмеркой», однако с этим может справиться только опытный специалист. Так что, если интересно знать, как научиться варить вертикальный шов электросваркой, сначала рекомендуется посмотреть на работу опытного сварщика, послушать советы мастеров. А только потом самостоятельно приступать к процессу.
Так что, если интересно знать, как научиться варить вертикальный шов электросваркой, сначала рекомендуется посмотреть на работу опытного сварщика, послушать советы мастеров. А только потом самостоятельно приступать к процессу.
Как сделать красивый и крепкий угловой шов
Правильно сделать так называемый «тавровый» шов не так легко, как научиться варить электросваркой. Этим швом пользуются, если требуется скрепить детали под разными углами. Металлические части устанавливаются так, чтобы сварка стекала в самый угол. Зафиксированные «лодочкой» свариваемые части прихватываются с противоположных сторон. Кроме того, один край заготовки приподнимается чуть выше. Процесс сварки начинать нужно с нижнего края. В этом случае, тщательно следуя инструкции, как правильно варить электросваркой, качество сварочного шва можно заметно улучшить.
Каким сварочным аппаратом лучше пользоваться
- Старинные сварочные аппараты, имеющие регулируемый магнитный зазор, позволяющий настраивать силу тока, – трансформаторные. Есть множество вариантов и моделей, имеющих реостаты и добавочные дроссели на первичных или вторичных сторонах трансформаторов.
- Инверторные аппараты – более современные сварочные устройства. Работая от повышенной частоты, трансформатор таких агрегатов имеет меньшие габариты и маленький вес. В таких устройствах плавно можно отрегулировать режимы сварки. Настройку последних нужно проводить тщательно, иначе аппарат может быстро выйти из строя.
 Есть множество вариантов и моделей, имеющих реостаты и добавочные дроссели на первичных или вторичных сторонах трансформаторов.
Есть множество вариантов и моделей, имеющих реостаты и добавочные дроссели на первичных или вторичных сторонах трансформаторов.Способы сварки труб
При отсутствии опыта учиться тому, как варить трубу электросваркой, лучше на толстом металле. В зависимости от толщины стенки трубы делают несколько проходов. Многослойная сварка улучшает механические свойства полученного шва, соединение становится прочнее.
Вначале сваривают полукольцо в одну сторону, затем – во вторую. При способе ведения шва «сверху вниз» пользуются 4-мм электродами, имеющими органическое напыление. При короткой дуге, опираясь на образующийся «козырек», приставок ведут небольшими поперечными колебаниями.
При работе по способу «снизу вверх» резко снижают скорость. Ведения поперечных колебаний электрода делают в 3-5 мм.
При сварке конструкций из труб предварительно нужно подготовить и разложить весь материал на сварочном столе или стенде. Затем их отцентровывают и стягивают для получения нужного для сварки зазора. Собранные стыки прихватывают между собой.
Трубы с маленьким диаметром соединяют непрерывной сваркой, с большим диаметром – прерывистым способом. После завершения всех сварочных процессов рабочая поверхность металла очищается от окалины, застывших брызг, шлака. Проводится контрольный осмотр на предмет обнаружения трещин или прожогов, выходящих кратеров или пор. При наличии некачественно сваренных мест производится реставрация шва.
Для собственной безопасности нужно работать во время сварки в замшевых перчатках и рукавицах, в маске сварщика, в кирзовых или плотных кожаных ботинках и в хлопчатобумажной робе. Обязательно рядом должен находиться огнетушитель или емкость с водой.
Что можно варить электросваркой
Практически каждому человеку приходится сталкиваться с использованием сварки. Сварочный аппарат является необходимой вещью для решения бытовых проблем. Правильно варить не получается с первого раза – это факт. Поэтому для того, чтобы можно было сваривать металл у себя дома, нужно знать основные принципы работы с электросваркой и знать, что ею можно сваривать.
Для сваривания в быту можно использовать любой сварочный аппарат с максимальным сварочным током 160 Ампер. Принцип работы электросварки заключается в том, что при его работе возбуждается электрическая дуга между поверхностью свариваемого металла и электродом.
Правильно сваривать электро сваркой у Вас получится только в том случае, если Вы будете соблюдать простейшие правила зажигания сварочной дуги. К свариваемой детали крепится один из проводов, который идет от трансформатора и называется «массой». Другой провод со вставленным электродом в электродный держатель подносится к месту сваривания и с помощью прикосновения возбуждается электрическая дуга.
Другой провод со вставленным электродом в электродный держатель подносится к месту сваривания и с помощью прикосновения возбуждается электрическая дуга.
Для того чтобы правильно производить сваривание электрической сваркой, нужно обеспечить стабильное горение сварочной дуги. Этого можно достичь правильно подобрав оптимальное расстояние между сварочным электродом и свариваемой деталью. Обычно сварочная дуга прекрасно горит на расстоянии 2 – 6 миллиметров. Под влиянием температуры металл сварочного электрода расплавляется и заполняет углубление, которое образовалось в результате воздействия дуги на металл. Передвигая электрод вдоль шва, сварщик заполняет это место раскаленным металлом.
Важной составляющей сваривания является выбор присадочного электрода.
При сварке электросваркой нужно ориентироваться на вид и состав свариваемого металла. Для электрической сварки применяются стальные, медные, чугунные, медные и латунные электроды. Для сваривания углеродистых, конструкционных и малоуглеродистых сталей применяются электроды марок : 342, 360, 385, 332, 338, 385, 370 и другие.
Для сваривания углеродистых, конструкционных и малоуглеродистых сталей применяются электроды марок : 342, 360, 385, 332, 338, 385, 370 и другие.
В маркировке таких электродов используется индекс, который обозначает вязкость сварочного шва, а цифры, стоящие после него – твердость металла. Основным требованием при подборе сварочных электродов для сварки электрическим сварочным аппаратом является соответствие толщине металла.
Правильно производить сваривание электросваркой поможет поддержание электрода в правильном положении. Угол электрода по отношению к сварочному шву должен составлять приблизительно 75 градусов в направлении электрической дуги. При возникновении дуги нужно использовать метод чирканья и метод подъема. В первом случае нужно кончиком электрода сделать движение похожее по манере зажигания спички, а в случае поджога ведется по шву.
Второй метод заключается в постукивании и подъеме сварочного электрода при возникновении сварочной дуги. Электрической сваркой можно производить сваривание всех металлов, для которых существуют соответствующие сварочные электроды. Исключением являются очень тонкие металлы, например фольга.
Электрической сваркой можно производить сваривание всех металлов, для которых существуют соответствующие сварочные электроды. Исключением являются очень тонкие металлы, например фольга.
Как правильно варить электродом?
Практически каждый человек когда-то держал сварку в руках. Наверняка, кому-то приходилось искать мастера для того, чтобы что-то подварить или отремонтировать в своем доме. Сварочный аппарат – это поистине очень важная составляющая инвентаря каждого двора. Однако сваривать получается не во всех, а качественно сваривать – еще реже.
Поэтому единственным выходом многие считают наем готового мастера, который за определенную плату сделает нужную Вам работу. Однако качество такой работы не вызовет доверия, ведь работник может оказаться совсем не профессионалом. В таком случае у Вас есть выход – научиться варить самому. Эта мысль пугает многих людей, ведь для того, чтобы Ваше изделие получилось долговечным, мало будет только покупки качественных электродов, а также нужно будет иметь какой-нибудь опыт сваривания. Многие люди в таком случае задаются вопросом: как правильно варить электродом?
Многие люди в таком случае задаются вопросом: как правильно варить электродом?
Для применения в быту Вам подойдет любой сварочный аппарат, который имеет максимальный ток 160 Ампер. Чтобы производить качественное сваривание нужно обеспечить устойчивое горение дуги, которое можно обеспечить с помощью не только правильного выбора электродов, а также еще и достижение оптимального расстояния между электродом и свариваемыми частями. В основном прекрасное горение дуги достигается на расстоянии от 2 до 6 миллиметров.
Под воздействием температуры электрической дуги металл электрода плавится и производит сваривание, заполняя углубление, которое образовалось под воздействием дуги на металл. Передвижение электрода вдоль шва происходит после того как сварщик нанес один шар металла или окончательно заварил углубление.
Важным условием является правильный выбор присадочного материала, то есть электрода. Для того чтобы правильно варить Вам нужно ориентироваться на химический состав электрода, а также на то, из какого металла сделано свариваемое изделие.
При сваривании электросваркой применяются чугунные, медные, стальные, латунные и биметаллические электроды, которые могут обеспечить качественное сваривание.
Также для более качественного и правильного сваривания нужен хороший выбор наклона электрода при сварке. Угол должен быть около 75 градусов по направлению сварочной дуги. Для того чтобы возникала хорошая дуга Вам нужно применять метод чирканья или метод подъема.
Основополагающим фактором хорошего и стабильного горения дуги является правильный подбор тока. Если Вы подберете слабую силу тока, то дуга будет гаснуть и, электрод будет залипать. Если же сила тока будет превышать норму, то это, скорее всего, приведет к сильному плавлению металла, его разбрызгиванию и горению. Для правильного подбора сварочного тока используйте такую пропорцию: 1 миллиметр электрода равен 30 – 35 Амперам тока.
Однако все тонкости сварочного мастерства невозможно изложить в одной или нескольких статьях, поэтому наилучшим способом обучения сварочному ремеслу является практика и применение полезных советов из этой статьи.
Пособие для “чайников”: особенности дуговой сварки электродами
Сварка электродом – это способ дуговой электросварки, используемый для совмещения металлических изделий. Данный метод получил свое название за счет сварочной дуги – длительного потока энергии, который возникает в электроде при сварке металла под высокой температурой. Проводник (электрод) – это металлический провод со специальным покрытием, являющимся инертной средой во время процесса работы. Она, как правило, состоит из известняка, глинозема, магнезии, никеля, железа и марганца. Далее рассмотрим, как правильно сварить металл, без недочетов и изъянов.
Содержание статьи
- Азы электросварки
- Особенности сварки электродом
- Технология дуговой сварки
- Подготовительный этап
- Образование дуги
- Формирование шва
- Обзор основных ошибок начинающих
Азы электросварки
Электросварка – это надежный метод создания неразъемного соединения между деталями.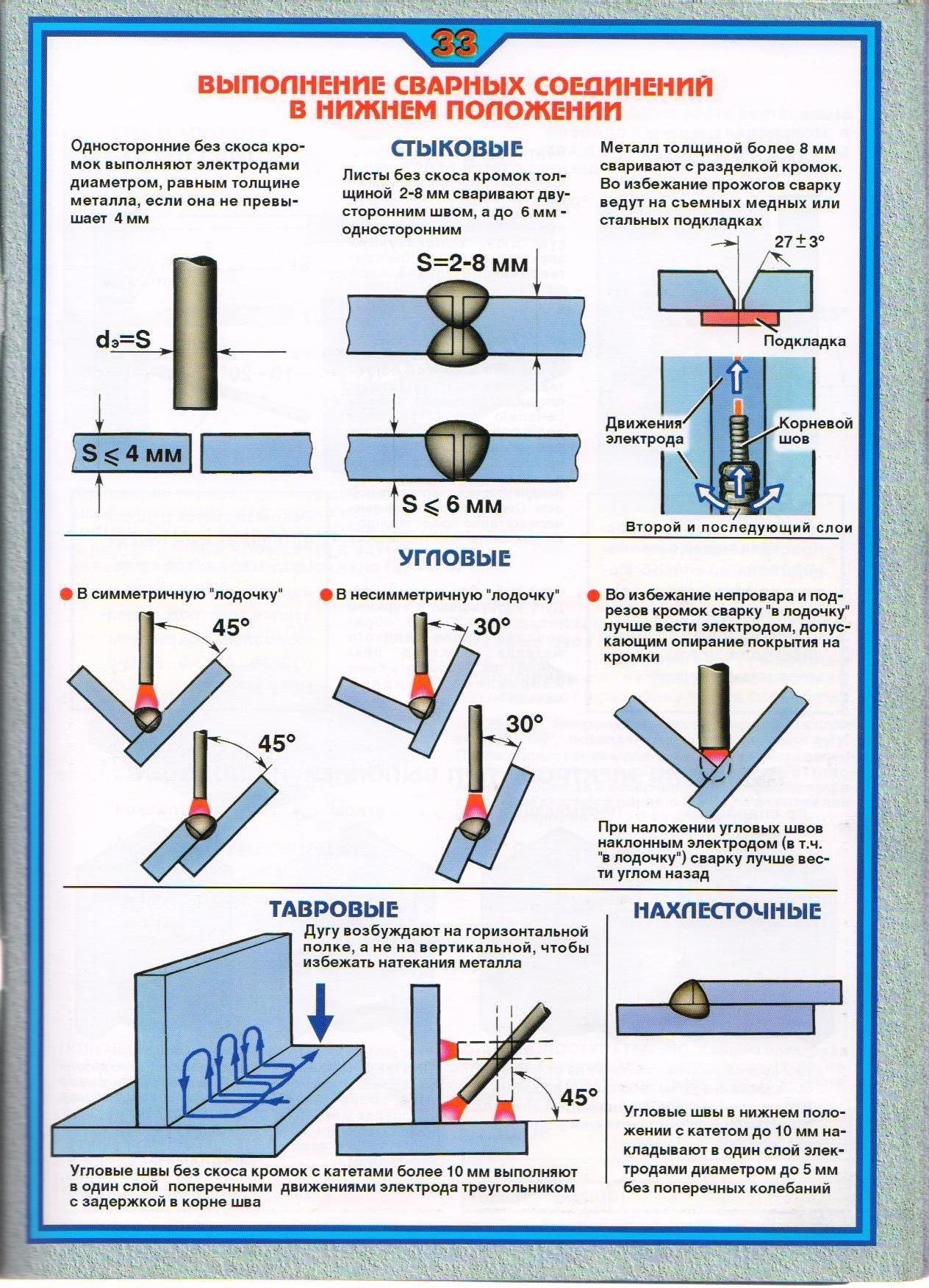 Существует множество видов сварки, которая применяется для металла, пластмассы (без электродов), керамики и прочих материалов.
Существует множество видов сварки, которая применяется для металла, пластмассы (без электродов), керамики и прочих материалов.
При сварке электродом совмещение деталей заключается в плавке краев двух деталей, под воздействие электрической дуги, в результате чего они соединяются в одно целое, создавая крепкий вечный шов.
Прежде чем приступить к работе, необходимо разобраться, как правильно варить металл. В первую очередь от умения пользоваться аппаратом и верно держать электрод зависит безопасность и качество соединения деталей.
Прежде всего, важно запастись множеством проводников, чтобы учение довести до автоматизма. Лучше всего выбирать диаметр не более трех миллиметров, это самый оптимальный размер для обучения и электродуговой сварки тонких металлических изделий.
Чтобы приступить к работе, требуется к аппарату подключить обратный кабель к минусовому контакту. К плюсовому же подключается держатель проводников энергии.
Для начала, перед процессом сварки электродом, нужно полностью подготовить металлические изделия – очистить их от краски, масла, пыли и прочих частиц, которые могут помешать качественной электросварке.
Особенности сварки электродом
Кроме изучения, как правильно варить сваркой, нужно знать, что она имеет ряд преимуществ и недостатков. Качество работы напрямую зависит от оборудования. Чем оно дороже – тем мощнее и качественнее. Ручные аппараты должны выполнять следующие функции:
- соединять детали даже в труднодоступных местах:
- обладать возможностью сваривания во всех положениях;
- сваривать все типы металла.
Кроме этого, данный аппарат имеет и некоторые недостатки:
- низкий коэффициент полезного действия в сравнении с другими технологиями;
- качество совмещение металла напрямую зависит от умения сварщика;
- при работе возникаю вредные испарения и искры, негативно влияющие на зрение.
Касаемо последнего пункта: электродуговая сварка требует специальной формы одежды оператора и использование специальных очков и маска «хамелеон», которая защищает зрение, но при этом обеспечивает хорошую видимость.
Технология дуговой сварки
Электродуговая сварка выполняется по определенной технологии для обеспечения хорошего, гладкого и прочного соединения изделий.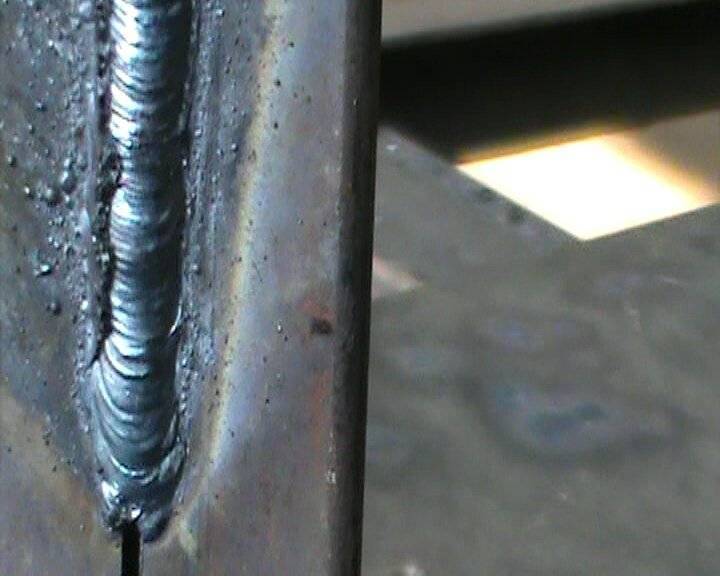
Существует несколько способов поджога дуги:
- точечный, при котором сварщик точечно бьет проводником по изделию;
- способ чирканья.
Свойства проводников также могут быть разными при различных методах поджога. Это связано от покрытия на нем. Некоторые поджечь легче, некоторые сложнее, но каждый вид материала имеет свои достоинства и недостатки.
Создать дугу новым электродом намного проще. Достаточно ним коснуться металла, и сразу поднять на расстояние 2-3 миллиметра. Когда проводник поджигался многоразово, на его конце возникает шлаковая пленка. В таком случае нужно точечно ударить материалом несколько раз до образования искры.
Длина дуги – это величина, которая указывает на промежуток электрода и детали, между которыми происходит электрический разряд. Этот показатель напрямую зависит от диаметра электрода и выбирается от 0,5 до 1,2 его диаметра. Для получения качественного шва, электрод нужно держать максимально близко к детали.
Подготовительный этап
Прежде, как варить сваркой электродами металл, нужно все подготовить.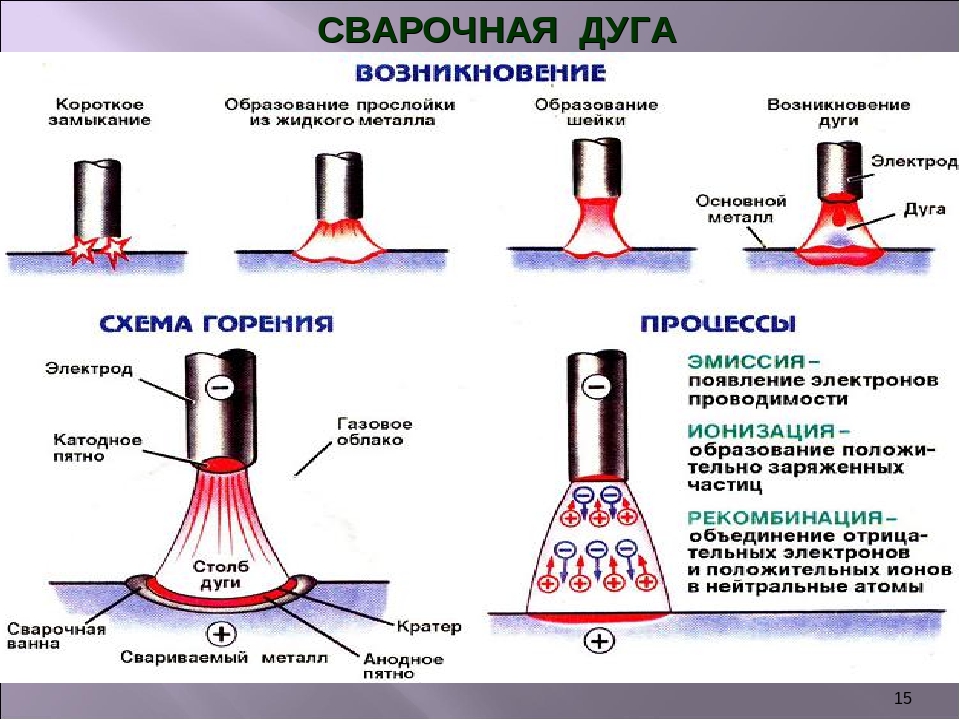 Во-первых, подключить аппарат. Во-вторых, зачистить детали и надежно их закрепить, чтобы они не «гуляли» под аппаратом. В-третьих, сварщик должен надеть защитную маску.
Во-первых, подключить аппарат. Во-вторых, зачистить детали и надежно их закрепить, чтобы они не «гуляли» под аппаратом. В-третьих, сварщик должен надеть защитную маску.
Для начала рекомендуется потренироваться, как на металле зажигается материал, чтобы ориентироваться, каким способом лучше будет работать.
Образование дуги
При сварке для начинающих рекомендуется поддерживать короткую дугу, чтобы создать идеальную дорожку, без изъянов. С первого раза это не получиться – нужно некоторое время тренироваться.
Чем короче дуга, тем меньше металлических капель она дает и легче создавать качественное сплавление. При этом проводник расплавляется равномерно и плавно, обеспечивая достаточную глубину проплавления. Длину дуги новичок сможет контролировать по звуку оборудования. При короткой – он равномерный, при длинной – громкий и резкий.
Теоретически, как сваривать металл, знает каждый, но на практике необходимо долго учиться создать качественную дугу. Если она обрывается, ее нужно заново возбуждать и «запаивать» пробелы в швах. От силы тока зависит качество дуги, а от нее – качество шва.
От силы тока зависит качество дуги, а от нее – качество шва.
При ошибочном подходе, можно образовать ожог на изделии, где в дальнейшем материал начнет портиться.
Формирование шва
Чтобы соединить металл электросваркой, важно создать надежный и качественный сплав между материалами. Различают несколько видов основных швов:
- Ниточный – это самый простой способ, который может создать даже начинающий мастер. Он характеризуется продольными поступательными движениями и шириной, не более 3 мм. Он не создает надежное крепление и может быть использован на тонких и незначительных деталях. С такой дорожки рекомендуется начинать обучения для молодых мастеров, чтобы потом перейти к более сложным технологиям.
- Продольно-поперечный тип создается в соответствии с названием. То есть, при этом нужно обладать знаниями и умениями, как правильно вести электрод в нескольких направлениях – вертикально и горизонтально. Такая дорожка намного прочнее предыдущего. Он отличается долговечностью и имеет ширину 1-1,5 сантиметра. Самая распространенная технология для такого шва – зигзаг, при котором проводник ведется от края до края по 10-15 мм в каждую сторону. При этом, очень важно соблюсти длину дуги, чтобы получить идеальную дорожку с минимальными примесями шлака.
- При движении рабочего элемента в трех разных направлениях создается крепкий, «мертвый» и надежный шов. Изначально он начинается, как продольно-поперечный, но потом нужно создать возвратные движения, которые позволяют повторно проработать заваренную линию для большей надежности скрепления материалов. Здесь необходимо верно держать прибор, иначе под слишком большим наклоном соединительная дорожка получится толстой и неравномерной.
По завершению работы обязательно нужно сбить шлак с соединения, чтобы оставить идеально ровную полосу сваривания. При ошибочной работе, дорожка будет неровной, с пробелами и деформациями. Кроме эстетического вида, такое качество варки может отразиться на дальнейшей эксплуатации данных изделий.
Обзор основных ошибок начинающих
Как правильно варить сваркой – разобрались. По стандартам, основные ошибки делятся на 6 критериев:
По стандартам, основные ошибки делятся на 6 критериев:
- несоответствие размер и форм;
- наличие пустот и полостей;
- трещины;
- непроваренные участки;
- твердые включения;
- прочие дефекты.
Чтобы все получалось быстро и качественно, предлагаем ознакомиться с самыми распространенными ошибками сварки металла, которые совершают новички:
- Выбор неверной длины дуги – самая частая оплошность, которую допускают новички и не очень опытные мастера. При короткой длине поверхность сплавления получается неравномерной и слишком грубой. При этом шов получается не качественным из-за большого содержания шлаков. Когда дуга наоборот, длинная, сваривание получается неравномерным, с большим количеством разбрызгиваемых капель металла. Кроме этого, большое расстояние электрода и детали способствует нестабильности дуги, что провоцирует «пробелы» в шве.
- Неправильная скорость управления аппаратом. При быстром перемещении проводника получается неравномерный валик, который содержит много шлаков. Такая электросварка долго не продержится, так как считается, что деталь сваренна плохо из-за тонкости шва. При слишком медленном перемещении, валик получается толстым и громоздким.
- Не так установленные настройки на аппарате. Важно установить ампераж, в соответствии с типом рабочего изделия и размером проводника. При низком ампераже дорога будет тонкой и неравномерной, что приводит в неполному сплавлению. Что касается чрезмерно высокого напряжения, то дорожка в итоге выходит плоская и плотная, содержащая большое количество шлака.
- Некачественная подготовка поверхности. Недостаточная очистка от остатков лакокрасочных изделий, масла, жира или пыли приводит к «пробелам» и неровностям дорожки. В результате полоса будет хлипкой, что в будущем приведет к деформации данного изделия.
- Наклон проводника также играет важную роль в создании плотного и надежного соединения. При сильном наклоне по отношению к горизонтали получается неравномерная дорожка с острыми чешуйками. Если же его поставить слишком прямо, то есть перпендикулярно, тогда чешуйки получаются слишком плотные и создают высокий валик с большим количеством шлака.
 Такая электросварка долго не продержится, так как считается, что деталь сваренна плохо из-за тонкости шва. При слишком медленном перемещении, валик получается толстым и громоздким.
Такая электросварка долго не продержится, так как считается, что деталь сваренна плохо из-за тонкости шва. При слишком медленном перемещении, валик получается толстым и громоздким.
Кроме описанных технических недочетов, часто результатом неудачного совмещения становится неисправный аппарат, несоответствие тока и материала, неправильно подготовленная рабочая поверхность и другие правила сварки, которые следует учитывать.
В завершении стоит отметить, что при электродуговой сварке электродом надо учитывать ряд критериев, от которых будет зависеть результат. Самое основное – это создание качественного и ровного шва. Для этого требуется знать, как правильно варить металл и гармонично сочетать несколько факторов:
- ампераж;
- тип электрода;
- наклон рабочего изделия;
- высота дуги;
- скорость перемещения аппаратом.
При полном соответствии всех критерий получится качественное неразъемное сплавление, которое прослужит долгие годы без поломок и деформаций.
Технология сварки – это та база, которую необходимо досконально изучить. К практике рекомендуется приступать тогда, когда начинающий мастер полностью ознакомится с теоретическим фундаментом. А зная, как правильно сваривать металл, на практике остается только отточить мастерство.
А зная, как правильно сваривать металл, на практике остается только отточить мастерство.
Что такое дуговая сварка? — Типы определений и процессов
Дуговая сварка — это тип сварочного процесса, в котором электрическая дуга создает тепло для расплавления и соединения металлов. Источник питания создает электрическую дугу между плавящимся или неплавящимся электродом и основным материалом с помощью постоянного (DC) или переменного (AC) тока.
Эта статья является одной из серии часто задаваемых вопросов TWI.
Если у вас есть какие-либо вопросы или вам нужна помощь, напишите нам, чтобы получить консультацию специалиста:
свяжитесь с нами@twi.co.uk
Нажмите здесь , чтобы посмотреть наши последние технические подкасты на YouTube .
Как это работает?
Дуговая сварка — это процесс сварки плавлением, используемый для соединения металлов. Электрическая дуга от источника питания переменного или постоянного тока создает сильное тепло около 6500 ° F , которое расплавляет металл в месте соединения двух заготовок.
Электрическая дуга от источника питания переменного или постоянного тока создает сильное тепло около 6500 ° F , которое расплавляет металл в месте соединения двух заготовок.
Дуга может направляться вручную или механически вдоль линии соединения, в то время как электрод либо просто проводит ток, либо проводит ток и в то же время вплавляется в сварочную ванну, чтобы подавать присадочный металл к соединению.
Поскольку металлы химически реагируют с кислородом и азотом в воздухе при нагревании дугой до высоких температур, используется защитный защитный газ или шлак, чтобы свести к минимуму контакт расплавленного металла с воздухом. После охлаждения расплавленные металлы затвердевают, образуя металлическую связь.
Какие существуют типы дуговой сварки?
Этот процесс можно разделить на два разных типа; плавящимся и неплавящимся электродами.
Методы использования расходуемого электрода
Сварка металлов в среде инертного газа (MIG) и сварка металлов в среде активного газа (MAG)
Также известная как Дуговая сварка металлическим газом (GMAW) , использует защитный газ для защиты основных металлов от загрязнения.
Дуговая сварка в защитном металле (SMAW)
Также известна как ручная дуговая сварка металлическим электродом (MMA или MMAW) , дуговая сварка в среде флюса или сварка электродом стержень и поверхность заготовки плавятся, образуя сварочную ванну. При одновременном расплавлении флюсового покрытия на стержне образуется газ и шлак, защищающий сварочную ванну от окружающей атмосферы.Это универсальный процесс, идеально подходящий для соединения черных и цветных металлов различной толщины во всех положениях.
Дуговая сварка порошковой проволокой (FCAW)
Созданный в качестве альтернативы SMAW, FCAW использует расходуемый порошковый электрод с непрерывной подачей и источник питания постоянного напряжения, который обеспечивает постоянную длину дуги. В этом процессе используется либо защитный газ, либо только газ, создаваемый флюсом, для обеспечения защиты от загрязнения.
Дуговая сварка под флюсом (SAW)
Часто используемый процесс с непрерывной подачей расходуемого электрода и слоем плавкого флюса, который становится проводящим при расплавлении, обеспечивая путь тока между деталью и электродом. Флюс также помогает предотвратить брызги и искры, а также подавляет дым и ультрафиолетовое излучение.
Электрошлаковая сварка (ЭШС)
Вертикальный процесс, используемый для сварки толстых листов (более 25 мм) за один проход. ESW полагается на электрическую дугу, которая начинается до того, как добавление флюса погасит дугу. Флюс плавится по мере того, как расходуемая проволока подается в ванну расплава, в результате чего на поверхности ванны образуется расплавленный шлак. Тепло для расплавления кромок проволоки и пластины вырабатывается за счет сопротивления расплавленного шлака прохождению электрического тока.Два медных башмака с водяным охлаждением следят за ходом процесса и предотвращают вытекание расплавленного шлака.
Дуговая сварка шпилек (SW)
Аналогично сварке оплавлением, SW соединяет гайку или крепежную деталь, обычно с фланцем с выступами, которые плавятся, образуя соединение, с другим металлическим элементом.
Методы нерасходуемых электродов
Сварка вольфрамовым электродом в среде инертного газа (TIG)
Также известная как Газовая вольфрамовая дуговая сварка (GTAW) , использует неплавящийся вольфрамовый электрод для создания дуги и инертный защитный газ для защиты сварного шва и расплавленной ванны от атмосферного загрязнения.
Плазменно-дуговая сварка (PAW)
Подобно сварке TIG, PAW использует электрическую дугу между неплавящимся электродом и анодом, расположенными внутри корпуса горелки. Электрическая дуга используется для ионизации газа в горелке и создания плазмы, которая затем проталкивается через тонкое отверстие в аноде и достигает опорной плиты. Таким образом плазма отделяется от защитного газа.
Процесс сварки | HowStuffWorks
Мы все экипированы и готовы начать сварку.Большая часть сварочных работ, производимых сегодня, относится к одной из двух категорий: дуговая сварка и сварка горелкой.
Дуговая сварка использует электрическую дугу для расплавления рабочих материалов, а также присадочного материала (иногда называемого сварочным стержнем) для сварки соединений. Дуговая сварка включает в себя присоединение заземляющего провода к сварочному материалу или другой металлической поверхности. Другая проволока, известная как вывод электрода, помещается на свариваемый материал. Как только свинец отрывается от материала, возникает электрическая дуга.Это немного похоже на искры, которые вы видите, когда выдергиваете соединительные кабели из автомобильного аккумулятора. Затем дуга расплавляет заготовки вместе с наполнителем, который помогает соединять детали.
Подача наполнителя в сварной шов требует уверенных рук и внимания к деталям. По мере плавления стержня сварщик должен непрерывно подавать присадку в соединение небольшими равномерными движениями вперед-назад. Именно эти движения придают сварным швам их отличительный вид. Слишком быстрое или медленное движение, а также слишком близкое или далекое удержание дуги от материала могут привести к некачественному сварному шву.
Дуговая сварка металлическим электродом в среде защитного газа (SMAW или дуговая сварка), дуговая сварка металлическим электродом в среде защитного газа (более известная как металлическая дуговая сварка в среде инертного газа или MIG , сварка ) и дуговая сварка вольфрамовым электродом в среде защитного газа (часто называемая вольфрамовый инертный газ или TIG , сварка ) все примеры дуговой сварки.
Каждый из этих трех распространенных методов имеет уникальные преимущества и недостатки. Сварка стержнем, например, недорога и проста в освоении.Он также медленнее и менее универсален, чем некоторые другие методы. Сварка TIG, напротив, сложна в освоении и требует сложного сварочного оборудования. Однако сварка TIG обеспечивает высококачественные сварные швы и позволяет сваривать материалы, недоступные другим методам.
Газовая сварка представляет собой еще один популярный метод сварки. В этом процессе обычно используется кислородно-ацетиленовая горелка для расплавления рабочего материала и сварочного стержня. Сварщик управляет горелкой и электродом одновременно, что дает ему или ей большой контроль над сваркой.Хотя сварка горелкой стала менее распространенной в промышленности, она по-прежнему часто используется для технического обслуживания и ремонта, а также в скульптурах (подробнее об этом позже).
Основы дуговой сварки
Дуговая сварка является одним из нескольких процессов плавления для соединения металлов. Под действием сильного нагрева металл на стыке двух деталей расплавляется и перемешивается — непосредственно или, чаще, с промежуточным расплавленным присадочным металлом. При охлаждении и затвердевании создается металлургическая связь.Поскольку соединение представляет собой смесь металлов, конечная сварка потенциально имеет такие же прочностные характеристики, как и металл деталей. Это резко контрастирует с процессами соединения без плавления (например, пайка, пайка и т. д.), в которых механические и физические свойства основных материалов не могут быть воспроизведены в месте соединения.
| Рис. 1 Базовая схема дуговой сварки |
При дуговой сварке интенсивное тепло, необходимое для расплавления металла, производится электрической дугой.Дуга образуется между фактической работой и электродом (стержнем или проволокой), который вручную или механически направляется вдоль соединения. Электрод может быть либо стержнем, предназначенным для простого проведения тока между наконечником и изделием. Или это может быть специально подготовленный стержень или проволока, которые не только проводят ток, но и плавятся и подают в соединение присадочный металл. В большинстве случаев сварки при изготовлении металлопродукции используется электрод второго типа.
Базовая схема сварки
Базовая схема дуговой сварки показана на рис.1. Источник питания переменного или постоянного тока, оснащенный необходимыми элементами управления, подключается рабочим кабелем к заготовке, а «горячим» кабелем — к электрододержателю определенного типа, который создает электрический контакт со сварочным электродом. .
.
Дуга создается в зазоре, когда цепь под напряжением и кончик электрода касаются заготовки и удаляются, но все еще находятся в тесном контакте.
Дуга создает температуру около 6500ºF на конце. Это тепло плавит как основной металл, так и электрод, образуя ванну расплавленного металла, иногда называемую «кратер».» Кратер за электродом затвердевает по мере его перемещения по стыку. В результате образуется сплавление.
Защита от дуги
Однако для соединения металлов требуется нечто большее, чем перемещение электрода вдоль стыка. Металлы при высоких температурах склонны вступать в химическую реакцию с элементами воздуха — кислородом и азотом. Когда металл в ванне расплава вступает в контакт с воздухом, образуются оксиды и нитриды, которые разрушают прочность и ударную вязкость сварного соединения. Поэтому многие процессы дуговой сварки предусматривают некоторые средства покрытия дуги и ванны расплава защитным экраном из газа, пара или шлака. Это называется защитой от дуги. Это экранирование предотвращает или сводит к минимуму контакт расплавленного металла с воздухом. Экранирование также может улучшить сварной шов. Примером может служить гранулированный флюс, который фактически добавляет в сварной шов раскислители.
Это называется защитой от дуги. Это экранирование предотвращает или сводит к минимуму контакт расплавленного металла с воздухом. Экранирование также может улучшить сварной шов. Примером может служить гранулированный флюс, который фактически добавляет в сварной шов раскислители.
| Рис. 2 Здесь показано, как покрытие электрода с покрытием (стержневого) обеспечивает газообразную защиту вокруг дуги и шлаковое покрытие на горячем наплавленном металле. |
На рис. 2 показано экранирование сварочной дуги и расплавленной ванны с помощью стержневого электрода. Экструдированное покрытие на стержне присадочного металла обеспечивает защитный газ в точке контакта, а шлак защищает свежий сварной шов от воздуха.
Дуга сама по себе очень сложное явление. Глубокое понимание физики дуги не имеет большого значения для сварщика, но некоторое знание ее общих характеристик может быть полезным.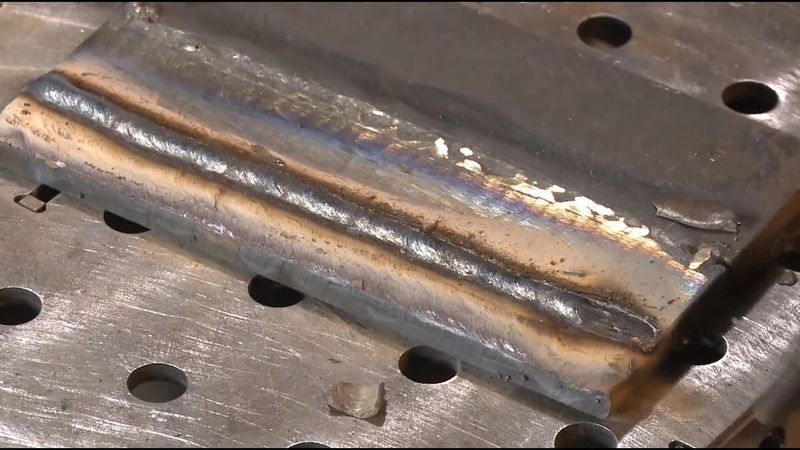
Природа дуги
Дуга представляет собой электрический ток, протекающий между двумя электродами через столб ионизированного газа. Отрицательно заряженный катод и положительно заряженный анод создают сильное тепло сварочной дуги. Отрицательные и положительные ионы отскакивают друг от друга в столбе плазмы с ускоренной скоростью.
При сварке дуга не только обеспечивает тепло, необходимое для расплавления электрода и основного металла, но при определенных условиях также должна обеспечивать транспортировку расплавленного металла от кончика электрода к изделию.Существует несколько механизмов переноса металлов. Два (из многих) примера включают:
- Surface Tension Transfer® — капля расплавленного металла касается ванны расплавленного металла и втягивается в нее за счет поверхностного натяжения
- Spray Arc — капля выбрасывается из расплавленного металла на электроде наконечник с помощью электрического зажима, продвигающего его в сварочную ванну (отлично подходит для сварки над головой)
Если электрод является плавящимся, наконечник плавится под действием тепла дуги, а капли расплава отделяются и переносятся на место работы через столб дуги. Любая система дуговой сварки, в которой электрод расплавляется, чтобы стать частью сварного шва, называется металлической дугой. При сварке углеродом или вольфрамом (TIG) капли расплава не должны проникать через зазор на изделие. Присадочный металл вплавляется в соединение из отдельного прутка или проволоки.
Любая система дуговой сварки, в которой электрод расплавляется, чтобы стать частью сварного шва, называется металлической дугой. При сварке углеродом или вольфрамом (TIG) капли расплава не должны проникать через зазор на изделие. Присадочный металл вплавляется в соединение из отдельного прутка или проволоки.
Большая часть тепла, выделяемого дугой, передается в сварочную ванну с помощью плавящихся электродов. Это обеспечивает более высокую тепловую эффективность и более узкие зоны термического влияния.
Поскольку для проведения электричества через зазор должен существовать ионизированный путь, простое включение сварочного тока с расположенным над ним электрически холодным электродом не приведет к возникновению дуги.Дуга должна зажечься. Это вызвано либо подачей начального напряжения, достаточно высокого, чтобы вызвать разряд, либо прикосновением электрода к изделию, а затем его удалением по мере того, как область контакта нагревается.
Дуговая сварка может выполняться постоянным током (DC) с положительным или отрицательным электродом или переменным током (AC).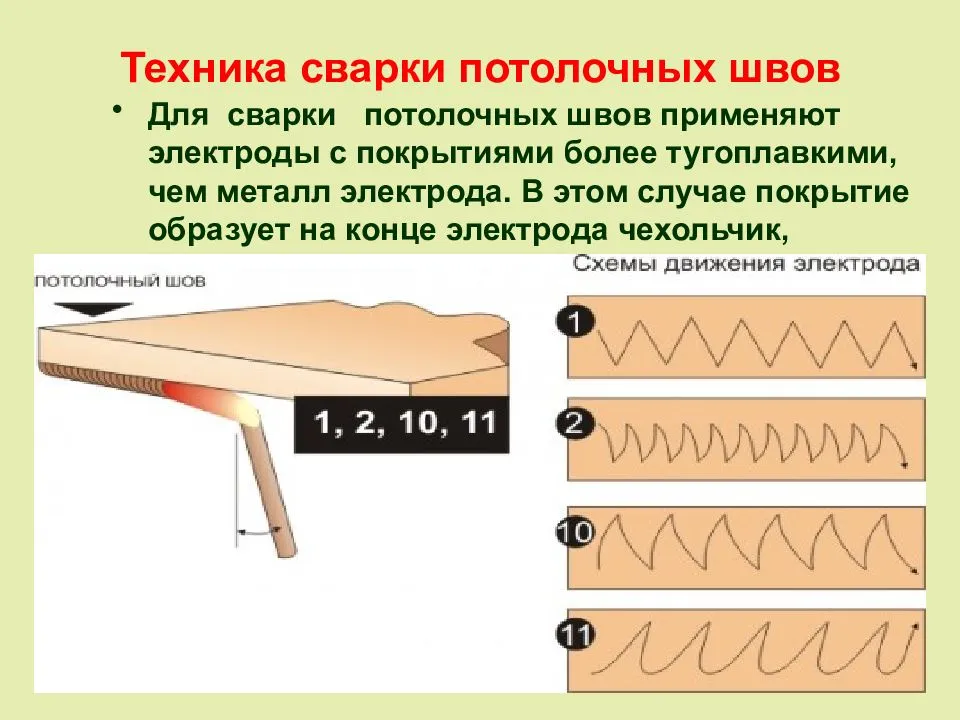 Выбор тока и полярности зависит от процесса, типа электрода, атмосферы дуги и свариваемого металла.
Выбор тока и полярности зависит от процесса, типа электрода, атмосферы дуги и свариваемого металла.
Посмотреть другие статьи о процессе и теории дуговой сварки
Посмотреть статьи с практическими рекомендациями по дуговой сварке
Посмотреть статьи о решениях для дуговой сварки
Ручная металлическая дуга — обзор
3.2 Дефекты изготовления
Ручная сварка — это метод, требующий значительных навыков и ловкости. При ручной дуговой сварке металлическим электродом (ММА) (рис. 3.2) дуга зажигается между плавящимся электродом и свариваемой деталью. Стержень электрода расплавляется на кончике дуги, и капли металла попадают в сварочную ванну. Таким образом, по мере сварки сварочный электрод становится короче. Сварщик должен поддерживать постоянную длину дуги между заготовкой и кончиком электрода по мере движения электрода по шву стыка, компенсируя при этом скорость выгорания электрода. Твердая рука для манипулирования электродом имеет важное значение, и необходима надлежащая подготовка сварщиков для выполнения удовлетворительных ручных сварных швов. Дефекты непровара могут возникать при ручной сварке, особенно в корне шва, где доступ наиболее ограничен и металл сварного шва затвердевает быстрее всего, но непровар может также возникать между проходами сварки (рис. 3.3). Навыки сварщика влияют на форму, плавность и волнистость поверхности сварного шва, а также на наличие брызг вокруг сварного шва.Кусочки сварочного шлака могут оставаться на поверхности металла шва даже после очистки проволочной щеткой между проходами, и они могут затем захватываться в виде шлаковых включений в соединении, когда более поздние проходы накладываются сверху. .
Твердая рука для манипулирования электродом имеет важное значение, и необходима надлежащая подготовка сварщиков для выполнения удовлетворительных ручных сварных швов. Дефекты непровара могут возникать при ручной сварке, особенно в корне шва, где доступ наиболее ограничен и металл сварного шва затвердевает быстрее всего, но непровар может также возникать между проходами сварки (рис. 3.3). Навыки сварщика влияют на форму, плавность и волнистость поверхности сварного шва, а также на наличие брызг вокруг сварного шва.Кусочки сварочного шлака могут оставаться на поверхности металла шва даже после очистки проволочной щеткой между проходами, и они могут затем захватываться в виде шлаковых включений в соединении, когда более поздние проходы накладываются сверху. .
Рисунок 3.2. Ручная дуговая сварка стального листа.
(© TWI)
Рисунок 3.3. Отсутствие дефектов провара и пористость в многопроходном стыковом шве GMAW углеродистой марганцовистой стали.
(© TWI)
Пористость сварных швов возникает по нескольким причинам, особенно при сварке алюминия. В сталях пористость может быть вызвана недостаточной защитой сварного шва инертным газом, позволяющим атмосферным газам или влаге проникать в сварочную ванну. В алюминиевых сплавах пористость обусловлена захваченным водородом, совершенно нерастворимым в твердом состоянии; поэтому любая смазка или влага в соединении вызывают пористость.
В сталях пористость может быть вызвана недостаточной защитой сварного шва инертным газом, позволяющим атмосферным газам или влаге проникать в сварочную ванну. В алюминиевых сплавах пористость обусловлена захваченным водородом, совершенно нерастворимым в твердом состоянии; поэтому любая смазка или влага в соединении вызывают пористость.
Эти типы дефектов, которые, как правило, являются результатом плохой квалификации сварщика, обычно известны как дефекты «производства». Возможно, что дефекты не повлияют на структурную целостность готового сварного шва, но обычно существует ограничение на количество этих допустимых дефектов изготовления, поскольку они могут указывать на то, что сварщик не имеет достаточных навыков или опыта в данной конкретной области. сварочный процесс.При наличии чрезмерной пористости или непровара поперечное сечение сварного шва, несущее нагрузку, может быть значительно уменьшено. Чрезмерное заострение верхней части сварного шва или чрезмерное проникновение корневого шва могут привести к высокой концентрации напряжений на кромке сварного шва. Некоторые дефекты непровара могут быть достаточно острыми, чтобы инициировать хрупкое разрушение восприимчивых сталей, поэтому эти дефекты изготовления нельзя сбрасывать со счетов как незначительные. Пределы допустимого размера дефектов, известные как уровни качества сварки, указаны в таких стандартах, как BS EN ISO 5817.В качестве альтернативы их значимость можно оценить при оценке пригодности к эксплуатации, как описано в главе 11.
Некоторые дефекты непровара могут быть достаточно острыми, чтобы инициировать хрупкое разрушение восприимчивых сталей, поэтому эти дефекты изготовления нельзя сбрасывать со счетов как незначительные. Пределы допустимого размера дефектов, известные как уровни качества сварки, указаны в таких стандартах, как BS EN ISO 5817.В качестве альтернативы их значимость можно оценить при оценке пригодности к эксплуатации, как описано в главе 11.
Процессы механизированной сварки, основанные на дуговой сварке металлическим электродом в среде защитного газа (сварка GMAW, MIG или MAG), снижают требуемый уровень квалификации сварщика. Электронное управление при сварке MAG автоматически регулирует длину сварочной дуги, когда горелка перемещается ближе или дальше от заготовки в руке сварщика. Следовательно, размер получаемого сварного шва гораздо более постоянен, а скорость наплавки расходуемой проволоки непрерывна, поскольку она постоянно подается из устройства подачи проволоки.Механизированная сварка может обеспечить повышенную скорость сварки и поэтому сегодня в значительной степени заменила сварку MMA для большинства видов промышленной ручной сварки (рис. 3.4).
3.4).
Рисунок 3.4. Механизированная сварка кольцевого шва газопровода с использованием дуговой сварки металлическим электродом в среде защитного газа и системы «жучок на ленте» для обеспечения сплошной сварки.
(© TWI)
Полностью автоматизированные процессы сварки не требуют ручного сварщика для их выполнения, вместо этого оператор управляет машиной или роботом, который выполняет сварку.Наиболее распространенным примером является дуговая сварка под флюсом (SAW), но лазерная сварка, сварка трением с перемешиванием и электронно-лучевая сварка также являются процессами автоматизированной сварки. Автоматизированная сварка полностью устраняет навыки сварщика как фактор качества сварки и выполняет непрерывную сварку в течение нескольких часов. Тем не менее, механизированные и автоматизированные процессы сварки не могут гарантировать бездефектные сварные швы каждый раз.
История сварки | Fairlawn Tool Inc.
Современное производство металлов было бы невозможно без сварки, но откуда взялась эта технология? Кто его открыл и что мы можем наблюдать о том, как он изменился за эти годы? Вот ответы на некоторые из ваших самых насущных вопросов об одном из самых значительных достижений в области производства металлов.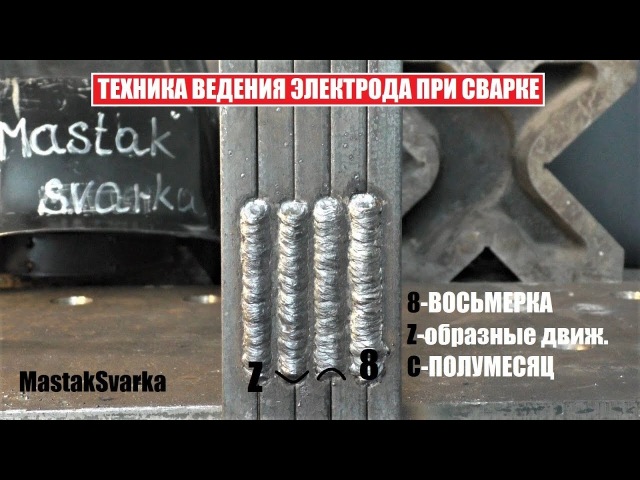
Когда возникла сварка?
Как вы понимаете, сварка существует уже довольно давно. Мы можем предположить, что он существовал в той или иной форме еще в железном и бронзовом веках. Есть свидетельства того, что египтяне научились сваривать железо, и мы нашли небольшие золотые ящики со сварными соединениями внахлестку более 2000 лет назад.
Однако тип сварки, преобладавший тогда и в Средние века, был очень рудиментарным типом сварки, который обычно включал в себя сбивание двух кусков металла под действием тепла до тех пор, пока они не соединялись.Обычная сварка в том виде, в каком мы ее знаем, появилась только в 19 веке.
Кто изобрел сварку?
Ни один человек не претендует на изобретение сварки. Некоторые из первых прорывов в сторону традиционной сварки произошли еще в 1800 году. В том же году сэр Хамфри Дэви произвел первую электрическую дугу между двумя угольными электродами с помощью батареи. В 1836 году Эдмунд Дэви открыл ацетилен. Но процесс, который мы сегодня называем сваркой, возник только в 1881 году.
Все началось с Огюста де Меритенса, который использовал тепло дуги для соединения свинцовых пластин. Его русский ученик Николай Бенардос затем запатентовал метод электродуговой сварки угольными стержнями. После этого сварочные процессы быстро развивались. Николай Славынов придумал, как использовать металлические электроды для сварки. После этого К.Л. Коффин, американский инженер, открыл процесс дуговой сварки с использованием металлического электрода с покрытием, который стал предшественником дуговой сварки защищенным металлом.
Хронология истории сварки
История сварки — это богатое исследование человеческой изобретательности и духа.После своего изобретения сварка продолжала развиваться, приведя ее к современному виду. Древняя сварка выглядит совсем иначе, чем сейчас. Но каждый шаг на временной шкале сварки — это впечатляющий скачок в машиностроении. Вот некоторые из ключевых моментов в истории сварки.
- 4000 г. до н.э.: Историки считают, что древние египтяне разработали самые ранние формы сварки примерно в это время. Цивилизации начали сваривать медь и со временем перешли на другие металлы, такие как железо, бронза, золото и серебро.
- 3000 г. до н.э.: Египтяне использовали древесный уголь для получения тепла, чтобы превратить железную руду в рыхлое вещество, называемое «губчатое железо». Затем они соединили разрозненные частицы вместе, чтобы соединить детали в первом случае сварки давлением.
- 1330 г. до н.э.: Египтяне начали паять и выдувать трубы, соединяя куски металла вместе.
- 60 Н.э.: Историк Плиний записал информацию о процессе пайки золотом. Он включил информацию об использовании соли в качестве флюса и даже упомянул, как цвет металла указывает на сложность его пайки.
- 310 г. н.э.: Индийские сварщики создали Железный столб Дели, который стоит до сих пор, используя железо из метеоритов. Столб остается впечатляющим примером раннего мастерства, его высота составляет 25 футов, а вес — шесть тонн.
- 1375 CE: Кузнечная сварка была на переднем крае в этот период. Кузнецы нагревали металлические детали и сбивали их вместе, пока они не соединялись.
- XVI век: В этот период сварщики продвинулись в своем ремесле.Рукописи этого века содержат первые упоминания слова «сварка». Итальянский ювелир Бенвенуто Челлини писал о процессе пайки, используемом для пайки серебра и меди.
- 18 век: Технологии сварки резко возросли в 18 веке благодаря промышленной революции, которая проложила путь обществу, которое мы знаем сегодня. Для достижения своих целей отраслям промышленности требовались более передовые методы сварки. Сварщики разработали инновационные технологии сварки, чтобы удовлетворить этот спрос.Пара новых достижений включала разработку доменных печей и открытие кислорода.
- XIX век: В этом веке сэр Хамфри Дэви открыл электрическую дугу. Другие изобретатели также внедрили и запатентовали сварку плавлением, сварку электродом без покрытия и дуговую сварку угольным электродом. Грабители использовали факел, чтобы ворваться в банковское хранилище, дав первое представление о преднамеренном использовании факелов для плавления металла.
- ХХ век: Термитная сварка впервые появилась в 1903 году.В 1919 году CJ Holslag изобрел сварку переменным током, заменив электродуговую сварку как наиболее распространенную форму сварки в Соединенных Штатах. Сварка продолжала расти и пользовалась большим спросом из-за Первой и Второй мировых войн. Президент Вудро Вильсон учредил Комитет США по сварке военного времени, чтобы увеличить производство сварного оборудования.

 Грабители использовали факел, чтобы ворваться в банковское хранилище, дав первое представление о преднамеренном использовании факелов для плавления металла.
Грабители использовали факел, чтобы ворваться в банковское хранилище, дав первое представление о преднамеренном использовании факелов для плавления металла.Как изменилась современная сварка?
С 19 века люди разрабатывают все более эффективные методы точной, быстрой и эффективной сварки.Сегодня у нас даже есть роботизированная сварка, метод, который становится все более популярным и использует компьютерное управление для сварки металла гораздо быстрее и точнее, чем это возможно при ручной сварке. Это также значительно снижает или устраняет любые риски для работающих людей. Мы можем только представить, какие невероятные новые процессы сварки принесет 21 век.
Мы можем только представить, какие невероятные новые процессы сварки принесет 21 век.
Выберите инструмент Fairlawn для своих современных сварочных нужд
С каждым веком сварка становится все более упорядоченным процессом. Сварщики прошлого могли только мечтать о наших современных достижениях.Если вашему бизнесу требуются услуги сварки среднего или крупного масштаба, Fairlawn Tool — это компания, в которую можно обратиться.
Мы предоставляем высококачественную автоматизированную сварку и резку, а также гибку труб, револьверную штамповку с ЧПУ и широкий спектр других современных услуг по изготовлению металла для удовлетворения ваших потребностей в металлообработке. Чтобы узнать больше о сварке и других процессах изготовления металлов или узнать, как Fairlawn Tool может помочь вашему бизнесу, свяжитесь с нами сегодня.
Последнее обновление: 4 июня 2021 г.
Как сварить чугун
Возможна сварка чугуна на дому — при определенных условиях
Эффективная сварка чугунных деталей на месте может сэкономить время и деньги, но есть проблемы. Нарушение сварки часто может привести к растрескиванию или другим повреждениям. Если задействованы критические детали, может быть целесообразно обратиться за помощью к сварочному оборудованию с опытными сварщиками, чтобы обеспечить успешный результат.
Нарушение сварки часто может привести к растрескиванию или другим повреждениям. Если задействованы критические детали, может быть целесообразно обратиться за помощью к сварочному оборудованию с опытными сварщиками, чтобы обеспечить успешный результат.
Если сварка выполняется собственными силами, крайне важно изучить этапы, необходимые для эффективного производства сварной детали.Прежде чем приступить к работе, необходимо выполнить четыре ключевых шага:
- Определите сплав
- Тщательно очистить отливку
- Выберите температуру предварительного нагрева
- Выберите подходящий метод сварки
Перед любым сварочным проектом обязательно очистите отливку, предварительно нагрейте сплав и выберите подходящий метод сварки.
Определите сплав
Чугун – это семейство сплавов железа с углеродом. Высокое содержание углерода (обычно 2–4%) придает чугуну характерную твердость.Однако эта твердость достигается за счет пластичности. Он менее податлив по сравнению со сталью или кованым железом. Циклы нагрева и охлаждения во время сварки вызывают расширение и сжатие металла, вызывая растягивающее напряжение. Чугуны не растягиваются и не деформируются при нагревании или напряжении — вместо этого они трескаются, что делает их чрезвычайно трудными для сварки. Эту характеристику можно улучшить, добавляя различные сплавы.
Циклы нагрева и охлаждения во время сварки вызывают расширение и сжатие металла, вызывая растягивающее напряжение. Чугуны не растягиваются и не деформируются при нагревании или напряжении — вместо этого они трескаются, что делает их чрезвычайно трудными для сварки. Эту характеристику можно улучшить, добавляя различные сплавы.
Некоторые сплавы чугуна свариваются легче, чем другие:
- Серый чугун
Серый чугун является наиболее распространенной формой чугуна.Углерод осаждается в графитовые чешуйки во время производства в перлитную или ферритную кристаллическую микроструктуру. Он более пластичен и поддается сварке, чем белый чугун. Тем не менее, это по-прежнему представляет собой проблему для будущих сварщиков, поскольку чешуйки графита в сером чугуне могут попасть в сварочную ванну, вызывая охрупчивание металла сварного шва.
- Белый чугун
Белый чугун удерживает углерод в виде карбида железа, не выделяя его в виде графита. Кристаллическая микроструктура цементита очень твердая и хрупкая. Белый чугун обычно считается несвариваемым. - Ковкий, шаровидный или ковкий Чугун
Все эти чугуны менее хрупкие из-за микроструктурных различий, обусловленных производством. Все три имеют сфероидальную углеродную микроструктуру, созданную их уникальными производственными процессами.
 Кристаллическая микроструктура цементита очень твердая и хрупкая. Белый чугун обычно считается несвариваемым.
Кристаллическая микроструктура цементита очень твердая и хрупкая. Белый чугун обычно считается несвариваемым.Лучший способ определить, белое у вас железо или серое, — проверить оригинальную спецификацию.Спектрохимический анализ может предоставить эту спецификацию постфактум. Когда эти точные способы невозможны, есть несколько способов проверить в магазине.
Серый чугун будет иметь серый цвет вдоль точки излома из-за графита в его микроструктуре. Белый чугун белее вдоль излома из-за цементита. К сожалению, испытание на излом полезно только в том случае, если сварщик знает, что материал либо серый, либо белый. Это более старые, более традиционные формы чугуна. Они также более распространены в определенных классах товаров. Однако ковкий чугун, относительный новичок, также довольно белый на изломе и гораздо лучше поддается сварке.
Однако ковкий чугун, относительный новичок, также довольно белый на изломе и гораздо лучше поддается сварке.
Искровой тест также может быть использован опытным металлургом для определения типа железа.
Очистить отливку
Независимо от сплава все отливки перед сваркой должны быть надлежащим образом подготовлены. При подготовке отливки к сварке очень важно удалить все поверхностные материалы. Отливка должна быть абсолютно чистой в области сварного шва. Удалите краску, жир, масло и другие посторонние материалы из зоны сварки.Лучше всего осторожно и медленно подавать тепло в зону сварки в течение короткого времени, чтобы удалить захваченный газ из зоны сварки основного металла.
Простым методом проверки готовности поверхности чугуна является нанесение на металл сварного шва — при наличии каких-либо примесей он будет пористым. Этот проход можно стачивать, и процесс повторяется несколько раз, пока пористость не исчезнет.
Предварительный нагрев
Все чугуны склонны к растрескиванию под нагрузкой. Тепловой контроль является единственным наиболее важным фактором в предотвращении трещин.
Тепловой контроль является единственным наиболее важным фактором в предотвращении трещин.
Для сварки чугуна требуется три этапа:
- Предварительный нагрев
- Низкое тепловложение
- Медленное охлаждение
Основной причиной регулирования температуры является тепловое расширение. Когда металл нагревается, он расширяется. Напряжение не возникает, когда весь объект нагревается и расширяется с одинаковой скоростью, но напряжение будет накапливаться, когда тепло локализовано в небольшой зоне термического влияния (HZ).
Локальный нагрев приводит к ограниченному расширению — HZ удерживается более холодным металлом вокруг него.Степень результирующего напряжения зависит от температурного градиента между ГЦ и телом отливки. В стали и других пластичных металлах напряжение, вызванное ограниченным расширением и сжатием, снимается растяжением. К сожалению, это может привести к растрескиванию в период усадки, поскольку чугуны обладают относительно низкой пластичностью. Предварительный подогрев уменьшает температурный градиент между телом отливки и ГЦ, тем самым сводя к минимуму растягивающие напряжения, вызванные сваркой. Как правило, высокотемпературные методы сварки требуют предварительного нагрева при более высокой температуре.Когда адекватный предварительный нагрев невозможен, наилучшей стратегией является минимизация подвода тепла — выбор низкотемпературного процесса сварки и сварочных стержней или проволоки с низкой температурой плавления.
Предварительный подогрев уменьшает температурный градиент между телом отливки и ГЦ, тем самым сводя к минимуму растягивающие напряжения, вызванные сваркой. Как правило, высокотемпературные методы сварки требуют предварительного нагрева при более высокой температуре.Когда адекватный предварительный нагрев невозможен, наилучшей стратегией является минимизация подвода тепла — выбор низкотемпературного процесса сварки и сварочных стержней или проволоки с низкой температурой плавления.
Скорость охлаждения — еще один фактор, оказывающий непосредственное влияние на напряжения, возникающие в сварном шве. Быстрое охлаждение вызывает усадку, в результате чего сварные швы становятся хрупкими и легко растрескиваются. Напротив, низкое охлаждение снижает напряжение закалки и усадки.
https://www.reliance-foundry.com/wp-content/uploads/pre-heat-welding.мов
Предварительный нагрев перед сваркой
Все чугуны подвержены растрескиванию под нагрузкой, но этого можно избежать с помощью предварительного нагрева. Посмотрите видео, чтобы увидеть, как нагревают металл перед сваркой.
Посмотрите видео, чтобы увидеть, как нагревают металл перед сваркой.
Техника сварки
Методы сварки следует выбирать на основе их пригодности для свариваемого чугунного сплава. Наиболее распространенными способами сварки являются дуговая, кислородно-ацетиленовая и пайка.
Ручная сварка
Сварка стержнем, также известная как дуговая сварка защищенным металлом или MMA, использует расходуемый электрод, покрытый флюсом.В зависимости от области применения, требуемого соответствия цвета и объема механической обработки, которую необходимо выполнить после сварки, могут использоваться различные типы электродов.
Существует три основных типа присадок, которые хорошо подходят для сварки чугуна электродом:
- Электроды с чугунным покрытием
- Электроды из медного сплава
- Электроды из никелевого сплава
Электроды из никелевого сплава наиболее популярны для сварки чугуна. По данным New Hampshire Materials Laboratory Inc. , сварной шов из никеля и железа прочнее с более низким коэффициентом теплового расширения, что снижает сварочные напряжения и повышает устойчивость к растрескиванию.
, сварной шов из никеля и железа прочнее с более низким коэффициентом теплового расширения, что снижает сварочные напряжения и повышает устойчивость к растрескиванию.
Электрическая дуга между электродом и зоной сварки расплавляет металлы и вызывает их плавление. Дуга должна быть направлена на сварочную ванну, а не на основной металл, так как это минимизирует разжижение. Рекомендуется использовать самую низкую настройку тока, одобренную производителем, чтобы свести к минимуму тепловую нагрузку. Предварительно нагрейте детали до температуры не менее 250°F перед сваркой чугунными или медными электродами.Никелевые электроды можно использовать без предварительного нагрева.
При сварке стержнем используются различные типы электродов в зависимости от применения, соответствия цвета и объема механической обработки, необходимой после сварки.
Кислородно-ацетиленовая сварка
При кислородно-ацетиленовой сварке также используются электроды, но вместо дуги, генерируемой током, энергию для сварки обеспечивает кислородно-ацетиленовая горелка. Чугунные электроды и медно-цинковые электроды подходят для кислородно-ацетиленовой сварки чугуна.
Чугунные электроды и медно-цинковые электроды подходят для кислородно-ацетиленовой сварки чугуна.
Необходимо соблюдать осторожность, чтобы не окислить чугун во время сварки ацетиленом, так как это приводит к потере кремния и образованию белого чугуна в сварном шве.Сварочный стержень следует плавить в расплавленной сварочной ванне, а не непосредственно в пламени, чтобы свести к минимуму температурные градиенты.
Сварка пайкой
Сварка пайкой пайкой является распространенным методом соединения чугунных деталей из-за минимального воздействия на сам основной металл. Сварочный стержень обеспечивает наполнитель, который прилипает к поверхности чугуна. Из-за более низкой температуры плавления наполнителя по сравнению с чугуном наполнитель не разбавляется чугуном, а прилипает к поверхности.
Чистота поверхности имеет решающее значение для этого метода сварки, поскольку соединение зависит от качества наполнителя, смачивающего поверхность основного металла. Согласно Machine Design, использование флюса для предотвращения образования оксидов во время пайки является обычным явлением.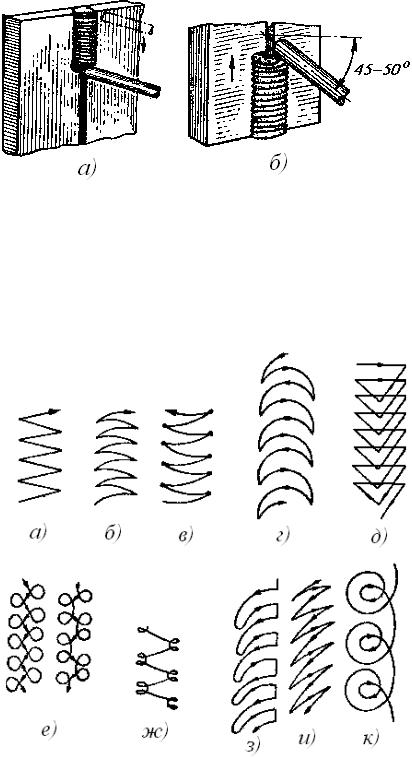 Это жидкость, способствующая смачиванию, что позволяет наполнителю течь по соединяемым металлическим деталям. Он также очищает детали от оксидов, чтобы наполнитель более плотно сцеплялся с металлическими деталями. Кроме того, флюсы используются при сварке для очистки металлических поверхностей.
Это жидкость, способствующая смачиванию, что позволяет наполнителю течь по соединяемым металлическим деталям. Он также очищает детали от оксидов, чтобы наполнитель более плотно сцеплялся с металлическими деталями. Кроме того, флюсы используются при сварке для очистки металлических поверхностей.
Методы сварки следует тщательно выбирать в зависимости от свариваемого чугунного сплава.
Отделка
Растрескивание обычно происходит во время фазы теплового сжатия — растягивающее напряжение накапливается по мере того, как сварной шов остывает и сжимается. Если напряжение достигает критической точки, сварной шов трескается.
Вероятность растрескивания можно уменьшить, применяя сжимающее напряжение для противодействия растягивающему напряжению во время охлаждения. Сварщики используют технику, называемую проковкой (умеренные удары молотком с шариковым бойком) по деформируемому валику сварного шва, пока сварной шов еще мягкий.Проклевка снижает риск образования трещин в сварном шве и ГП, но ее следует применять только при работе с относительно пластичным металлом шва.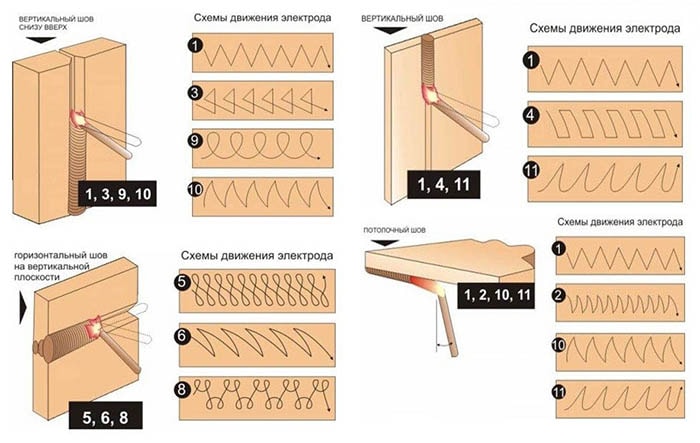
Завершающим этапом сварки является контроль охлаждения. В этом процессе используются изоляционные материалы для максимального замедления охлаждения или применяется периодическое нагревание сварного шва для замедления естественного процесса охлаждения.
Внутренняя сварка
В то время как профессиональная сварка чугуна может гарантировать качественный сварной шов, можно выполнить ремонт сварного шва на месте с тщательной подготовкой.Следуйте инструкциям по определению сплава, подготовке материала и выбору наиболее подходящего метода сварки.
Источники
6 удивительных фактов об дуговой сварке
Сварка — это процесс металлообработки, включающий использование тепла для соединения двух или более металлических предметов. Когда к металлическим предметам прикладывается тепло, поверхность предметов начинает плавиться. Когда расплавленная поверхность остывает, она затвердевает, связывая объекты в процессе.
Но в то время как некоторые сварщики используют пламя для нагрева металла, другие используют электричество. Известная как дуговая сварка, она характеризуется использованием электрической дуги — либо на постоянном (DC), либо на переменном токе (AC), которая плавит большинство металлов при контакте. Ниже приведены шесть удивительных фактов об дуговой сварке.
#1) Он был изобретен в 1800-х годах
Истоки дуговой сварки восходят к 1800-м годам, когда русский ученый по имени Василий Петров создал управляемую электрическую дугу.Используя ту же концепцию, русский изобретатель Николай Бенардос продемонстрировал, как электрическая дуга может соединять металлические предметы, что привело к современной дуговой сварке.
#2) Электрические дуги обычно достигают около 10 000 градусов
Электрические дуги очень горячие, поэтому дуговая сварка является эффективным процессом сварки.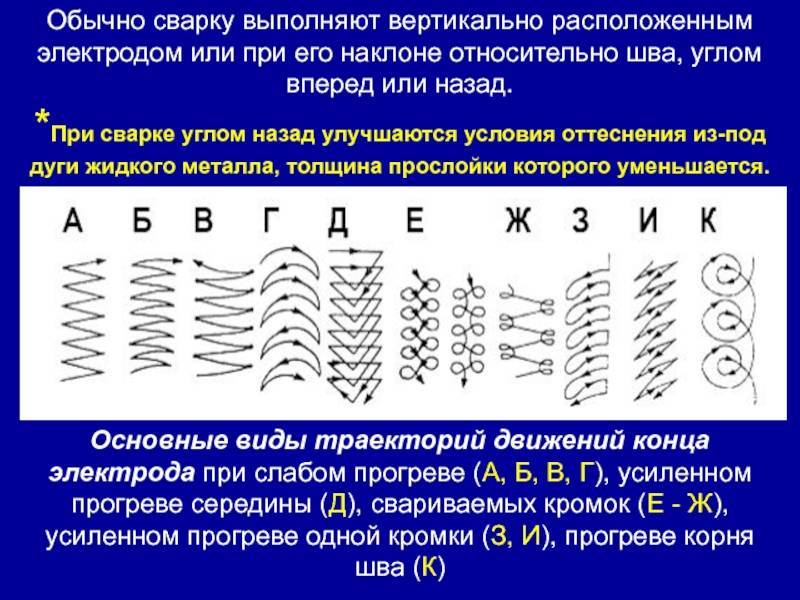 В то время как для разных металлов требуются разные температуры, дуговая сварка обычно выполняется при температуре дуги примерно 10 000 градусов по Фаренгейту. Конечно, это все же круче, чем плазменная сварка, температура которой может достигать 50 000 градусов по Фаренгейту, но, тем не менее, электрические дуги невероятно горячие.
В то время как для разных металлов требуются разные температуры, дуговая сварка обычно выполняется при температуре дуги примерно 10 000 градусов по Фаренгейту. Конечно, это все же круче, чем плазменная сварка, температура которой может достигать 50 000 градусов по Фаренгейту, но, тем не менее, электрические дуги невероятно горячие.
#3) Он сыграл роль в Первой мировой войне
Дуговая сварка сыграла ключевую роль в Первой мировой войне, оптимизировав производство линкоров. До дуговой сварки Королевский флот использовал клепаные пластины для постройки своих линкоров. Однако дуговая сварка оказалась более эффективной и действенной, что позволило Великобритании построить больше линкоров за меньшее время.
№4) Сварочные аппараты должны «остыть»
Из-за сильного нагрева аппараты для дуговой сварки должны охлаждаться, чтобы предотвратить повреждение или выход из строя.За исключением промышленных аппаратов для дуговой сварки, большинство аппаратов для дуговой сварки имеют рабочий цикл, указанный производителем, который относится к тому, сколько минут в течение 10-минутного периода следует использовать сварочный аппарат.