Композитные панели. Назначение и характеристики.
Композитные панели название широкое и по своим значениям может предполагать под собой изделия из всевозможных композитов, то есть многокомпонентных материалов. Но термин «композитные панели» больше всего закрепился и ассоциируется с алюминиевыми композитными панелями (аббревиатура АКП), которые, в основном, используют для отделки фасадов и производства рекламных объектов.
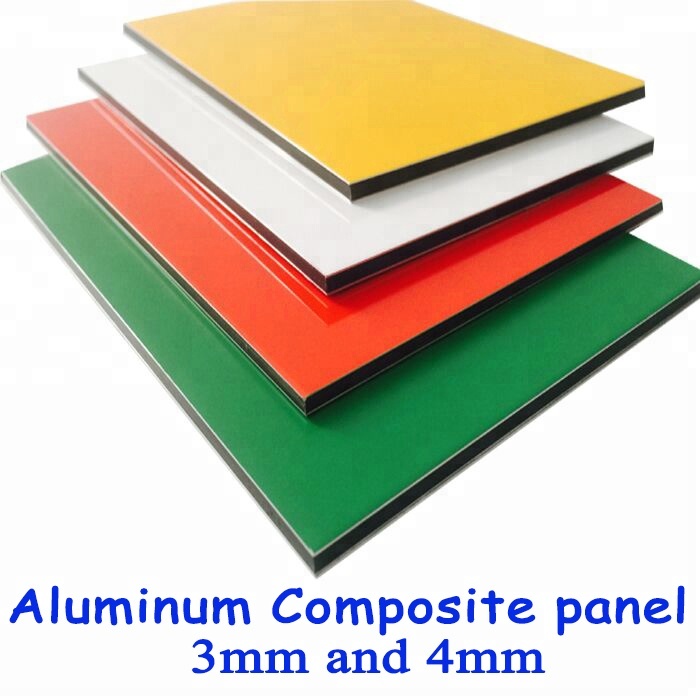
АКП выпускаются разными брендами с несущественными отличиями друг от друга. Основа конструкции обобщенно всегда одинакова: две пластины алюминия промеж которых размещен наполнитель.
На картинках представлены схемы панелей Goldstar и Bildex
Композитные панели схемаКомпозитные панели схема
Композитные панели характеристики:
- толщина панели;
- толщина алюминиевых листов;
- тип наполнителя;
- цвет эмали.
Стандартные панели имеют общую толщину 3 и 4 мм, толщину алюминия: 0, 2; 0,21; 0,3; и 0,4 мм. Длину от 1 до 4 м и ширину 1,22 или 1,5 м.
Отдельно стоит затронуть параметры наполнителя и цвета.
Наполнитель композитных панелей классифицируется по классу горючести: горючие и слабогорючие. К слабогорючим относят: ST, FR, S1, A2 эти панели устанавливаются на объектах с особыми требованиями по пожарной безопасности.
Самый широкий выбор в характеристиках композитных панелей это цвет. У каждого бренда существует стандартный набор цветовых палитр, который дополняют экзотические группы расцветок, например, под дерево, камень или глянцевые цвета, которые постоянно обновляются и расширяются. Подробнее с вариантами окраса АКП можно познакомиться в нашем каталоге.
Применение композитных панелей
Панели в основном используют в качестве строительного отделочного материала и конструкционного материала для изготовления рекламных объектов. Чаще всего в строительстве АКП применяют для наружной отделки вентилируемых фасадов, но и интерьерное применение нередко. Например, зеркальный композит, выпускаемый в серебряных и золотистых тонах, в основном идет на отделку внутри помещений.
Обработка АКП
Широкое применение композитных панелей помимо всего прочего основано на относительной простоте обработки материала и его гибкости. Благодаря последнему параметру, АКП используют для создания оригинальных разноуровневых дизайнов фасадов, с возможностью применения округлых форм, а также отделки колонн.
Желаете узнать больше о композитных панелях, получить информацию по определенному бренду или сравнительные характеристики нескольких брендов, свяжитесь с нами удобным для Вас способом! Специалисты нашей компании работают с этим материалом не менее 10 лет и с удовольствием поделятся опытом. Мы не продвигаем определенный бренд выпускающий панели. Мы просто продаем продукцию лучших брендов России!
Все цены в нашей компании открытые и выложены в прайс-листе. Но, знайте, мы умеем договариваться!
Алюминиевые композитные панели
- Ширина панели — 1220/1500/1600 мм.
- Длина панели — от 2100 до 6000 мм.
- Толщина панели — 4,0/5,0 мм.

- Толщина алюминиевого слоя — 0,4/0,5 мм.
- Вес панели — 7,5-8,5 кг/м² (зависит от толщины панели).
- Модуль упругости — 1,4 х 104 Мпа и 1,0 х 104 Мпа.
- Теплота сгорания — от 7,9 МДж/кг. до 9,8 МДж/кг.
- Наполнение внутреннего слоя антипиренами от 75 до 80%.
- Покрытие лицевой стороны: FEVE, PVDF, PUR, PL, РЕ и др.
- Тыльная сторона панели загрунтована (5-6 мкм.).
Указаны сводные характеристики: AlcoteK FR и AlcoteK FR+.
Цены на алюминиевые композитные панели AlcoteK® рассчитываются индивидуально. Зависят от марки, цвета, типа покрытия лицевой стороны панели и объёма поставки.
АКП ALCOTEK® ВЫПУСКАЮТСЯ ПОД ТОРГОВЫМИ МАРКАМИ:
|
Alcotek FR Plus Огнестойкие
|
Alcotek FR Трудногорючие
|
Alcotek B2 Для дизайна и рекламы
|
Назначение материала
АКП используют для облицовки фасадов, балконов, карнизов, входных групп зданий, АЗС, дорожных сооружений, внутренней отделки интерьера, транспортных средств, тоннелей, изготовления элементов рекламы и др.
AlcoteK® FR Plus и AlcoteK® FR применяют в системах навесных вентилируемых фасадов для облицовки зданий различных уровней ответственности, степеней огнестойкости и классов конструктивной и функциональной опасности. Панели имеют многослойную структуру. Два листа алюминиевого сплава (АМц 3003) соединены сердечником из полимера с высоким содержанием антипиренов — добавок, препятствующих горению (80% или 75% в зависимости от выбранного материала).
AlcoteK® B2 применим в малоэтажном частном строительстве, оформлении интерьера, изготовлении рекламных конструкций. В отличие от FR Plus и FR содержит меньше антипиренов. Может иметь толщину листа 3 мм.
ОБЪЕКТЫ, ПОСТРОЕННЫЕ С ПРИМЕНЕНИЕМ АЛЮМИНИЕВЫХ КОМПОЗИТНЫХ ПАНЕЛЕЙ ALCOTEK
| Комплекс «Формула-1» г. Сочи | Фитнес центр «Санта-моника» г. Белгород | Городская поликлиника №5 г. Тюмень |
| ЖК «Южный форт» и «Доминанта | «Макдональдс» г. Санкт-Петербург Санкт-Петербург | «Большая ледовая арена» г. Сочи |
ВАРИАНТЫ КРЕПЛЕНИЯ АКП ALCOTEK
|
Способ крепления «Икля»
|
Способ крепления «Проушина»
|
Алюминиевый профиль AlcoteK
|
В качестве элементов облицовки кассеты из АКП AlcoteK® утверждены для применения в составе практически всех навесных фасадных систем с воздушным зазором.
Пожарная безопасность конструкции НФС с использованием наших материалов классифицируется как непожароопасная (К0), и подтверждена натурными огневыми испытаниями по ГОСТ 312512008.
Панели AlcoteK® разрешены к применению в качестве материала для обрамления оконных проемов в составе систем: A-vent®, HILTI®. MAVent®, NordFox®, Ньютон Системс®, Ронсон®, СИАЛ®, U-kon® и др.
Алюминиевые композитные панели могут крепиться к фасаду здания при помощи алюминиевого профиля AlcoteK (только для малоэтажного строительства).
УЗНАТЬ СТОИМОСТЬ ИЛИ ЗАДАТЬ ВОПРОС
Заполните простую форму обратной связи. Мы свяжемся с вами в кратчайшие сроки.
КАК КУПИТЬ
|
Позвоните по бесплатному номеру 8 (800) 333 87 57 в наш офис продаж
|
или оставьте заявку на сайте для связи с вами
|
мы рассчитаем точную стоимость вашего заказа и сообщим её вам
|
затем подготовим все документы и подпишем с вами договор
|
организуем доставку товара или погрузим в ваш транспорт.
|
Алюминиевые композитные панели для фасада: виды, размеры, технология монтажа
Из всех облицовочных материалов именно алюминиевые композитные панели (АКП) целесообразно использовать для монтажа вентилируемого фасада. Широкая популярность алюминиевых панелей обусловлена повышенной механической прочностью, пластичностью, устойчивостью к атмосферным осадкам, кроме того, материал практически не поддается коррозии и отличается оригинальным дизайном.
Данная статья полностью посвящена алюминиевым композитным материалам. В соответствующих разделах будут описаны конструкция, виды и область использования АКП. Отдельно будет рассмотрена технология крепления алюминиевых композитных плит. В качестве дополнительной информации, приводится перечень ведущих производителей, продукция которых пользуется повышенным спросом, как в широкомасштабном строительстве, так и в частном секторе.
Что такое композитные панели из алюминия
Алюминиевые композитные панели это прочный и пластичный облицовочный материал с высокими теплоизоляционными свойствами.
Высокие прочностные характеристики и пластичность плиты обеспечивается двумя алюминиевыми слоями, толщина которых может составлять от 0,2 до 0,5 мм. В роли наполнителя, чаще всего, выступают негорючие полиолефины или минеральный теплоизолятор, которые скрепляются с основой посредством молекулярных клеевых составов.
На лицевую часть панели наносится полимерное PVDF напыление, которое имеет высокую износостойкость и устойчиво к атмосферному воздействию. Тыльная сторона панели покрывается защитным покрытием РЕ, предотвращающим воздействие на алюминиевую основу агрессивных химических соединений. Для предотвращения порчи панелей во время транспортировки и хранения, лицевая часть покрывается защитной пленкой, которая снимается после завершения монтажных работ.
Виды алюминиевых композитных панелей
Классифицировать композитные панели из алюминия можно по типу наполнителя и материалу защитного слоя.
Классификация по типу наполнителя
Вид наполнителя обуславливает область применения, класс горючести, тепло- и звукоизоляционные свойства панелей.
С минеральным наполнителем
Композитные алюминиевые панели с минеральными наполнителями относятся к классу слабогорючих материалов (Г1). Даже в случае пожара не наблюдается выделение токсичных веществ и растекание расплавленной массы. Некоторые производители используют в качестве добавки к минеральному наполнителю гидроксид алюминия, что существенно увеличивает огнестойкость изделия.
Даже в случае пожара не наблюдается выделение токсичных веществ и растекание расплавленной массы. Некоторые производители используют в качестве добавки к минеральному наполнителю гидроксид алюминия, что существенно увеличивает огнестойкость изделия.
С полимерным наполнителем
В полимерных АКП наполнителем может служить поликарбонат, вспененный полиэтилен и другие полимеры. Эта разновидность панелей отличается небольшим удельным весом и высокой механической прочностью, что значительно снижает нагрузку фундамент и несущие конструкции здания. Чаще всего, полимерные алюминиевые панели используются для облицовки легких построек и декорирования.
Сотовые алюминиевые композитные панели
В качестве промежуточного слоя в таких АКП используется каркас из алюминиевых пластин. Для армированных панелей характерны высокая механическая прочность, жесткость и способность выдерживать значительные ветровые нагрузки. Помимо этого, армированные панели обладают высокой огнестойкостью, что позволяет применять материал для облицовки многоэтажных зданий.
Классификация по типу защитного покрытия
Для защиты алюминиевых композитных панелей от внешних атмосферных и механических воздействий, на лицевую поверхность могут наноситься различные виды защитно-декоративных покрытий.
- Панели композитные алюминиевые с полиэфирным лакокрасочным покрытием. Для полиэфирных покрытий характерны насыщенность цветов, устойчивость к ультрафиолету и воздействию влаги. Такие покрытия сохраняют свои эксплуатационные характеристики в широком температурном диапазоне и вполне могут использоваться для наружных работ. Средний срок службы полиэфирного покрытия составляет 5 – 7 лет.
- Панели композитные алюминиевые с защитно-декоративным PVDF покрытием. Цена таких композитных панелей заметно выше, чем цена АКП с полиэфирным защитным слоем. Это объясняется грязеотталкивающими свойствами покрытия, высокой степенью износостойкости и большей стойкостью к воздействию агрессивных сред и ультрафиолета. Кроме того, срок службы PVDF покрытия составляет не менее 20 лет.

- Панели композитные алюминиевые с защитной оксидной пленкой. Изделия, покрытые защитно-декоративной оксидной пленкой, практически не поддаются коррозии, невосприимчивы к атмосферным воздействиям и ультрафиолетовому излучению. Такие панели отличаются высокими эстетическими показателями и могут использоваться как для наружной облицовки фасадов, так и для декоративного оформления интерьеров. Срок службы оксидного покрытия, в условиях непосредственного контакта с окружающей средой, составляет от 15 до 20 лет.
- Панели композитные алюминиевые с декоративно-защитной ламинирующей пленкой. Стоимость ламинированных панелей заметно выше стоимости всех вышеперечисленных модификаций. Такие панели могут имитировать различные виды натуральных и искусственных материалов, что позволяет придать облицовке индивидуальность и стиль. Кроме того, защитный слой из ламината отличается высокой прочностью и износостойкостью. Средний срок службы облицовки может колебаться в пределах от 20 до 25 лет.

Размеры и характеристики композитных алюминиевых панелей
Технология изготовления АКП позволяет наладить производство панелей любых размеров, в соответствии с пожеланиями заказчика, однако существуют и стандартные габариты. Рассмотрим основные эксплуатационные характеристики и размеры композитных панелей на примере модельного ряда компании «Алюминстрой».
Габаритные размеры АКП«Алюминстрой»
|
Параметры
|
Размеры, мм
| ||||
|
Goldstar A2
|
Goldstar
S1
|
Goldstar FR
|
Goldstar FR1
|
Goldstar FP
| |
|
Ширина
|
1220
|
1220 / 1500
| |||
|
Толщина
— панели
— алюминиевой основы
|
4
0,4
|
4
0,4
|
4
0,4
|
4
0,5
|
4
0,4
|
|
Длина стандартная
|
3250
| ||||
|
Диапазон длин
|
1700 — 6000
| ||||
Эксплуатационные свойства АКП «Алюминстрой»
|
Параметры
|
Размеры, мм
| ||||
|
Goldstar A2
|
Goldstar
S1
|
Goldstar FR
|
Goldstar FR1
|
Goldstar FP
| |
|
Вес АКП, кг/м2
|
7,16
|
7,7
|
7,2
|
7,4
|
6,6
|
|
Удельный вес, кг/м3
|
1795
|
1905
|
1780
|
1830
|
1680
|
|
Минимальная прочность при растяжении, МПа
|
37
|
33
|
33
|
33
|
33
|
|
Минимальная прочность при изгибе, МПа
|
125
|
85
|
85
|
85
|
85
|
|
Коэффициент удлинения при растяжении, %
|
6,5
|
3,5
|
3,5
|
3,5
|
3,5
|
|
Допустимая нагрузка при изгибе, МПа
|
43
|
68
|
69
|
50
|
50
|
|
Нагрузка, вызывающая расслоение панели, Н/мм
|
3,1
|
5,6
|
5,6
|
5,6
|
5,6
|
|
Модуль упругости при изгибе, МПа
|
2,9х104
|
1,5х104
|
2,1х104
|
1,8х104
|
1,8х104
|
|
Рабочий температурный диапазон, 0С
|
от – 55 до + 85
| ||||
Пожарно-технические свойства АКП «Алюминстрой»
|
Параметры
|
Размеры, мм
| ||||
|
Goldstar A2
|
Goldstar
S1
|
Goldstar FR
|
Goldstar FR1
|
Goldstar FP
| |
|
Класс горючести
|
Г 1
| ||||
|
Класс воспламеняемости
|
В 1
| ||||
|
Группа дымообразования
|
Д 1
|
Д 2
| |||
|
Класс токсичности
|
Т 1
|
Т 2
| |||
|
Класс конструкционной пожарной опасности
|
К 0
| ||||
|
Минимальная теплота сгорания, МДж/кг
|
4,2
|
10,6
|
10,7
|
10,7
|
24,5
|
Преимущества и недостатки композитных панелей на алюминиевой основе
Главными преимуществами АКП, обеспечившими им широкую популярность, являются:
- малый удельный вес.
 Даже при максимальной толщине панели масса 1 м2 композитной облицовки не превышает 8 кг;
Даже при максимальной толщине панели масса 1 м2 композитной облицовки не превышает 8 кг; - высокие прочностные характеристики и жесткость. Эти свойства материала позволяют изготавливать крупногабаритные панели, что существенно увеличивает скорость проведения монтажных работ;
- пластичность. Это свойство позволяет использовать алюминиевые композитные панели для облицовки фасадов любой конфигурации, колон, арок и т.д.;
- повышенные звукоизоляционные свойства. За счет наличия полимерной или минеральной прослойки композитная облицовка существенно снижает уровень шума внутри здания;
- простота обработки. АКП легко поддаются всем видам механической обработки, что позволяет придавать панелям любую конфигурацию непосредственно на месте проведения монтажных работ;
- стойкость к агрессивному воздействию окружающей среды и ультрафиолету. Эти свойства позволяют длительное время сохранять привлекательный внешний вид облицовки;
- высокая коррозионная стойкость.
 Алюминиевые панели устойчивы ко всем видам коррозии, что обеспечивает длительный срок службы материала;
Алюминиевые панели устойчивы ко всем видам коррозии, что обеспечивает длительный срок службы материала; - многообразие текстур и расцветок. Широкий выбор декоративно защитных покрытий дает возможность воплощать любые дизайнерские решения;
- длительный период эксплуатации. Качественные АКП могут прослужить от 20 до 30 лет, в зависимости от условий эксплуатации.
К недостаткам композитных материалов из алюминия можно отнести следующие особенности:
- композитные материалы с полимерным наполнителем и алюминиевой обшивкой нельзя считать полностью пожаробезопасными;
- существенное различие коэффициентов температурного расширения наполнителя и обшивки панели может привести к расслаиванию изделия при существенном повышении температуры;
- композитные облицовочные плиты практически не подлежат ремонту.
Кроме того, стоимость АКП значительно выше стоимости других облицовочных материалов.
Область применения алюминиевых композитных панелей
В современном строительстве и дизайне АКМ широко применяются при:
- декоративной облицовке и устройстве вентилируемых фасадов;
- монтаже входных групп супермаркетов, офисных центров и административных зданий;
- изготовлении элементов наружной рекламы: вывесок, указателей, лайтбоксов, пиллонов и т.д.;
- отделке интерьеров и декорировании помещений;
- изготовлении элементов интерьерной рекламы, выставочных стендов, стеллажей и других конструкций;
- решении задач, связанных с промышленным дизайном производственных и офисных помещений;
- изготовлении холодильных камер и промышленного холодильного оборудования;
- производстве специализированного оборудования: кунгов, кабин, рефрижераторных вагонов и автомобильных морозильных камер;
- создании малых архитектурных форм, таких как павильоны, киоски, указатели, стеллы и т.
 д.;
д.; - изготовлении специальной мебели, работающей в условиях повышенной влажности в широком температурном диапазоне;
- возведении перегородок и монтаже подвесных систем.
Технология монтажа композитных алюминиевых панелей
Монтаж АКП относительно прост и производится в следующей последовательности:
- На первом этапе производится разметка, позволяющая точно установить кронштейны крепления каркаса. Для проведения разметочных работ могут потребоваться: лазерный указатель, отвес, строительный уровень, рулетка.
- После нанесения разметки приступают к монтажу несущих кронштейнов обрешетки. В зависимости от вида основы, могут использоваться как металлические анкерные крепления, так и дюбеля с пластиковой гильзой.
- Следующий шаг – укладка теплоизолятора и защитной пленки, которые крепятся к основанию с помощью специальных зонтичных дюбелей.
- После укладки теплоизоляционного слоя, в установленных кронштейнах с помощью саморезов или заклепок закрепляют несущие направляющие каркаса.

- Композитные панели крепятся к направляющим обрешетки с помощью прижимных планок, саморезов или заклепок.
Способы обработки композитных материалов
Для получения необходимой конфигурации композитной панели могут использоваться следующие виды обработки:
- вальцевание. Этот вид обработки позволяет получить панели, предназначенные для облицовки криволинейных поверхностей;
- сверление и фрезерование. Применяется для получения отверстий и изменения формы панели. Часто применяется при изготовлении малых архитектурных форм и элементов наружной рекламы;
- распил. Позволяет получить кассету с требуемыми габаритными размерами. Этот вид обработки является наиболее распространенным.
Важно! При порезке АКП не следует использовать болгарку, поскольку значительное увеличение температуры в зоне резания может повредить защитно-декоративное покрытие. После завершения работы срез необходимо обработать специальным полимерным составом.
После завершения работы срез необходимо обработать специальным полимерным составом.
- гибка. Пластичность материала позволяет придавать панелям угол 900 и более, без нарушения целостности защитно-декоративного слоя.
Ведущие производители алюминиевых панелей для фасада
В настоящее время наибольшим спросом пользуются композитные алюминиевые материалы следующих производителей:
«Алкотек»
Продукция производственного объединения «Алкотек» давно пользуется заслуженным спросом у отечественных застройщиков. Высокое качество выпускаемых композитных панелей и большой выбор расцветок позволяют применять АКП «Алкотек» для воплощения любых дизайнерских решений.
Облицовочные плиты «Алкотек» выпускаются шириной 1,22 и 1,5 м. Длина панелей определяется требованиями заказчика и может составлять от 2 до 8 м. Наибольшим спросом в настоящее время пользуются такие модификации как: AlcoteK B2®, AlcoteK®, AlcoteK FR®, AlcoteK FR Plus®.
«Алюкобонд»
Компания работает на российском рынке более 15 лет, и за это время успело занять лидирующие позиции в области производства композитных алюминиевых материалов. Чаще всего, АКП «Алюкобонд» применяются для монтажа вентилируемых фасадов различной сложности. Кроме этого, материал нашел самое широкое применение при изготовлении рекламных конструкций и малых архитектурных форм. Широкий выбор расцветок и текстур позволяет использовать АКП «Алюкобонд» не только для наружных работ, но и для внутренней отделки.
«Билдекс»
Композитные материалы от компании «Билдекс» широко используются при декоративной облицовке фасадов, монтаже рекламных конструкций, а также при внутренней отделке жилых и офисных помещений. Длительный период эксплуатации и высокая износостойкость изделий обеспечиваются специальным защитно-декоративным PVDF покрытием. Большой выбор текстур и расцветок позволяет подобрать материал, идеально соответствующий общей архитектурной концепции или дизайнерскому решению.
При стандартной ширине 1220 и 1500 мм, длина плиты может варьироваться в пределах от 2000 до 6000 мм, в соответствии с требованиями клиента. В зависимости от назначения, толщина кассеты может быть 3 или 4 мм.
«Голдстар»
АКП «Goldstar» выпускаются производственным объединением «Алюминстрой». Инновационная технология производства и использование новейшего оборудования позволили наладить выпуск композитных панелей, соответствующих всем существующим стандартам качества и пожарной безопасности. Модельный ряд компании включает в себя несколько серий, наибольшей популярностью, среди которых, пользуются: «Хамелеон», «Жемчуг», «Classic» и «Кварц».
Стандартная длина плит составляет 4000 мм, однако, при необходимости, могут быть изготовлены плиты любой длины в диапазоне от 1850 до 6000 мм.
«Краспан»
Еще один российский производитель композитных материалов, качество которых не уступает зарубежным аналогам. Основными особенностями алюминиевых композитных плит «Краспан» являются высокая огнестойкость и прочность. Пластичность изделий позволяет производить облицовку фасадов, имеющих сложную конфигурацию, в том числе, радиусные элементы. Разнообразие цветовых решений и текстур дает возможность воплощать в жизнь самые оригинальные дизайнерские разработки.
Пластичность изделий позволяет производить облицовку фасадов, имеющих сложную конфигурацию, в том числе, радиусные элементы. Разнообразие цветовых решений и текстур дает возможность воплощать в жизнь самые оригинальные дизайнерские разработки.
Помимо облицовочных плит Компания «Краспан» производит элементы несущих систем для устройства вентилируемых фасадов и возведения различных строительных конструкций.
«Grossbond»
АКП «Grossbond» относятся к классу универсальных отделочных материалов. Основной областью применения композитных плит «Grossbond» является облицовка фасадов, кроме того, материал активно используется при создании интерьеров, изготовлении вывесок, указателей, рекламных щитов и специальной мебели.
Панели «Grossbond» полностью отвечают всем требованиям пожарной безопасности, что подтверждается наличием соответствующих сертификатов. Помимо композитных материалов, компания производит элементы подсистем из конструкционной оцинкованной стали алюминиевых сплавов.
Стремительное развитие строительных технологий позволяет значительно ускорить процесс проведения строительно-монтажных работ. Применение алюминиевых композитных панелей не только дает возможность в кратчайшие сроки произвести облицовку или изготовить рекламную конструкцию, но и обеспечивает длительный срок службы и высокие эстетические характеристики фасада.
Композитные панели для фасада: подробное описание монтажа
При обустройстве вентилируемых фасадов особое внимание уделяется материалам обшивки. Именно от них зависит долговечность покрытия, защита здания от негативных факторов и, разумеется, внешняя привлекательность фасада. Наибольшей популярностью пользуются композитные панели, обладающие массой замечательных свойств. Еще совсем недавно сфера их применения ограничивалась общественными и промышленными строениями, но сейчас такие панели начинают использовать и для отделки частных домов.
Композитные панели для фасада
Применение алюминиевых композитных панелей
Фасадные композитные панели
Что представляют собой композитные панели
Термином «композит» обозначают соединение нескольких разнородных материалов в одно целое. Что это дает: новый материал приобретает улучшенные характеристики, которые по качеству и количеству значительно превышают свойства каждого из составляющих компонентов. Любой композит имеет пластичную основу (матрицу) и наполнитель, выступающий в качестве армирующего слоя.
Что это дает: новый материал приобретает улучшенные характеристики, которые по качеству и количеству значительно превышают свойства каждого из составляющих компонентов. Любой композит имеет пластичную основу (матрицу) и наполнитель, выступающий в качестве армирующего слоя.
Структура композитных панелей Goldstar
Структура композитных панелей более сложная, поскольку включает еще металлические пластины (чаще всего алюминиевые) и дополнительные слои для защиты и декорирования отделочного материала. У каждого производителя панели могут отличаться по составу наполнителя, количеству слоев и виду покрытия, но общие характеристики остаются неизменными: небольшой вес при высокой жесткости и прочности, устойчивость к негативным факторам и долговечность.
Алюминиевые композитные панели «Алюматрикс»
Внешне панели представляют собой тонкие металлические пластины с теплоизоляционной прослойкой, квадратной или прямоугольной формы. Лицевая сторона панелей покрывается специальными лакокрасочными составами широкой цветовой гаммы с глянцевым и матовым эффектом. Более дорогие варианты имеют ламинированное покрытие с имитацией текстур натуральных и искусственных материалов. Разнообразие расцветок и фактур дает возможность полностью преобразить фасад любого здания, независимо от его размеров, конфигурации, архитектурного стиля.
Более дорогие варианты имеют ламинированное покрытие с имитацией текстур натуральных и искусственных материалов. Разнообразие расцветок и фактур дает возможность полностью преобразить фасад любого здания, независимо от его размеров, конфигурации, архитектурного стиля.
Структура композитных панелей winbond
Характеристики и виды панелей
Стандартная композитная панель имеет следующую структуру:
- защитная пленка;
- лакокрасочный слой;
- алюминиевый лист;
- клеевая прослойка;
- наполнитель;
- клеевая прослойка;
- лист алюминия;
- антикоррозийное покрытие.
Алюминиевые композитные панели BILDEX
Производство алюминиевых композитных панелей
Панели выпускаются шириной от 1 м до 1,5 м, стандартная длина составляет 2,40, 3,20 и 4 м. Правда, многие производители не указывают фиксированную длину, предлагая покупателям подбирать материал под конкретные параметры здания. Толщина панели равняется 2-6 мм, а вес не превышает 8 кг на квадратный метр, благодаря чему на несущие конструкции оказывается минимальная нагрузка. В то же время, из-за небольшой толщины и особенностей структуры такая отделка плохо удерживает тепло, и в качестве теплоизолирующего материала не используется.
В то же время, из-за небольшой толщины и особенностей структуры такая отделка плохо удерживает тепло, и в качестве теплоизолирующего материала не используется.
Алюминиевые композитные панели, размеры
Панели выдерживают температурные колебания в диапазоне -58°С… +80°С, большие ветровые нагрузки, невосприимчивы к воздействию микроорганизмов и коррозии. Кроме того, они гасят вибрации и эффективно поглощают звуки. К примеру, звукоизоляция бетонных стен повышается в 2 раза после облицовки фасада композитными панелями. Что касается пожаробезопасности, то здесь тоже показатели очень хорошие: панели относятся к трудновоспламеняемым материалам, которые обладают слабой горючестью и выделяют мало дыма. К тому же, все больше производителей используют при изготовлении материала антипиреновые добавки, что еще больше снижает риск возгорания обшивки при пожаре в здании.
Панели делятся на виды по двум критериям – составу наполнителя и типу наружного покрытия.
| Вид наполнителя | Основные свойства |
|---|---|
| Минеральный | Многокомпонентный состав, включающий вспененный полиэтилен и большое количество антипиренов. Имеет низкий класс горючести – Г1, не выделяет едкого дыма, при плавлении не растекается. В изделиях немецкого производства применяется наполнитель, изготовленный на основе гидроокиси алюминия, который еще меньше склонен к возгоранию. Панели с минеральной прослойкой предназначены для фасадной отделки Имеет низкий класс горючести – Г1, не выделяет едкого дыма, при плавлении не растекается. В изделиях немецкого производства применяется наполнитель, изготовленный на основе гидроокиси алюминия, который еще меньше склонен к возгоранию. Панели с минеральной прослойкой предназначены для фасадной отделки |
| Полимерный | Изготавливается из сотового полипропилена и вспененного полиэтилена. Такой наполнитель обеспечивает легкость облицовочному материалу, что позволяет использовать его при облицовке тонких перегородок и конструкций со слабой несущей способностью. Панели с полимерной прослойкой используются преимущественно внутри помещений |
| Алюминиевый | В качестве наполнителя используются очень тонкие алюминиевые пластины, собранные в соты или сетку. Это обеспечивает наибольшую легкость облицовки и самую высокую жесткость. Такие панели выдерживают огромные ветровые нагрузки, а потому идеально подходят для отделки высотных домов |
Стоит заметить, что панели с алюминиевым наполнителем гораздо хуже поглощают звуки и совсем не держат тепло, а по стоимости значительно превышают облицовку с минеральным и полимерным наполнителем. По этой причине использовать их для отделки частного дома нецелесообразно.
По этой причине использовать их для отделки частного дома нецелесообразно.
Цвета алюминиевых композитных панелей
Разновидности покрытия панелей
| Вид покрытия | Основные характеристики |
|---|---|
| Полиэфирные краски и лаки | Самый недорогой тип покрытия. Образует прочную и эластичную пленку с приятным глянцевым блеском. Обладает хорошей устойчивостью к выгоранию и влаге. Панели с таким покрытием рекомендуется использовать для внутренней отделки, поскольку снаружи они теряют внешнюю привлекательность уже через 5-6 лет |
| Краски и лаки PVDF | Покрытия этого типа обладают грязеотталкивающими свойствами, высокой устойчивостью к механическим повреждениям и ультрафиолету. Средний срок их службы 20-25 лет без потери первоначального вида. Панели с этим покрытием отлично подходят для наружной облицовки |
| Оксидные пленки | Покрытие, образующееся в результате электрохимической обработки алюминия. Оно создает надежную защиту от коррозии, ультрафиолета, негативного воздействия осадков и механических повреждений, придает поверхности зеркальный эффект. Средний срок службы такого покрытия составляет 15-20 лет Оно создает надежную защиту от коррозии, ультрафиолета, негативного воздействия осадков и механических повреждений, придает поверхности зеркальный эффект. Средний срок службы такого покрытия составляет 15-20 лет |
| Ламинирующие пленки | Эти синтетические покрытия выполняют и защитные, и декоративные функции. Они создают искусную имитацию разнообразных фактур: мрамор, гранит, полированный метал, различные породы древесины. Ламинированные панели дороже остальных, но зато и смотрятся наиболее эффектно. Срок службы этих покрытий составляет 15-20 лет |
Лучшие производители
Поскольку композитные панели пока еще не используются массово, как сайдинг или профнастил, их производством занимается не так много компаний. На отечественном рынке представлены около 30 достойных внимания производителей, продукция которых отвечает необходимым стандартам. При этом большая часть из них – это российские и китайские компании, а также их совместные предприятия. Но лидером все же является немецко-швейцарский бренд «Alukobond», композитные панели которого появились в России раньше других.
Alukobond
Alucobond — алюминиевые композитные панели
Композитные панели этой марки отличаются сочетанием высокой прочности и гибкости, что позволяет легко осуществлять монтаж на криволинейных поверхностях. Они выпускаются шириной от 1 до 1,5 м, длиной – от 3,20 до 8 м. Максимальный вес 1 м2 облицовки составляет 7,7 кг. Гамма расцветок панелей очень широкая, есть серия моделей с имитацией под камень и дерево различных оттенков. Средний срок эксплуатации материала около 50 лет.
Goldstar
Композитные панели «Голдстар»
Материал производится в России, имеет отличное качество, полностью отвечает принятым стандартам. При изготовлении панелей используется полимерный и минеральный наполнитель, покрытие – PVDF. Ассортимент очень широкий, большой выбор оттенков по шкале RAL. Производитель предлагает несколько эффектных серий с имитацией различных материалов: «Вологда» — панели под дерево, «Зеркало» — имитация зеркальной поверхности, полированного металла, золота и серебра; «Палермо» — имитация натурального камня. Высоким спросом пользуются панели серии «Хамелеон», которые изменяют цвет под разными углами зрения. Толщина материала этой марки равняется 3-4 мм, ширина – 1,22, 1,25 и 1,5 м, длина 2,44 и 4 м.
Высоким спросом пользуются панели серии «Хамелеон», которые изменяют цвет под разными углами зрения. Толщина материала этой марки равняется 3-4 мм, ширина – 1,22, 1,25 и 1,5 м, длина 2,44 и 4 м.
ALLUXE
Композитные панели китайского производства ничем не уступают отечественным брендам. Продукция изготавливается по лучшим западным технологиям, имеет все необходимые сертификаты качества. Прослойкой служит полимерный и минеральный наполнитель, покрытие – PVDF. Толщина панелей 3 и 4 мм, стандартная ширина 1,25 м, максимальная длина – 5,70 м. Цветовая палитра панелей включает 23 варианта, как с глянцевым, так и с матовым эффектом.
Алюминиевые композитные панели ALLUXE
Также популярна продукция таких марок, как «WinBond», «Alcotek», «YARET», «Dibond». Приобретать их нужно лишь у официальных представителей, поскольку есть риск купить подделку.
Alcotek
Композитные панели YARET по типу «Алюкобонд»
Цены на композитные панели
Композитные панели
Видео — Изготовление панелей «Алюкобонд»
Технология облицовки композитными панелями
Данный вид облицовки является весьма дорогостоящим, но результат того стоит. Во-первых, вы получаете надежную и долговечную конструкцию, которой не страшны ни ветер, ни осадки, ни перепады температур. Во-вторых, такая отделка выглядит невероятно эффектно и стильно, выгодно выделяясь среди оштукатуренных или обшитых сайдингом домов. Все работы можно выполнить самостоятельно, главное – четко придерживаться инструкции.
Вентилируемые фасады из композитных панелей
Облицовка колонн композитным панелями
Инструменты и материалы
Композитные панели крепятся на подсистему из металлического каркаса. Поэтому помимо облицовочного материала понадобится приобрести крепежные кронштейны и оцинкованный профиль, двухступенчатые сверла для алюминия, дрель, строительный уровень.
Короткие двухступенчатые сверла
Для резки панелей используют ножницы по металлу, ручной лобзик или дисковую пилу, а крепление обшивки к подсистеме выполняется при помощи заклепок либо оцинкованных саморезов.
Стальные заклепки
Инструмент для
Цены на композитные панели (алюкобонд и его аналоги)
Цены предоставляются с учётом НДС на стандартные цвета и одного типоразмера от 300м2 при комплексной поставке и любой обработке панелей в нашей компании.
Для облицовки фасадов рекомендуется использовать АКП группы горючести Г1 «FR» и «FR+», классом пожарной безопасности К0.
На АКП имеется вся разрешительная документация: сертификаты, ТС и ТО, протокол испытаний, паспорт качества на партию.
Все цены указаны с учетом НДС. Гибкая ценовая политика. Рассматриваем различные варианты оплат и предоплат.
Размер панелей: ширина 1220 мм и 1500 мм, длина до 6000 мм. стандартный размер на складе: 1220*4000 мм, 1500*4000 мм.
Толщина панелей от 2мм до 6мм, толщина алюминия 0,1-0,5мм
Производство любого цвета по каталогу РАЛ от 100м2 по расчѐту. Срок изготовления более 60 базовых цветов – от 3-х до 10 дней.
*Более подробную информацию об условиях АКЦИИ Вы можете уточнять у менеджера отдела продаж 8-800-775-05-93.
| № | АКП толщина, мм — Горючесть | Цвет | Ширина мм | Цена ₽/м2 |
| Алюминиевые Композитные Панели 1220мм | ||||
| АКП Г4 1220/2000-6000/2мм | ||||
| 1 | 2/0,05 — Г4 | грунт | 1220 | по запросу |
| 2 | 2/0,05 — Г4 | белый | 1220 | по запросу |
| 3 | 2/0,10 — Г4 | стандартный | 1220 | по запросу |
| 4 | 2/0,21 — Г4 | грунт | 1220 | по запросу |
| 5 | 2/0,21 — Г4 | стандартный | 1220 | по запросу |
| 6 | 2/0,30 — Г4 | грунт | 1220 | по запросу |
| 7 | 2/0,30 — Г4 | стандартный | 1220 | по запросу |
| АКП Г4 1220/2000-6000/3мм | ||||
| 8 | 3/0,05 — Г4 | грунт | 1220 | по запросу |
| 9 | 3/0,05 — Г4 | белый | 1220 | по запросу |
| 10 | 3/0,10 — Г4 | стандартный | 1220 | по запросу |
| 11 | 3/0,21 — Г4 | грунт | 1220 | по запросу |
| 12 | 3/0,21 — Г4 | стандартный | 1220 | по запросу |
| 13 | 3/0,21 — Г4 | ламинация | 1220 | по запросу |
| 14 | 3/0,30 — Г4 | грунт | 1220 | по запросу |
| 15 | 3/0,30 — Г4 | стандартный | 1220 | по запросу |
| 16 | 3/0,30 — Г4 | царапаный | 1220 | по запросу |
| 17 | 3/0,30 — Г4 | глянец/перламутр | 1220 | по запросу |
| 18 | 3/0,30 — Г4 | зеркало | 1220 | по запросу |
| 19 | 3/0,30 — Г4 | ламинация | 1220 | по запросу |
| АКП Г4 1220/2000-6000/4мм | ||||
| 20 | 4/0,10 — Г4 | стандартный | 1220 | по запросу |
| 21 | 4/0,21 — Г4 | стандартный | 1220 | по запросу |
| 22 | 4/0,21 — Г4 | ламинация | 1220 | по запросу |
| 23 | 4/0,30 — Г4 | стандартный | 1220 | по запросу |
| 24 | 4/0,30 — Г4 | царапаный | 1220 | по запросу |
| 25 | 4/0,30 — Г4 | глянец/перламутр | 1220 | по запросу |
| 26 | 4/0,30 — Г4 | зеркало | 1220 | по запросу |
| 27 | 4/0,30 — Г4 | ламинация | 1220 | по запросу |
| 28 | 4/0,40 — Г4 | стандартный | 1220 | по запросу |
| 29 | 4/0,40 — Г4 | царапаный | 1220 | по запросу |
| 30 | 4/0,40 — Г4 | камень/дерево | 1220 | по запросу |
| 31 | 4/0,40 — Г4 | ламинация | 1220 | по запросу |
| Алюминиевые Композитные Панели 1500мм | ||||
| АКП Г4 1500/2000-6000/2мм | ||||
| 42 | 2/0,17 — Г4 | стандартный | 1500 | по запросу |
| 43 | 2/0,21 — Г4 | стандартный | 1500 | по запросу |
| АКП Г4 Г4 1500/2000-6000/3мм | ||||
| 44 | 3/0,17 — Г4 | стандартный | 1500 | по запросу |
| 45 | 3/0,21 — Г4 | стандартный | 1500 | по запросу |
| 46 | 3/0,30 — Г4 | стандартный | 1500 | по запросу |
| 47 | 3/0,30 — Г4 | царапаный | 1500 | по запросу |
| 48 | 3/0,30 — Г4 | глянец/перламутр | 1500 | по запросу |
| АКП Г4 1500/2000-6000/4мм | ||||
| 49 | 4/0,17 — Г4 | стандартный | 1500 | по запросу |
| 50 | 4/0,21 — Г4 | стандартный | 1500 | по запросу |
| 51 | 4/0,30 — Г4 | стандартный | 1500 | по запросу |
| 52 | 4/0,30 — Г4 | царапаный | 1500 | по запросу |
| 53 | 4/0,30 — Г4 | глянец/перламутр | 1500 | по запросу |
| 54 | 4/0,40 — Г4 | стандартный | 1500 | по запросу |
| Алюминиевые Композитные Панели FR Г1 ( огнестойкие ) | ||||
| FR Г1 1220/2000-6000/4мм | ||||
| 32 | 4/0,03 — FR Г1 | стандартный | 1220 | по запросу |
| 33 | 4/0,30 — FR Г1 | царапаный | 1220 | по запросу |
| 34 | 4/0,30 — FR Г1 | глянец/перламутр | 1220 | по запросу |
| 35 | 4/0,30 — FR Г1 | зеркало | 1220 | по запросу |
| 36 | 4/0,30 — FR Г1 | ламинация | 1220 | по запросу |
| 37 | 4/0,40 — FR Г1 | стандартный | 1220 | по запросу |
| 38 | 4/0,40 — FR+ PREMIUM | стандартный | 1220 | по запросу |
| 39 | 4/0,40 — FR Г1 | царапаный | 1220 | по запросу |
| 40 | 4/0,40 — FR Г1 | камень/дерево | 1220 | по запросу |
| 41 | 4/0,40 — FR Г1 | ламинация | 1220 | по запросу |
| FR Г1 1500/2000-6000/4мм | ||||
| 55 | 4/0,30 — FR Г1 | стандартный | 1500 | по запросу |
| 56 | 4/0,30 — FR Г1 | царапаный | 1500 | по запросу |
| 57 | 4/0,30 — FR Г1 | глянец/перламутр | 1500 | по запросу |
| 58 | 4/0,40 — FR Г1 | стандартный | 1500 | по запросу |
| 59 | 4/0,40 — FR+ PREMIUM (откосы) | стандартный | 1500 | по запросу |
| Услуги по обработке Алюминиевых Композитных Панелей | ||||
| 60 | Резка материала в размер | метр погонный | по запросу | |
| 61 | Фрезеровка простая | метр квадратный | по запросу | |
| 62 | Фрезеровка сложная ЧПУ | метр квадратный | по запросу | |
| 63 | Вальцовка | метр квадратный | ||
Алюминиевая панель от компании «Ремэкс»
Компания «Ремэкс» реализует современный композитный материал. В наличии имеется продукция известных брендов Grossbond и Goldstar с превосходными эксплуатационными характеристиками.
В наличии имеется продукция известных брендов Grossbond и Goldstar с превосходными эксплуатационными характеристиками.
Алюминиевая панель по структуре представляет собой неоднородное слоистое изделие из нескольких компонентов.
Показано 1 — 2 из 2 510152050
Узнать стоимость
Алюминиевые композитные панели Grossbond — это прочный и износоустойчивый материал, который состоит из двух слоёв алюминия, между которыми проложен полимерный наполнитель. В процессе производства композитных панелей используется современное технологичное оборудование, с…
подробнее
Узнать стоимость
Компания «Ремэкс» представляет широкий ассортимент алюминиевых сэндвич-панелей.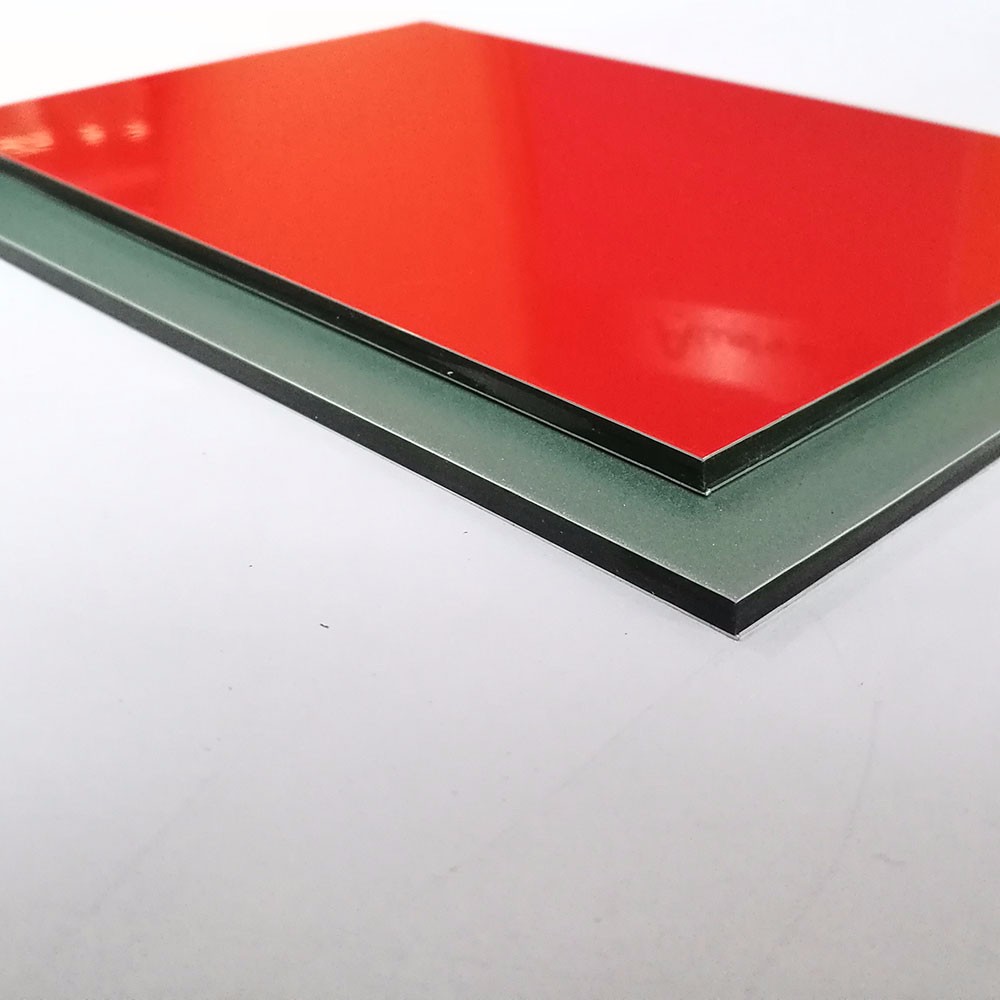 Всегда в наличии продукция марки Goldstar. Осуществляем поставку товаров любыми партиями.
Всегда в наличии продукция марки Goldstar. Осуществляем поставку товаров любыми партиями.
Алюминиевые композитные панели Goldstar являются продукцией российского производства. Они…
подробнее
Характеристики и состав алюминиевого композита
Популярный продукт имеет следующую последовательность расположения слоев:
- защитное покрытие с антикоррозийными свойствами;
- грунтовочный состав для придания алюминиевой сэндвич-панели устойчивости к образованию ржавчины;
- первый лист алюминия толщиной до 0,5 мм;
- прослойка из пластика;
- второй алюминиевый лист толщиной до 0,5 мм;
- грунтовочный слой композита на основе поливинилденфторидной смолы;
- лакокрасочный состав;
- защитная пленка.
Алюминиевая панель может иметь различную толщину для удобного выбора в соответствии с поставленными задачами. Продукция известных брендов имеет негорючую основу.
Продукция известных брендов имеет негорючую основу.
Плюсы алюминиевых сэндвич-панелей
Самые значимые преимущества изделий — малый вес, огнестойкость, долговечность, прочность, надежность, эластичность. Алюминиевые композитные панели выпускаются в разных оттенках. Насыщенность цветов не изменяется со временем, на поверхности незаметны следы выцветания или растрескивания.
Алюминиевый композит может иметь сложную форму для оформления углов, овальных объектов. Изделия допускается сгибать под углом до 180 градусов. Алюминиевую панель обрабатывают различными способами — режут, пилят, сгибают, вальцуют и пр.
Плиты отличаются повышенной устойчивостью к внешним факторам. Алюминиевые композитные панели устойчивы к коррозии, химическим воздействиям. Они не деформируются при давлении и ударах. Алюминиевая панель выдерживает резкие температурные колебания. Допускается использовать плиты в любых климатических условиях.
Алюминиевый композит обладает превосходными шумопоглощающими свойствами, имеет стильный и привлекательный вид.
Область применения алюминиевых сэндвич-панелей:
- Плиты востребованы для обустройства выставочных павильонов или других временных демонстрационных объектов.
- Реставрация старых зданий. Панели не оказывают дополнительной нагрузки на конструктивные части.
- Используют для устройства вентилируемых фасадов, для внутреннего обустройства общественных зданий.
- Материал укладывают на стены и потолки аэропортов, вокзалов, автомобильных салонов, кинотеатров, торговых центров.
Купите алюминиевые композитные панели любой толщины, позвонив по одному из контактных номеров в Москве. Уточнить цену на крупные объемы продукции также можно по телефону. Чтобы узнать больше о характеристиках материала, направьте запрос через онлайн-форму. Компания «Ремэкс» гарантирует минимальные сроки обработки заказа и быструю доставку алюминиевых панелей в Москве и Санкт-Петербурге.
Составной лист
— это … Что такое композитный лист?
Композитные соты — это материал, используемый в качестве основного материала в композитных структурах с сэндвич-структурой.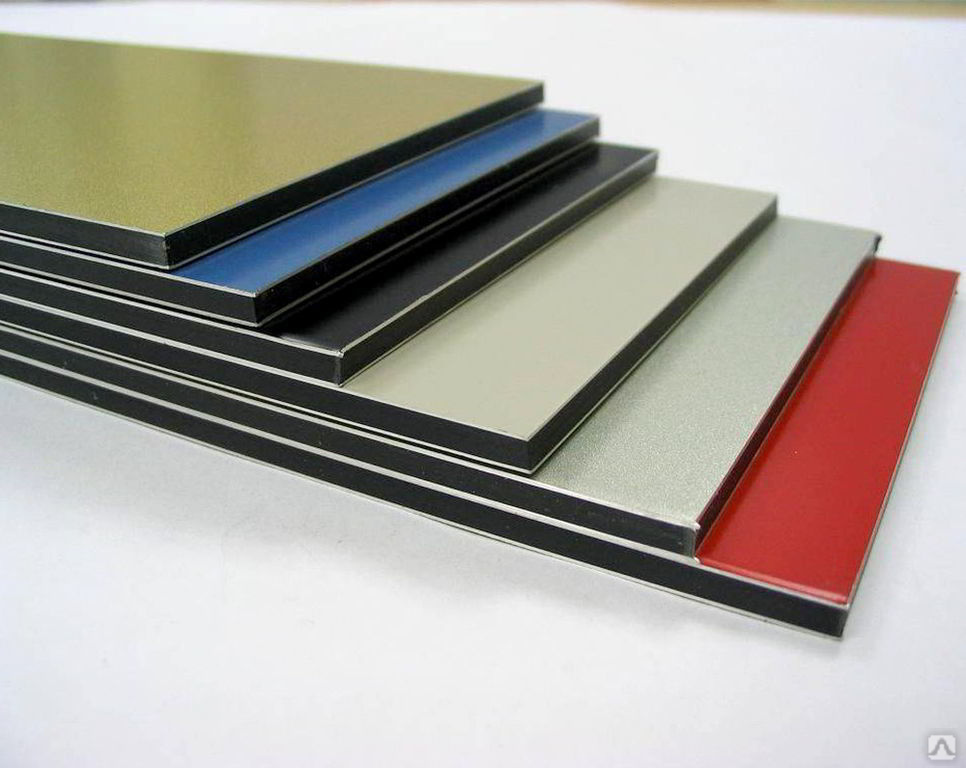 Композитные соты получили свое название от внешнего сходства с пчелиными сотами с шестиугольной листовой структурой. Производство Композитные соты состоят из…… Wikipedia
Композитные соты получили свое название от внешнего сходства с пчелиными сотами с шестиугольной листовой структурой. Производство Композитные соты состоят из…… Wikipedia
Листовой формовочный материал — (SMC) или листовой формовочный композит — это готовый к формованию армированный волокном полиэфирный материал, в основном используемый в компрессионном формовании.Лист поставляется в рулонах весом до 400 кг.SMC изготавливается путем диспергирования длинных клетей (> 1 дюйма) рубленого…… Wikipedia
Композитный материал — Ткань из тканых волокон из углеродного волокна, распространенный элемент в композитных материалах Композиционные материалы, часто сокращаемые до композитов или называемых композиционными материалами, представляют собой технические или встречающиеся в природе материалы, изготовленные из двух или более компонентов… Wikipedia
Композит с сэндвич-структурой — Композитная сэндвич-панель, используемая для испытаний в НАСА Композит с сэндвич-структурой — это особый класс композитных материалов, который изготавливается путем прикрепления двух тонких, но жестких обшивок к легкому, но толстому сердечнику.Основной материал…… Википедия
Композитный материал — Образец композитного материала Композитный материал представляет собой сборку несмешиваемых материалов (mais ayant une forte capacity d adhésion). Le nouveau matériau ainsi constitué posède des propriétés que les éléments seuls ne…… Wikipédia en Français
Композит с сэндвич-структурой — Композит с сэндвич-структурой — это особый класс композитных материалов, который изготавливается путем прикрепления двух тонких, но жестких оболочек к легкому, но толстому сердечнику.Материал сердечника — обычно материал с низкой прочностью, но с большей толщиной…… Wikipedia
Спроектированный цементный композит — Спроектированный цементный композит (ECC) — это композит на основе строительного раствора, который легко формуется и формируется, армированный короткими случайными волокнами, cite web title = Краткое введение в технологии ECC и ECC network url =…… Wikipedia
Olimunllum — полностью консолидированный термопластический композитный материал, разработанный компанией SICD Ltd.содержащие квазиизотропное бесконечное армирование из углеродного волокна и полукристаллическую термопластичную полимерную матрицу из семейства полиарилэфиркетонов (PAEK).…… Wikipedia
Список рыб на марках Таиланда — Это список рыб на марках Таиланда до 2003 г. (набор «Морская жизнь» от 15 марта 2001 г. исключен из-за составного листа и отсутствия научного названия). 120 лет тайским почтовым маркам, Почта Таиланда, 2003 г. * Fishbase… Wikipedia
Abbrennstumpfschweißen — Widerstandsschweißen (англ.: контактная сварка) ist ein Schweißverfahren für elektrisch leitfähige Werkstoffe auf Basis der Jouleschen Stromwärme eines durch die Verbindungsstelle fließenden elektrischen Stromes mit Q Wärme in J I Stromstärke in… Deutsch
Buckelschweißen — Widerstandsschweißen (на английском языке: контактная сварка) ist ein Schweißverfahren für elektrisch leitfähige Werkstoffe auf Basis der Jouleschen Stromwärme eines durch die Verbindungssärme eines durch die Verbindungsschweißen
Композитный лист
— это… Что такое композитный лист?
Композитные соты — это материал, используемый в качестве основного материала в композитных структурах с сэндвич-структурой. Композитные соты получили свое название от внешнего сходства с пчелиными сотами с шестиугольной листовой структурой. Производство Композитные соты состоят из…… Wikipedia
Листовой формовочный материал — (SMC) или листовой формовочный композит — это готовый к формованию армированный волокном полиэфирный материал, в основном используемый в компрессионном формовании.Лист поставляется в рулонах весом до 400 кг.SMC изготавливается путем диспергирования длинных клетей (> 1 дюйма) рубленого…… Wikipedia
Композитный материал — Ткань из тканых волокон из углеродного волокна, распространенный элемент в композитных материалах Композиционные материалы, часто сокращаемые до композитов или называемых композиционными материалами, представляют собой технические или встречающиеся в природе материалы, изготовленные из двух или более компонентов… Wikipedia
Композит с сэндвич-структурой — Композитная сэндвич-панель, используемая для испытаний в НАСА Композит с сэндвич-структурой — это особый класс композитных материалов, который изготавливается путем прикрепления двух тонких, но жестких обшивок к легкому, но толстому сердечнику.Основной материал…… Википедия
Композитный материал — Образец композитного материала Композитный материал представляет собой сборку несмешиваемых материалов (mais ayant une forte capacity d adhésion). Le nouveau matériau ainsi constitué posède des propriétés que les éléments seuls ne…… Wikipédia en Français
Композит с сэндвич-структурой — Композит с сэндвич-структурой — это особый класс композитных материалов, который изготавливается путем прикрепления двух тонких, но жестких оболочек к легкому, но толстому сердечнику.Материал сердечника — обычно материал с низкой прочностью, но с большей толщиной…… Wikipedia
Спроектированный цементный композит — Спроектированный цементный композит (ECC) — это композит на основе строительного раствора, который легко формуется и формируется, армированный короткими случайными волокнами, cite web title = Краткое введение в технологии ECC и ECC network url =…… Wikipedia
Olimunllum — полностью консолидированный термопластический композитный материал, разработанный компанией SICD Ltd.содержащие квазиизотропное бесконечное армирование из углеродного волокна и полукристаллическую термопластичную полимерную матрицу из семейства полиарилэфиркетонов (PAEK).…… Wikipedia
Список рыб на марках Таиланда — Это список рыб на марках Таиланда до 2003 г. (набор «Морская жизнь» от 15 марта 2001 г. исключен из-за составного листа и отсутствия научного названия). 120 лет тайским почтовым маркам, Почта Таиланда, 2003 г. * Fishbase… Wikipedia
Abbrennstumpfschweißen — Widerstandsschweißen (англ.: контактная сварка) ist ein Schweißverfahren für elektrisch leitfähige Werkstoffe auf Basis der Jouleschen Stromwärme eines durch die Verbindungsstelle fließenden elektrischen Stromes mit Q Wärme in J I Stromstärke in… Deutsch
Buckelschweißen — Widerstandsschweißen (на английском языке: контактная сварка) ist ein Schweißverfahren für elektrisch leitfähige Werkstoffe auf Basis der Jouleschen Stromwärme eines durch die Verbindungssärme eines durch die Verbindungsschweißen
Композитный лист
CS | STI Firestop
Композитный лист CS
Композитный лист SpecSeal — идеальное решение для больших отверстий, где требуется прочное уплотнение.Композитный лист состоит из тонкого стального листа с вспучивающимся слоем на одной стороне. Композитный лист является партнером других противопожарных продуктов SpecSeal, таких как Firestop Collars и EZ Path Devices, для уменьшения размеров отверстий большого размера.
Стандарты испытаний
ASTM E814 (UL1479)
CAN / ULC-S115
Одобрения третьих сторон
Приложения
Пустое отверстие
Шинный канал
Кабели
Кабельный лоток
Канал
Металлическая труба
Multi.Ручка.
Свойства
Готовый продукт
Вспучивающийся
Легкий вес
Низкое содержание летучих органических соединений
Без истечения срока годности
Окрашиваемый
Повторный ввод
Дымозащитный барьер
Рейтинг STC
информация о продукте
Характеристики
Характеристики
Информация для заказа
Характеристики
- Подгонка профессии и отделка
- Партнерство с другими продуктами SpecSeal Firestop
- Легко режется ручными ножницами
- Проверено на огнестойкость до 4 часов при испытаниях по ASTM E814 / UL1479
Характеристики
Добраться до сердцевины композитных ламинатов
Хотя крупнейшим рынком для сердечника по-прежнему остается аэрокосмическая промышленность — где высокоэффективные алюминиевые и арамидные сотовые сердечники используются в основной конструкции самолета, а также во внутренних панелях и полах — сотовые элементы, пенопласт и пробковое дерево играют значительную роль в конструктивных элементах для рынок морской, ветровой энергии и транспорта.Легкие, малоплотные и доступные по относительно низкой цене материалы сердцевины обеспечивают основу для невероятно прочных и жестких многослойных конструкций при размещении между оболочками, сделанными из армирующих волокон и смолы. При правильном сочетании сердечника, композитных покрытий и клея производители композитов могут поставлять экономичные многослойные конструкции клиентам практически на любом неавиационно-космическом рынке, где высокая жесткость и малый вес являются приоритетными задачами при проектировании.
При наличии множества доступных типов сердцевины, различной плотности и множества типов отделки поверхности выбор сердцевины начинается с тщательного рассмотрения производственного процесса и желаемых характеристик всего ламината, — говорит Алекс Гутьеррес, менеджер по развитию бизнеса DIAB Group ( Лахольм, Швеция) ДеСото, Техасское предприятие.«Это полностью спроектированное решение, которое должно учитывать сердцевину, а также оболочки и адгезию между ними», — объясняет он. «Вам необходимо проанализировать требования к общей структуре, чтобы принять ключевые решения».
ПОЧЕМУ СЭНДВИЧ С ЯДРОМ?
Разработчики
Composite на раннем этапе определили, что размещение легкого материала сердцевины с низкой плотностью между тонкими лицевыми панелями может значительно повысить жесткость ламината с небольшим добавленным весом. Сэндвич-структура является рентабельной, потому что относительно недорогая сердцевина заменяет более дорогой композитный армирующий материал и может быть скреплена оболочкой с помощью однократных процессов, таких как введение смолы.И чем жестче, но легче сэндвич-панели требуют меньше несущей конструкции, чем твердый ламинат.
В сэндвич-панели сердечник функционирует как соединительная перемычка двутавровой балки, разделяя лицевые оболочки на постоянном расстоянии, в то время как сами оболочки функционируют как полки двутавровой балки (см. Иллюстрацию на стр. 26). Жесткость сэндвич-панели на изгиб пропорциональна толщине сердцевины, точно так же, как двутавровая балка становится жестче при увеличении расстояния между фланцами. «Удвоение толщины сердцевины делает панель в шесть раз прочнее и в 12 раз жестче при очень небольшом увеличении веса», — говорит доктор.Брент Стронг из Университета Бригама Янга (Прово, Юта, США).
Core также помогает распределять нагрузки и напряжения на обшивке, что делает сэндвич с сердечником отличной конструкцией для поглощения ударных нагрузок. В то время как сотовые соты имеют более высокое отношение прочности к массе, сердцевины из твердой пены или бальзы контактируют со 100 процентами поверхности кожи, что позволяет распределять воздействие на большую площадь, чем соты. Прочность сердечника на сжатие предотвращает разрушение тонких обшивок (коробление), а его модуль сдвига предотвращает скольжение обшивок независимо друг от друга при воздействии изгибающих нагрузок.Не менее важным является клей, который связывает сердечник с обшивкой — он должен быть достаточно прочным, чтобы выдерживать постоянные силы сжатия / растяжения при динамической нагрузке, такие как силы, действующие на корпус лодки. Коэффициенты теплового расширения (КТР) сердечника, ламината и клея должны быть совместимы, чтобы гарантировать, что термоциклирование не вызывает отслоения.
В связи с бурным развитием методов закрытого формования за последние несколько лет были разработаны новые формы сердцевины с канавками, которые можно использовать в качестве среды для инфузии смолы, без необходимости использования специальных жертвенных слоев текучей среды из смолы.Поскольку ламинаты обрабатываются и отверждаются за один раз, наплавление толстых монолитных ламинатов сопряжено с риском из-за возможности сильного экзотермического воздействия. Сердцевины помогают уменьшить толщину пропитанного ламината, давая производителям больший контроль над своими процессами. Кроме того, панели с сердечником обеспечивают отличную теплоизоляцию, шумоподавление, огнестойкость и гашение вибрации.
Также доступен ряд нетканых материалов с «объемным слоем», таких как Coremat от Lantor Composites (Veenedaal, Нидерланды), или нетканые материалы, содержащие микросферы, например, от Spheretex America Inc.(Пляж Пуэнт-Ведра, Флорида, США). Эти очень легкие, похожие на сердцевину маты, хотя и не рассматриваются в этой статье, могут предложить структурные характеристики, а также улучшенные косметические свойства (за счет предотвращения сквозной печати на тканых волокнистых ламинатах), гашение вибрации и шума, снижение веса и более низкие затраты на рабочую силу (потому что простоты обращения). Изготовители говорят, что им нравятся улучшенная ударопрочность и удлинение, а также снижение веса по сравнению с традиционными сердечниками, в зависимости от конструкции, и они, безусловно, являются очень жизнеспособными альтернативами типам сердечников, обсуждаемым ниже.
ПЕНА
Сердечники из структурной пены изготавливаются из ряда термореактивных и термопластичных полимеров, включая поливинилхлорид (ПВХ), полиуретан (ПУ), полистирол (ПС), стиролакрилонитрил (SAN), полиэфиримид (PEI) и полиметакрилимид (PMI). Пены (за исключением полиуретанов) производятся путем смешивания жидких полимеров и вспенивающих агентов, затем заливки смеси в металлические формы и частичное отверждение при высоких температурах и давлении.Полученную каучукоподобную массу, иногда называемую амебой или зародышем, извлекают из формы, затем помещают во вторую форму и снова нагревают (горячей водой или паром) в камере расширения, которая активирует вспенивающий агент и регулирует давление расширения газа. В результате получается пенопластовый блок размером примерно 4 на 8 футов на несколько дюймов, содержащий закрытые, заполненные газом пузырьки или ячейки. Пены могут производиться с плотностью от 2 фунтов / фут3 (30 кг / м3) до 20 фунтов / фут3 (300 кг / м3) путем изменения соотношения ингредиентов полимера и вспенивающих агентов и регулирования давления газа.Пенополиуретан, термореактивный материал, который выделяет газ при смешивании изоцианата с полиолом, производится либо партиями («отливка булочки»), либо в процессе непрерывного вспенивания.
Из различных типов наполнителей из структурной пены, пожалуй, наиболее часто используется ПВХ, который на самом деле представляет собой гибрид ПВХ и полимочевины. Доступны два типа вспененного ПВХ. Сшитые или полужесткие пены относительно жесткие и прочные, могут работать при температурах до 120 ° C / 250 ° F и устойчивы к стиролу, поэтому их можно использовать с полиэфирными и винилэфирными смолами.Линейные или пластичные пены ПВХ, изготовленные с использованием другого полимерного состава, более эластичны, чем сшитые разновидности, и широко используются в морских приложениях, где они обеспечивают высокий прогиб перед разрушением и отличную ударопрочность. В то время как линейный ПВХ легче термически формовать вокруг сложных кривых, компромисс заключается в несколько более низких механических свойствах и пониженной термостойкости по сравнению со сшитым вариантом. Оба обладают хорошими характеристиками сопротивления усталости.
Поскольку пены, такие как ПВХ, содержат газ под давлением, со временем может происходить выделение газа, то есть газ выходит из закрытых ячеек и мигрирует в пустоты или несвязанные области в ламинате.В некоторых случаях дегазация была обвинена в расслоении и пузырях в морском строительстве, особенно в частях, изготовленных при повышенных температурах отверждения с помощью систем эпоксидной смолы или отделанных темными цветами. Но основные эксперты утверждают, что проблема вызвана в первую очередь неправильной техникой ламинирования и плохим сцеплением между кожей и сердцевиной. Большинство производителей сердечников предлагают «стабилизированные» продукты, которые сводят к минимуму проблему.
DIAB — крупнейший производитель наполнителей из структурного пенопласта с производственными площадями в Швеции, Италии и США.S. Он производит Divinycell и Klegecell, полужесткие, сшитые пены ПВХ. Оба они широко используются на рынках морской, транспортной, ветровой и общепромышленной продукции, — говорит Гутьеррес. Компания также производит линейный вспененный ПВХ Divinycell HD, используемый в основном в военных целях.
Упрочненный материал Divinycell HD с высокой плотностью недавно был выбран в качестве основного материала ниже ватерлинии для военного корвета класса Visby, построенного шведским производителем морской пехоты Kockums для Королевского флота Швеции.Судно для минных охотников / противолодочных кораблей длиной 300 футов построено полностью из композитных панелей с наполнителем из углеродного волокна и винилового эфира, пропитанных смолой, что обеспечивает чрезвычайно легкий вес и характеристики скрытности. Разработчики композитов Kockums выбрали ПВХ продукт Divinycell за его высокое удлинение и ударопрочность, чтобы противодействовать ударным нагрузкам высокоскоростного корабля, возникающим в бурном море, а также силам подводных минных взрывов.
Компания DIAB, специализирующаяся на обработке инфузией смолы, предлагает линейку сердечников с насечками, канавками и перфорацией для использования в качестве инфузионных сред.Каналы в ядре увеличивают проницаемость материала ядра и делают возможным инфузию без необходимости использования отдельных жертвенных проточных сред. Гутьеррес говорит, что в последние несколько лет производители деталей начали использовать вливание, потому что оно может производить стабильные детали более высокого качества с меньшими затратами. DIAB имеет штат инженеров, которые поддерживают продажи инфузионных продуктов компании, посещая клиентов и обучая операторов правильному применению продуктов и методов обработки.
DIAB в настоящее время строит новое производственное предприятие в Ред-Оук, штат Техас, США, что позволит удвоить производство пенопласта в Америке. По словам Гутьерреса, увеличение производства является прямым ответом на быстрорастущий рынок ветроэнергетики, а также на постоянный спрос в других секторах, таких как транспорт и аэрокосмическая промышленность. Область роста для DIAB, как и для других производителей сердечников, — это комплекты сердечников, которые представляют собой сердечники, вырезанные по индивидуальному заказу, специально разработанные для деталей заказчика. Комплектация позволяет заказчику изготавливать детали практически без потерь материалов.
Alcan Airex AG (Синс, Швейцария), еще один крупный производитель пенопласта в Европе, уже более четырех десятилетий предлагает линейные и сшитые ПВХ пены Airex для морского рынка, транспорта, ветроэнергетики и промышленности. Airex R63, линейный ПВХ, хорошо известен своей пластичностью и ударопрочностью.
В дополнение к своему стандартному Airex C70 компания недавно разработала новый сшитый ПВХ Airex C71 с более высокой термостойкостью для обработки до 121 ° C / 250 ° F, совместимый с нагретыми формами и системами препрега, часто используемыми в лопастях ветряных турбин. производители для более быстрого ремонта деталей.Он также поддается термоформованию для более сложных форм лезвия (по сравнению с плоской панелью).
Alcan Airex также предлагает Airex R82, термопластичный вспененный продукт из полиэфиримида (PEI) с очень высокой температурой обработки — «намного выше», чем у сшитого ПВХ или SAN, говорит Джордж Дон, директор по промышленным продуктам Alcan Baltek Corp. Благодаря диэлектрическим свойствам и термоформованию пенополиэтилен часто используется для высокоэффективных применений, таких как обтекатели для военных и коммерческих самолетов.По словам Дона, он также может использоваться для обработки кромок алюминиевых и арамидных сотовых панелей в аэрокосмической отрасли. Превосходные огнестойкие / дымовые / токсические свойства PEI превышают большинство мировых стандартов для автомобильных и железнодорожных транспортных систем и интерьеров коммерческих самолетов. Это привело к ее выбору для панелей пола, передней части и юбок скоростного поезда на магнитной подвеске, который обслуживает аэропорт Шанхая, Китай.
ДРУГАЯ ПЕНА
Сердечник из пенопласта из стиролакрилонитрила (SAN)
— относительно новый продукт, представленный в 1990-х годах канадской фирмой ATC Chemicals Inc., недавно приобретенная SP Systems (Ньюпорт, остров Уайт, Великобритания, компания Gurit Composite Technologies). Линейная термопластичная пена SAN с закрытыми порами, торговая марка Core-Cell, сочетает в себе хорошие статические механические свойства с высоким удлинением, что приводит к ударной вязкости и сопротивлению усталости — по сути, обеспечивая лучшие свойства как сшитого, так и линейного ПВХ. Core-Cell очень химически стабильна и устойчива к системам смол, используемых в композитных конструкциях.
Core-Cell можно обрабатывать при температурах до 85 ° C / 185 ° F, что выше, чем у линейных пен ПВХ.По словам Джефа Бенкельмана, специалиста по технической поддержке SP Systems North America, преимуществом такой термостойкости является то, что SAN хорошо работает с системами эпоксидного препрега, которые требуют термического отверждения. «Там, где некоторые ПВХ выделяются при нагревании отверждения препрега и мешают склеиванию, химический состав пены SAN позволяет сердцевине прочно связываться с препрегом», — объясняет Бенкельман. По этой причине Core-Cell был рекомендован для больших роскошных яхт высокого класса, изготовленных из эпоксидных препрегов.
Компания
SP недавно завершила строительство второго завода по производству SAN в Магоге, Квебек, чтобы удовлетворить спрос на ассортимент своей продукции, который включает новую линейную пену S-серии с высокой прочностью на сжатие (S Foam) и продукт T Foam.S Foam обладает превосходной прочностью, плавучестью и изоляционными качествами в подводных конструкционных слоистых материалах, подвергающихся гидростатическим нагрузкам, например, в транспортных средствах с дистанционным управлением для морской нефтяной промышленности. T Foam обеспечивает высокую жесткость и термическую стабильность при температурах процесса до 110 ° C / 230 ° F.
Degussa Röhm GmbH & Co. KG, Performance Plastics (Дармштадт, Германия) производит линию пеноматериалов PMI, известную как ROHACELL. По словам Дирка Роузена, менеджера сегмента рынка железнодорожных и судовых приложений, пенопласты PMI, доступные в 11 различных сортах, демонстрируют самые высокие механические свойства среди всех типов пенопластов при сопоставимой плотности.Например, модуль упругости при сдвиге и растяжении для PMI на 20 процентов выше, чем для сшитого ПВХ. Диапазон температур теплового искажения составляет от 177 ° C / 350 ° F до 235 ° C / 455 ° F, что является самым высоким показателем для любого вспененного наполнителя, что делает его подходящим для ламинатов с высокими температурами отверждения, а также для высокотемпературных применений.
Благодаря своим высокотемпературным характеристикам, низкой плотности дыма и химическому составу, не содержащему галогенов, ROHACELL заняла нишу в транспортных приложениях, таких как высокоскоростные морские суда и поезда, где противопожарные характеристики являются проблемой.Марки ROHACELL используются в ряде междугородних трамваев и новых высокоскоростных поездов (например, в сложной передней части японского поезда Синкансэн E4) как для внутренних, так и для наружных работ. Пенопласт PMI был подвергнут термоформованию, чтобы он соответствовал сложной форме детали, и был залит препрегами для отверждения 125 ° C / 250 ° F, используемыми в конструкции поезда.
Сердечники
ROHACELL RIST (Resin Infusion Structural) предназначены для использования при обработке сэндвич-ламинатов путем инфузии смолы.Новый продукт PMI с низкой плотностью, названный RIMA (Resin Infusion Manufacturing Aid), предназначен для использования в качестве оправки для деталей сложной формы. Очень маленький размер ячеек RIMA обеспечивает минимальное поглощение поверхностной смолы пеной. Degussa также предлагает сердечники в комплекте под названием ROHACELL Shapes. На новом предприятии в Дармштадте пеноматериалы подвергаются механической обработке с ЧПУ и / или термоформованию до точных размеров, требуемых заказчиком. Формы поставляются во влагонепроницаемой алюминиевой упаковке для предотвращения поглощения влаги перед производством.
General Plastics Manufacturing Co. (Такома, Вашингтон, США) производит конструкционные пенопласты как из полиуретана (PU), так и из полиизоцианурата (производного полиуретана) для внутренних работ. Жесткие пенопласты с закрытыми порами марки LAST-A-FOAM широко используются в палубах и фрамугах лодок, а также для изготовления шаблонов и оснастки, а также в интерьерах самолетов.
Пенополиуретан
, как правило, является наиболее экономичным из пенопластов, так как производительность процесса производства выше, чем у других пен, таких как ПВХ.При пакетной обработке можно производить очень большие булочки, которые затем нарезаются на листы для использования покупателем. General Plastics предлагает пенополиуретан различной плотности, от 3 фунтов / фут3 до 50 фунтов / фут3.
Тед Хиле, менеджер по развитию рынка General Plastics, отмечает, что пенополиуретаны относительно жесткие, с довольно хорошими механическими свойствами и могут быть адаптированы (в зависимости от смеси изоцианатов и полиолов в полимерной смеси) для повышения прочности на сжатие и большей прочности. термостойкость.Поскольку полиуретан представляет собой термореактивный полимер, его можно использовать при температурах до 135 ° C / 275 ° F, что выше, чем у термопластичных пен. Но полиуретан имеет тенденцию быть несколько хрупким и менее устойчивым к усталости, чем ПВХ и SAN. По этой причине LAST-A-FOAM обычно используется в транцах и палубах лодок, где структурные нагрузки отличаются от более динамически нагруженных корпусов.
Другим производителем пенополиизоцианурата является компания Elliott Co. of Indianapolis Inc. (Индианаполис, Индиана, США). Линия пенопласта Elfoam используется для изготовления шаблонов оснастки и структурного ядра для морского строительства.Марка Elfoam T600 (6 фунтов / фут3) имеет диапазон рабочих температур до 149 ° C / 300 ° F.
ДЕРЕВЯННЫЕ ЯДЕРЫ BALSA
Пробковое дерево с низкой плотностью является еще одним популярным выбором стержней из-за его относительно низкой стоимости в сочетании с высокой прочностью на сжатие и сдвиг, а также отличными усталостными характеристиками. Деревья бальзы созревают примерно за семь лет, достигая высоты 27,5 м / 90 футов. По сути, бальза представляет собой природный композит — пучки целлюлозных волокон скрепляются лигнином и под микроскопом напоминают соты.
Заготовленные пиломатериалы из бальзы сначала сушатся на воздухе, а затем в печи для максимального снижения влажности. В зависимости от условий окружающей среды средняя влажность бальзы колеблется от 10 до 14 процентов. Высушенный пиломатериал строгается, разрезается по длине, затем точно измеряется и взвешивается для определения плотности. После сортировки пиломатериалы склеивают, прессуют на большие блоки и разрезают на листы, при этом древесные волокна ориентируются перпендикулярно лицевой стороне основного листа. Такая ориентация торцевых волокон демонстрирует высочайшие характеристики сжатия и сдвига, необходимые для хорошей многослойной конструкции.Листы шлифуются, а затем подготавливаются по спецификации заказчика. Хотя бальза может поставляться в виде жестких панелей, многие производители предпочитают гибкий листовой материал, в котором панель разрезается на небольшие квадраты, удерживаемые вместе тканевой основой из холста, которая позволяет сердцевине соответствовать изогнутой поверхности формы.
Распространенное возражение против сердцевин из бальзового дерева, особенно в морской промышленности, состоит в том, что материал гниет в присутствии пресной воды. Но морские специалисты говорят, что поглощение влаги происходит только тогда, когда промежутки между вырезанными квадратами сердцевины не полностью герметизированы ламинатной смолой или составом для подстилки, или если крепежные детали палубы, которые проникают в ламинат с сердцевиной, не имеют надлежащих прокладок и герметизации от проникновения дождевой воды.При формовании смолой методом инфузии воздух удаляется под вакуумом, обеспечивая заполнение всех пустот смолой. Правильно подобранный внутренний изоляционный материал также может помочь противостоять скоплению воды от конденсата, вызванного разницей температур внутри и снаружи корпуса.
Старейшим и крупнейшим производителем стержней из бальзы является Baltek Corp. (Нортвейл, Нью-Джерси, США). Основанная семьей Кон, компания начала импортировать тропическую древесину лиственных пород в Европу еще в 1880-х годах.Первые лесопильные заводы и предприятия были созданы до Второй мировой войны и поставляли бальзовую древесину военным заказчикам, таким как De Havilland в Великобритании, которая использовала торцевую бальзовую сердцевину, ламинированную фанерой, для своего бомбардировщика Mosquito. Сегодня компания владеет пятью заводами в Эквадоре и более 17 000 акров плантаций бальзы. Компания Baltek была недавно приобретена канадской компанией Alcan Inc. и теперь известна как Alcan Baltek Corp.
.
Baltek разработал первый гибкий сердечник на основе холста, который он назвал ContourKore.За последние несколько лет компания разработала новый продукт из бальзы конечного зерна контролируемой плотности под названием SuperLite. Основываясь на тщательном отборе и сборе генетически модифицированных деревьев с очень небольшими вариациями содержания влаги (и, следовательно, плотности), значения плотности сердцевины доступны от 4,5 фунтов / фут3 до 16 фунтов / фут3 с шагом в 1 фунт. «Это первые бальзовые деревья, выращенные с единственной целью — стать основным материалом», — говорит Дон из Alcan Baltek. Как и другие поставщики, компания поставляет основные комплекты для упрощения изготовления ламината и сокращения отходов для клиентов.
Хотя это может показаться нелогичным, проба на самом деле очень хорошо работает в пожароопасных областях. По словам Дона, доступная энергия сгорания продукта зависит от его плотности; Типичная легкая бальза не очень горючая и горит нетоксичным белым дымом. Если древесина все же вступает в контакт с пламенем, образуется равномерный слой обугливания, который защищает неиспользованную целлюлозу от источника тепла. Напротив, пена и, в частности, пенополиуретан производят черный дым, который, в зависимости от химического состава, может содержать токсичные побочные продукты.По этим причинам бальза одобрена для большинства транспортных средств. Это одна из причин того, что панели с наполнителем из бальзового волокна и стекловолокном заменили фенольный ламинат с сотовым заполнением в полах поездов Bay Area Rapid Transit (BART), которые курсируют в столичном районе Сан-Франциско, из-за более низкой стоимости и лучшего качества. Долговечность, говорит Дон.
DIAB также производит бальзу, ее плантации и фабрики расположены в Эквадоре. Линия продуктов ProBalsa предлагается в трех вариантах плотности: легкая (90 кг / м3), стандартная (155 кг / м3) и высокопрочная тяжелая (220 кг / м3).ProBalsa Plus — это стандартный продукт, подвергнутый микрошлифовке и обработанный грунтовкой для минимизации поглощения смолы в процессе формования.
Производитель стержней Nida-Core (Порт-Сент-Люси, Флорида, США) недавно вышел на рынок бальзы, предлагая стержни из бальзы марки Balsalite по более низкой цене, чем у конкурентов, говорит директор по маркетингу Nida-Core Джек Лугус. Предлагаются два класса прочности: от 6 до 7,6 фунт / фут3 и от 9 до 10 фунтов / фут3, в жестких панелях или панелях с насечками, с нанесенной облицовкой, если необходимо. Бальзалит имеет покрытие (как и продукция конкурентов) для снижения расхода смолы при ламинировании.
МЕДОВЫЕ ШАШКИ
Недорогие соты — это третий основной выбор для морских и коммерческих приложений. Несмотря на то, что его характеристики сдвига и сжатия ниже, чем у некоторых плотностей и марок пенопласта или заполнителей из бальзы, его плотность также ниже, что позволяет снизить вес. Соты из термопластичного полипропилена (ПП) прочны и устойчивы к повреждениям, что позволяет им лучше поглощать и рассеивать удары. Сотовые конструкции из полипропилена с полыми ячейками обеспечивают превосходное гашение звука и вибрации.Его естественная гармоника 125 Гц подобна низкочастотным колебаниям судовых дизельных двигателей, поэтому корпус лодки с ПП-сердцевиной эффективно снижает шум дизельного двигателя. В то время как полипропилен размягчается и теряет некоторые из своих свойств при температуре выше 94 ° C / 200 ° F, эти свойства возвращаются, когда температура упадет ниже 49 ° C / 120 ° F — напротив, пена или бальза испортятся безвозвратно.
По сравнению с другими материалами сердцевины, обработка кромок сотовой структуры затруднена, поскольку этот материал не так легко поддается обработке, как пена или дерево.Кроме того, крепежные детали требуют специальной обработки, так как сотовая конструкция имеет незначительную фиксацию винтов.
Nida-Core предлагает линейку экструдированных структурных сотов из полипропилена, произведенных во Франции и импортированных на завод компании в Порт-Сент-Люси. По словам Лугуса, полипропилен компании представляет собой сополимер с добавлением нейлона для повышения термостойкости. Сердечник выдавливается через шестигранную металлическую матрицу в форме ячеек шириной 8 футов и высотой 4 дюйма, создавая сердцевину с размером ячеек 8 мм / 0,32 дюйма и толщиной стенки 0.005 мм / 0,0002 дюйма. Экструдированные основные листы укладываются друг на друга и термически свариваются друг с другом для создания больших блоков, которые нарезаются до заданной заказчиком толщины в диапазоне от 4,7 мм до 450 мм / от 0,1875 дюйма до 18 дюймов.
Для предотвращения попадания смолы в ячейки во время изготовления детали пластиковый сердечник доступен с термосварной облицовкой, состоящей из нетканой полиэфирной вуали и барьерной пленки из полипропилена. Покрытие представляет собой сплошную основу, которая увеличивает площадь сцепления сердечника с материалом обшивки сэндвич-панели.Полиэфирная вуаль также совместима с большинством смол для ламинирования.
Гибкий и приспосабливаемый к изогнутым формам, сердечник Nida-Core из полипропилена широко используется в широком спектре морских применений, от корпусов до палуб и переборок. Для применений, требующих более высокой прочности на сдвиг и сжатие, сердцевину можно заполнить пенополиуретаном (TecnoCore). Пена внутри сотовых ячеек увеличивает прочность сердечника, но за счет некоторой ударопрочности и гашения звука, говорит Лугус.
Plascore Inc.(Зеландия, штат Мичиган, США), производитель аэрокосмических сот из алюминия, арамида и нержавеющей стали, также производит экономичные экструдированные сотовые конструкции из полипропилена с круглыми трубчатыми ячейками, а не с традиционными шестиугольниками. Различная плотность ядра и размеры ячеек производятся по собственному процессу. Сердцевина может поставляться в сыром виде (без облицовки) или с облицовкой из полиэфирной вуали, а также может иметь бороздки для лучшей драпируемости при формовании. Для обработки вливанием смолы в облицовку входит более прочный барьер из полиэфирной пленки для предотвращения проникновения смолы в отверстия ячеек.Продукция Plascore использовалась для изготовления корпусов, настилов, переборок, дверей и морской мебели, от легких лодок до коммерческих паромов.
Компания Hexcel Composites (Дублин, Калифорния, США), более известная своей высокоэффективной аэрокосмической продукцией, предлагает сотовые конструкции HexWeb ACG (алюминиевый товарный сорт) для архитектурных панелей, стеллажей, напольных панелей и других коммерческих и промышленных применений. Алюминиевые соты изготавливаются путем склеивания листов алюминиевой фольги со смещением точек соединения на чередующихся листах.После затвердевания клея листы расширяются, образуя открытые соты. Изделие АЧГ обработано покрытием для минимизации коррозии металла. При плотности 5 фунтов / фут3 (размер ячейки 6,35 мм / 0,25 дюйма) HexWeb ACG имеет прочность на сжатие 630 фунтов на кв. Дюйм / 4,3 МПа по сравнению с типичной сотовой структурой из полипропилена с прочностью на сжатие около 200 фунтов на кв. .
Возможно, наиболее экономичное решение с сотовой сердцевиной предоставлено Tricel Honeycomb Corp. (Герни, Иллинойс, США).А.). Компания Tricel изготавливает треугольные сотовые изделия из крафт-бумаги (плотная оберточная бумага, используемая для изготовления картонных и прочных бумажных пакетов для покупок) с различными покрытиями. Несмотря на то, что конструкция Tricel не такая жесткая, как у обсуждаемых выше сердечников — прочность на сжатие составляет около 100 фунтов на квадратный дюйм / 0,69 МПа, с размером ячейки 0,25 дюйма и плотностью около 3 фунтов / фут3 — Tricel обеспечивает жесткость и прочность, достаточную для морских переборок и конструкции. -в шкафах.
«Все производители стержней пытались оптимизировать свои стержни для новых процессов формования и более крупных приложений», — резюмирует Дон из Alcan Baltek.В результате дизайнеры композитов за пределами аэрокосмического рынка имеют обширное меню доступных вариантов сэндвичей с сердечником, которое, по утверждению основных производителей, будет расти по мере их совершенствования и дифференциации своих основных материалов в соответствии с развивающимися потребностями и процессами производителей, а также для удовлетворения потребностей требования морских классификационных обществ, таких как Американское бюро судоходства (ABS).
Система стеновых панелей из композитных свай
SuperLoc ® all Composite Sheet Pile System — это запатентованная конструкция из стекловолоконной шпунтовой сваи , предназначенная для использования на набережной, где по экологическим соображениям требуется конструкция стены из шпунтовых свай, которая не будет гнить, гнить, ржаветь или раскалываться.
SuperLoc ® Композитная шпунтовая свая
Устали заменять текущую дамбу или переборку? Морские бурильщики разрушают вашу стену? Свая из композитных листов SuperLoc ® была разработана, чтобы заменить традиционные материалы конструкции переборок. Пока дерево гниет, бетон трескается, а сталь ржавеет, шпунт из стекловолокна SuperLoc ® будет проверкой временем и защитит ваше имущество.
SuperWale ® Подпорная стенка из шпунтовых свай
SuperWale ® устраняет необходимость в деревянных, стальных или бетонных секциях.Пултрузионный профиль FRP был специально разработан для замены дерева, стали и бетона в тех случаях, когда по экологическим соображениям требуется высокопрочный профиль FRP , который не гниет, не ржавеет, не растрескивается или не поддается воздействию морских бурильщиков. SuperWale ® может быть установлен выше или ниже ватерлинии или в переходной зоне. Запатентованный профиль имеет уникальную форму, которая позволяет анкерной штанге врезаться в секцию стенки. Эта функция повышает безопасность человека и снижает вероятность повреждения лодок, гидроциклов или других дорогостоящих активов в случае их трения о стену FRP.
SuperLoc ® Принадлежности для шпунтовых свай
Система SuperLoc ® включает угловые соединители шпунтовых свай, заглушки для шпунтовых свай, стыковые пластины и шайбы. Аксессуары были разработаны, чтобы улучшить систему и выдержать испытание временем.
Щелкните ссылки ниже, чтобы загрузить
Презентация PowerPoint
- Составные прибрежные решения для морской инфраструктуры — Загрузить | Посмотреть
Файлы AutoCAD
- Шпунт SuperLoc® и аксессуары — Загрузить
Технические характеристики
- SUPERLOC® (FRP) Спецификация для серии 1560 VE — Загрузить | Посмотреть спецификацию
- SUPERLOC® (FRP) для серии 1560 PE — Загрузить | Посмотреть спецификацию
- SUPERLOC® (FRP) для серии 1580 VE — Загрузить | Просмотреть
- SUPERLOC® (FRP) Specification for Series 1580 PE — Загрузить | Посмотреть спецификацию
- SUPERLOC® (FRP) для серии 1610 VE — Загрузить | Просмотреть
- SUPERLOC® (FRP) Specification for Series 1610 PE — Загрузить | Посмотреть спецификацию
- SUPERLOC® (FRP) для серии 1432 VE — Загрузить | Просмотреть
- SUPERLOC® (FRP) Specification for Series 1432 PE — Загрузить | Посмотреть
Примеры использования
- Галерея установки SuperLoc® — Скачать | View
- Mason Borough Harbour — Уилмингтон, Северная Каролина — Загрузить | View
- The Shores Development — Саут-Падре-Айленд, Техас — Загрузить | View
- Проект развития набережной города Форт-Майерс, Фаза 1 — Форт-Майерс, Флорида — Загрузить | View
- Keyport Waterfront Phase 1 — Keyport, NJ — Загрузить | View
- Martinez Marina — Мартинес, Калифорния — Скачать | View
- Long Beach Boardwalk Replacement, New York — Загрузить | View
- Подпорная стена очистных сооружений Лоуренс-Харбор — Загрузить | View
Технические характеристики
Техническая брошюра по продукту
Технические документы
- Разработка проектных свойств профиля морской дамбы серии 1580 — Загрузить | Посмотреть
Для получения более подробной информации, включая файлы САПР, нажмите, чтобы войти.
Глоссарий составных терминов | Fiber Glast
Как и в любой отрасли, композиты могут сбивать с толку, когда вы только начинаете. Термины, предметы и способы ведения дел могут сбивать с толку, а иногда и ошеломлять. В этой статье приведены некоторые из наиболее распространенных терминов, используемых в отрасли, а также краткий обзор их значения. Термины, которые помогают выявить проблемы в процессе укладки или определить прочность и свойства ваших компонентов.
Добавка
Любое вещество, добавляемое к другому веществу, обычно для улучшения свойств, например пластификаторы, инициаторы, светостабилизаторы и антипирены.См. Также наполнитель.
Adherend
Тело, которое крепится к другому телу, обычно с помощью клея. Деталь или деталь, подготовленная для склеивания.
Адгезия
Состояние, в котором две поверхности удерживаются вместе на границе раздела за счет механических или химических сил, взаимоблокировки или обоих.
Adhesive Promoter
Покрытие, наносимое на основу перед нанесением клея для улучшения адгезии пластика. Также называется грунтовкой.
Клей
Вещество, способное удерживать два материала вместе за счет поверхностного прикрепления. Клей может быть в виде пленки, жидкости или пасты.
Разрыв адгезива
Разрыв адгезивного соединения, при котором кажется, что разделение происходит на границе раздела адгезив-адгезив.
Адгезивная пленка
Клей на основе синтетической смолы, с пленочным носителем или без него, в виде тонкой пленки из смолы, используемый в производстве склеенных структур.
Прочность клея
Прочность связи между клеем и клеем.
Воздушно-пузырчатая пустота
Захват воздуха внутри слоев арматуры и между ними, а также в пределах линии склеивания или герметизированной области; локализованные, несвязанные, шаровидной формы.
Вес по площади
Вес волокна на единицу площади (ширина x длина) ленты или ткани.
Арамид
Ароматические полиамидные волокна, обладающие превосходными жаропрочными, огнестойкими и электрическими свойствами.
A-Stage
Ранняя стадия реакции термореактивной смолы, в которой материал еще растворим и плавок.
Автоклав
Закрытый сосуд для создания среды с давлением жидкости, с нагревом или без него, на закрытый объект во время химической реакции или другой операции.
Упаковка в мешки
Наложение непроницаемого слоя пленки на неотвержденную часть и уплотнение краев для создания вакуума.
Формование пакетов
Процесс, в котором на уплотнение материала в форме влияет приложение давления жидкости или газа через гибкую мембрану. Также называется вакуумным формованием пакетов.
Сторона мешка
Сторона детали, закрепленная против вакуумного мешка.
Сбалансированная конструкция
Равные части основы и наполнителя из волоконной ткани. Конструкция, в которой реакции на растягивающие и сжимающие нагрузки приводят только к деформациям растяжения или сжатия, а изгибающие нагрузки вызывают чистый изгиб равной величины в осевом и поперечном направлениях.
Сбалансированный ламинат
Композитный ламинат, в котором весь ламинат под углами, отличными от 0 ° и 90 °, встречается только в парах + (не обязательно рядом) и симметричен относительно центральной линии.
Твердость по Барколу
Величина твердости, полученная путем измерения сопротивления проникновению острого стального наконечника под действием пружины. Инструмент, называемый импрессором Barcol, дает прямое считывание по шкале от 0 до 100. Значение твердости часто используется как мера степени отверждения пластика.
Партия
Как правило, количество материала, образовавшееся в ходе одного процесса или в одном непрерывном процессе и имеющее одинаковые характеристики на всем протяжении. Также известен как «лот».
Bias Fabric
Ткань, в которой волокна основы и наполнителя расположены под углом к длине.
Связующее
Смола или вяжущий компонент (пластмассы), который скрепляет другие компоненты вместе. Агент, наносимый на волокнистый мат или преформы для скрепления волокон перед ламинированием или формованием.
Баллон
Эластомерная облицовка для удержания гидроизоляционной или гидравлической герметизирующей среды в структурах с волокнистой намоткой.
Bleeder Cloth
Неструктурный слой материала, используемый при изготовлении композитных деталей, позволяющий улетучиваться излишкам газа и смолы во время отверждения. По окончании процесса отверждения ткань для прокола удаляется и не является частью конечного композита.
Вытекание
Избыток жидкой смолы, появляющийся на поверхности, в основном во время намотки нити.
Сила сцепления
Степень сцепления между склеиваемыми поверхностями. Напряжение, необходимое для отделения слоя материала от основания, к которому он прикреплен, измеряется по площади нагрузки / сцепления. См. Также прочность на отслаивание.
Сапун
Материал с неплотным переплетением, такой как стеклоткань, который служит непрерывным вакуумным трактом над частью, но не контактирует со смолой. Сапун удаляется после завершения процесса отверждения и не является частью готового композита.
Перемычка
Состояние, при котором волокна не смещаются или не соответствуют радиусам и углам во время формования, что приводит к образованию пустот и проблемам с контролем размеров.
Широкие товары
Волокно, сотканное для формирования ткани шириной до 1270 мм (50 дюймов). Он может быть пропитан или не пропитан смолой и обычно поставляется в рулонах от 25 до 140 кг (от 50 до 300 фунтов).
B-стадия
Промежуточная стадия реакции термореактивной смолы, на которой материал плавится при нагревании и растворяется в определенных растворителях.Материалы обычно предварительно затвердевают на этой стадии, чтобы облегчить обращение и обработку до окончательного отверждения.
Объемный коэффициент
Отношение объема сырого формовочного компаунда или порошкового пластика к объему готовой твердой детали, произведенной из них. Отношение плотности твердого пластикового объекта к кажущейся или объемной плотности рыхлого формовочного порошка.
Bulk Molding Compound (BMC)
Термореактивная смола, смешанная с армированием прядей, наполнителями и т.д., в вязкую смесь для прессования или литья под давлением.См. Также состав для формования листов.
Углеродные волокна
Волокна, полученные в результате пиролитического разложения синтетических органических волокон, полиакрилонитрила (ПАН) или вискозы, которые содержат около 92-99% углерода и обычно имеют значения модуля до 75 x 106 фунтов на квадратный дюйм.
Катализатор
Вещество, которое изменяет скорость химической реакции, не подвергая себя постоянному изменению состава и не становясь частью молекулярной структуры продукта.Вещество, которое значительно ускоряет отверждение соединения при добавлении в меньшем количестве по сравнению с количествами первичных реагентов.
Пластины для герметика
Гладкие металлические, пластиковые или резиновые пластины без дефектов поверхности. Пластина для уплотнения должна быть подходящего размера и формы для композита, с которым она будет использоваться. Он используется в непосредственном контакте с укладкой во время процесса отверждения для передачи нормального давления и обеспечения гладкой поверхности готовой детали.
Полость
Пространство внутри формы, в которое заливается или впрыскивается смола или формовочная масса. Женская часть пресс-формы. Та часть формы, которая охватывает формованное изделие (часто называемая матрицей). В зависимости от количества таких углублений формы обозначают как одинарные или множественные.
Совместное отверждение
Отверждение и одновременное приклеивание к другой подготовленной поверхности.
Коэффициент теплового расширения
Относительное изменение длины материала на каждую единицу изменения температуры.
Сплоченность
Склонность одного вещества прилипать к самому себе. Внутреннее притяжение молекулярных частиц друг к другу. Способность сопротивляться разделению самого себя. Сила, удерживающая единое целое.
Разрушение когезии
Разрушение клеевого соединения, возникающее в основном в клеевом слое.
Тест метания монетой
Использование монеты для постукивания ламината в разных местах, прислушиваясь к изменению звука, которое указывало бы на наличие дефекта.Удивительно точный тест в руках опытного персонала.
Уплотнение
Применение временного вакуумного мешка и вакуума для удаления захваченного воздуха и уплотнения укладки.
Композит
Материал, состоящий из 2 или более отдельных компонентов, общая физическая прочность которых превышает их индивидуальные свойства.
Компрессионное формование
Метод формования термореактивных пластмасс, при котором деталь формируется путем помещения волокна и смолы в открытую полость формы, закрытия формы и приложения тепла и давления до тех пор, пока материал не затвердеет или не достигнет своей окончательной формы.
Прочность на сжатие
Отношение напряжения сжатия к деформации сжатия ниже предела пропорциональности. Теоретически равен модулю Юнга, определенному в экспериментах на растяжение.
Кондиционирование
Способность материала противостоять силе, которая имеет тенденцию к раздавливанию или деформации; максимальная сжимающая нагрузка, которую выдерживает образец, деленная на первоначальную площадь поперечного сечения образца. ТАКЖЕ: Перед тестированием необходимо подвергнуть материал предписанной экологической и / или стрессовой истории.
Контактное формование
Метод формования, при котором арматура и смола помещаются в форму, отверждение происходит при комнатной температуре с использованием системы катализатор / промотор или в нагретой печи. Дополнительное давление не используется.
Сердечник
Центральный компонент многослойной конструкции, к которой прикрепляются поверхности или обшивка многослойной конструкции; также часть сложной формы, которая образует детали с поднутрением.
Core Crush
Обрушение, деформация или сжатие сердечника.
Количество
Для ткани — количество нитей основы и наполнителя на дюйм в тканом полотне. Размер пряжи определяется соотношением длины и веса.
Купон
Обычно образец для определенного испытания, как купон на растяжение.
Ползучесть
Изменение размеров материала при физической нагрузке с течением времени, помимо мгновенной упругой деформации.
Cross Laminated
Материал, ламинированный таким образом, что некоторые слои ориентированы под разными углами по отношению к другому относительно волокон ламината.Ламинат с поперечным расположением слоев обычно имеет слои, ориентированные только под углом 0 и 90 градусов.
Cross-Linking
Применяется к молекулам полимеров, устанавливает химические связи между молекулярными цепями. В случае обширной, как и в большинстве термореактивных смол, поперечной сшивки образуется одна неплавкая супермолекула из всех цепей.
C-Stage
Заключительный этап отверждения термореактивной смолы, в котором материал стал неплавким и нерастворимым в обычных растворителях.
Cure
Для необратимого изменения свойств термореактивной смолы посредством химической реакции, например, конденсации, замыкания кольца или добавления. Отверждение может быть выполнено добавлением отверждающих (сшивающих) агентов с катализатором или без него, с нагревом или без него.
Цикл отверждения
Цикл время / температура / давление, используемый для отверждения системы термореактивной смолы препрега.
Напряжение отверждения
Остаточное внутреннее напряжение, возникающее во время цикла отверждения композитных конструкций.Обычно эти напряжения возникают, когда разные компоненты мокрой укладки имеют разные термические коэффициенты расширения.
Отвердитель
Каталитический или реактивный агент, который вызывает полимеризацию при добавлении к смоле.
Debond
Преднамеренное разделение клеевого соединения или поверхности раздела, обычно для ремонта или переделки. Кроме того, несвязанная или несвязанная область; разделение на границе раздела волокно-матрица из-за несовместимости деформаций.В Соединенном Королевстве этот термин часто относится к случайным повреждениям. См. Также расслоение.
Debulking
Уплотнение толстого ламината при умеренном нагреве, давлении и / или вакууме для удаления большей части воздуха, обеспечения посадки на инструмент и предотвращения складок.
Отслоение
Отслоение ламинированного пластика по плоскости его слоев.
Денье
Система нумерации пряжи и филамента, в которой номер пряжи равен весу в граммах 9000 метров пряжи.
Угол уклона
Угол конуса на оправке или пресс-форме, облегчающий снятие готовой детали.
Драпировка
Способность ткани или препрега прилегать к контурной поверхности.
Сухой ламинат
Ламинат, содержащий недостаточно смолы для полного склеивания арматуры. См. Также смола голодная.
Dry Lay-Up
Построение ламината путем наложения слоев предварительно пропитанной арматуры (частично отвержденной смолы) в охватывающей форме или на охватываемой форме, обычно с последующим формованием мешков или формованием в автоклаве.
E-Glass
Стекло «электрическое»; боросиликатное стекло чаще всего используется в качестве стекловолокна в обычных армированных пластмассах.
Эластичность
Это свойство материалов, благодаря которому они имеют тенденцию восстанавливать свой первоначальный размер и форму после устранения силы, вызывающей деформацию.
Растяжение
Деформация, вызванная растяжением. Частичное увеличение длины материала, напряженного при растяжении.(Выраженное в процентах от первоначальной расчетной длины, это называется удлинением в процентах.)
Конец
Нить ровницы, состоящая из определенного количества собранных вместе нитей. Группа волокон считается «концом» или прядью до скручивания, «пряжей» после наложения скрутки. Индивидуальная основа, нить, волокно или ровница.
Эпоксидный пластик
Полимеризуемый термореактивный полимер, содержащий одну или несколько эпоксидных групп и отверждаемый при взаимодействии с аминами, спиртами, фенолами, карбоновыми кислотами, ангидридами кислот и меркаптанами.Важная матричная смола в композитах и структурных клее.
Exotherm
Выделение или выделение тепла во время отверждения пластмассового изделия.
Усталость
Нарушение или ухудшение механических свойств после многократного приложения нагрузки. Испытания на усталость дают информацию о способности материала противостоять развитию трещин, которые в конечном итоге приводят к разрушению в результате большого количества циклов.
Усталостная прочность
Максимальное циклическое напряжение, которое материал может выдержать в течение заданного числа циклов до разрушения. Остаточная прочность после усталости.
Faying Surface
Поверхности материалов, контактирующих друг с другом и соединяемых или собирающихся соединиться вместе.
Содержание волокна
Количество волокна в композите. Обычно это выражается в процентной объемной доле или массовой доле композита.
Количество волокон
Количество волокон на единицу ширины слоя, присутствующих в заданном сечении композита.
Направление волокна
Ориентация или совмещение продольной оси волокна относительно указанной базовой оси.
Ориентация волокон
Ориентация волокон в нетканом или ламинатном мате, в котором большинство волокон расположены в одном направлении, что обеспечивает более высокую прочность в этом направлении.
Армированный волокном пластик (FRP)
Общий термин для композитного материала, армированного тканью, матом, прядями или волокном любой другой формы.
Нить
Самая маленькая единица волокнистого материала. Основные элементы, образующиеся во время вытяжки и прядения, которые собираются в пряди волокна для использования в композитах. Нити обычно имеют очень большую длину и очень маленький диаметр, обычно менее 25 мм (1 мил). Обычно нити по отдельности не используются.Некоторые текстильные волокна могут функционировать как пряжа, если они обладают достаточной прочностью и гибкостью.
Намотка из нити
Процесс изготовления композитной структуры, в которой непрерывные армирующие элементы (нить, проволока, пряжа, лента или др.), Предварительно пропитанные матричным материалом или пропитанные во время намотки, помещаются на вращающийся и съемный форма или оправка предписанным способом, чтобы соответствовать определенным стрессовым условиям. Обычно форма представляет собой поверхность вращения и может включать или не включать торцевые крышки.При нанесении необходимого количества слоев раневая форма отверждается и оправка удаляется.
Заливка
Пряжа, ориентированная под прямым углом к основе тканого материала.
Наполнитель
Относительно инертное вещество, добавляемое к материалу для изменения его физических, механических, термических, электрических и других свойств или для снижения стоимости или плотности. Иногда этот термин используется специально для обозначения добавок в виде твердых частиц.
Клей для пленки
Клей в виде тонкой сухой пленки из смолы; с носителем или без него, обычно используется для склеивания между слоями ламината.
Отделка
Материал, нанесенный на волокна после удаления проклейки, для улучшения сцепления матрицы с волокном.
Flash
Избыток материала, который образуется на линии разъема пресс-формы или штампа или который выдавливается из закрытой пресс-формы.
Модуль упругости при изгибе
Отношение, в пределах предела упругости, приложенного напряжения на испытуемом образце при изгибе к соответствующей деформации в самых внешних волокнах образца.
Прочность на изгиб
Максимальное напряжение, которое могут нести поверхностные волокна в балке при изгибе. Прочность на изгиб — это удельное сопротивление максимальной нагрузке перед разрушением изгибом, обычно выражаемое в силе на единицу площади.
Разрыв
Разрыв поверхности ламината из-за внешних или внутренних сил с полным разделением или без него.
Гель
Начальная желеобразная твердая фаза, которая образуется при образовании смолы из жидкости.Полутвердая система, состоящая из сети твердых агрегатов, в которых удерживается жидкость.
Гелевое покрытие
Быстротвердеющая смола, наносимая на поверхность формы и загущенная перед укладкой. Гелевое покрытие становится неотъемлемой частью готового ламината и обычно используется для улучшения внешнего вида поверхности и улучшения сцепления.
Время гелеобразования
Время, необходимое жидкому материалу для образования геля при заданных температурных условиях, как измерено с помощью специального теста.
Стеклоткань
Стекловолокно, сотканное обычным способом; некоторые легкие стеклоткани также называются холстом.
Температура стеклования (Tg)
Приблизительная средняя точка диапазона температур, в котором имеет место стеклование; стекловолокно и кремнеземные волокна демонстрируют фазовый переход при температуре приблизительно 955 ° C (1750 ° F), а углеродные / графитовые волокна при температуре от 2205 ° C до 2760 ° C (от 4000 ° F до 5000 ° F). Температура, при которой повышенная молекулярная подвижность приводит к значительным изменениям свойств системы отвержденной смолы.Кроме того, точка перегиба на графике зависимости модуля от температуры. Измеренное значение Tg в некоторой степени зависит от метода испытания.
Графитовые волокна
Группа углеродных волокон с содержанием углерода около 99% и высокими значениями модуля. Этот термин взаимозаменяем с «углеродными волокнами» во всей отрасли.
Ручная укладка
Метод изготовления, при котором армирующие слои, предварительно пропитанные или покрытые впоследствии, помещаются в форму вручную, а затем отверждаются до приданной формы.
Отвердитель
Вещество, используемое для ускорения или контроля процесса отверждения, принимая в нем участие; в отличие от катализатора.
Твердость
Сопротивление поверхностному вдавливанию, обычно измеряемое глубиной проникновения (или произвольными единицами, связанными с глубиной проникновения) тупого предмета под заданной нагрузкой с использованием определенного инструмента в соответствии с предписанной процедурой.
Точка теплового искажения
Температура, при которой стандартный испытательный стержень прогибается на определенную величину при указанной нагрузке.Теперь это называется температурой прогиба.
Термостойкость
Свойство или способность пластиков и эластомеров противостоять разрушающему воздействию повышенных температур.
Радиатор
Устройство для поглощения или отвода тепла от критического элемента или детали. Насыпной графит часто используется в качестве радиатора.
Соты
Пропитанный смолой материал, производимый (обычно) в шестиугольных ячейках, который служит в качестве материала сердцевины в многослойных конструкциях.Соты также могут быть из металлических или полимерных материалов в жесткой структуре с открытыми ячейками.
Гибрид
Многослойный композит, состоящий из пластин двух или более систем композитных материалов, например, стекла и углерода. Это также относится к тканым материалам, содержащим более одного типа волокон.
Ударная вязкость
Способность материала выдерживать ударную нагрузку, измеренная по работе, проделанной при разрушении образца
Пропитка
Для пропитывания пустот и промежутков арматуры смолой.
Литье под давлением
Способ придания пластику желаемой формы путем помещения размягченного теплом пластика в относительно прохладную полость под давлением.
Интерфейс
Граница или поверхность между двумя разными физически различимыми средами. На волокнах — площадь контакта между волокнами и проклейкой или отделкой. В ламинате — зона контакта между армированием и ламинатом.
Interlaminar
Существующие или находящиеся между двумя или более соседними пластинками.
Межслойный сдвиг
Сила сдвига, имеющая тенденцию вызывать относительное смещение между двумя пластинами вдоль плоскости их поверхности раздела.
Изотропный
Обладает однородными свойствами во всех направлениях. Измеренные свойства изотропного материала не зависят от оси испытания.
Kevlar®
Зарегистрированный товарный знак E. I. Dupont de Nemours, Inc. для прочных органических волокон, подобных стекловолокну, но имеющих более высокое отношение прочности к массе.Когда он вплетен в ткань и пропитан термореактивной эпоксидной смолой, он дает материал, обладающий высокой ударопрочностью и низким затуханием радиочастот. Общий термин: арамид.
Ламинат
Изделие, изготовленное путем склеивания двух или более слоев материала (ов).
Ламинирование
Укладка смолой и армирующей тканью практически на любую поверхность.
Ориентация ламината
Конфигурация перекрестно сложенного композитного ламината с учетом углов перекрестной укладки, количества пластин под каждым углом и точной последовательности укладки пластин.
Lay-Up
Армирующий материал, помещенный в форму. Процесс размещения армирующего материала в форме. Арматура, пропитанная смолой. Описание материалов, геометрии и т.д. ламината.
Лот
Определенное количество материала, произведенного за один раз с использованием того же процесса и тех же условий производства и выставленного на продажу как единичное количество.
Оправка
Стержневой инструмент, вокруг которого наматывается пропитанная смолой бумага, ткань или волокно для формирования труб, трубок или структурных оболочек.
Мат
Волокнистый армирующий материал, состоящий из рубленых нитей (для мата из рубленых прядей) или закрученных нитей (для мата из непрерывных прядей) со связующим для сохранения формы; доступны в виде одеял различной ширины, веса и длины.
Матрица
Материал, в который заделано волокно композита; это может быть пластик, металл, керамика или стекло.
Mil
Единица измерения диаметра стекловолоконных нитей, проволоки и т. Д. (1 мил = 0.001 дюйм).
Фрезерованное волокно
Непрерывные стеклянные нити, измельченные молотком в очень короткие стеклянные волокна. Используется в качестве недорогого наполнителя или упрочняющего наполнителя для клеев.
Модуль
Мера отношения нагрузки (напряжения), приложенной к результирующей деформации материала, такой как упругость или сдвиг.
Содержание влаги
Количество влаги в материале, определяемое при заданных условиях и выраженное в процентах от массы влажного образца, то есть масса сухого вещества плюс присутствующая влага.
Форма
Полость или матрица, в которую или на которую помещается пластмассовая композиция и из которой она принимает форму. Формование пластмассовых деталей или готовых изделий под действием тепла и давления. Сборка всех частей, которые действуют совместно в процессе формования.
Отливка
Создание детали в форме. Иногда используется для обозначения готовой детали.
Давление пресс-формы
Давление, прикладываемое к плунжеру литьевой машины или пресса для сжатия или переноса, чтобы заставить размягченный пластик полностью заполнить полости пресс-формы.
Разделительный агент для форм
Смазка, жидкость или порошок (часто силиконовые масла и воски), используемые для предотвращения прилипания формованных изделий в полости.
Поверхность формы
Сторона ламината, обращенная к форме (инструменту) во время отверждения в автоклаве или гидроклаве.
Номинальное значение
Значение, присвоенное с целью удобного обозначения. Номинальная стоимость существует только в названии. Часто это среднее число с допуском, чтобы соответствовать соседним частям.
Неразрушающий контроль (NDT)
В широком смысле считается синонимом неразрушающего контроля (NDI).
Апельсиновая корка
Неровная поверхность, напоминающая поверхность апельсиновой корки. Обычно используется для описания нежелательной отделки поверхности для гелькоута или краски, а также для литья под давлением с непреднамеренно неровными поверхностями.
Out Time
Время, в течение которого препрег подвергается воздействию температуры окружающей среды, а именно общее время, в течение которого препрег находится вне морозильной камеры.Основные эффекты нашего времени — уменьшить драпировку и липкость препрега, а также позволить ему впитывать влагу из воздуха.
Линия разъема
Метка на формованном изделии, где секции формы совпали при закрытии.
Peel Ply
Слой материала, нанесенный на поверхность для укладки, который удаляется с затвердевшего ламината перед операциями склеивания и оставляет чистую богатую смолой поверхность, готовую к склеиванию.
Прочность на отслаивание
Прочность адгезионного сцепления, выраженная в фунтах на дюйм ширины, полученная при приложении напряжения в режиме отслаивания.
pH
Мера кислотности или щелочности вещества, нейтральность которого составляет pH 7. Кислотные растворы менее 7, щелочные растворы более 7.
Обычное плетение
Рисунок, в котором чередуются волокна основы и наполнителя; то есть шаблон повторения — это деформация / заливка / деформация / заливка и так далее. Обе стороны полотняного переплетения идентичны. Свойства значительно ухудшаются по сравнению с узором плетения с меньшим количеством пересечений.
Плиты
Монтажные плиты пресса, к которым болтами крепится весь узел формы.
Ply
Обычно ткань или войлок, состоящий из одного или нескольких слоев (например, ламинат). Слои, составляющие стопку. Пряжа, полученная в результате кручения (например, трехслойная пряжа). Один слой препрега. Однопроходная намотка нити (два слоя образуют один слой).
Полимер
Очень большая молекула, образованная путем объединения большого количества более мелких молекул, называемых мономерами, в регулярную структуру.
Полимеризация
Химическая реакция, в которой молекулы мономеров соединяются вместе с образованием полимеров.
Пост-отверждение
Воздействие на определенные смолы более высоких, чем обычно, температур отверждения после начального цикла отверждения. Этот второй этап необходим для достижения полного отверждения и желаемых механических свойств используемых смол. Более высокие температуры используются отдельно, потому что они могут вызвать чрезмерную реакцию, если применять их на протяжении всего отверждения.
Жизнеспособность
Продолжительность времени, в течение которого система катализированной термореактивной смолы сохраняет достаточно низкую вязкость, чтобы ее можно было обрабатывать.
Преформа
Предварительно сформированная волокнистая арматура, образованная путем распределения измельченных волокон или ткани с помощью воздуха, водяной флотации или вакуума по поверхности перфорированного сита до приблизительного контура и толщины, требуемых для готовой детали. Кроме того, предварительно сформированное волокнистое армирование из мата или ткани, сформированное в желаемую форму на оправке или макете перед помещением в пресс-форму.
Препрег, предварительно пропитанный
Комбинация мата, ткани, нетканого материала или ровинга со смолой, обычно доведенная до стадии B, готовая к отверждению.
Формование пакетов под давлением
Процесс формования армированных пластиков, при котором индивидуально подобранный гибкий мешок помещается поверх контактного слоя на форме, герметизируется и зажимается на месте. Давление жидкости, обычно обеспечиваемое сжатым воздухом или водой, прикладывается к мешку, и деталь отверждается.
Усилитель давления
Слой гибкого материала (обычно высокотемпературная резина), используемый для обеспечения приложения достаточного давления к месту, например радиусу, в отверждаемом наложении.
Грунтовка
Покрытие, наносимое на поверхность перед нанесением клея, лака, эмали и т.д. для улучшения адгезионных характеристик или несущей способности связки.
Окно обработки
Диапазон условий обработки, таких как температура заготовки (расплава), давление, скорость сдвига и т. Д., В пределах которых может быть изготовлен конкретный сорт пластика с оптимальными или приемлемыми свойствами с помощью определенного производственного процесса.
Армирование
Материал, добавленный в матрицу для обеспечения требуемых свойств; варьируется от коротких волокон до сложных текстильных форм.
Разделительные агенты
Материалы, которые используются для предотвращения прилипания отвержденного матричного материала к инструменту.
Разделительная пленка
Непроницаемый слой пленки, который не сцепляется с отверждаемой смолой. См. Также разделитель.
Смола
Материал, обычно полимер, который имеет неопределенный и часто высокий молекулярный вес и диапазон размягчения / плавления и проявляет тенденцию к текучести, когда он подвергается нагрузке.Смолы используются в качестве матриц для связывания армирующего материала в композитах.
Содержание смолы
Количество смолы в ламинате, выраженное в процентах от общей массы или общего объема.
Насыщенная смолой
Локальная область заполнена смолой, но без армирующего волокна.
Не хватает смолы
Локальная область, на которой не хватает смолы для смачивания волокон.
Формование с переносом смолы (RTM)
Процесс формования, при котором катализированная смола переносится в закрытую форму, в которую помещено армирующее волокно; отверждение обычно происходит без внешнего нагрева.RTM сочетает в себе относительно низкие затраты на инструменты и оборудование с возможностью формовать большие конструктивные детали.
Ровинг
Ряд пряжи, прядей, жгутов или концов, собранных в параллельный пучок с незначительной перекруткой или без нее.
Сэндвич-конструкция
Композит, состоящий из легкого материала сердцевины (обычно сотового или вспененного пластика), к которому приклеены две относительно тонкие, плотные, высокопрочные, функциональные или декоративные покрытия (также называемые лицевыми поверхностями).
Scrim
Недорогая армирующая ткань из непрерывной нити с открытой сеткой. Используется при обработке ленты или другого материала B-стадии для облегчения работы. Также используется в качестве носителя клея для вторичного склеивания.
Вторичное склеивание
Соединение посредством процесса склеивания двух или более уже затвердевших композитных деталей, во время которого происходит единственная химическая или термическая реакция — отверждение самого клея.
Разделитель
Проницаемый слой, который также действует как разделительная пленка. Примером может служить пористое стекловолокно с покрытием Teflon®. Часто помещается между укладкой и спускным устройством, чтобы облегчить удаление системы отвода воздуха с ламината после отверждения.
Настройка
Для затвердевания, как при отверждении полимерной смолы.
S-Glass
Конструкционное стекло; армирование из магнезиального / оксидно-силикатного стекла, обеспечивающее очень высокую прочность на разрыв.
Прочность на сдвиг
Максимальное напряжение сдвига, которое материал способен выдержать. Прочность на сдвиг рассчитывается исходя из максимальной нагрузки во время испытания на сдвиг или кручение и основывается на исходной площади поперечного сечения образца.
Листовая формовочная смесь (SMC)
Композиция из волокон, обычно полиэфирной смолы, пигментов, наполнителей и других добавок, которые были смешаны и переработаны в листовую форму для облегчения работы в процессе формования.
Срок годности
Продолжительность хранения материала, вещества, продукта или реагента в определенных условиях окружающей среды, при условии, что они будут соответствовать всем применимым техническим требованиям и / или оставаться пригодными для использования по назначению.
Твердость по Шору
Мера сопротивления материала вдавливанию подпружиненным индентором. Чем выше число, тем больше сопротивление. Обычно используется для резиновых материалов.
Сдвиг с короткой балкой (SBS)
Испытание на изгиб образца, имеющего низкое отношение испытательного диапазона к толщине (например, 4: 1), при котором разрушение в основном происходит при сдвиге.
Усадка
Относительное изменение размера от длины, измеренной на форме в холодном состоянии, к длине формованного объекта через 24 часа после того, как он был извлечен из формы.
Размер
Любая обработка, состоящая из крахмала, желатина, масла, воска или другого подходящего ингредиента, наносимая на пряжу или волокна во время формования для защиты поверхности и облегчения процесса обработки и изготовления или для контроля характеристик волокна.Обработка содержит ингредиенты, обеспечивающие смазывающую способность поверхности и связывающее действие, но, в отличие от отделки, не содержит связующего агента. Перед окончательной переработкой в композит размер обычно удаляется термической очисткой и наносится отделка.
Содержание проклейки
Процент от общего веса прядей, приходящийся на проклейку; обычно определяется путем сжигания или растворения органической клейкой массы; известна как потеря при возгорании.
Кожа
Слой относительно плотного материала, используемый в многослойной конструкции поверхности сердечника.
Удельный вес
Плотность (масса на единицу объема) материала, деленная на плотность воды при стандартной температуре.
Распыление
Метод, при котором пистолет-распылитель используется в качестве аппликатора. Например, в армированных пластмассах стекловолокно и смола могут одновременно наноситься в форму. По сути, ровинг подается через измельчитель и выбрасывается в поток смолы, который направляется в форму любой из двух систем распыления.В пенопластах быстро реагирующие уретановые пены или эпоксидные пены подают в струю жидкости к пистолету и распыляют на поверхность. При контакте жидкость начинает пениться.
Последовательность укладки
Описание ламината, в котором подробно описаны ориентации слоев и их последовательность в ламинате.
Стандартное отклонение
Мера отклонения данных от среднего. Корень означает квадрат индивидуального отклонения от среднего.
Жесткость
Мера модуля. Взаимосвязь нагрузки и деформации. Соотношение приложенного напряжения и результирующей деформации. Термин, часто используемый, когда отношение напряжения к деформации не соответствует определению модуля Юнга.
Упоры
Металлические детали вставлены между половинками матрицы. Используется для контроля толщины штампованной детали. Не рекомендуется, так как смола будет испытывать меньшее давление, что может привести к образованию пустот.
Срок хранения
Период времени, в течение которого жидкая смола, упакованный клей или препрег могут храниться при определенных температурных условиях и оставаться пригодными для использования. Также называется сроком хранения.
Пряди
Обычно нескрученный пучок или набор непрерывных волокон, используемых как единое целое, включая ленты, жгуты, концы и пряжу, например. Иногда одно волокно или нить называют прядью.
Структурный клей
Клей, используемый для передачи требуемых нагрузок между адгезивами, подверженными воздействию окружающей среды, типичной для данной конструкции.
Структурная связка
Связка, которая соединяет основные несущие части сборки. Нагрузка может быть статической или динамической.
Липкость
Липкость препрега.
Шаблон
Шаблон, используемый в качестве ориентира для резки и укладки слоев.
Предел прочности при растяжении
Максимальная нагрузка или сила на единицу площади поперечного сечения образца в пределах расчетной длины. Растягивающее напряжение, необходимое для разрушения данного образца.
Теплопроводность
Способность материала проводить тепло.
Термопласт
Способен многократно размягчаться при повышении температуры и затвердевать при повышении температуры. Применимо к тем материалам, изменение которых при нагревании является по существу физическим, а не химическим, и которые на стадии размягчения могут быть сформированы путем перетекания в изделия путем формования или экструзии.
Thermoset
Пластик, который при отверждении под действием тепла или химических средств превращается в практически неплавкий и нерастворимый материал.
Тиксотропия
Тенденция материала цепляться за вертикальную поверхность.
Количество нитей
Количество нитей (нитей) на дюйм в продольном (основа) или поперечном (набивка или уток) направлении тканых материалов.
Буксир
Раскрученный пучок непрерывных нитей.
Tracer
Волокно, жгут или пряжа, добавляемые к препрегу для проверки совмещения волокон и, в случае тканых материалов, для отличия волокон основы от волокон наполнителя.
Ультразвуковой контроль
Неразрушающий контроль, применяемый к материалам с целью обнаружения внутренних дефектов или структурных разрывов с использованием высокочастотного отражения или затухания (ультразвуковой луч).
Несвязанный
Область в пределах склеенной границы между двумя склеиваемыми элементами, в которой не удалось осуществить запланированное скрепляющее действие или где два слоя препрега в отвержденном компоненте не прилипают друг к другу. Также используется для обозначения определенных областей, которые намеренно предотвращены от склеивания, чтобы имитировать дефектное соединение, например, при создании образцов стандартов качества.
Формование вакуумного мешка
Процесс, при котором лист гибкого прозрачного материала, а также ткань для прокола и антиадгезионная пленка помещаются поверх наложения на форму и герметизируются по краям. Между листом и укладкой создается вакуум. Захваченный воздух механически удаляется из укладки и удаляется вакуумом, а деталь отверждается под воздействием температуры, давления и времени. Также называется формованием пакетов.
Вентиляционное отверстие
Небольшое отверстие или неглубокий канал в форме, который позволяет воздуху или газу выходить при входе формовочного материала.
Вязкость
Тенденция материала сопротивляться течению.
Содержание пустот
Объемный процент пустот, обычно менее 1% в правильно отвержденном композите. Экспериментальное определение является косвенным, то есть рассчитывается на основе измеренной плотности отвержденного ламината и «теоретической» плотности исходного материала.
Пустоты
Воздух или газ, застрявший в ламинате.Пористость — это совокупность микропустот. Пустоты по существу не способны передавать структурные напряжения или безызлучательные энергетические поля.
Летучие вещества
Материалы, такие как вода и спирт, в составе замасливателя или смолы, которые могут уноситься в виде пара при комнатной температуре или при немного повышенной температуре.
Основа
Пряжа, идущая вдоль тканого полотна. Группа пряжи длинной примерно параллельной длины.Кроме того, изменение размеров затвердевшего ламината от его исходной формованной формы.
Water Jet
Вода, выходящая из сопла под высоким давлением (от 70 до 410 МПа, или от 10 до 60 тысяч фунтов на квадратный дюйм или выше). Полезно для резки органических композитов.
Плетение
Конкретный способ формирования ткани путем переплетения пряжи. Обычно присваивается номер стиля.
Wet Lay-Up
Метод изготовления армированного продукта путем нанесения смоляной системы в виде жидкости при установке арматуры на место.
Wet-Out
Состояние пропитанной ровницы или пряжи, в которой практически все пустоты между прядями заданного размера и волокнами заполнены смолой.
Срок службы
Период времени, в течение которого жидкая смола или адгезив после смешивания с катализатором, растворителем или другими ингредиентами смеси остается пригодной для использования.
Морщинка
Дефект поверхности ламинированного пластика, имеющий вид складки или складки на одном или нескольких внешних листах бумаги, ткани или другой основы, которые были вдавлены.Также происходит при формовании вакуумных пакетов, когда пакет неправильно размещен, вызывая складку.
Пряжа
Совокупность скрученных нитей, волокон или прядей, натуральных или искусственно изготовленных, образующих непрерывную длину, подходящую для использования в ткачестве или переплетении текстильных материалов.
.