основы сварки металла полуавтоматом в среде углекислого газа для новичков, все азы. Как правильно варить своими руками?
Ремонтные и обслуживающие работы в частном доме нужны довольно часто. Да и в квартире такой запрос – не редкость. Владельцы автомобилей тоже знают, что ремонт своими руками обходится гораздо дешевле, чем регулярное привлечение помощи специалистов. И сварка является тем ремонтным процессом, овладение которым выручает в самых разных ситуациях. И учиться сварке, конечно, никогда не поздно. В данной статье рассмотрим основы сварки для начинающих.
Основные правила
Лучший способ освоить сварку для начинающих – записаться на профессиональные курсы либо просто пойти в подмастерья: попросить мастера взять себя в помощники.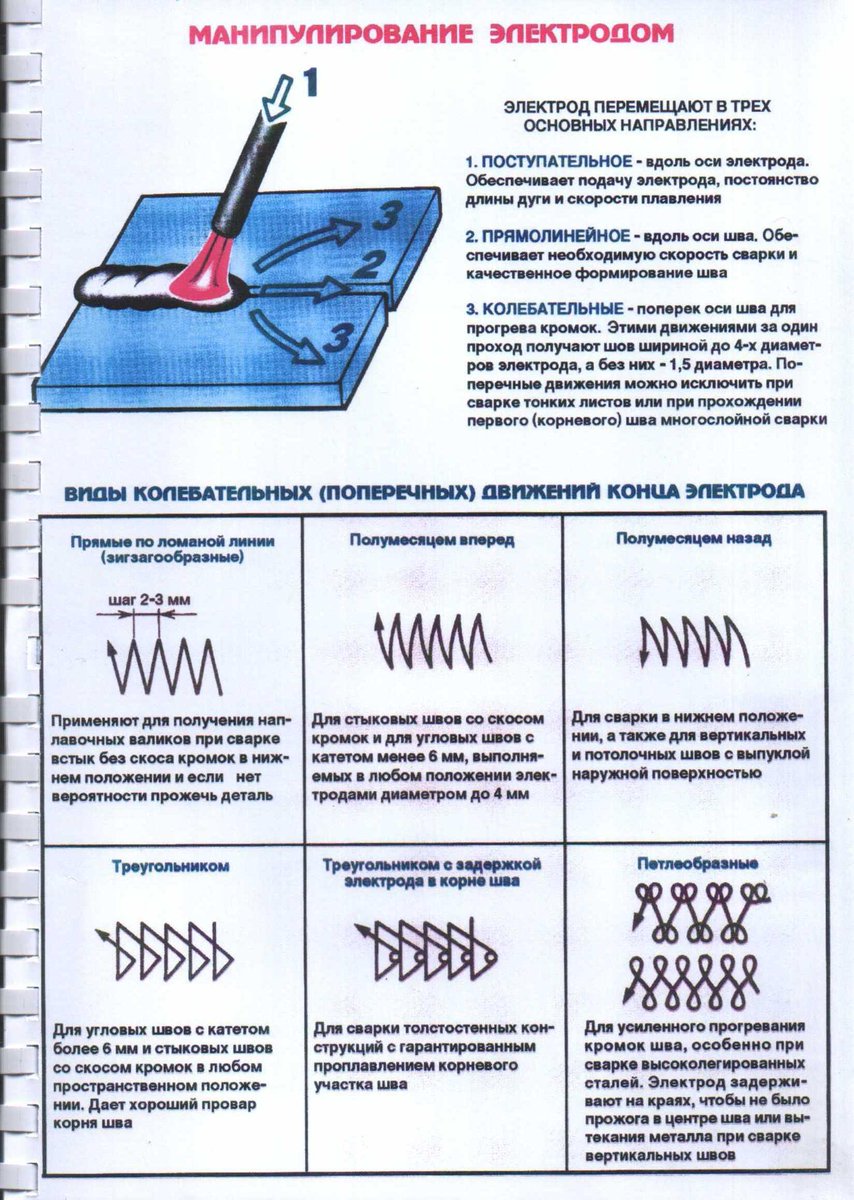 Активное наблюдение за процессом с комментариями специалиста быстрее поможет научиться основам сварки. Но если обе вышеописанные возможности не являются доступными, есть другой вариант – даже теоретические азы полезны для новичков. Сначала теория, общее понимание процесса, а потом можно и практиковаться.
Активное наблюдение за процессом с комментариями специалиста быстрее поможет научиться основам сварки. Но если обе вышеописанные возможности не являются доступными, есть другой вариант – даже теоретические азы полезны для новичков. Сначала теория, общее понимание процесса, а потом можно и практиковаться.
Электросварка – метод, при котором для нагрева и дальнейшего расплавления металлов применяют электродугу.
Термические показатели электродуги способны достичь 7000 градусов, что превысит температуру плавления большей части металлов. Процесс сварки происходит следующим образом:
- чтобы электродуга поддерживалась и работала, ток подают от агрегата к электроду;
- электродный стержень, касающийся основания варки, вызывает прохождение сварочного тока;
- под действием такого тока и формируемой дуги электрод и в дополнении к нему металлокромки элементов действия будут плавиться;
- из данного расплава выходит сварочная ванна, в ней расплавленный электрод смешивается с базовым металлом;
- на ванне появляется плавленый шлак, образующий пленку защиты;
- когда дуга отключается, металл постепенно остывает, так получается шов с окалиной, когда материал остынет полностью, окалину счищают.


Для этого процесса используют плавящиеся и неплавящиеся электроды. Если это плавящийся электрод, то сварочный шов образуется за счет введения в расплав присадочной проволоки. Если электрод неплавящийся, ничего такого не потребуется. Чтобы образовать и поддержать в рабочем состоянии электродугу, пользуются спецоборудованием. Это сварочный агрегат.
Выбираем сварочный аппарат
На сегодняшний день выбор такого оборудования велик, есть несколько его основных разновидностей.
- Сварочный генератор. Он может продуцировать электрическую энергию, которая будет использоваться на создание дуги. Он полезен в тех местах, где еще не удалось провести электричество. Но он слишком большой по весу, такие габариты не дают право сказать, что аппарат действительно удобен в использовании.
 Он полезен в тех местах, где еще не удалось провести электричество. Но он слишком большой по весу, такие габариты не дают право сказать, что аппарат действительно удобен в использовании.
Он полезен в тех местах, где еще не удалось провести электричество. Но он слишком большой по весу, такие габариты не дают право сказать, что аппарат действительно удобен в использовании.- Сварочный трансформатор. Данный агрегат может преобразовывать переменное напряжение, которое подается от сети, в переменное напряжение той частоты, что и требуется для сварки. Такое оборудование легче в использовании, но также не самое компактное. Еще один потенциальный «минус» – скачки напряжения в сети.
- Сварочный выпрямитель. Данная техника трансформирует напряжение, подаваемое от сети, в постоянный ток, без которого не образуется дуга. И уже выпрямители считаются компактной техникой с высоким КПД.
Для домашних нужд эксперты советуют приобретать выпрямители инверторного типа.
 Их чаще зовут просто инверторами. Это компактное оборудование, которое в ходе манипуляций вешается на плечо.
Их чаще зовут просто инверторами. Это компактное оборудование, которое в ходе манипуляций вешается на плечо.А принцип его устройств прост и понятен даже новичку. Инверторы хороши и тем, что экономичны. Работать могут от бытовой сети. Главное, что они обеспечивают стабильную дугу.
Правда, у такого оборудования есть и недостаток – стоимость. На него придется раскошелиться. А еще удобный и маловесный инвертор чувствителен к увлажнению, запылению, к перепадам напряжения. Когда приходится выбирать такое оборудование, непременно нужно смотреть на возможные значения сварочного тока. Минимум – 160–200 А.
Если в таком сложном виде деятельности человек еще совсем неопытен, а консультант в магазине техники начинает сыпать словами «автомат и полуавтомат», «электрод двойка», «переноска», следует попросить его вначале просто показать инверторы. И именно те, которые будут полезны для опыта в сварке и безопасны, а уже потом – все остальное.
И именно те, которые будут полезны для опыта в сварке и безопасны, а уже потом – все остальное.
Подбор экипировки
К остальному относится и экипировка. Это защитный костюм сварщика. Он защитит человека от металлических брызг, вспышек ультрафиолета и его потоков. Обычный комплект, как правило, включает маску, подшлемник, рабочий костюм/робу и плотные спецперчатки. Эксперты советуют приобретать маску «хамелеон», оснащенную автоматическим затемнением. Если такого костюма нет, теоретически можно использовать и другую одежду, скроенную из очень плотной ткани.
В домашних условиях этого может быть достаточно.
 Но маска и перчатки все равно обязательны.
Но маска и перчатки все равно обязательны.В этом пункте стоит сказать о правилах безопасности.
- Категорически запрещено проводить сварочные работы в помещении, где нет огнетушителя. Его наличие обязательно.
- Всю экипировку надевать нужно строго до начала работ. Если дугу зажечь без защитной маски, получится ожог сетчатки глаз. И, что особенно тревожно, симптомы этого недуга проявляются не сразу, то есть человек продолжает работать со сваркой, ухудшая положение.
- Капли для глаз – такая же необходимая вещь, как и огнетушитель. Они могут не пригодиться, но быть рядом должны. Даже опытные сварщики страдают от ожогов сетчатки (они это называют – «нахвататься зайчиков»), вот только в их случаи зрение страдает из-за высокого объема работ. Новички же рискуют в силу своей неопытности.
- При сварке металла человек находится в окружении деталей, которые нагреты до высоких термических показателей. И к ним нельзя прикасаться до полного остывания, иначе ожоги неизбежны.
Если с правилами знакомы, экипировка в полном порядке, работать будет безопасно. Осталось только теоретически разобраться, что же представляет собой технология сварки.
Технология
Сначала следует найти верстак либо иное подходящее основание. Оно должно быть сделано из негорючего материала. То есть деревянный стол как основание под сварку никак не подойдет. Рядом со сварочным оборудованием не должно находиться ничего, что может легко воспламениться.
Подготовка
Рядом с собой сварщик должен поставить ведро с водой – на случай спасения от угрозы возгорания. Надо найти безопасную зону, где будут складироваться остатки уже использованных электродов. Все же даже маленький электрод способен стать причиной пожара.
Надо найти безопасную зону, где будут складироваться остатки уже использованных электродов. Все же даже маленький электрод способен стать причиной пожара.
Необходимо настроить сварочный ток и взять электрод. Электроды берутся 2–5 мм. Ток выставляется зависимо от того, какой толщины будут детали, и как именно будет свариваться материал. На корпусе агрегата обычно указана сила тока.
Если электроды только приобретены в магазине, их качество обычно не вызывает сомнений. Но если электроды не новые, и хранились они в помещении без отопления, достаточно влажном, их обязательно нужно высушить.
И не просто высушить, а сделать это при температурном показателе +200 градусов. Старый духовой шкаф (электрический) подойдет для этого.
При выборе электродов необходимо придерживаться следующих советов:
- тройкой обычно варят металл толщиной до 5 мм;
- для металла толщиной 1,5–3 мм берут электрод диаметром 2–2,5 мм;
- электроды в 4 мм в домашних условиях практически не используют, домовая сеть с ними не справится.

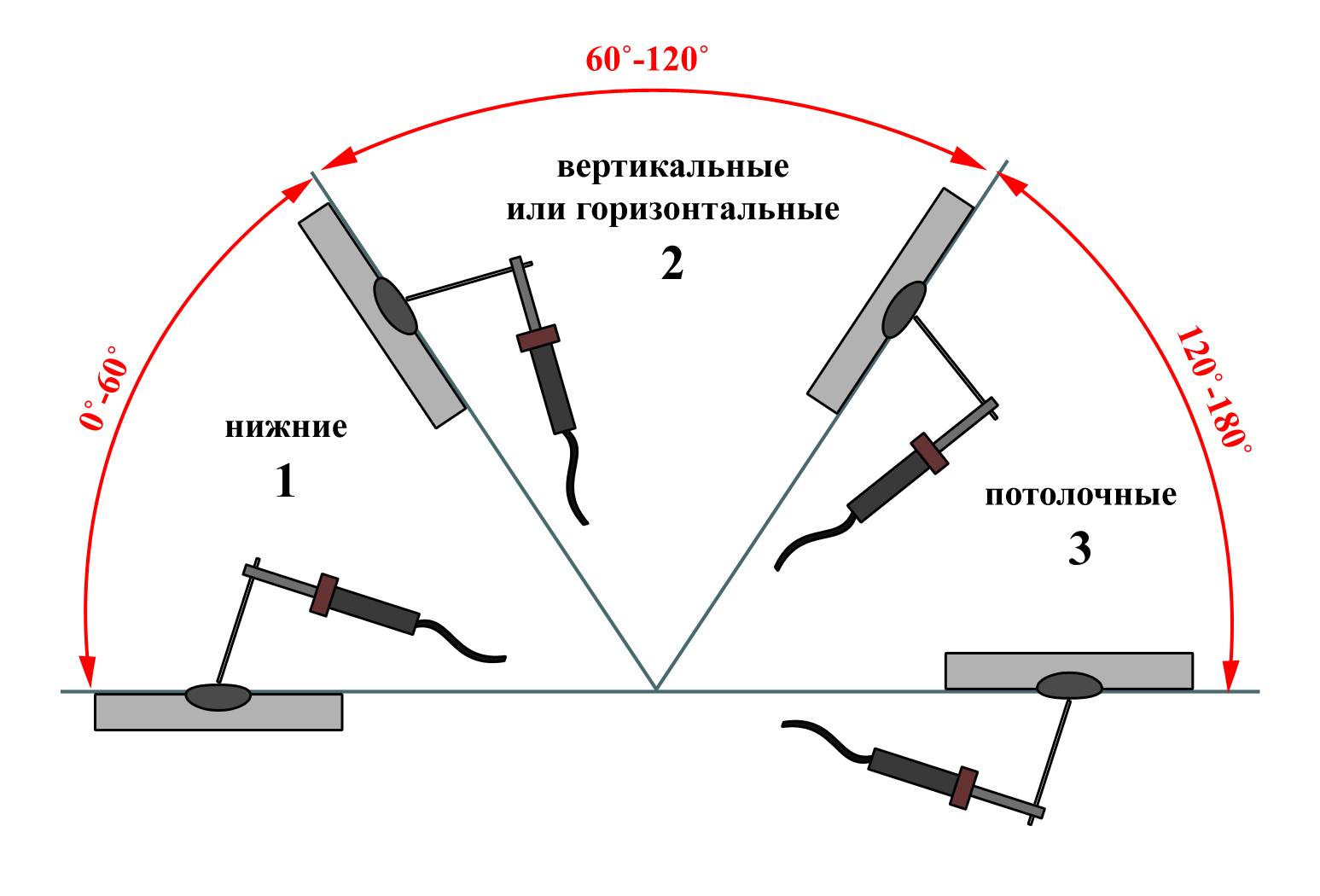
Об ориентировании деталей: для новичка проще работать на горизонтали. Контроль сварочной ванны выполнять в таком виде проще. Сила тяжести будет давить на расплав в направлении сверху вниз, не сдвигая его. Присадочный металл электрода перенесется в образуемый шов. Поэтому начинающие сваркой занимаются на столе, а сбор укрупненных деталей ведут «по месту». Но и вертикальной сварке несложно научиться, вопрос времени.
А вот потолочной методикой занимаются исключительно профессионалы, новичкам лучше на нее не замахиваться.
И еще о выставлении тока: сварочный ток коррелирует с толщиной электрода. Техника ограничивает лишь нижние границы тока. Для электрода-двойки переключатель ставится на 70–80 А, для тройки – 100–140 А. Сначала нужно выставлять ток немного выше минимума, а потом поднимать его показатель.
Для электрода-двойки переключатель ставится на 70–80 А, для тройки – 100–140 А. Сначала нужно выставлять ток немного выше минимума, а потом поднимать его показатель.
Важно! Силовой режим выбран грамотно, если звук сварки похож на растрескивание, неправильно – если та гудит либо булькает.
Сварочные работы
Следует рассказать о вариантах сварки, прежде чем перейти к пошаговой инструкции. Сварка бывает стыковой, внахлест, угловой и тавровой. В первом виде работает практически прямой электрод, в других случаях электрод придется наклонять. Провариваться будут две детали, которые расположены в перпендикулярных областях.
Чтобы научиться правильно варить, нужно придерживаться нескольких шагов.
- Поджиг. Чтобы зажечь дугу, нужно осуществить чирканье электродом по детали, как сделали бы это спичкой. Чиркать надо по траектории шва, иначе есть риск испортить базу. Электрод немного наклоняется к вертикали, выдерживая угол примерно в 30 градусов.
- Контроль электродуги и образование сварочной ванны. Когда дуга разогрелась, ее надо подвести к началу шва и ждать, пока металл расплавится. Так, под электродом через пару секунд образуется красный фрагмент, так горит флюс. Потом пятно появится оранжевое, с рябью – это плавится металл.
- Как держать электрод. Практически вертикально, с уходом в сторону шва не далее чем на 40 градусов. Между элементом и электродом выдерживается дистанция в 3 мм.
- Образование шва. Появляется сварочная ванна, когда возникает оранжевое пятно, и поверхность этого пятна рябит, подрагивает. С начала поджига электродуги металлический расплав (то есть ванна) появится через 2 или 3 секунды, и электрод надо перенаправить на 1–2 мм к шву. Потом снова нужно дождаться оранжевого пятна, только уйдет на это меньше секунды. И вот так, поступательно, по миллиметру выполняется сварка.
 Появляется сварочная ванна, когда возникает оранжевое пятно, и поверхность этого пятна рябит, подрагивает. С начала поджига электродуги металлический расплав (то есть ванна) появится через 2 или 3 секунды, и электрод надо перенаправить на 1–2 мм к шву. Потом снова нужно дождаться оранжевого пятна, только уйдет на это меньше секунды. И вот так, поступательно, по миллиметру выполняется сварка.
Появляется сварочная ванна, когда возникает оранжевое пятно, и поверхность этого пятна рябит, подрагивает. С начала поджига электродуги металлический расплав (то есть ванна) появится через 2 или 3 секунды, и электрод надо перенаправить на 1–2 мм к шву. Потом снова нужно дождаться оранжевого пятна, только уйдет на это меньше секунды. И вот так, поступательно, по миллиметру выполняется сварка.- О положении и типе движения. Обязательно следует выдерживать корректный наклон, не играть с отрывом от рекомендованного угла. Если электрод наклонить сильнее, дуга потолком просто оттолкнет назад сварочную ванну. И шов выйдет высоким, отчего прогрев металла усложнится. Получается, что электродный наклон руководит высотой будущего шва. Правильным можно назвать шов, по параметрам высоты выходящий «заподлицо» к свариваемым основаниям. Важно держать дуговой интервал. Если слишком откровенно касаться электродом элемента, возникнет замыкание. На агрегате система защиты даст об этом знать. Поэтому ориентироваться надо на высоту, при которой при наклоне электрода деталей выйдет касаться лишь его обмазкой.
 На агрегате система защиты даст об этом знать. Поэтому ориентироваться надо на высоту, при которой при наклоне электрода деталей выйдет касаться лишь его обмазкой.
На агрегате система защиты даст об этом знать. Поэтому ориентироваться надо на высоту, при которой при наклоне электрода деталей выйдет касаться лишь его обмазкой.- Контролировать качество сварочной ванны надо зрительно. Оценивать важно и ее саму, и задний шов. На саму дугу смотреть не надо. Шов должен быть равномерным. Поначалу не все будет идеально, и не нужно стремиться сварить шов только одной электродугой. Надо замедлиться, разглядеть шовное сечение. Если на шве кратеры и прожиг до получения тонкого металла и явных «дырок», значит, сила чрезмерна. Если на ножке шва шарик – значит, силы тока недостаточно. А вот если на шве чешуйка/бугорок – это правильно.
- Завершение сварки. В завершении работы не нужно убирать электрод одномоментно. Имеет смысл в зоне действия сделать маленький круг, с внесением металла. В противном случае в месте отрыва дуги появится совсем нежелательный кратер. Отрывать электрод стоит легким чирканьем. Остывший и почерневший в результате шлак удается со шва молотком и жесткой щеткой. Если процесс выполнен корректно, он отскочит большими хлопьями, в металлическом шве включений шлака не будет.
 В противном случае в месте отрыва дуги появится совсем нежелательный кратер. Отрывать электрод стоит легким чирканьем. Остывший и почерневший в результате шлак удается со шва молотком и жесткой щеткой. Если процесс выполнен корректно, он отскочит большими хлопьями, в металлическом шве включений шлака не будет.
В противном случае в месте отрыва дуги появится совсем нежелательный кратер. Отрывать электрод стоит легким чирканьем. Остывший и почерневший в результате шлак удается со шва молотком и жесткой щеткой. Если процесс выполнен корректно, он отскочит большими хлопьями, в металлическом шве включений шлака не будет.Такие уроки – только теоретическая подготовка, без претензии на детальное руководство. Но сварка и не требует быстрого научения, придется вспомнить и курс школьной физики с его переменным и постоянным током, процессами в среде углекислого газа. А главное – требуется вспомнить все правила безопасности. Не стоит жалеть время на подготовку: информирован – значит, вооружен и риски неудачной работы низки.
Об основах сварки для начинающих смотрите далее.
Сварка инвертором для начинающих и азы электросварки | ММА сварка для начинающих
Сварка инвертором для начинающих и азы электросварки
Сварка инвертором для начинающих и азы электросварки
С появлением на рынках недорогих инверторов для сварки постоянным током, у каждого домашнего мастера появилась уникальная возможность научиться варить. Сделать это со сварочным инвертором намного проще, чем со старым трансформаторным аппаратом переменного тока, который очень сильно нагружает электросеть.
Стоимость инвертора для сварки во многом зависит от его характеристик и бренда. Однако даже самого дешёвого сварочного аппарата с лихвой хватит для того, чтобы сварить забор на даче или собрать небольшую металлоконструкцию. При этом чтобы освоить сварочный инвертор, понадобится совсем немного времени.
Как варить сварочным инвертором для начинающих, и каковы основы электросварки, будет рассказано ниже, в этой статье сайта mmasvarka.ru.
Что такое сварочный инвертор, принцип работы
Сварочный инвертор назвали так потому, что он способен преобразовывать входящий переменный ток, в постоянные его значения. Сам по себе инвертор имеет очень высокие значения КПД (почти 90/%), что намного выше, чем у обычного сварочного трансформатора.
Практически все сварочные инверторы способны работать от домашней электросети в 220 Вольт. Однако есть и особые аппараты для работы, которых нужны все 380 В. Немаловажное преимущество сварочных инверторов и в том, что они способны работать от пониженного напряжения в 160 В.
Ну а для новичков, которые только учатся варить, сварочный инвертор станет просто незаменимым помощником. Здесь и более стабильная дуга, чем на сварочном аппарате переменного тока, и другие возможности, помогающие в значительной мере облегчить сварочный процесс.
Основы и азы сварки инвертором
В первую очередь нужно разобраться из чего состоит сварочный инвертор, и какие его элементы управления потребуются в работе. На вид инвертор представляет собой небольшой прямоугольный ящик, вес которого может достигать 10 кг. С одной стороны инвертора расположены элементы управления, с другой стороны, вентиляционные отверстия.
Основными элементами управления инвертором является кнопка включения и регулятор силы тока. Кроме того, в зависимости от модели и функциональных возможностей сварочного аппарата, спереди могут размещаться и вспомогательные элементы управления. Неотъемлемыми атрибутами любого инвертора, являются выхода «+» и «-» для подключения электродного держателя и минусовой клеммы-прищепки.
Выбирая сварочный инвертор, следует учитывать, для чего он именно нужен и какой металл им по толщине придётся сваривать. Посмотреть рейтинг сварочных инверторов и самые популярные их модели, можно в этой статье сайта про ручную дуговую сварку.
Сварка инвертором для начинающих
Сварочный инвертор умеет варить только постоянным током. Следовательно, меняя полярность подключения инвертора, можно изменять параметра электросварки. Если держатель с электродом подключается к минусовой клемме инвертора, а «масса» к плюсовой клемме, то такое подключение инвертора называется «прямым». Способ прямого подключения к инвертору подходит для сварки толстых металлов, толщиной более 5 мм.
Обратное подключение инвертора, когда на электрод подаётся плюс, а к свариваемой заготовке минус, используется преимущественно при сварке тонких металлов. Однако такое подключение инвертора не является строгим правилом, и оно может быть изменено в ряде случаев. Все дело в том, что при подключении инвертора в обратной последовательности, большая температура нагрева приходится на электрод, а не на металл, что уберегает его от прожога. О том, что такое прожог сварного шва при сварке уже рассказывалось в прошлой статье.
Сварочная дуга и образование шва
Чтобы сформировать сварочный шов, нужно зажечь дугу. Для этого электрод лёгким постукиванием или чирканьем проводится по поверхности металла. Сам электрод состоит из металлического стержня и специальной обмазки нанесённой на него. По сути, когда электрод соприкасается с металлом, образуется КЗ — короткое замыкание, которое способствует быстрому разогреванию металлов и их сварки.
Что нужно знать начинающему сварщику:
- Длина дуги — рекомендуется выдерживать дугу как можно короче, хотя бы на первых порах сварки. Инициировать сварочную дугу можно, как было сказано выше, двумя способами: лёгким постукиванием электрода или его чирканьем. Чирканье даёт возможность быстро прогреть электрод и исключить его прилипание к металлу. Поэтому для новичков данный способ розжига дуги наиболее предпочтительный.
- Движение электродом — когда дуга инициирована, можно приступать к сварке металлов. Для этого электрод ведётся из стороны в сторону, захватывая и наполняя раскалённым металлом кромки свариваемых изделий. Движение электродом можно осуществлять различными способами, например: ёлочкой, треугольником и т. д.
- Скорость сварки — зависит от толщины свариваемого металла. Чем тоньше металл, тем выше скорость сварки, а иначе прожогов не избежать.
 Для этого электрод ведётся из стороны в сторону, захватывая и наполняя раскалённым металлом кромки свариваемых изделий. Движение электродом можно осуществлять различными способами, например: ёлочкой, треугольником и т. д.
Для этого электрод ведётся из стороны в сторону, захватывая и наполняя раскалённым металлом кромки свариваемых изделий. Движение электродом можно осуществлять различными способами, например: ёлочкой, треугольником и т. д.Обязательно нужно не забыть и заварить в конце сварочного шва кратер. Для этого достаточно немного вернуться в конце шва назад, удержать дугу, и после заполнения кратера металлом разорвать её отводом в сторону.
Еще статьи про сварку:
Теория сварки. Советы для начинающих сварщиков
Электросварка — это процесс получения неразрывных соединений с использованием электрической энергии.
Дуговая сварка — процесс, при котором теплота, необходимая для нагрева и плавления металла, получается за счет дугового разряда, возникающего между свариваемым металлом и электродом. Под действием теплоты электрической дуги кромки свариваемых деталей и электродный металл расплавляются, образуя сварочную ванну, которая некоторое время находится в расплавленном состоянии. При затвердевании металла образуется сварное соединение. Энергия, необходимая для образования и поддержания дугового разряда, получается от источников питания дуги постоянного или переменного тока.
Под действием теплоты электрической дуги кромки свариваемых деталей и электродный металл расплавляются, образуя сварочную ванну, которая некоторое время находится в расплавленном состоянии. При затвердевании металла образуется сварное соединение. Энергия, необходимая для образования и поддержания дугового разряда, получается от источников питания дуги постоянного или переменного тока.
Классификация дуговой сварки производится в зависимости от степени механизации процесса сварки, рода тока и полярности, типа дуги, свойств электрода, вида защиты зоны сварки от атмосферного воздуха и др.
По степени механизации дуговая сварка подразделяется:
Отнесение процессов к тому или иному способу зависит от того, как выполняются зажигание и поддержание определенной длины дуги, манипуляция электродом для придания шву нужной формы, перемещение электрода по линии наложения шва и прекращения процесса сварки.
При ручной дуговой сварке указанные операции, необходимые для образования шва, выполняются человеком вручную без применения механизмов.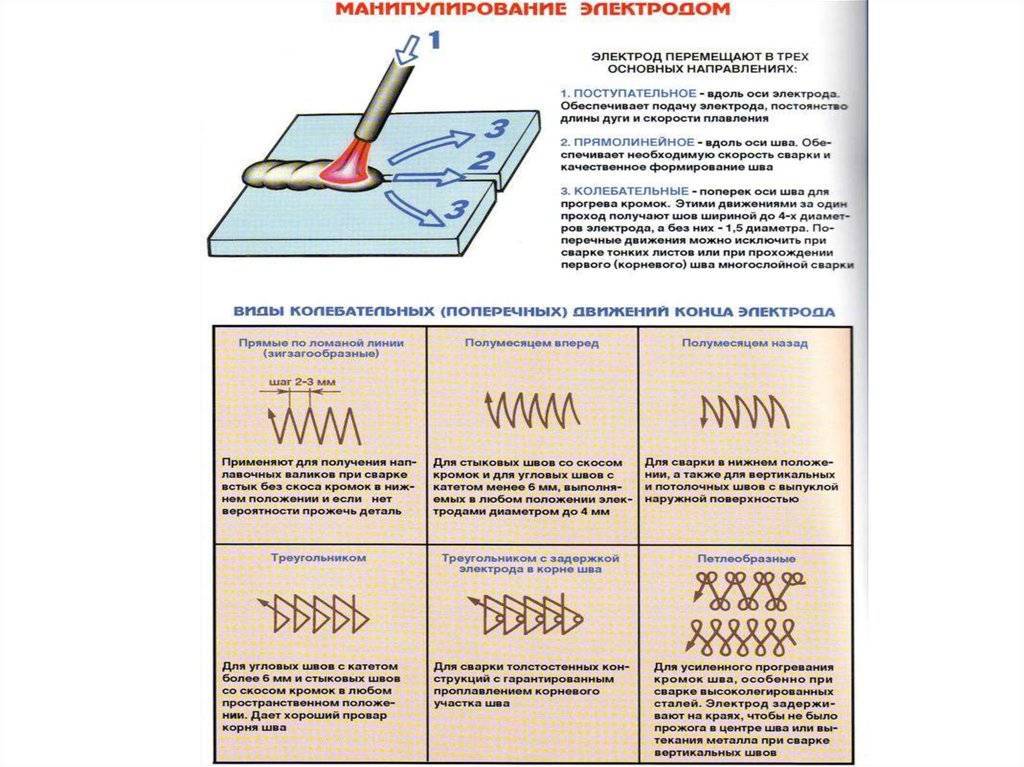
При полуавтоматической дуговой сварке плавящимся электродом механизируются операции по подаче электродной проволоки в сварочную зону, а остальные операции процесса сварки осуществляются вручную.
При автоматической дуговой сварке под флюсом механизируются операции по возбуждению дуги, поддержанию определённой длины дуги, перемещению дуги по линии наложения шва. Автоматическая сварка плавящимся электродом ведётся сварочной проволокой диаметром 1-6 мм; при этом режим сварки (ток, напряжение, скорость перемещения дуги и др.) более стабилен, что обеспечивает однородность качества шва по его длине, в то же время требуется большая точность в подготовке и сборке деталей под сварку.
По роду тока различают:
- электрическая дуга, питаемые постоянным током прямой полярности (минус на электроде)
- электрическая дуга, питаемая постоянным током обратной (плюс на электроде) полярности
- электрическая дуга питамая переменным током
В зависимости от способов сварки применяют ту или иную полярность.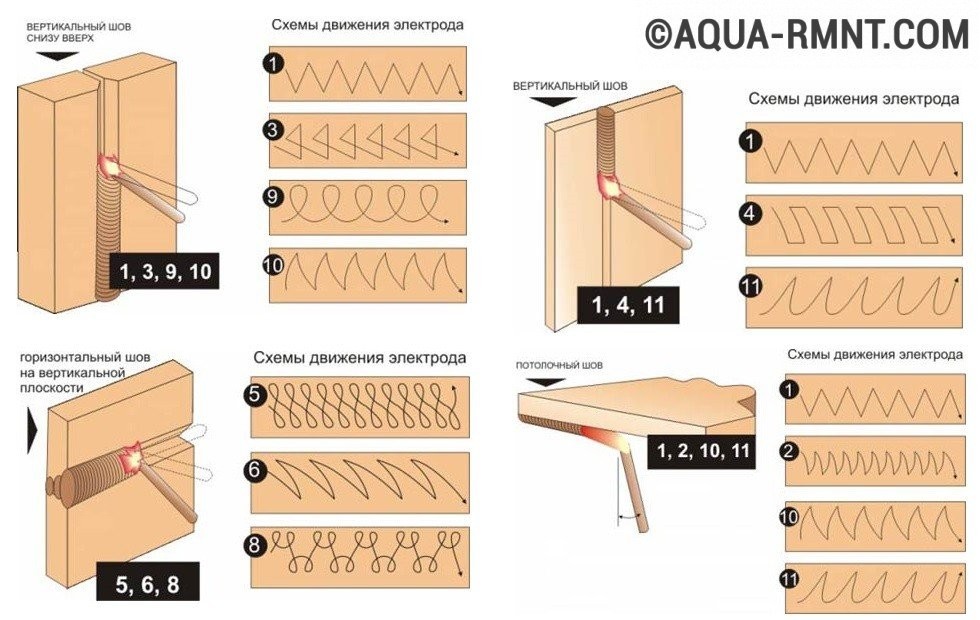 Дуговая сварка под флюсом и в среде защитных газов обычно производится на обратной полярности.
Дуговая сварка под флюсом и в среде защитных газов обычно производится на обратной полярности.
По типу дуги различают
- дугу прямого действия (зависимую дугу)
- дугу косвенного действия (независимую дугу)
В первом случае дуга горит между электродом и основным металлом, который также является частью сварочной цепи, и для сварки используется теплота, выделяемая в столбе дуги и на электродах; во втором — дуга горит между двумя электродами. Основной металл не является частью сварочной цепи и расплавляется преимущественно за счёт теплоотдачи от газов столба дуги. В этом случае питание дуги осуществляется обычно переменным током, но она имеет незначительное применение из-за малого коэффициента полезного действия дуги (отношение полезно используемой тепловой мощности дуги к полной тепловой мощности).
Электроды для дуговой сварки бывают
- плавящиеся сварочные электроды
- неплавящиеся электроды (угольный, графитовый и вольфрамовый)
Дуговая сварка плавящимся электродом является самым распространённым способом сварки; при этом дуга горит между основным металлом и металлическим стержнем, подаваемым в зону сварки по мере плавления.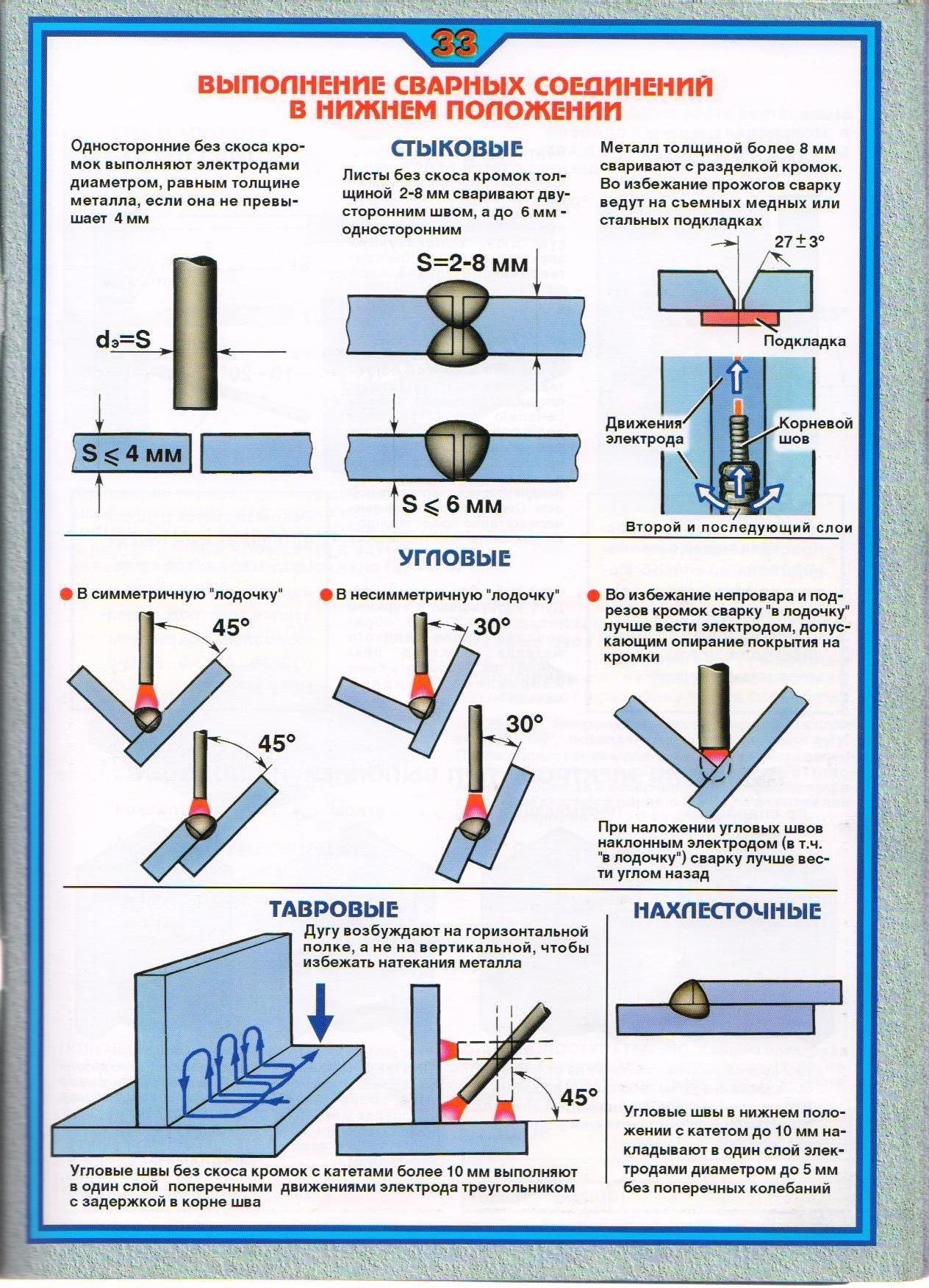 Этот вид сварки можно производить одним или несколькими электродами. Если два электрода подсоединены к одному полюсу источника питания дуги, то такой метод называют двухэлектродной сваркой, а если больше — многоэлектродной сваркой пучком электродов. Если каждый из электродов получает независимое питание — сварку называют двухдуговой (многодуговой) сваркой. При дуговой сварке плавлением КПД дуги достигает 0,7-0,9.
Этот вид сварки можно производить одним или несколькими электродами. Если два электрода подсоединены к одному полюсу источника питания дуги, то такой метод называют двухэлектродной сваркой, а если больше — многоэлектродной сваркой пучком электродов. Если каждый из электродов получает независимое питание — сварку называют двухдуговой (многодуговой) сваркой. При дуговой сварке плавлением КПД дуги достигает 0,7-0,9.
По условиям наблюдения за процессом горения дуги различают:
- открытую
- закрытую
- полуоткрытую дугу
При открытой дуге визуальное наблюдение за процессом горения дуги производится через специальные защитные стёкла — светофильтры. Открытая дуга применяется при многих способах сварки: при ручной сварке металлическим и угольным электродом и сварке в защитных газах.Закрытая дуга располагается полностью в расплавленном флюсе — шлаке, основном металле и под гранулированным флюсом, и она невидима. Полуоткрытая дуга характерна тем, что одна её часть находится в основном металле и расплавленном флюсе, а другая над ним.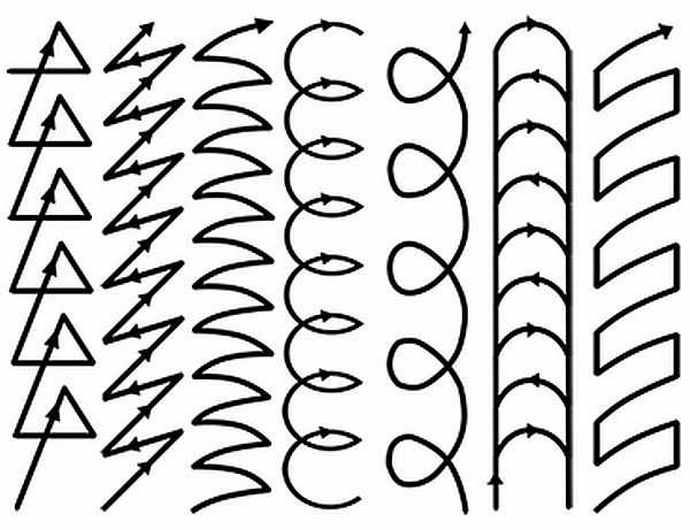 Наблюдение за процессом производится через светофильтры. Используется при автоматической сварке алюминия по флюсу.
Наблюдение за процессом производится через светофильтры. Используется при автоматической сварке алюминия по флюсу.
По роду защиты зоны сварки от окружающего воздуха различают:
- дуговая сварка без защиты (голым электродом, электродом со стабилизирующим покрытием)
- дуговая сварка со шлаковой защитой (толстопокрытыми электродами, под флюсом)
- дуговая сварка со шлакогазовой защитой (толстопокрытыми электродами)
- дуговая сварка с газовой защитой (в среде защитных газов) — сварка в среде углекислого газа, аргонно-дуговая сварка.
- дуговая сварка с комбинированной защитой (газовая среда и покрытие или флюс)
Электродные покрытия применяются для для создания защитной атмосферы во время плавления, введения легирующих добавок в сварной шов и т.п.
Стабилизирующие электродные покрытия представляют собой материалы, содержащие элементы, легко ионизирующие сварочную дугу. Наносятся тонким слоем на стержни электродов (тонкопокрытые электроды), предназначенных для ручной дуговой сварки.
Защитные электродные покрытия представляют собой механическую смесь различных материалов, предназначенных ограждать расплавленный металл от воздействия воздуха, стабилизировать горение дуги, легировать и рафинировать металл шва.
Полную информацию смотрите здесь >>>
Наибольшее применение имеют средне — и толстопокрытые электроды, предназначенные для ручной дуговой сварки и наплавки, изготовляемые в специальных цехах или на заводах.
Применяются также магнитные электродные покрытия, которые наносятся на проволоку в процессе сварки за счёт электромагнитных сил, возникающих между находящейся под током электродной проволокой и ферромагнитным порошком, находящемся в бункере, через который проходит электродная проволока при полуавтоматической или автоматической сварке. Иногда это ещё сопровождается дополнительной подачей защитного газа.
Сварка инвертором для начинающих и азы электросварки
Сварка инвертором для начинающих и азы электросварки
С появлением на рынках недорогих инверторов для сварки постоянным током, у каждого домашнего мастера появилась уникальная возможность научиться варить. Сделать это со сварочным инвертором намного проще, чем со старым трансформаторным аппаратом переменного тока, который очень сильно нагружает электросеть.
Сделать это со сварочным инвертором намного проще, чем со старым трансформаторным аппаратом переменного тока, который очень сильно нагружает электросеть.
Стоимость инвертора для сварки во многом зависит от его характеристик и бренда. Однако даже самого дешёвого сварочного аппарата с лихвой хватит для того, чтобы сварить забор на даче или собрать небольшую металлоконструкцию. При этом чтобы освоить сварочный инвертор, понадобится совсем немного времени.
Как варить сварочным инвертором для начинающих, и каковы основы электросварки, будет рассказано ниже, в этой статье сайта mmasvarka.ru.
Что такое сварочный инвертор, принцип работы
Сварочный инвертор назвали так потому, что он способен преобразовывать входящий переменный ток, в постоянные его значения. Сам по себе инвертор имеет очень высокие значения КПД (почти 90/%), что намного выше, чем у обычного сварочного трансформатора.
Практически все сварочные инверторы способны работать от домашней электросети в 220 Вольт. Однако есть и особые аппараты для работы, которых нужны все 380 В. Немаловажное преимущество сварочных инверторов и в том, что они способны работать от пониженного напряжения в 160 В.
Однако есть и особые аппараты для работы, которых нужны все 380 В. Немаловажное преимущество сварочных инверторов и в том, что они способны работать от пониженного напряжения в 160 В.
Ну а для новичков, которые только учатся варить, сварочный инвертор станет просто незаменимым помощником. Здесь и более стабильная дуга, чем на сварочном аппарате переменного тока, и другие возможности, помогающие в значительной мере облегчить сварочный процесс.
Основы и азы сварки инвертором
В первую очередь нужно разобраться из чего состоит сварочный инвертор, и какие его элементы управления потребуются в работе. На вид инвертор представляет собой небольшой прямоугольный ящик, вес которого может достигать 10 кг. С одной стороны инвертора расположены элементы управления, с другой стороны, вентиляционные отверстия.
Основными элементами управления инвертором является кнопка включения и регулятор силы тока. Кроме того, в зависимости от модели и функциональных возможностей сварочного аппарата, спереди могут размещаться и вспомогательные элементы управления. Неотъемлемыми атрибутами любого инвертора, являются выхода «+» и «-» для подключения электродного держателя и минусовой клеммы-прищепки.
Неотъемлемыми атрибутами любого инвертора, являются выхода «+» и «-» для подключения электродного держателя и минусовой клеммы-прищепки.
Выбирая сварочный инвертор, следует учитывать, для чего он именно нужен и какой металл им по толщине придётся сваривать. Посмотреть рейтинг сварочных инверторов и самые популярные их модели, можно в этой статье сайта про ручную дуговую сварку.
Сварка инвертором для начинающих
Сварочный инвертор умеет варить только постоянным током. Следовательно, меняя полярность подключения инвертора, можно изменять параметра электросварки. Если держатель с электродом подключается к минусовой клемме инвертора, а «масса» к плюсовой клемме, то такое подключение инвертора называется «прямым». Способ прямого подключения к инвертору подходит для сварки толстых металлов, толщиной более 5 мм.
Обратное подключение инвертора, когда на электрод подаётся плюс, а к свариваемой заготовке минус, используется преимущественно при сварке тонких металлов. Однако такое подключение инвертора не является строгим правилом, и оно может быть изменено в ряде случаев. Все дело в том, что при подключении инвертора в обратной последовательности, большая температура нагрева приходится на электрод, а не на металл, что уберегает его от прожога. О том, что такое прожог сварного шва при сварке уже рассказывалось в прошлой статье.
Однако такое подключение инвертора не является строгим правилом, и оно может быть изменено в ряде случаев. Все дело в том, что при подключении инвертора в обратной последовательности, большая температура нагрева приходится на электрод, а не на металл, что уберегает его от прожога. О том, что такое прожог сварного шва при сварке уже рассказывалось в прошлой статье.
Сварочная дуга и образование шва
Чтобы сформировать сварочный шов, нужно зажечь дугу. Для этого электрод лёгким постукиванием или чирканьем проводится по поверхности металла. Сам электрод состоит из металлического стержня и специальной обмазки нанесённой на него. По сути, когда электрод соприкасается с металлом, образуется КЗ — короткое замыкание, которое способствует быстрому разогреванию металлов и их сварки.
Что нужно знать начинающему сварщику:
- Длина дуги — рекомендуется выдерживать дугу как можно короче, хотя бы на первых порах сварки. Инициировать сварочную дугу можно, как было сказано выше, двумя способами: лёгким постукиванием электрода или его чирканьем. Чирканье даёт возможность быстро прогреть электрод и исключить его прилипание к металлу. Поэтому для новичков данный способ розжига дуги наиболее предпочтительный.
 Чирканье даёт возможность быстро прогреть электрод и исключить его прилипание к металлу. Поэтому для новичков данный способ розжига дуги наиболее предпочтительный.
Чирканье даёт возможность быстро прогреть электрод и исключить его прилипание к металлу. Поэтому для новичков данный способ розжига дуги наиболее предпочтительный.- Движение электродом — когда дуга инициирована, можно приступать к сварке металлов. Для этого электрод ведётся из стороны в сторону, захватывая и наполняя раскалённым металлом кромки свариваемых изделий. Движение электродом можно осуществлять различными способами, например: ёлочкой, треугольником и т. д.
- Скорость сварки — зависит от толщины свариваемого металла. Чем тоньше металл, тем выше скорость сварки, а иначе прожогов не избежать.
Обязательно нужно не забыть и заварить в конце сварочного шва кратер. Для этого достаточно немного вернуться в конце шва назад, удержать дугу, и после заполнения кратера металлом разорвать её отводом в сторону.
Поделиться в соцсетях
Основные виды сварки | Блог компании Кувалда.
 ру
ру
Сварка электротоком делится на 2 принципиальных класса: недуговая и дуговая.
Недуговую сварку чаще называют контактной. В контактной сварке электроды, подающие ток, прикладываются непосредственно к металлу, который сваривают. Сквозь метал, расположенный между поднесенными электродами, подается короткий, но очень мощный разряд тока (тысячи ампер). Сплавление при этом получается только между приложенными электродами. Если электроды расположены прямо друг против друга, то сварное соединение получается точечным. Хотя точечная сварка – не единственный вид контактной сварки, но зато самый распространенный. Поэтому понятия «точечной сварки» и «контактной сварки» часто используют в виде синонимов. Напряжение точечной сварки составляет считанные вольты. Поэтому контактная сварка применяется преимущественно для скрепления тонколистового металла. Например, в автомобилестроении.
В строительстве гораздо большее распространение получила сварка электродуговая. При электродуговой сварке между источником тока (электродом) и свариваемым металлом находится небольшой промежуток, заполняемый электрической дугой. Ошибочно предполагать, что это промежуток воздуха. Это промежуток ионизированного газа, проводящего ток. Дуговая сварка, как мы ее представляем сегодня, без газа невозможна. Просто газ может подаваться из отдельного баллона, а может образовываться в результате горения обмазки электрода.
Ошибочно предполагать, что это промежуток воздуха. Это промежуток ионизированного газа, проводящего ток. Дуговая сварка, как мы ее представляем сегодня, без газа невозможна. Просто газ может подаваться из отдельного баллона, а может образовываться в результате горения обмазки электрода.
Самыми распространенными в строительстве являются следующие технологии:
- ММА (в отечественной классификации – ручная дуговая сварка, или РДС)
- TIG (аргоно-дуговая)
- MIG-MAG (полуавтоматическая, проволокой).
ММА
Популярность данного вида сварки предопределена как раз отсутствием необходимости таскать с собой баллон с газом. Обмазка электрода – и есть «застывшее» газовое облако. Как только электрод коснется металла и полученный ток короткого замыкания расплавит металл электрода, расплавится и обмазка вокруг него. Образовавшееся облако газа обеспечит проводящую ионизированную среду для дуги и защиту расплавляемого металла от доступа кислорода.
Электроды подбираются по типу металла и диаметру. Тип металла важен, так как в процессе работы метал стержня электрода капля по капле перетекает в свариваемый метал и сплавляется с ним. Для крепкого соединения металл стержня электрода и свариваемый метал должны быть идентичны. На упаковке электродов всегда указывается, для каких металлов подходят данные электроды.
Тип металла важен, так как в процессе работы метал стержня электрода капля по капле перетекает в свариваемый метал и сплавляется с ним. Для крепкого соединения металл стержня электрода и свариваемый метал должны быть идентичны. На упаковке электродов всегда указывается, для каких металлов подходят данные электроды.
После того, как определились с типом электрода, необходимо определиться с его толщиной. Вопрос новичка: зачем нужны электроды разных диаметров? Все просто. Чем толще электрод, тем больше сила тока, которая его может расплавить. То же и с кромками свариваемого металла. Поэтому толщина электрода подбирается под толщину свариваемого металла. Для черных металлов рекомендуется:
Технология ММА позволяет работать с большинством распространенных металлов, за исключением алюминия и сплавов на его основе. Хотя теоретически и это возможно при наличии помощника, если добиться, чтобы зачищенные алюминиевые поверхности не успевали покрыться пленкой до расплавления. Но правильнее, конечно, просто использовать подходящие для этого сварочные технологии.
Но правильнее, конечно, просто использовать подходящие для этого сварочные технологии.
TIG
Потребители сварки TIG – сплошь профессионалы и продвинутые пользователи, причем почти поголовно не строительного направления. TIG обеспечивает более аккуратные швы, но сильно уступает ММА в производительности и простоте использования.
Например, многие «любители», отточив свое мастерство на аппаратах ММА, испытывают досаду от неудач при первом опыте с TIG. Оказывается, в отличие от ММА, зажечь дугу аппаратом TIG, если только он не оборудован таким устройством, как осциллятор, непросто. (А практически все аппараты «2 в 1» не оборудованы, конечно). Чиркает сварщик вольфрамовым электродом – искра есть, а дугу поднять не получается. Но вот бывалый сварщик подкладывает под электрод кусочек угля – и дуга пошла без проблем. Не случайно, что в продажах розничных магазинов специализированные аппараты TIG редко превышают долю в 1%.
Отдельного упоминания в сварке TIG заслуживают аппараты с возможностью переключения на режим переменного сварочного тока, т. н. AC/DC. Вот эти аппараты и являются основным оборудованием для сварки алюминия. Именно они преимущественно и составляют этот самый 1% TIG в розничных продажах сварочного оборудования.
н. AC/DC. Вот эти аппараты и являются основным оборудованием для сварки алюминия. Именно они преимущественно и составляют этот самый 1% TIG в розничных продажах сварочного оборудования.
MIG-MAG
Полуавтоматическая сварка проволокой применяется в основном для сварки листового металла. Поэтому традиционно ее основная сфера применения – кузовной ремонт, а также строительство конструкций из черного тонколистового металла. Использование проволоки вместо сменных электродов сильно повышает производительность. На бытовых аппаратах используются катушки емкостью 1 и 5 кг, а на профессиональных – 5 или 15 кг.
Проволока может использоваться как обычная (без обмазки), так и с обмазкой (т.н. флюсовая). В первом случае обязательно применение баллона с газом (режим GAS). Во втором баллон не требуется (NO GAS). Несмотря на то, что работать без баллона удобнее, в продажах с большим отрывом лидирует проволока без обмазки. Причина банальна: она гораздо дешевле флюсовой. Кроме того, многие профессионалы считают, что аккуратность швов в среде газа от баллона получается выше.
Несмотря на то, что данный вид сварки тоже относится к электродуговой, принцип устройства у MIG-MAG принципиально отличается от принципов MMA и TIG. В ММА и TIG важно поддерживать стабильность тока, несмотря на колебания электрода, в MIG-MAG важно поддерживать стабильность напряжения дуги. А сила сварочного тока в аппаратах MIG-MAG – показатель условный (хотя по привычке, выработанной в ММА, большинство ориентируется именно на него). Сила сварочного тока в MIG-MAG будет зависеть от выставленного напряжения, диаметра используемой проволоки, применяемого газа и скорости подачи проволоки. Так что сделать из аппарата ММА полуавтомат MIG-MAG путем приделывания блока подачи проволоки и горелки не получится.
Автор текста: Ю.Шкляревский
Электродуговая сварка для начинающих — основные принципы
Электродуговая сварка – широко распространенный в наше время способ соединения металлических деталей для получения из них различных конструкций. В этой статье мы будем рассматривать, что из себя представляет процесс электродуговой сварки и как он должен проводиться – с точки зрения необходимого оборудования и с точки зрения мер предосторожности. Данный материал ориентирован на начинающих сварщиков.
Приручить сварочную дугу под силу каждому
Электродуговая сварка для начинающих
Принцип работы электродуговой сварки
Электродуговая сварка основана на нагреве свариваемых деталей электрической дугой. Как правило, дуга возникает между электродом и деталями – ее теплота расплавляет металл электрода и кромок свариваемых изделий, в результате последние соединяются. Расплавленный шлак идет на поверхность сварочной ванны и образует защитную пленку, которая предохраняет сварной шов от окисления до его остывания.
Для того, чтобы понять, как функционирует электродуговая сварка, вы можете просмотреть тематическое видео – видео поможет вам лучше понять принцип работы.
Для образования дуги используются специальные источники питания, преобразующие ток из электросети. Возможна работа переменным и постоянным током. В первом случае напряжение понижается на трансформаторе, во втором – ток еще и выпрямляется на выпрямителе.
Электроды могут быть плавкими и неплавкими – в первом случае сварной шов создается при расплавлении самих электродов, во втором плавятся специальные прутки присадочного металла, вводимые в сварочную ванну.
Для того, чтобы защищать металл сварочной ванны от окисления, в зону соединения могут подаваться защитные газы (гелий, аргон, углекислый газ и различные смеси газов) посредством сварочной головки.
Чтобы понять принцип защиты сварочной зоны, вы можете просмотреть тематическое видео. В Интернете достаточно много видео, которые посвящены этому процессу, и эти видео помогут вам добиться лучшего понимания проведения работ.
Классификация
Электродуговая сварка классифицируется по различным параметрам:
- По автоматизации – ручная и автоматизированная;
- По защите сварочной зоны – газовая, аргонно-дуговая, электродуговая сварка под флюсом;
- По режиму – работа постоянным током, работа переменным током, импульсная сварка;
- По области применения – электродуговая сварка черных металлов, труб, алюминия.

Устройство электродуговой сварки
Электродуговая сварка подразумевает наличие сварочного аппарата, свариваемых деталей, электрода или присадочных прутков, а также, при необходимости, оборудования для защиты сварочной зоны.
Главная часть сварочного аппарата — источник тока. Его основой является мощный понижающий трансформатор. Источники тока сварочных аппаратов постоянного тока комплектуются выпрямителями для того, чтобы преобразовывать переменный ток из сети электроснабжения в постоянный.
Помимо этого, широко распространены инверторные источники сварочного тока. Принцип их действия таков: переменный ток из сети электроснабжения подается на выпрямитель и преобразуется в постоянный.
Затем на инверторе постоянный ток преобразуется в высокочастотный переменный, который, в свою очередь, преобразуется на сварочном трансформаторе, снижающем напряжение. Сварочный трансформатор для высокочастотных токов имеет существенно меньшую массу, чем трансформатор для стандартного переменного тока частотой 50 Гц.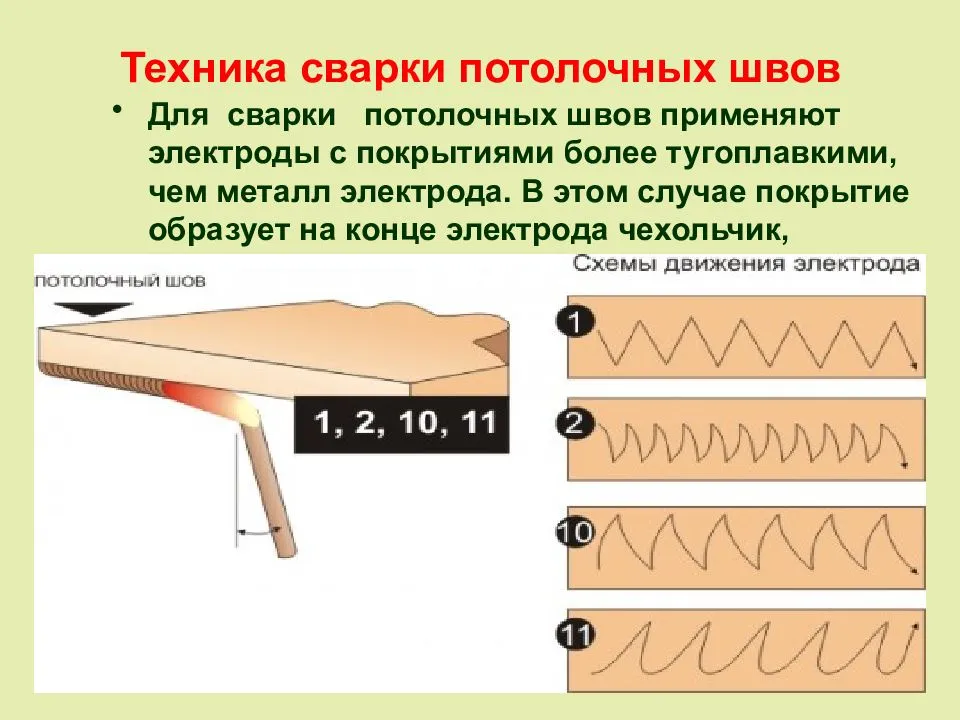 После этого ток может использоваться для работы сразу же или после выпрямления.
После этого ток может использоваться для работы сразу же или после выпрямления.
Кроме источника сварочного тока сварочные аппараты оснащены различными дополнительными устройствами – проводами для передачи электричества, держателями для электродов и т.д.
Такой шов может быть и вашего исполнения
Вспомогательные инструменты
Для нормального проведения процесса сварочных работ сварщику необходимы:
- Держатель для электродов. Как правило, используются винтовые или зажимные держатели для электродов. Держатель должен быть удобным, не допускать выскальзывания электродов. Держатели классифицируются по ГОСТ.
- Защитная маска – необходима для защиты глаз от излучения сварочной дуги. Материал маски должен обладать низкой теплопроводностью, не воспламеняться от искр, не пропускать ультрафиолетовое излучение. Как правило, маски изготавливают из листовой фибры, на уровне глаз делают специальную прорезь, в которую вставляют стекло светофильтра. Светофильтры, согласно ГОСТ, не должны пропускать ультрафиолетовое излучение, инфракрасное же излучение должно задерживаться как минимум на 96%. Щитки, маски и светофильтры для сварки классифицируются по ГОСТ – для щитков и масок предназначен ГОСТ 1361-69, для светофильтров – ГОСТ 9497-60. Реализуемые защитные приспособления должны соответствовать ГОСТ.
- Средства защиты органов дыхания – поскольку продукты сварочного процесса вредны для здоровья, сварщик должен защищать органы дыхания. Средства защиты, как правило, действуют по принципу респирации. В условиях особой токсичности воздуха в рабочей зоне наряду с масками используются системы очистки воздуха.
Для выполнения вспомогательных операций сварщику необходимы:
- Стальная щетка – для чистки металла;
- Молоток – для отбивки шлака;
- Зубило – для того, чтобы вырубать дефектные участки шва;
- Фартук и рукавицы.
Меры безопасности
Поскольку сварка – достаточно опасный производственный процесс, необходимо соблюдать следующие меры предосторожности:
- Регулярно проверять оборудование;
- Заземлять свариваемые изделия, аппаратуру и источники тока в соответствии со стандартами;
- Знать меры оказания первой помощи при поражении электрическим током;
- Предохранять органы зрения от светового воздействия электродуги.

Все участки тела сварщика должны быть закрыты
Для начинающих сварщиков будет полезно просмотреть видео по технике безопасности. Если вы посещаете уроки сварки – уделите мерам безопасности пристальное внимание, поскольку это весьма важно. В учреждениях, где проводятся уроки для начинающих сварщиков, вам может попасться задание выполнить реферат по технике безопасности – в этом случае вы будете помнить ее, поскольку выполнить реферат – хороший способ запомнить материал.
Заключение
Мы рассмотрели процесс электродуговой сварки. Надеемся, эта информация будет Вам полезна. Вы можете обучиться сварке, записавшись на курсы, где проводят уроки сварки (для начинающих сварщиков существуют курсы, где можно получить разряд всего за несколько месяцев), либо с помощью видео-уроков для начинающих. Также вы можете прочитать какой-нибудь материал, посвященный этой теме, к примеру – реферат. Хороший реферат способен объяснить много аспектов сварки, и поэтому реферат вполне может считаться обучающим материалом.
ликбез для чайников и секреты мастерства
Сварка – не так сложно, как может показаться на первый взгляд. Если выучить азы сварочного дела, то процесс обучения не займёт много времени, и уже через пару дней начинающий сварщик справится с изготовлением забора из профлиста или сваркой простейших металлоконструкций. Все азы — в нашем свежем материал
Как правильно варить сваркой: теория, практический опыт, советы и рекомендации профессионалов и опытных любителей.
Если забить в поисковике фразу «Как варить сваркой правильно штучными электродами» или «Научиться варить», то появится несколько десятков статей и видео, где рассказывается и показывается, как сваривать металл самостоятельно инвертором. СМУ 4 обобщил материал. Выбрал самые полезные советы и расскажет новичкам, как освоить инверторную электросварку за несколько дней.Содержание:Теория для начинающих сварщиков Видео, плюсы инвертора Что нужно использовать, чтобы начать работать с инвертором Видео, о преимуществах сварочной маски «хамелеон»Основные виды и типы марок электродов Какую выбрать и применить полярность Как подобрать диаметр электрода Два основных способа розжига электродов Как правильно вести электрод и, под каким углом его держать Видео, как пользоваться сварочным инвертором Практика сварки для начинающих Памятка новичка по сварке, какие требуются приспособления
Теория сварочных работ
Начинающий сварщик задумывается, какой сварочный инвертор купить, и какие нужны приспособления для сваривания металла электродами. Если отбросить профессиональное использование сварки, покупайте сварочный инвертор, а не трансформатор или полуавтомат.
 Если отбросить профессиональное использование сварки, покупайте сварочный инвертор, а не трансформатор или полуавтомат.
Если отбросить профессиональное использование сварки, покупайте сварочный инвертор, а не трансформатор или полуавтомат.Сварочный инвертор преобразует переменный ток из электрической сети в постоянный.
Плюсы инверторного сварочного аппарата, по сравнению с полуавтоматом и трансформатором:
Небольшой вес и габариты, в среднем инвертор весит 3-5 кг.Простота использования для новичков.Позволяет быстро освоить сварочное дело.
О достоинствах инверторов можно рассказывать бесконечно, но лучше один раз увидеть, чтобы понять, какие плюсы есть у этого вида сварочного оборудования.
Теперь расскажем, что за процесс идёт во время сварки металла и как оценивать результат. Есть две металлических заготовки разных размеров. К металлу через электрод и массу подводится постоянное напряжение от сварочного инвертора. Чтобы возникла электрическая дуга, необходимы два токопроводящих элемента с плюсом и минусом. При касании металла электродом, которые имеют разную полярность, зажигается электрическая дуга с выделением высокой температуры. Металл начинает плавиться и, одновременно, при движении, плавится металлический стержень электрода с особым покрытием – обмазкой.
Металл начинает плавиться и, одновременно, при движении, плавится металлический стержень электрода с особым покрытием – обмазкой.
При сгорании, обмазка создаёт газовую защиту шва, предохраняя его от вредного воздействия кислорода.
Также при сварке образуется защитный шлаковый слой сварочной ванны, который, затем, отбивается специальным молотком сварщика.
После окончания сварки деталей, металл остывает, кристаллизуется и образуется прочное сварное соединение.
Что нужно купить, чтобы приступить к сварке
На этот вопрос отвечает статья — Инструменты для ручной дуговой сварки. Если кратко, то вам потребуются для начала сварки инвертором в домашних условиях:
Электроды.Маска сварщика.Краги или защитные перчатки.Защитная курка, штаны и закрытая обувь.Молоток сварщика и щетка для удаления шлака.
О выборе маски для сварки металла специалист рассказывает в этом видео.
Оптимальный выбор начинающего сварщика – маска со светофильтром типа «хамелеон».

Её неоценимый плюс, по сравнению с обычным защитным щитком с затемнённым стеклом, – сварщик видит свариваемые детали. Ему не нужно поднимать и опускать маску, т.к. «хамелеон» автоматически затемняется при появлении сварочной дуги и надёжно защищает глаза.
При прекращении сварочного процесса стекло автоматически просветляется. Это упрощает работу. Новичок в сварке не нахватается т.н. «зайчиков» от яркой вспышки дуги, если не вовремя опустит маску с обычным стеклом.
Какие бывают виды и типы электродов по маркам
Если зайти в любой специализированный магазин по продаже сварочного оборудования и посмотреть на ассортимент, то глаза просто разбегаются от предложений разных типов электродов. Что купить?
Выбирая электроды для сварки, обратите внимание на состав сердечника. Металл стержня должен быть идентичен свариваемому металлу. Есть электроды следующих видов. Для сварки:
Углеродистой и легированной стали Для сваривания нержавейки и цветных металлов.
Упростим выбор. В быту чаще всего сваривают обычный «черный» металл – профильные и круглые трубы, уголки, полосы, арматуру, швеллеры, двутавровые балки, трубы водопровода и т.д.
Также обратите внимание на обмазку электродов. Есть четыре типа покрытий – основной, рутиловый, кислый и целлюлозный. Оставим за рамками данной статьи кислое и целлюлозное покрытие электродов. Для домашних работ сварщику достаточно электродов с рутиловым покрытием (марки МР-3 и ОК 63) и основным покрытием (марка УОНИ 13/55).
Плюсы электродов с основным покрытием:
Подходят для сварки ответственных конструкций с высокими требованиями к качеству шва.Шов пластичен и ударостоек.
Недостаток электродов с основным покрытием:
Повышенные требования к чистоте поверхности свариваемого металла и обработке кромок деталей.Для начинающих сварщиков более сложен повторный поджиг электрода.
Плюсы электродов с рутиловым покрытием:
Металл меньше разбрызгивается.Легкий повторный поджиг электрода.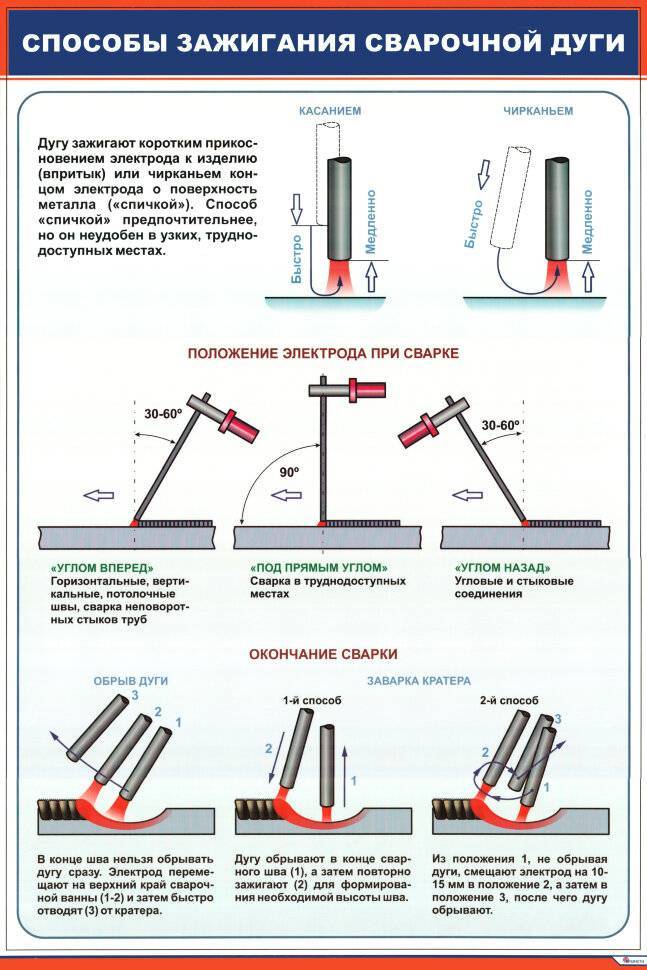 Стабильность дуги во всех пространственных положениях.
Стабильность дуги во всех пространственных положениях.
Какую выбрать полярность при сварке металла электродами
Инвертор для ручной дуговой сварки выдает постоянный ток. Если посмотреть на переднюю панель аппарата, то вы увидите, что на ней находятся два разъёма для подключения сварочных кабелей с метками + и -.
Прямая полярность: к плюсу аппарата подключается «прищепка», а к минусу держак.
Обратная полярность: к плюсу аппарата подключается держатель электрода, а к минусу зажим «прищепка» — масса.
Какую полярность выбрать? Об этот вопрос сломано немало копий. Если открыть учебные материалы по сварочному делу и спросить в интернете, часто можно услышать мнение, что на «прямой полярности» свариваемый металл лучше прогревается и проплавляется.
Практика это опровергает.
При сварке, на контакте с плюсом, выделяется больше тепла, поэтому на обратной полярности, держак подключён к плюсу, провар всегда глубже. В результате, на обратной полярности лучше сваривать металл с толстыми стенками. Это — профильная труба, пластины, уголок с толщиной 4-5 мм. И наоборот, на прямой полярности надо сваривать тонкий металл, толщиной не более 1.5-2 мм, чтобы избежать проплавления стенок и появления дырок.
В результате, на обратной полярности лучше сваривать металл с толстыми стенками. Это — профильная труба, пластины, уголок с толщиной 4-5 мм. И наоборот, на прямой полярности надо сваривать тонкий металл, толщиной не более 1.5-2 мм, чтобы избежать проплавления стенок и появления дырок.
Убедится в правдивости этого высказывания вы можете на практике. Возьмите сварочный инвертор, установите сварочный ток на 100 А. Подключите к разъёмам аппарата держатель электрода и массу и разрежьте металл, — пластину толщиной 4-5 мм, уголок или арматуру сначала на прямой, а потом на обратной полярности, не меняя силу тока и электрод диаметром 3 мм. Вы увидите, что на обратной полярности резка металла идёт быстрее.
Как подобрать диаметр электрода для сварки металла разной толщины
Запомните простое правило: диаметр электрода зависит от толщины свариваемого металла. Металл с толщиной меньше 1 мм обычно варят полуавтоматом или аргонодуговой сваркой, а не электродами. Для ориентира, ниже таблица: «Соотношение толщины стали к диаметру электрода».
Для ориентира, ниже таблица: «Соотношение толщины стали к диаметру электрода».
Для каждого диаметра электроды выставляется свой ток.
Совет начинающим сварщикам: рассчитать силу тока можно так: на каждый 1 мм диаметра электрода нужно примерно 30 А силы тока. Т.е. для электрода «тройки» выставляйте ток около 90-100 А.
На практике, каждый сварщик подбирает диаметр электрода и силу тока на инверторе индивидуально.
Как разжечь электрод
Существует два способа. Вариант один: разжечь электрод – впритык (касанием). Вариант два: чирканьем. Способы понятны из фото ниже.
Второй способ похож на разжигание спички об спичечный коробок. Первый способ иногда заменяют легким постукиванием об заготовку. Когда электрод новый и на кончике виден металл стержня, зажигание дуги происходит легко.
Если электрод был в работе, то вокруг стержня может появится наплыв из обмазки. Защитное покрытие электрода не проводит электрический ток. Поэтому его нужно отбить, несколько раз постучав кончиком электрода по свариваемой детали. Легкий розжиг электрода нарабатывается навыком, доведённым до автоматизма.
Поэтому его нужно отбить, несколько раз постучав кончиком электрода по свариваемой детали. Легкий розжиг электрода нарабатывается навыком, доведённым до автоматизма.
Как вести электрод и правильный угол наклона электрода
После розжига дуги контролируйте сварочную ванну. Удерживайте электрод на расстоянии 2-3 мм от поверхности свариваемых заготовок. Вы должны видеть и отделять сварочную ванну от шлака.
Сварочная ванна – это яркое белое пятно из раскалённого металла.
Электрод держите под углом от 30° до 60°, одновременно сохраняя оптимальное расстояние, т.к. стержень плавиться. Контролируйте его положение и состояние сварочной ванны. Ускоряйте или замедляйте движение руки в зависимости от различных условий и случаев.
Угол наклона электрода сварщик выбирает в зависимости от пространственного положения, сварного шва и выставленного тока. Чем быстрей вы ведёте электрод, тем меньше нагрев металла и величина провара. Если вести электрод медленно, то можно перегреть металл и прожечь дыру в изделии.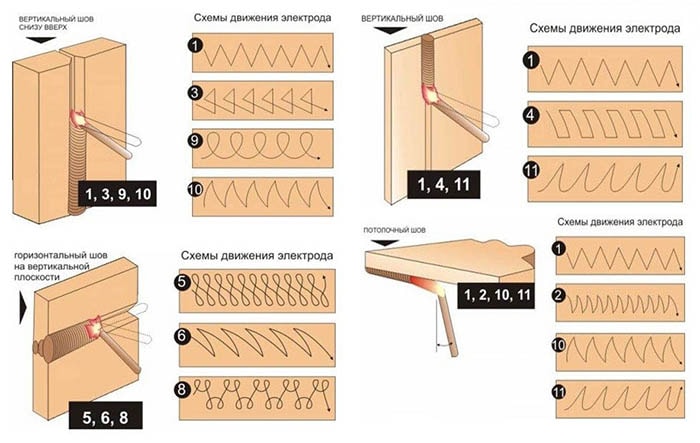
Тренироваться самостоятельно новичку сначала нужно на толстом листе металла. Задача: научиться разжигать сварочную дугу и вести электрод по горизонтальной поверхности, чтобы получился качественный шов.
После этого можно приступать к сварке в других пространственных положениях. Хорошим подспорьем для новичков станет видео — Сварка для «чайников» от FORUMHOUSE, в котором технический специалист Денис Замыслов расскажет об азах сварочного мастерства и выборе инверторного аппарата.
Сварка для начинающих — Metfab
Лучший сварочный аппарат для начинающих?
Лучший сварочный аппарат для начинающих, если его правильно выбрать, может оказаться последним, что вам когда-либо понадобится. В качестве бонуса вы не будете долго сваривать, как новичок.
Сочетание простоты использования и универсальности делает сварочный аппарат лучшим для начинающих. Выбирайте с умом, чтобы получить максимальную отдачу от металлоконструкций.
Достаточно прост в использовании, чтобы новичок мог быстро начать делать полезные сварные швы без разочарований, и достаточно универсален для сварки популярных металлов различной толщины в различных условиях.
Как и наши современные сварочные аппараты MIG.
Чтобы было ясно, лучший сварщик для новичков — это настоящий сварщик MIG, способный выполнять дуговую сварку металлическим электродом в среде защитного газа (GMAW). Используя газовую защиту для лучшей защиты сварного шва, сварщик MIG может также сваривать без газа, используя проволоку с флюсовой сердцевиной.
Некоторые сварочные аппараты только для безгазовой сварки продвигаются как MIG. Но они работают только с проволокой с флюсовым сердечником, и им не хватает универсальности и простоты использования, присущих полноценным установкам MIG.
Сварочный аппарат MIG поможет начинающему сварщику быстро и эффективно выполнять прочные сварные швы — гораздо быстрее и проще, чем с любым другим типом сварочного аппарата.
Типы сварки: что лучше для начинающих?
Если вы новичок или недавно проявляете интерес к сварке, вы можете не знать, что существует множество различных видов сварки. Из всех стилей и типов сварки наиболее распространены четыре: MIG, TIG, дуговая сварка и дуговая сварка с флюсовой проволокой. Давайте рассмотрим четыре типа и определим, подходит ли сварка MIG для начинающих.
Сварка MIG
считается стилем сварки для новичков или любителей.Проволока с постоянной подачей и равномерная смесь газов позволяют быстро освоить сварку и легко освоить ее. С помощью сварочного аппарата MIG вы можете работать со всеми типами металлов, включая сталь, алюминий, нержавеющую сталь и никель.
Существуют случаи, когда сварка MIG не идеальна, например, вертикальная и потолочная сварка. Температуры менее щадящие, и в таких ситуациях сварные швы будут стекать. Однако, поскольку вы можете выбирать из множества газов, толщины проволоки и типов металла, сварка MIG чрезвычайно популярна.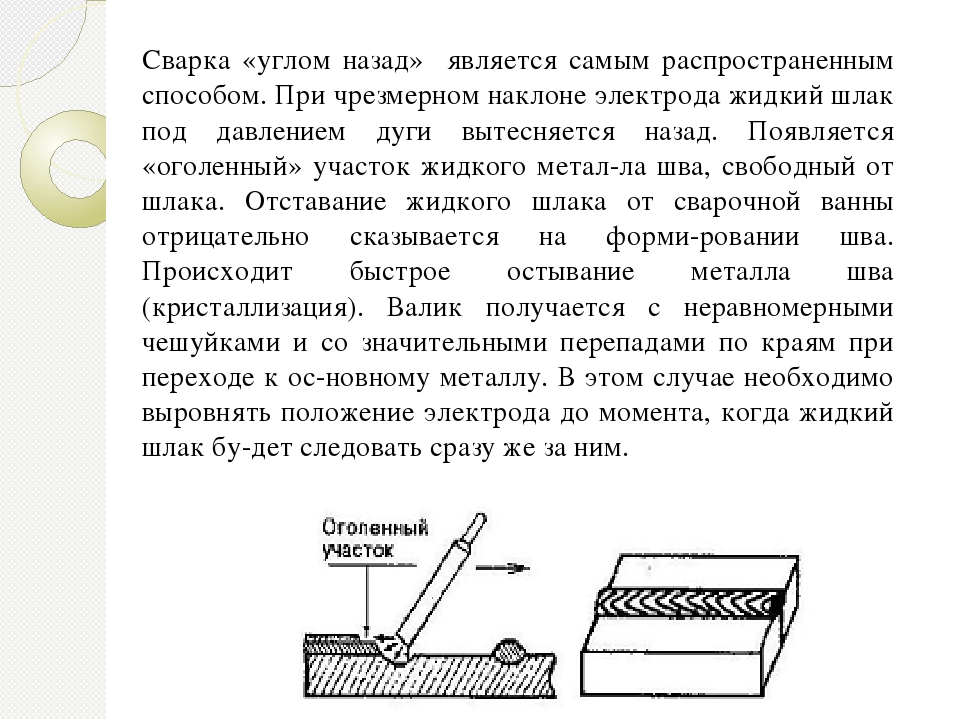
При правильном оборудовании сварка MIG не требует догадок. Вы набираете в машине тип металла, толщину и тип проволоки. Как только это будет сделано, оборудование заработает само по себе, обеспечивая оптимальную скорость нагрева и подачи проволоки для выполняемой работы. Как только вы изучите различные углы наклона сопла и скорости, необходимые для получения наилучшего сварочного валика, вы в значительной степени освоите сварку MIG.
Сварка вольфрамовым электродом в среде инертного газа (TIG) — это сварочный процесс, который отличается от сварки MIG.Во-первых, для сварки TIG не существует ни присадочного материала, ни линейной подачи. Вместо того, чтобы использовать другой металл для нагрева и соединения заготовок, сварка TIG нагревает два куска металла и сплавляет их вместе.
Сварка TIG
— это более точная технология сварки, для которой требуется хорошо обученный оператор. Чтобы решить, что лучше, сварка TIG или MIG, для начинающих ответ почти всегда будет на сварку MIG.
Другим существенным отличием являются способности сварщиков.Сварка TIG обычно используется для более тонких металлов и небольших сварных швов. Сварка MIG может соединять более толстые металлы и создавать более крупные валики благодаря присадочному материалу.
Сварка стержнем, также известная как дуговая сварка защищенным металлом (SMAW), является одним из старейших известных методов сварки. Это также один из самых сложных видов сварки для освоения. Поскольку углы наконечника, электрический ток и настройки должны быть точными, это может быть сложно изучить, использовать и освоить.
При сварке стержнем используется стержень, очень похожий на подачу проволоки в сварочном аппарате MIG.Вам нужно будет постоянно заменять этот стержень по мере его износа. Однако из-за универсальности сварки стержнем она полезна для многих типов соединений металлов, которые не могут быть выполнены другими моделями.
Наиболее значительным преимуществом дуговой сварки является то, что ее можно выполнять в неблагоприятных условиях, таких как дождь или ветер. Чтобы быть опытным в сварке стержнем, вы должны иметь большой опыт и знания за плечами, и поэтому не рекомендуется для начинающих.
Чтобы быть опытным в сварке стержнем, вы должны иметь большой опыт и знания за плечами, и поэтому не рекомендуется для начинающих.
Сварка с флюсовым сердечником (FCAW) — более быстрая альтернатива сварке MIG.Однако это не для новичков, так как здесь больше преимуществ, но требуется более высокая кривая обучения. Flux core не использует газ, как это делают сварщики MIG. Вместо этого проволока с постоянной подачей покрыта флюсом, который обеспечивает защиту от загрязнения, как газовый пузырек сварщика MIG.
Как и сварка электродами, флюсовая проволока может использоваться в неблагоприятных условиях, таких как ветер (но не под дождем). Самым большим преимуществом является то, что FCAW может соединять нечистые металлы без ущерба для состава.
Дуговая сварка или сварка TIG для начинающих не рекомендуется.После того, как вы освоите более удобный для начинающих метод, такой как сварка MIG, вы можете перейти к более продвинутым методам, таким как сварка электродом, TIG и дуговая сварка с флюсовой проволокой.
Как собрать сварочный аппарат MIG
Ваш новый сварочный аппарат MIG будет готов к сварке уже через несколько минут после распаковки.
- Подключение пистолета (резака) и кабеля (быстроразъемные евроразъемы делают это еще проще)
- Подсоедините рабочий кабель/зажим
- Проверьте или установите ролик привода проволоки, соответствующий размеру проволоки
- Загрузочная катушка с проволокой
- Подключите шнур питания к розетке
- Подача проволоки в кабельный канал к пистолету
- Присоедините контактный наконечник и сопло пистолета
- Подключить газ, если используется одножильный провод
Это так просто.
Убедитесь сами в этом видеоролике по базовой настройке сварочного аппарата MIG.
Знание основ сварки
Процесс сварки прост. Он заключается в нагревании двух кусков металла до точки, при которой они плавятся. Затем расплавленные жидкости объединяются в сварочной ванне и становятся единым целым, когда расплавленные металлы затвердевают. Сварка является одним из основных навыков в металлообработке.
Он заключается в нагревании двух кусков металла до точки, при которой они плавятся. Затем расплавленные жидкости объединяются в сварочной ванне и становятся единым целым, когда расплавленные металлы затвердевают. Сварка является одним из основных навыков в металлообработке.
Третий источник металла, также известный как наполнитель, обычно вводится и расплавляется вместе с двумя основными металлами, чтобы добавить к общей массе сварного шва.
Эти присадочные металлы могут представлять собой электроды, присадочные прутки или проволоку с непрерывной подачей в зависимости от выбранного процесса сварки.
При правильном выполнении сварной шов не будет иметь дефектов, таких как точечные отверстия, и будет хорошо стыковаться с основным металлом на внешних краях. Хороший сварной шов также проникает до основания основных металлов и полностью сплавляет их вместе.
Чтобы узнать несколько основных терминов по сварке, перейдите сюда.
Режимы распыления или распыления для толстой стали
Большинство фермеров могут не осознавать, что регулировка вольт, ампер и скорости проволоки на сварочных аппаратах может обеспечить режимы передачи, точно настроенные для толстого металла. По словам Карла Хоеса из Lincoln Electric, ограничивающим фактором для шаровидных режимов или режимов распыления является то, что их можно использовать только на металле толщиной от ⅛ дюйма и выше и только при выполнении плоских и горизонтальных угловых сварных швов.
По словам Карла Хоеса из Lincoln Electric, ограничивающим фактором для шаровидных режимов или режимов распыления является то, что их можно использовать только на металле толщиной от ⅛ дюйма и выше и только при выполнении плоских и горизонтальных угловых сварных швов.
Шаровидный перенос (короткая дуга): напряжение, сила тока и скорость подачи выше, чем в стандартном режиме короткого замыкания. Это приводит к тому, что большие комки проволоки отлетают от конца проволоки и попадают в сварочную ванну. Этот режим обеспечивает глубокие сварные швы на толстых материалах, но при этом образуется много брызг.
Перенос струйной дуги: вольты, амперы и скорость подачи проволоки выше, чем в шаровом режиме. Он производит поток крошечных капель расплава, которые разбрызгиваются по дуге от проволоки к металлу. Для настоящего распыления вам потребуется газ, обогащенный аргоном. Распылительная дуга позволяет использовать проволоку большого диаметра, поэтому наплавляется много металла, и вы получаете великолепный валик.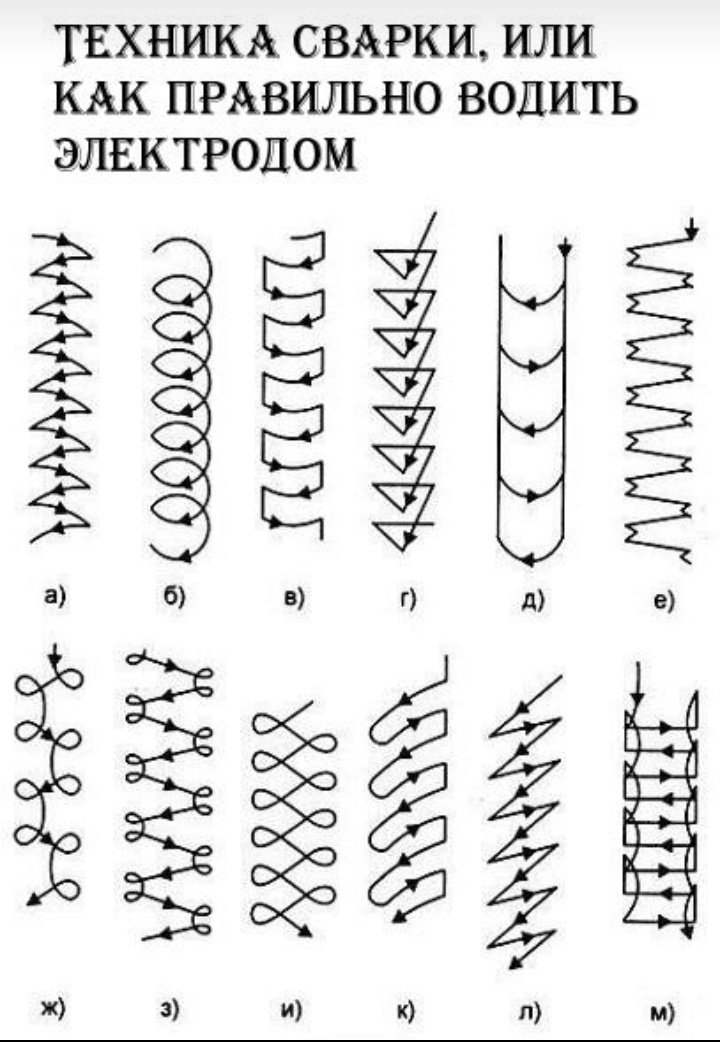 Его можно использовать только на плоских или горизонтальных угловых швах; его лужа очень жидкая. Обязательно замените сопло вашего пистолета на устройство длиной около 3 дюймов или больше
Его можно использовать только на плоских или горизонтальных угловых швах; его лужа очень жидкая. Обязательно замените сопло вашего пистолета на устройство длиной около 3 дюймов или больше
Прежде чем начать
Во-первых, потренируйтесь обращаться со сварочным пистолетом без сварки.Положите ствол в одну руку и положите эту руку на стол. Другая рука воздействует на спусковой крючок пистолета. Встаньте в удобное положение и плавно перемещайте пистолет по рабочей поверхности. Отрегулируйте свою позу и движение оружия так, чтобы они казались естественными. Постарайтесь расслабиться, позвольте этому течь.
Подсоедините рабочий провод к заготовке и держите горелку так, чтобы проволока соприкасалась с поверхностью сварного шва под углом примерно 30 градусов. Слегка прикоснитесь проволокой к поверхности, нажмите на спусковой крючок и осторожно потяните сварочный пистолет на себя, чтобы выполнить первый пробный сварной шов.Проволока должна плавиться в сварочной ванне с равномерной скоростью и издавать устойчивый потрескивающий звук. При необходимости отрегулируйте настройки сварочного аппарата.
При необходимости отрегулируйте настройки сварочного аппарата.
Решите, какой метод сварки изучать в первую очередь
Это личное предпочтение, но я считаю, что научиться дуговой сварке электродом — отличное начало. Однако вам нужно учитывать одну вещь: над какими проектами вы планируете работать.
Имейте в виду, что не существует единого метода сварки, подходящего для всех случаев применения.
Что касается трех лучших методов, то между ними есть некоторое пересечение, но есть и определенные вещи, которые каждый из них делает лучше, чем два других.
Например, сварка TIG используется для сварки хромомолибденовой стали, латуни, меди, магния и титана. Для сварки алюминия требуется метод MIG или TIG. Но для сварки чугуна вам понадобится сварочный аппарат.
Вы можете выбрать любой из трех методов сварки стали или нержавеющей стали. Просто имейте в виду, что вам потребуется значительно больше времени, чтобы сварить сталь с помощью сварочного аппарата TIG, чем с помощью MIG или сварочного аппарата.
И, если вы свариваете снаружи или в местах со сквозняком, вам не понадобится сварка стали MIG, если вы сначала не переключитесь на проволоку с флюсовой сердцевиной.
Не пугайтесь выбора, поскольку сварщики-любители работают почти исключительно со сталью. Таким образом, вы сужаете свой выбор методов сварки электродом или методами MIG.
Если вы планируете сваривать металлы толщиной от 1/4″ до 5/16″ снаружи или в сарае с открытыми дверями на ферме или ранчо, вам, вероятно, больше подойдет сварка электродом.
Если вы работаете с более тонкой сталью и будете находиться в помещении практически без ветра, то вам, вероятно, захочется сначала научиться сварке MIG.
Современный эквивалент моего 30-летнего заводского сварочного аппарата переменного/постоянного тока, которым я до сих пор регулярно пользуюсь, можно найти здесь!
Сварочный аппарат MIG, которым я пользуюсь в магазине, называется Lincoln Easy MIG 180!
Обучение сварке MIG самостоятельно
Немного потренировавшись, вы начнете делать простые ремонтные работы и проекты.
Промышленные производители ценят сварку MIG за ее адаптируемость к автоматизированным процессам. Производители аппаратов для сварки MIG используют ту же адаптивность для разработки потребительских аппаратов, оснащенных множеством функций, которые помогают новичкам научиться сварке.
Потратьте немного времени на чтение хорошей книги по сварке и просмотрите несколько видеороликов с инструкциями по сварке, подобных приведенному выше. Затем соберите несколько кусков металлолома, настройте новый сварочный аппарат и начните сварку. После некоторых проб и ошибок вы освоитесь.
Продолжайте читать, чтобы узнать, как много функций сварочных аппаратов MIG и процесса сварки MIG объединяются, что делает MIG лучшим сварочным аппаратом для начинающих, изучающих сварку.
Подготовка металла
Наметьте линию твердосплавной чертилкой или столярным шилом и отрежьте ножовкой по металлу или ножовкой. Для прочного сварного шва очистите металл обезжиривателем.
Защитите глаза при сварке или наблюдении
Никогда не смотрите прямо на сварочную дугу даже на долю секунды без сварочной маски.Непрямое воздействие сварочной дуги даже в качестве стороннего наблюдателя также может привести к повреждению глаз.
Обязательно наличие качественной сварочной маски. Независимо от того, планируете ли вы наблюдать за инструктором по сварке, другом или наставником, хорошей идеей будет иметь собственный сварочный шлем. Не расстраивайтесь из-за ассортимента и доступных ценовых диапазонов.
Начните с хорошего автозатемняющего шлема с регулируемой функцией затемнения. Хороший можно получить, не нарушая банк. Сказав это, ваши глаза являются одним из самых ценных элементов оборудования, которым вы владеете.
При правильном уходе новый шлем прослужит много лет. У меня было несколько за эти годы.
Как новый сварщик, ваш опыт будет улучшен благодаря регулируемой функции затемнения. Отличный способ убедиться в его эффективности — посмотреть, как кто-то сварит.
Это дает вам возможность регулировать затемнение шлема под огнем, не отвлекаясь. Качество сварки должно улучшаться быстрее благодаря возможности более четко видеть, что вы делаете.
Вы не хотите, чтобы регулировка была слишком легкой, чтобы дуга не ослепляла вас. С другой стороны, слишком темно, и вы не сможете увидеть, куда идете со сварным швом.
Элементы управления с простой настройкой
Вы найдете таблицу настроек на боковой панели основных сварочных аппаратов. Найдите свою толщину материала и просканируйте таблицу, чтобы увидеть варианты настроек газа или без газа с различными размерами проволоки. С помощью элементов управления на передней панели установите начальные значения напряжения (нагрев) и скорости подачи проволоки (сила тока).
Еще проще: передовые сварочные аппараты MIG позволяют вводить информацию о материале, а аппарат автоматически регулирует напряжение и скорость подачи проволоки. Эту функцию оценят как новички в сварке, так и более продвинутые энтузиасты.
Практика, практика, практика
Сначала потратьте некоторое время, просто накладывая бусины поверх цельного куска более толстой стали. Сконцентрируйтесь на бассейне, который представляет собой небольшой бассейн расплавленного металла у основания дуги. Вообще говоря, бассейн должен быть довольно круглым.
Сварка – это бассейн, его формирование и обслуживание сварщиком. Укладка десятицентовиков — это термин, придуманный для описания хорошего сварного шва. Представьте десятицентовую монету, лежащую на боку под очень небольшим углом, с немного приподнятым задним краем.
Теперь представьте себе ту же монету, половина массы которой находится под поверхностью свариваемого металла, а другая половина — над основным металлом. Теперь представьте цепочку десятицентовиков, перекрывающих друг друга по всей длине сварного шва.
Если сделать это при правильной силе тока, скорости и длине дуги, вы сложите несколько десятицентовиков.
Если валик узкий и кажется, что он лежит поверх основного металла, а не является его частью, то либо ток слишком мал, либо вы свариваете слишком быстро.
И наоборот, если валик имеет более продолговатую или каплевидную форму с острием каплевидной формы на задней кромке, возможно, сварка выполняется слишком медленно или напряжение может быть слишком высоким.
Защита сварщика
Поскольку мы уже обсудили шлем сварщика, давайте обсудим некоторые другие предметы, предназначенные для защиты при сварке.УФ-лучи, испускаемые дугой, обжигают всю открытую кожу в непосредственной близости.
Убедитесь, что декольте и плечи не открыты. Полученный ожог очень похож на очень сильный солнечный ожог.
Раскаленные докрасна искры и расплавленный металл, падающие из зоны сварки, нанесут вред вашей коже и одежде, не предназначенной для этого.
Если вам когда-нибудь попадалась горячая искра на вашу теннисную обувь и прожигала ее насквозь, а также ноготь на ноге под ней, ну… вы поняли.
В дополнение к кожаным сварочным перчаткам носите как минимум рубашки из плотного хлопка с длинными рукавами, рубашки на пуговицах и синие джинсы. Я рекомендую FR или огнестойкую одежду.
Я рекомендую FR или огнестойкую одежду.
Отличная сварочная рубашка с закрытым воротником по отличной цене — это Miller Electric Welding Jacket.
Учебное пособие – Основы дуговой сварки
В своей самой простой форме сварочный аппарат представляет собой устройство, которое сплавляет вместе два куска металла, используя высокую силу тока, подаваемую на конце «электрода» (стержня) в работу.Хотя технология, обеспечивающая этот процесс, достаточно техническая, чтобы заполнить сотни страниц, я изложу ее вам простыми словами, точно так же, как я изучил ее в начале. Как и все новые навыки, практика сделает вас опытным, а сварка — это навык, которому может научиться каждый. Если вы когда-либо имели несчастье видеть короткое замыкание из-за плохой проводки или какого-либо сбоя электрооборудования, вы помните хлопающий звук, клубы дыма и горящего металла, которые обычно следует за этим.Это в основном то, что делает сварщик, но контролируемым и ожидаемым образом.
Сварщик помещает заземляющий зажим на одну из соединяемых частей металла, затем подает токопроводящий электрод (стержень) в зону или зазор между двумя свариваемыми частями.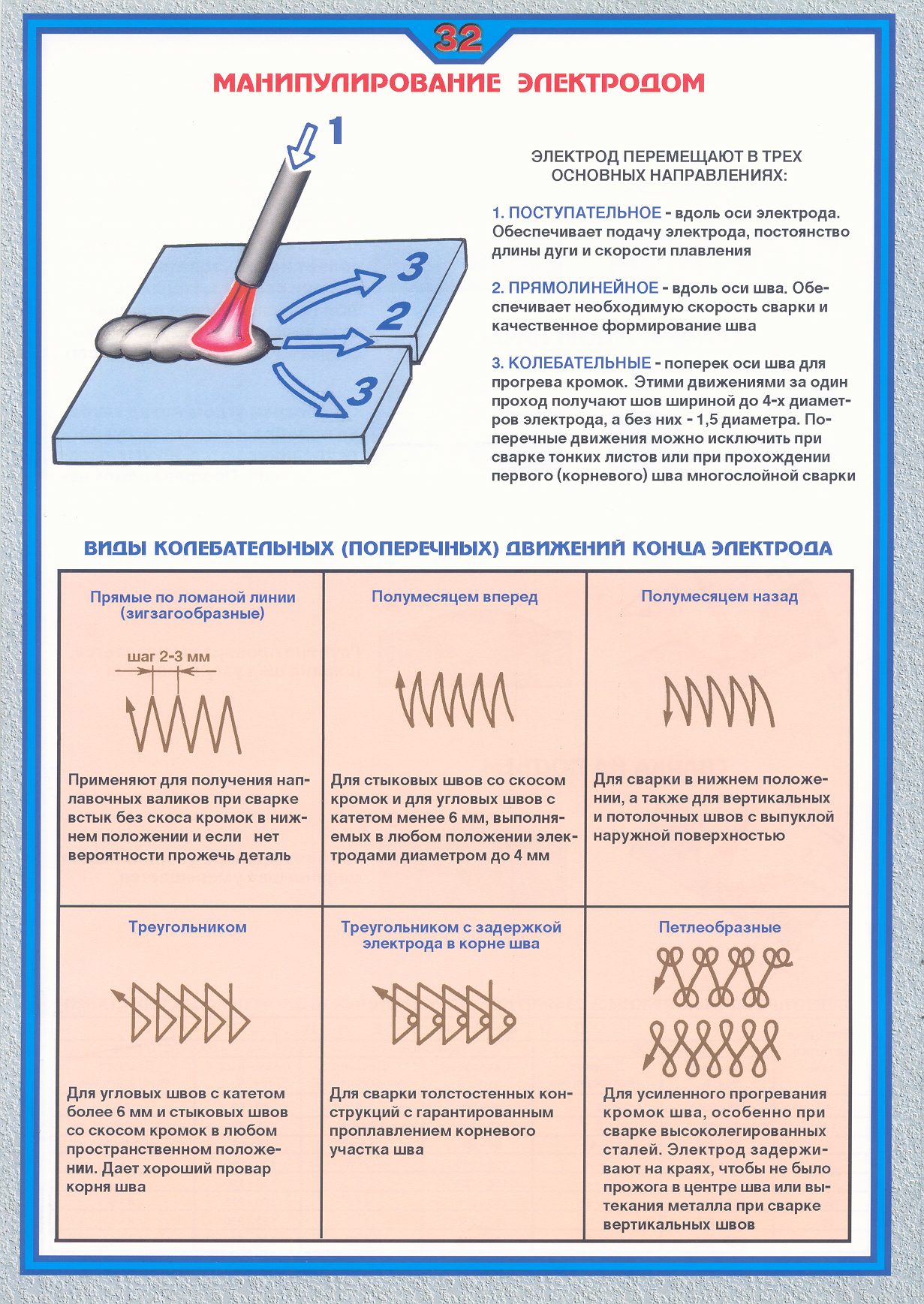 Поскольку заземляющий зажим и электрод являются двумя концами полной цепи, несущей напряжение и высокую силу тока, на конце электрода происходит полное короткое замыкание, создавая сильный нагрев, расплавляя как электрод, так и окружающую область в единый сплавленный кусок.
Поскольку заземляющий зажим и электрод являются двумя концами полной цепи, несущей напряжение и высокую силу тока, на конце электрода происходит полное короткое замыкание, создавая сильный нагрев, расплавляя как электрод, так и окружающую область в единый сплавленный кусок.
Этот вид сварки называется «дуговой сваркой». Стержень фактически не касается изделия (свариваемых деталей) в процессе сварки. Его держат на небольшом расстоянии от изделия, чтобы могла образоваться очень горячая дуга (электрическая искра). Эта дуга производит тепло для плавления металлов, как показано на фото.
Если стержень вставить прямо в изделие, произойдет «мертвое замыкание», и не будет тепла для сварки металлов, так как не будет образовываться дуга. Это распространенная проблема, когда вы учитесь дуговой сварке, известная как «прилипание».Прилипание происходит, когда стержень слишком сильно вдавливается в соединение для сварки, и заставляет стержень прилипать к изделию.
Стержень для дуговой сварки представляет собой тонкий металлический стержень, покрытый материалом, называемым «флюс». Этот материал плавится по мере того, как стержень сгорает, выделяя газ, который защищает только что сваренную область от воздействия сильного нагрева и окисления. Флюс также помогает поддерживать плавную работу дуги, уменьшая прилипание.
Этот материал плавится по мере того, как стержень сгорает, выделяя газ, который защищает только что сваренную область от воздействия сильного нагрева и окисления. Флюс также помогает поддерживать плавную работу дуги, уменьшая прилипание.
Если бы стержни не были покрыты флюсом, только что сваренная область была бы повреждена в результате окисления и была бы подвержена разрушению или быстрому износу.Некоторые сварщики не используют стержень с флюсовым покрытием, а вместо этого подают сжатый газ в зону сварки во время процесса сварки. Эти типы сварочных аппаратов называются «сварочные аппараты с подачей проволоки», но здесь мы сосредоточимся только на базовом аппарате для дуговой сварки, потому что это самый простой тип сварочного аппарата и самый доступный для большинства новичков.
Несмотря на то, что сварщики сплавляют металлы, используя невероятную силу тока, почти невозможно получить удар током при использовании аппарата для дуговой сварки. Причина в том, что внутри сварочного аппарата находится большой трансформатор, устройство, которое понижает опасное напряжение в обмен на более высокую силу тока. Сила тока, сила тока электричества, может серьезно навредить или убить, но только при наличии еще и определенного напряжения. Автомобильный аккумулятор может излучать более ста ампер, что намного больше, чем можно отдать от стандартной стены
Сила тока, сила тока электричества, может серьезно навредить или убить, но только при наличии еще и определенного напряжения. Автомобильный аккумулятор может излучать более ста ампер, что намного больше, чем можно отдать от стандартной стены
Но, вы можете коснуться обеих клемм и не почувствовать электричества. Как это возможно? Просто потому, что нет достаточного напряжения, чтобы доставить силу тока к вашему телу. Конечно, не бросайте металлический предмет через зарядите клеммы автомобильного аккумулятора, иначе у вас будет дымовое шоу, которое вы никогда не забудете!
Это руководство предназначено для предоставления практических советов начинающим дуговым сварщикам.Он был создан с большой помощью и под руководством профессиональных сварщиков.
чье время финансировалось участниками форума и сторонниками.
Изучайте учебник медленно и отрабатывайте работу, описываемую на каждой странице, прежде чем
переходим к следующему.
Дуговая сварка (сокращение от ручной дуговой сварки металлическим электродом (MMA), также известная как Stick
и SMAW) — очень сложная тема, и мы освещаем только то, что вам нужно.
разгоняться, набирать скорость. На эту тему есть много книг, и более подробная информация
можно найти в другом месте в Интернете.Также у нас есть очень
дружественный форум, который может помочь.
Как и при любом другом процессе электросварки, кожу и глаза необходимо
должным образом защищены от УФ-излучения. Поражение электрическим током, пары, ожоги и
пожар – другие риски.
На странице безопасности обсуждается, как минимизировать эти риски.
Дуга зажигается мгновенным прикосновением электрода к
работать, чтобы замкнуть электрическую цепь, прежде чем поднимать электрод
установить дугу.
«Запуск от касания» и «запуск с нуля» являются двумя распространенными методами
запуск дуги. Какой из них использовать, зависит от личных предпочтений и может
зависит от типа стержня и сварочного аппарата. Обе техники проиллюстрированы
с видео на этой странице.
На этой странице описаны основы дуговой сварки с практической укладкой
бусины в горизонтальном положении.
Показаны угол наклона стержня, длина дуги, скорость перемещения и движение сварки.
с фотографиями и видео, а видео показывает эффект изменения
длина дуги.
При изучении любого нового процесса вы, скорее всего, начнете делать что-то
неправильный. Сравниваются профили и сечения сварных швов с различными дефектами.
с хорошими сварными швами на этой странице.
Рассматриваемые неисправности: неправильная скорость перемещения, неправильная длина дуги,
и неправильные усилители.
Дуговая сварка особенно подходит для соединения толстых материалов в холодном состоянии.
соединений легко избежать.Это позволяет работать с более толстым материалом.
с использованием нескольких проходов сварки.
На этой странице рассказывается о подготовке суставов и методах, используемых при множественных
проходная дуговая сварка.
Потратив время на сварку корневого шва на предыдущей странице
Вы найдете угловую сварку на одном дыхании.
Многократные проходы также обычно используются в угловых соединениях. Эта страница
охватывает угол стержня, последовательность сварки и небольшую конструкцию соединения.
Для большинства людей инвертор постоянного тока является лучшим типом дуговой сварки.
за. Они имеют много преимуществ перед старыми типами, но могут упасть
по стоимости ремонта и долговечности.
На этой странице рассказывается, что нужно искать в инверторных сварочных аппаратах и других типах
дуговой сварки.
Дуговая сварка существует уже некоторое время, и есть большие различия
между технологиями, используемыми в старых подержанных сварочных аппаратах и новых.
На этой странице обсуждаются плюсы и минусы различных типов дуговых сварочных аппаратов.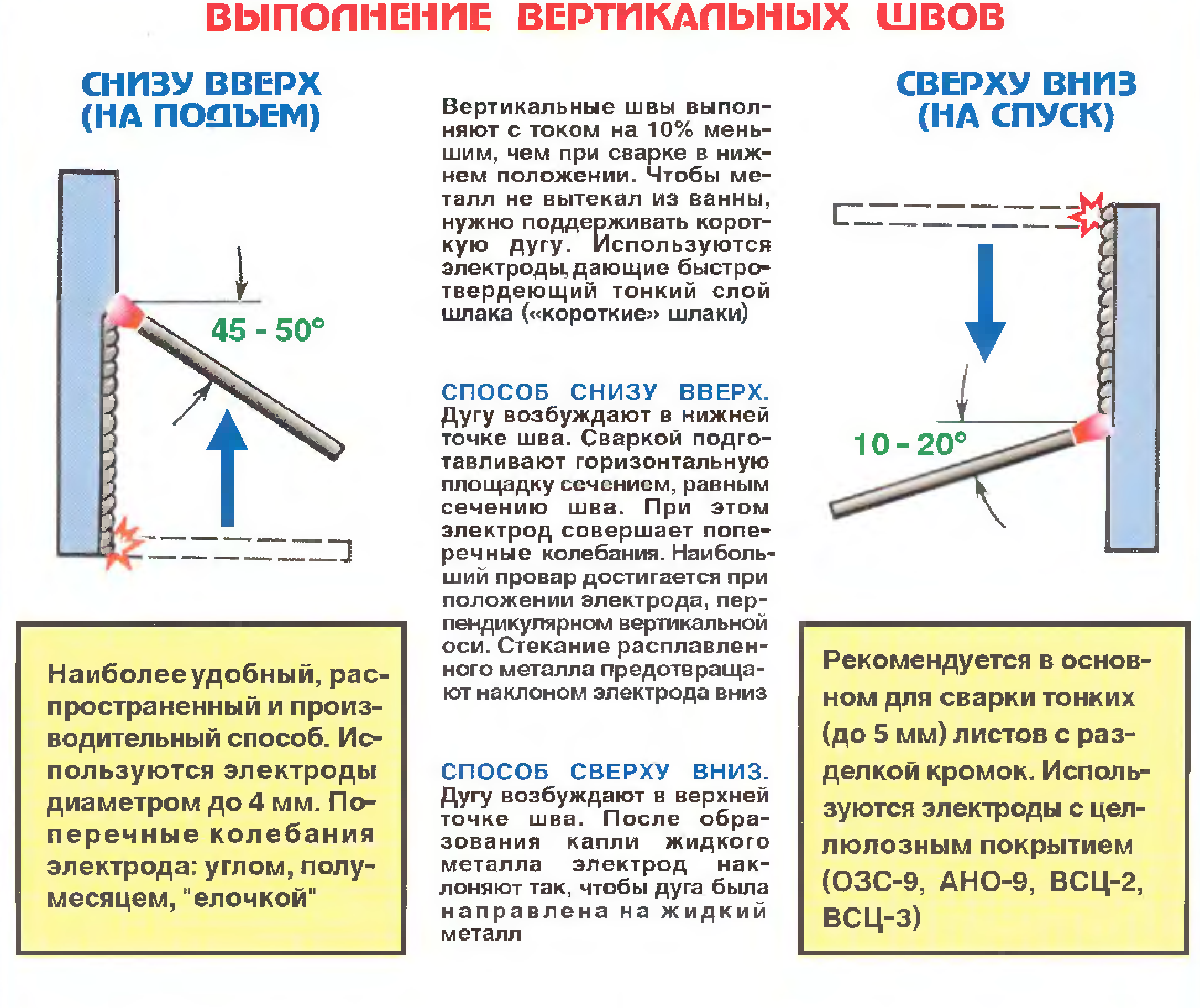
Как сварить что угодно, от атомной электростанции до велосипеда
Рамка!
В этом разделе кратко описаны процедуры сварки и расходные материалы, которые
может использоваться для сварки более широко используемых типов стали, включая
Мягкая сталь, кортен,
Weldox, Hardox, нержавеющая сталь
Сталь, хромомолибден, EN19,
EN24/EN24T, EN8, Литой
Железо, литые и марганцевые стали, кованые
Железо и наплавка.Есть также
страница, объясняющая водородное охрупчивание.
Подробнее Скоро:
Вертикально вверх — это следующий позиционный сварной шов, который мы рассмотрим, и страница по выбору стержня.
и сварка различных видов стали на подходе. Тем временем есть
еще много информации о дуговой сварке на форуме
библиотека.
Кредиты
Большое спасибо всем, кто помог финансировать и подготовить это руководство. Особенно,
Особенно,
Snowcat за выполнение большинства сварных швов и предоставление отличных советов по нескольким
сеансы сварки и письма, TechnicAl для страницы о выборе стержней
для разных типов стали, Мэтт из Lorch, который одолжил мне h280, когда мой Syncrowave
упакованы, и компания Weldequip, которая пожертвовала много снаряжения и расходных материалов для поддержки
учебник.
Быстро научитесь сваривать как профессионал, даже если вы абсолютный новичок!
Если вы ищете базовые советы по сварке или вам просто интересно, сколько времени потребуется, чтобы научиться сварке, откиньтесь на спинку кресла, выпейте чашку кофе и продолжайте читать, чтобы узнать полезную информацию.
Я хочу поделиться с вами тем, как ВЫ можете быстро и легко начать сварку.
Большинство новичков, которые хотят научиться сварке онлайн, находят очень полезным видео-инструктора, как в реальном классе.
Итак, сколько времени нужно, чтобы научиться основам сварки?
Вы, вероятно, будете разочарованы моим ответом, потому что, как и все, все зависит от того, сколько времени и усилий вы потратите на обучение сварке.
Я знаю, вы хотели точные сроки…
Но, поскольку я, возможно, оставил вас без ответа на вопрос «сколько времени нужно, чтобы научиться сварке», я собираюсь дать вам небольшой золотой самородок, который может сэкономить вам массу времени.
Вот БОЛЬШОЙ секрет, который поставит вас впереди всех остальных новичков, которые изо всех сил пытаются сделать хорошие сварные швы…
Забудьте обо всех различных процессах сварки, которые, вероятно, сбивают вас с толку, и придерживайтесь одного процесса сварки, который обеспечит вам самую быструю и легкую сварку.Сварка МИГ.
Начните базовое обучение сварке со сварочным аппаратом MIG
Этот совет очень важен для вас, когда вы только начинаете.
Я хочу направить вас в правильном направлении, поэтому на время забудьте о сварке электродами или сварке TIG.
Причина, по которой я настоятельно рекомендую вам начать работу со сварочным аппаратом MIG, заключается в том, что вы можете взять его прямо из коробки и сразу же наложить чистый и прочный сварной шов.
Вы не можете ожидать, что ваши основные методы сварки будут отличными с первого раза, но, по крайней мере, вы можете начать использовать их прямо сейчас.
Позже в этом посте я расскажу об основных принципах сварки, советах по сварке и методах сварки, которые помогут вам начать работу.
Во-первых, позвольте мне объяснить, почему вам следует держаться подальше от дуговой сварки и сварки TIG, если вы новичок и хотите заниматься сваркой в хобби.
Для сварки своими руками многие люди не имеют подходящих электрических розеток для работы сварочного аппарата или аппарата для сварки TIG, потому что многие из этих аппаратов работают от розеток на 220 вольт.
Не поймите меня неправильно, сварка TIG и сварка стержнем отлично справятся с базовыми сварочными проектами… просто кривая обучения для новичков намного выше.
Как я уже говорил, обучение сварке может занять у вас много времени или короткое время. Все зависит от того, сколько вы тренируетесь.
Просто покупка хорошего сварочного аппарата вам не поможет. Вы должны посвятить некоторое время, хотя это не так много времени при использовании сварочного аппарата MIG, но необходимо попрактиковаться.
3 причины, по которым я не рекомендую базовую сварку с помощью сварочного аппарата для начинающих
- Зажечь дугу может быть сложно: Когда вы зажигаете дугу с помощью сварочного аппарата, это похоже на зажигание спички, и сварочный стержень может прыгать везде, где вы этого не хотите.
- Может быть трудно увидеть сварочную ванну: Когда вы только начинаете, вам понадобится процесс, в котором вы можете видеть, что происходит, где сварка встречается с металлом. Все дело в контроле тепла.
- Образует шлак: Обычная сварка с помощью сварочного аппарата создает шлаковое покрытие, которое необходимо сколоть после укладки сварного шва. Сварка MIG — это гораздо более быстрый процесс, при котором не образуется шлак.

Я рекомендую вам держаться подальше от сварки электродом только потому, что новичкам ее сложнее подобрать.
Сварка ВИГ не является основным сварочным процессом
Вам не нужно долго думать, почему я не рекомендую сварку TIG в качестве процесса для начинающих. Обычно инструкторы по сварке для начинающих откладывают сварку TIG на последний семестр, потому что она продвинутая.
Сварка
TIG намного сложнее и занимает намного больше времени, чем сварка MIG. Кроме того, это просто не лучшее место для начала сварки.
Вот 3 причины, по которым я не рекомендую сварку TIG для начинающих
- Это медленно: Сварка ВИГ дает самые красивые швы из всех сварочных процессов, но это медленно и громоздко.
- Требуются обе руки и 1 нога: При сварке TIG вы должны держать горелку одной рукой, другой рукой погружать стержень и регулировать напряжение ножной педалью. Не подходит для начинающих!
- Они дорогие: Сварочные аппараты TIG стоят больше всех сварочных процессов. Большинство новичков не хотят платить столько, сколько стоят некоторые машины TIG на рынке.
 Большинство новичков не хотят платить столько, сколько стоят некоторые машины TIG на рынке.
Большинство новичков не хотят платить столько, сколько стоят некоторые машины TIG на рынке.Как видите, это определенно не базовый процесс сварки, поэтому я рекомендую держаться подальше от TIG, пока вы не освоите MIG.
Один процесс, о котором я еще не упоминал, это кислородно-ацетиленовая сварка. Теперь кислородно-ацетиленовая установка является наиболее универсальной из всех сварочных процессов, поскольку с ее помощью вы можете резать, сваривать, паять и гнуть.
Это отличный процесс для начинающих, потому что он учит вас контролировать нагрев и манипулировать сварочной ванной. Однако этот процесс очень медленный, поэтому его заменили дуговой сваркой.
Итак, следующая лучшая вещь для новичков – это сварочный аппарат MIG.
Научиться сварке методом мигания весело и легко. Вы можете открыть свой сварочный аппарат, вставить сварочную проволоку и начать сварку прямо из коробки. Лучше всего то, что есть много аппаратов MIG, которые подключаются прямо к розетке на 110 вольт.
Не беспокойтесь о том, что можете ударить себя током, пытаясь заменить розетки.
Кроме того, сварные швы MIG чрезвычайно гладкие, и почти не требуется никаких усилий, чтобы сварить шов, который выглядит так, как будто его делал ветеран.
Вот 3 причины, по которым я считаю, что сварка MIG является лучшим основным сварочным процессом для начинающих
- Вы можете долго сваривать без остановки: В отличие от использования сварочной проволоки или присадочной проволоки, которые сгорают, в сварочном аппарате MIG вы вставляете моток проволоки в аппарат и готово к работе.
- Не образует шлака: Нет шлака — значит не бить молотком и не дымить. Вы можете положить гладкий сварной шов и покончить с этим.
- Простота использования: При сварке MIG вы просто прикладываете пистолет к металлу и нажимаете на спусковой крючок. Дуга загорается, и вы начинаете сварку, что делает ее очень простой в использовании для любого новичка.

Типы и принципы дуговой сварки | Дуговая сварка | Основы автоматизированной сварки
На этой странице описаны различные типы дуговой сварки, грубо разделенные на неплавящиеся и плавящиеся электроды, а также принципы генерации дуги и сварки.
Обязательна к прочтению всем, кто занимается сваркой!
Это руководство включает в себя базовые сведения о сварке, такие как типы и механизмы сварки, а также подробные сведения об автоматизации сварки и устранении неполадок.
Скачать
Дуговая сварка представляет собой тип сварки плавлением и широко используется в различных областях промышленности.
Существует много разновидностей дуговой сварки, которые выбираются в зависимости от характеристик материала, механизма оборудования и используемого газа.Дуговая сварка в среде защитного газа, в которой используется защитный газ для защиты сварного шва от атмосферы, например сварка TIG, сварка MIG и сварка MAG, широко используется из-за простоты автоматизации.
Дуговая сварка, в том числе дуговая сварка в среде защитных газов, в целом делится на два типа: плавящийся (плавкий) электрод и неплавящийся (неплавкий) электрод в зависимости от того, плавится ли сварочный стержень/проволока в процессе или нет.
| Расход электрода | Метод сварки |
|---|---|
| Неплавящийся (неплавкий) электрод типа |
|
| Плавкий (плавкий) электрод типа |
|
Приведенные выше классификации являются лишь примером.Существуют различные способы классификации типов, и некоторые из них могут отличаться от приведенных в таблице выше.
Дуговая сварка использует электрическое явление, называемое дуговым разрядом. Дуговой разряд представляет собой явление электрического разряда газа и относится к току, выделяемому в воздухе. Когда напряжение, прикладываемое к двум пространственно разнесенным электродам, постепенно увеличивается, воздушная изоляция в конце концов разрывается, и между электродами течет ток, излучающий одновременно яркий свет и сильное тепло.Генерируемый дугообразный свет называется электрической дугой или дугой. Дуговая сварка – это сварка с использованием тепла дуги в качестве источника тепла.
При дуговой сварке к электроду (сварочному стержню/проволоке) прикладывается положительное напряжение, а к основному материалу прикладывается отрицательное напряжение. Это приводит к возникновению дуги от основного материала к электроду.
Выходной ток дуги составляет примерно от 5 до 1000 А, а выходное напряжение составляет примерно от 8 до 40 В. Температура дуги составляет примерно от 5000°C до 20000°C.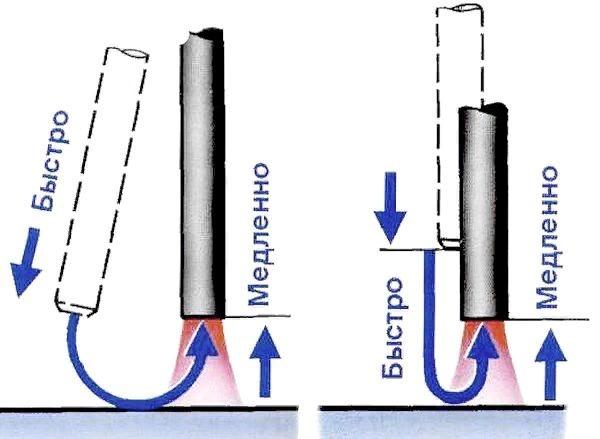 Температура плавления железа около 1500°С.Следовательно, основной материал и электрод нагреваются до высокой температуры и сплавляются друг с другом.
Температура плавления железа около 1500°С.Следовательно, основной материал и электрод нагреваются до высокой температуры и сплавляются друг с другом.
Дом
Полное руководство по сварке стержнем (SMAW)
Сварка электродом (SMAW или дуговая сварка в защитном металле) является одним из самых популярных сварочных процессов наряду с MIG и TIG. Это простая процедура, которая популярна среди сварщиков на открытом воздухе, поскольку на нее не влияет ветер, в отличие от сварки MIG и TIG, в которой используются газовые баллоны. В нашем полном руководстве вы узнаете о преимуществах и недостатках сварки электродами, о том, как настроить сварку электродами, о процессах сварки электродами и получите советы по устранению неполадок.
Что такое дуговая сварка (SMAW)?
Сварка электродом выполняется путем зажигания электрической дуги между металлическим электродом и заготовкой. Электрический ток проходит через электрод и вплавляет его в заготовку, образуя сварочную ванну. Электрод покрыт слоем флюса, который плавится и защищает сварочную ванну от загрязнения атмосферой (так же, как защитный газ защищает ее при MIG и TIG).
Электрод покрыт слоем флюса, который плавится и защищает сварочную ванну от загрязнения атмосферой (так же, как защитный газ защищает ее при MIG и TIG).
Флюс образует слой шлака, образующийся поверх наплавленного валика, который необходимо сколоть и счистить щеткой после завершения сварки.
Преимущества сварки электродами
- Ручная сварка переносная. Небольшой сварочный аппарат может работать с толстым металлом, он не очень тяжелый, и вам не требуется механизм подачи проволоки или какое-либо дополнительное оборудование, такое как газовый баллон.
- Ручная сварка – лучший выбор для наружных работ. Сварка газом не даст хороших результатов в ветреную погоду.
- Легче освоить сварку TIG, но требует определенных навыков.
- Вы можете сваривать металл с прокатной окалиной или ржавчиной.
Недостатки сварки электродом
- Требует больше навыков, чем MIG, так как вам нужно держать электрод на определенном расстоянии от металла, когда он прогорает.
- Он производит гораздо больше брызг и шлака.
- Увеличение времени очистки приводит к снижению эффективности.
- Сварка не будет такой сложной и качественной, как TIG.
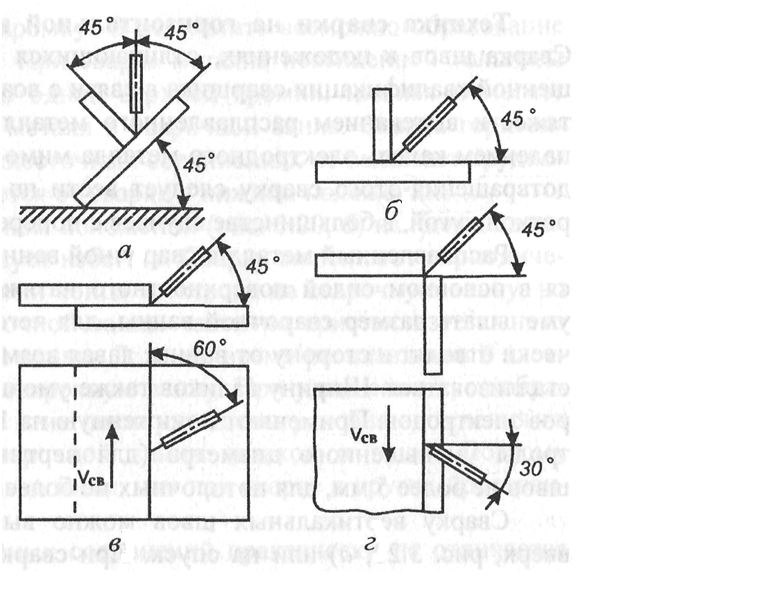
Начало работы — что вам нужно
Оборудование для обеспечения безопасности
При сварке самым важным фактором всегда является ваша безопасность.Вы должны прочитать и соблюдать всю информацию и инструкции по технике безопасности, содержащиеся в руководстве для любого оборудования, которое вы используете при сварке электродом.
При сварке вам понадобится защита тела для защиты от тепла, ультрафиолетовых лучей и искр, создаваемых дугой. Огнестойкая одежда с длинными рукавами защитит ваше тело, а защитные очки и сварочный шлем защитят голову и глаза.
Сварку следует проводить только при наличии достаточной вентиляции из-за выделяемых дымов.Если вы находитесь на улице на ветру, все будет в порядке, но если вы находитесь в помещении, вам нужна вентиляция.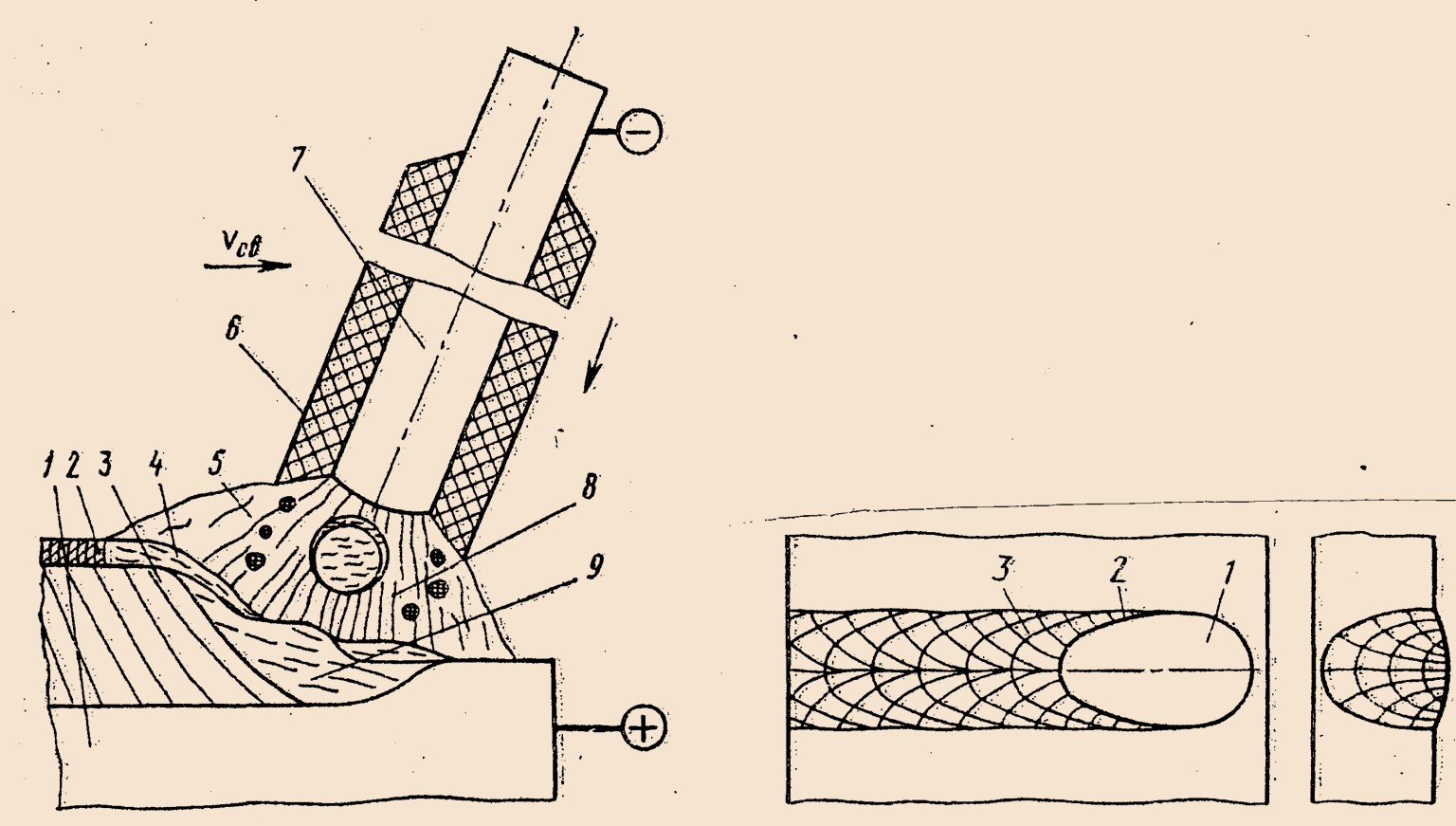 Вытяжка — лучший способ удалить пары из помещения.
Вытяжка — лучший способ удалить пары из помещения.
Ручной сварочный аппарат
Вы не сможете сварить электродом без сварочного аппарата. Вы можете использовать многоцелевой сварочный аппарат, который позволит вам выполнять более одного типа сварки, например, MIG, TIG и Stick. Или вы можете использовать только сварочный аппарат, который намного дешевле.
На рынке много сварочных аппаратов.Вы можете ознакомиться с нашим полным руководством по выбору сварочного аппарата для получения дополнительной помощи.
Зажим заземления
Заземляющий зажим обычно поставляется вместе со сварочным аппаратом. если его следует подключить к сварочному аппарату и закрепить на заготовке.
Инструменты для удаления шлака
Сварка электродами приводит к образованию шлака на сварном шве. По этой причине вам нужно будет очистить сварной шов после того, как вы это сделали. Лучше всего использовать шлаковую стружку и молоток, чтобы отколоть шлак, а затем очистить его проволочной щеткой.
Выбор электрода
Существуют сотни различных типов стержневых электродов, и вам нужно выбрать тот, который соответствует вашему проекту сварки. Наиболее популярны 6010, 6011, 6012, 6013, 7014, 7024 и 7018. При работе с мягкой сталью подойдет любой электрод E60 или E70. 7018, вероятно, самый популярный электрод из всех, и он обеспечивает действительно прочные сварные швы, но 6013 — хороший выбор для начинающих.
Чтобы понять, какой электрод выбрать, нужно понять, что означает каждая из 4 цифр.
- Первые две цифры показывают минимальную прочность на растяжение. Например, электрод с пределом прочности на разрыв 60 000 фунтов на квадратный дюйм будет начинаться с 60. Это должно соответствовать прочностным свойствам основного металла.
- Третья цифра указывает, в каких положениях можно использовать электрод при сварке. Номер один представляет возможность использования в любом положении, в то время как номер 2 можно использовать только в горизонтальном положении.
- Четвертая цифра указывает ток, который можно использовать для электрода, и покрытие на электроде.У нас есть справочная таблица для этого ниже.

| Цифра | Тип покрытия | Сварочный ток |
| 0 | Натриевая целлюлоза | дцеп |
| 1 | Целлюлоза Калий | ак, дсеп, дцен |
| 2 | Титана натрия | переменный ток, постоянный ток |
| 3 | Титания калия | ак, дсеп, дцен |
| 4 | Железный порошок Titania | ак, дсеп, дцен |
| 5 | Натрий с низким содержанием водорода | дцеп |
| 6 | Калий с низким содержанием водорода | ак, дцеп |
| 7 | Железный порошок оксид железа | ак, дцеп |
| 8 | Железный порошок с низким содержанием водорода | ак, дсеп, дцен |
Сварочная установка
Ручная сварка — это довольно простая установка, которая будет выглядеть примерно так, как показано на рисунке ниже. Помните, что ваши настройки полярности будут зависеть от используемого электрода, поэтому обязательно дважды проверьте, является ли он AC/DC-/DC+. Для начала попробуйте несколько электродов 6013 на DCEN на стальной пластине толщиной 3/16 дюйма.
Помните, что ваши настройки полярности будут зависеть от используемого электрода, поэтому обязательно дважды проверьте, является ли он AC/DC-/DC+. Для начала попробуйте несколько электродов 6013 на DCEN на стальной пластине толщиной 3/16 дюйма.
Как сделать первый сварной шов
Итак, вы все настроили, теперь можно приступать к сварке. Убедитесь, что все ваши настройки верны, возьмите пару кусков металлолома и поместите их встык. Сварка стержнем требует определенных навыков, поэтому всегда лучше сначала попрактиковаться на металлоломе, прежде чем прыгать туда и начинать пытаться сваривать реальный проект.
Зажигание дуги
Когда весь электрод окажется в электрододержателе, включите сварочный аппарат. Чтобы зажечь дугу, поместите кончик электрода на металл и быстро проведите им, как если бы вы чиркали спичкой. Если дуга образовалась, слегка приподнимите электрод, и тогда вы сможете потянуть за него и металл. Если электрод прилип к металлу, отломите его, слегка повернув. Если дуга гаснет, значит, вы слишком высоко подняли электрод от поверхности и должны опустить его ниже.Как только дуга загорится, она должна издать звук, похожий на жарящийся бекон, если звук громкий и агрессивный, вам нужно уменьшить силу тока.
Если дуга гаснет, значит, вы слишком высоко подняли электрод от поверхности и должны опустить его ниже.Как только дуга загорится, она должна издать звук, похожий на жарящийся бекон, если звук громкий и агрессивный, вам нужно уменьшить силу тока.
Перемещение электрода
После того, как вы зажгли дугу, вы должны провести электродом по стыку, чтобы выполнить сварку. Прежде чем перемещать электрод, необходимо установить его под правильным углом, который составляет от 15 до 30% к вертикали.
Как только вы установите его под правильным углом, вам нужно медленно потянуть электрод назад к себе.Вы не можете проталкивать электрод, потому что шлак попадет в сварочную ванну и вызовет пористость. Вам нужно держать руку твердо, поэтому попробуйте положить другой локоть на стол и держать руку, которая держит электрод, чтобы зафиксировать его. Проверьте это несколько раз и устраните неполадки, используя раздел устранения неполадок в конце этого поста.
Другие позиции сварки
Если вы выполняете угловую сварку перевернутого Т-образного шва, вы должны отрегулировать угол примерно на 35% вверх от горизонтального. Это связано с тем, что сварной шов начнет немного опускаться из-за силы тяжести, если угол не отрегулирован, чтобы помочь вытолкнуть валик обратно против силы тяжести.
Это связано с тем, что сварной шов начнет немного опускаться из-за силы тяжести, если угол не отрегулирован, чтобы помочь вытолкнуть валик обратно против силы тяжести.
Чем больше образуется шлака, тем больший угол вам понадобится. Если ваш угол слишком мал, шлак попадет в сварочную ванну и вызовет дефекты сварки.
Общие ошибки и устранение неполадок
Когда вы начинаете сварку электродами, вы, вероятно, сделаете несколько ошибок, даже если у вас есть опыт сварки MIG или TIG.Наиболее распространенные ошибки, которые я вижу, это слишком длинная дуга, неправильный угол сопротивления, сварка с неправильной скоростью и неправильной температурой.
Много брызг
Слишком много брызг при сварке может быть вызвано множеством причин, одна из самых распространенных — слишком длинная дуга. Вы должны держать электрод лишь немного над заготовкой, иначе дуга не сможет сфокусироваться и будет хаотично прыгать, а не быть плавной.
Если есть брызги и дуга издает громкий визжащий звук, возможно, у вас слишком высокая сила тока, и ее следует уменьшить.
Пористость
Одной из основных причин пористости при сварке электродом является расположение электрода под слишком крутым углом. Если вы не удержите шлак в задней части сварочной ванны, потянув электрод назад под углом, шлак смешается с лужей и вызовет пористость.
Подрез
Подрез — это небольшой кратер на кромке сварного шва между сварным швом и металлической пластиной, который делает сварной шов слабее. Если у вас есть подрез и сварной шов выглядит перегоревшим, попробуйте уменьшить силу тока, потому что он слишком горячий.
Тонкий сварной шов
Идеальный валик дугового сварного шва примерно в 2,5 раза больше диаметра электрода. Если шов действительно узкий, то он не будет иметь достаточного провара. Попробуйте снизить скорость примерно на половину скорости, с которой вы сначала тянули электрод, и вы должны увидеть лучшие результаты.
Бугристый сварной шов
Если вы будете тянуть электрод слишком медленно, присадочный металл будет скапливаться и будет комковатым. Другой причиной является слишком низкая сила тока, что ограничивает проникновение и приводит к тому, что присадочный металл просто сидит поверх соединения.
Другой причиной является слишком низкая сила тока, что ограничивает проникновение и приводит к тому, что присадочный металл просто сидит поверх соединения.
Проблемы с запуском дуги
Если у вас возникли проблемы с запуском дуги, это может быть связано с тем, что слишком холодно, что вызывает слабую дугу. Попробуйте увеличить его на 15 ампер или около того и посмотрите, станет ли легче.
Последние мысли
Мы надеемся, что вам понравилось наше руководство по сварке электродами. Мы будем очень признательны, если вы оцените его и поделитесь им.
Основы дуговой сварки
Дуговая сварка считается самым простым и доступным из всех сварочных процессов.Почти каждый может получить доступ к аппарату для дуговой сварки и научиться дуговой сварке. Техническое название этого типа сварки, также известного как сварка стержнем, — ручная дуговая сварка металлическим электродом или, иначе, MMAW.
Дуговая сварка используется во всех областях металлообработки и машиностроения как для производства, так и для технического обслуживания. Металлы, которые можно сваривать, включают мягкую сталь толщиной от 1/16 до 2 дюймов, нержавеющую сталь и чугун. Дуговая сварка является отличным методом ремонта чугунных отливок.
Металлы, которые можно сваривать, включают мягкую сталь толщиной от 1/16 до 2 дюймов, нержавеющую сталь и чугун. Дуговая сварка является отличным методом ремонта чугунных отливок.
Во время дуговой сварки процесс заключается в том, что дуга выделяет достаточно устойчивого тепла высокой интенсивности, чтобы расплавить предполагаемый металл в любой точке, на которую она направлена. В сочетании с наполнителем/электродом это действие эффективно сплавляет две детали вместе.
Выбор аппарата для дуговой сварки
Для общего применения идеально подходит сварочный аппарат с выходом переменного/постоянного тока. Использование выхода постоянного тока даст лучшие результаты, так как эта настройка обеспечивает легкий запуск с меньшим количеством залипаний.Другие преимущества использования настроек постоянного тока включают более легкую потолочную и вертикальную сварку, меньшую очистку из-за брызг и красивый внешний вид сварных швов.
Что касается мощности, то чем больше вы можете себе позволить, тем лучше. При этом большинство приложений дуговой сварки можно выполнять с помощью аппарата на 225 ампер. Однако машина с более низким номинальным током все еще может использоваться для сварки, скажем, 1-дюймовой стали, путем выполнения нескольких проходов сварки для создания требуемого размера валика.
При этом большинство приложений дуговой сварки можно выполнять с помощью аппарата на 225 ампер. Однако машина с более низким номинальным током все еще может использоваться для сварки, скажем, 1-дюймовой стали, путем выполнения нескольких проходов сварки для создания требуемого размера валика.
Поскольку существует серьезная нехватка надежных сварщиков, а потребность в них растет с каждым днем, вы можете понять, почему важно знать, что сварку несложно освоить.Подсчитано, что примерно 80% всех американских компаний, нанимающих дуговых сварщиков, сталкиваются с трудностями при заполнении вакансий по мере их открытия. Также сообщалось, что средний возраст квалифицированных и профессиональных сварщиков составляет 54 года. Это высокий показатель, учитывая, что эти люди скоро уйдут на пенсию. Кажется, что область сварки является одним из самых сокровенных секретов страны, когда речь идет о подготовке к работе в будущем.
Многие люди считают дуговую сварку опасным занятием из-за используемых электрических токов высокого напряжения.