Пайка нержавейки с медью — технология и выбор припоя для пайки
Соединение двух различных металлов, куда относится и пайка нержавейки с медью, всегда является достаточно сложной процедурой. С учетом того, что нержавеющая сталь имеет довольно сложное поредение при температурной обработке, а также плохо взаимодействует с остальными металлами, то для качественного результата спаивания нужно подбирать четко выверенную технологию. Если с медью, как правило, проблем не возникает, то с нержавеющей сталью это бывает нередко.
Пайка нержавейки с медью
Сам процесс регулируется ГОСТ 17349-79, но здесь есть одна очень важная особенность. Ведь у каждого металла свои особенности соединения при данном процессе, так что для них требуется использовать различный припой и флюс, подобранный под их параметры. Но при соединении различных металлов требуется брать какие-либо средние или узкоспециализированные материалы.
Такой вид пайки применяется как в домашних условиях, так и в промышленных, для создания герметичных емкостей, припаивания медных трубок и прочих вещей. Данный процесс встречается не так часто, как остальные виды пайки, но при необходимости следует знать все особенности такого метода.
Можно ли спаять нержавейку с медью?
Пайка меди с нержавейкой хоть и является достаточно сложным процессом, но и это все же возможно. Дело в том, что соединение нержавейки с нержавейкой и меди с медью происходит намного чаще, так как итоговое качество соединение выходит значительно лучше. Но в различных ситуациях, когда требуется сделать такое соединение, то приходится уступать качеством. Специально для подобных случаев выпускают особые припои, которые позволяют сделать надежное соединение, отвечающее эксплуатационным требованиям. Если для других типов пайки использование флюса далеко не всегда обязательно, то здесь требуется провести полный спектр процедур, включая лужение, а также использовать все дополнительные материалы.
Преимущества
- Данный метод позволяет решать сложные технологические операции;
- Это один из немногих способов достичь подобного соединения;
- Сама процедура происходит достаточно быстро и не требует дополнительных инструментов, так как для этого достаточно обыкновенной горелки;
- Современные разработки припоев обеспечивают относительно высокую совместимость металлов при спаивании;
- Процесс доступен как для домашнего проведения, так и для промышленных потребностей.

Недостатки
- Качество пайки уступает другим методам по надежности;
- Трудно подобрать правильный припой;
- Флюс быстро окисляется, так что действия приходится проводить, не затягивая начало температурной обработки;
- Зачастую используются легкоплавные припои, что делает процесс обработки более сложным, так как нужно четко отрегулировать температуру и следить, чтобы ничего не растеклось.
Способы
Существует несколько способов, как сделать соединение такого рода и зависят они больше не от того какой используется припой для пайки нержавейки с медью, а от инструмента обработки. Таким образом, в качестве основных выделяются два – пайка паяльником и горелкой.
В первом случае, при использовании паяльника, данный инструмент используется для относительно небольших деталей. Им удобней соединять небольшие вещи, так как нет риска перепалить их слишком большой температурой. В то же время сам паяльник уступает по мощности горелке и не может работать с твердоплавными материалами. Также им неудобно обрабатывать большие поверхности, так как в данном случае процесс будет слишком длительным и флюс может окислиться уже к тому времени.
Также им неудобно обрабатывать большие поверхности, так как в данном случае процесс будет слишком длительным и флюс может окислиться уже к тому времени.
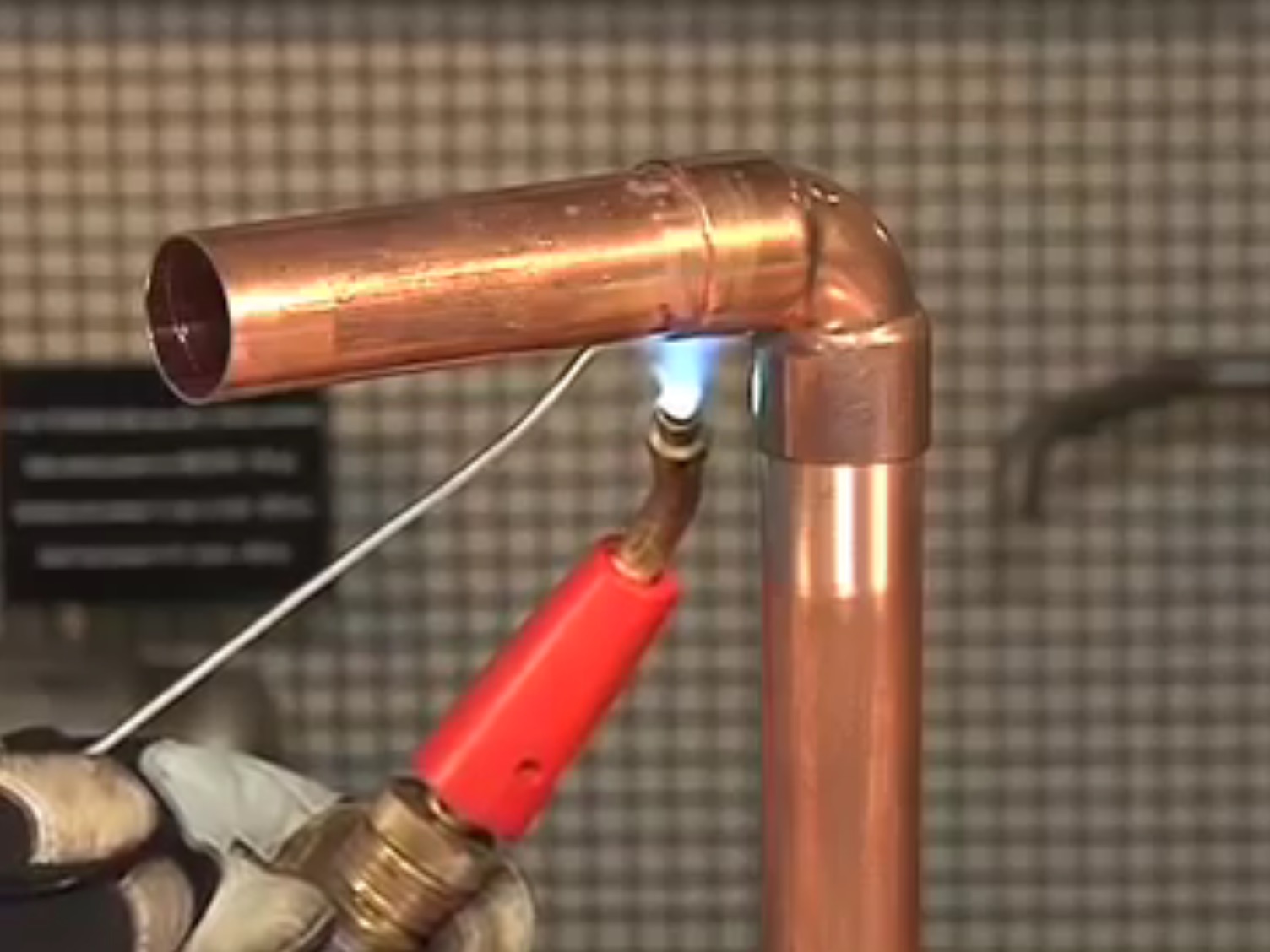
Горелка является более часто используемым способом. Ею может проводиться пайка нержавейки с медью латунью и другими припоями. Здесь можно легко обрабатывать большие поверхности, делать герметические соединения. Сам процесс происходит намного быстрее, чем с паяльником, а также появляется возможность подогреть заготовки до нужной температуры. Скорость проведения процедур не позволяет флюсу окисляться.
Пайка меди с нержавейкой горелкой
Выбор припоя
От правильного подбора припоя зависит итоговый результат работы, так как он обеспечивает заполнение места соединения, которое должно быть полностью покрыто материалом, что должен быть хорошо схвачен на поверхности. Одним из самых простых вариантов является пайка нержавейки латунью. Ведь это очень распространенный припой, который используется также и для пайки нержавейки с нержавейкой. В некоторых случаях его можно использовать без флюса.
В некоторых случаях его можно использовать без флюса.
«Обратите внимание!
Он уступает другим по своим свойствам, но является более распространенным и доступным, так что он подходит преимущественно для простых соединений, на которых не лежит большая ответственность.»
Также проходит пайка нержавейки медно-фосфорным припоем, который улучшает качества соединения с медью. Это более дорогостоящий материал, но для ответственных соединений подходит лучше.
Оловянно-серебряный припой, такой как Castolin 157, является отличным способом пайки, но стоимость материала является более высокой, чем у остальных.
В самых простых случаях может использоваться радиотехнический припой, но по технологии производства лучше выбирать специализированные расходные материалы.
Технология пайки нержавейки с медью
Пайка нержавеющей стали латунью, или другими припоями, начинается с подготовки поверхности.
- Материал нужно очистить от всего лишнего и снять все налеты, очистить от жира и возможной ржавчины;
- Затем подготовить флюс, подвергнуть лужению места соединения заготовок и сам припой;
- После того, как флюс будет нанесен на места соединения, следует приставить в нужное место заготовку и выложить припой;
«Важно!
Не следует затягивать этот процесс, так как флюс имеет свойство окисляться.»
- Затем следует постепенно подогревать все горелкой, пока припой не начнет плавиться;
- Нужно следить, чтобы он равномерно растекся по поверхности соединения;
- Дать остыть естественным способом.

Контроль качества
Качество пайки контролируется по ГОСТ 19249-73. Существует несколько основных профессиональных методов, которые включают:
- Радиоскопический метод;
- Радиационный контроль;
- Технический осмотр.
Техника безопасности
При работе с горелкой следует следить за соединением баллона с газом и его местом положения, так как он представляет собой наибольшую опасность. Также нужно аккуратно обращаться с горячими предметами, которые могли не остыть после пайки. Не стоит контактировать с флюсом непосредственно, а лучше использовать защитные перчатки.
Пайка алюминия с медью своими руками в домашних условиях
Пайка алюминия всегда являлась достаточно сложным технологическим процессом, так как температура его плавления считается относительно низкой, а свойства соединения находятся на не самом высоком уровне. Пайка алюминия с медью становится еще более сложным и проблематичным процессом, так как медь туго плавится, хотя и нормально поддается пайке. Несмотря на сложность процесса, в нем периодически возникает потребность в различных производственных сферах и даже в домашней обстановке. В нормальных условиях, без каких-либо дополнительных средств и со стандартными материалами, получить качественное соединение и не повредить при этом металл заготовки будет практически невозможно.
Пайка алюминия с медью становится еще более сложным и проблематичным процессом, так как медь туго плавится, хотя и нормально поддается пайке. Несмотря на сложность процесса, в нем периодически возникает потребность в различных производственных сферах и даже в домашней обстановке. В нормальных условиях, без каких-либо дополнительных средств и со стандартными материалами, получить качественное соединение и не повредить при этом металл заготовки будет практически невозможно.
Пайка алюминия с медью своими руками
Пайка меди с алюминием требует особого подхода, так как тут даже стандартный припой для пайки алюминия окажется неэффективным. Стоит сразу отметить, что у алюминия именно с медью получается большая конфликтность, так как со сталью процесс спаивания лучше. Этим пользуются многие мастера при создании сложных соединений. Необходимость в такой пайке возникает как при соединении труб или других крупных деталей, так и при контактах проводов, что с технической стороны происходит легче, проще и быстрее, так как нет больших нагрузок на конечное изделие.
Пайка алюминия с медью своими руками в домашних условиях
Преимущества
- Позволяет сделать сложное соединение, которое требует технология эксплуатации;
- Существует несколько различных способов, как произвести процесс, которые заметно отличаются друг от друга;
- Дает мастеру большой опыт и возможность работы с любыми видами металла.
Недостатки
- Высокий процент брака после завершения процесса;
- Пайка алюминий-медь требует большого количества различных дополнительных материалов, многие из которых являются узкоспециализированными, без которых невозможно получить качественное соединение;
- Иногда необходимо подбирать стальные муфты того же диаметра, что и свариваемые трубы;
- Процесс пайки оказывается весьма дорогостоящим благодаря использованию флюсов, специальных припоев и других дополнительных средств;
- Многие из дополнительных расходных материалов находятся в трудном доступе, так как не относятся к распространенным и часто употребляемым;
- Далеко не каждый метод пайки из существующих оказывается подходящим для конкретного случая;
- Справиться с работой может только мастер с большим опытом и в домашних условиях это трудноосуществимый процесс.

Трудности пайки
Основная трудность пайки заключается в том, что металлические изделия из этих материалов не могут нормально соединиться, так как даже при схватывании припоя шов может треснуть даже при относительно небольшом механическом воздействии. Положение усложняется оксидной пленкой алюминия, которая обволакивает материал припоя, мешая нормальному соединению, а также не плавится от температурного воздействия. С этим может помочь в борьбе хорошая очистка и обработка растворителем с последующим нанесением специализированного флюса.
Пайка алюминия с медью
Работа с медью также получается не простой в данном случае. Ведь даже припой для пайки медных труб оказывается не совсем подходящим для такого процесса. Он является тугоплавким, что и требуется для такого металла. В то же время алюминий может иметь более низкую температуру плавления, что приведет к его прогоранию прежде, чем расплавится сам припой. Таким образом, пайка алюминия с медью твердым припоем оказывается достаточно проблематичной. Припой для плавки алюминия может не подойти для меди, так как оказывается слишком легкоплавким, но это уже более подходящий вариант, так как многие мастера, особенно при работе в домашних условиях, используют серебряные припои.
Припой для плавки алюминия может не подойти для меди, так как оказывается слишком легкоплавким, но это уже более подходящий вариант, так как многие мастера, особенно при работе в домашних условиях, используют серебряные припои.
Возможные способы пайки алюминия с медью
Пайка алюминия с медью в домашних условиях и на производстве может проводиться следующими способами:
- Пайка с помощью муфты. В данном случае между металлами вставляется стальная часть, так что и медь и алюминий припаиваются с различных сторон стали более удобными способами, что помогает получить надежное соединение, так как со сталью и другими сплавами они взаимодействуют намного лучше, чем между собой.
- При использовании специальных припоев. Современные разработки, к примеру, как присадочный материал марки Castolin и специально разработанные флюсы к нему, помогают решать многие сложные вопросы. Большим недостатком такого способа является высокая стоимость расходных материалов и слабая распространенность.

Припой для сварки алюминия с медью
- Поверхностная пайка. В данном случае из алюминия делают раструб, чтобы в него могла войти медная трубка. Края этого раструба запаивают легкоплавкими припоями, захватывая большую часть поверхности медной трубы, чтобы увеличит площадь соединения.
Материалы и инструмент
Вне зависимости от того, необходима вам пайка алюминия с медью провода, трубы или листов, для этого понадобятся:
- Горелка (газовая или бензиновая) или паяльник, в зависимости от условий, в которых это все проводится;
- Припой, который будет подходить для выбранного способа, так как для пайки через стальную муфту требуются расходные материалы, которые будут рассчитаны на пайку со сталью;
- Флюс, подобранный под припой, чтобы улучшить взаимодействие с разными металлами;
- Стальная, или из какого-либо другого сплава, муфта, если выбран именно этот метод;
- Инструменты для фиксации заготовок и разделки раструба.

Пошаговая инструкция
- Осуществляется полная подготовка всех металлических изделий, которые будут принимать участие в пайке. Это включает разделку кромок, подготовку раструба, механическая обработка щеткой и растворителями, чтобы снять все имеющиеся налеты и образовавшиеся пленки.
- Затем детали надежно фиксируются, чтобы во время процесса не было ни какого движения и смещения.
- На следующем этапе следует обработать концы деталей флюсом.
- Далее уже можно приступать к непосредственному спаиванию. Если выбран метод через муфту, то сначала она припаивается к одной заготовке, к примеру, медной трубе. Потом нужно выделить время на остывание и проверку качества, чтобы не было трещин и щелей. Только после этого следует приступать к соединению со второй частью, которое осуществляется точно также, но с помощью других расходных материалов.
- После окончания процедур дать шву остыть и проверить полностью готовое изделие на отсутствие брака, прежде чем пускать его в эксплуатацию.
«Важно!
При выборе расходных материалов нужно обращать внимание на прочность получаемого соединения, что особенно важно при работе с трубами, которые эксплуатируются под давлением.»
Таблица режимов
Вид припоя | Режим пайки | Максимальная прочность сплавов, кгс/мм2 | ||
АМц | АМг6 | Д20 | ||
П-300-А | 440° С, 20 минут | 11 | 22 | – |
П-425-А | 12 | 20,8 | 20,8 | |
34А | 550° С, 20 минут | 9-10 | – | 28,8 |
В-62 | 510° С, 15 минут | 12 | – | 23,8 |
Техника безопасности
Работа должна проводиться только в хорошо проветриваемых помещениях, так как испарения флюсов и припоев могут оказаться вредными для человека. При использовании газовой горелки она должна быть максимально удалена от источника огня. На рабочем месте не должны присутствовать лишние предметы, а также легковоспламеняющиеся вещи.
При использовании газовой горелки она должна быть максимально удалена от источника огня. На рабочем месте не должны присутствовать лишние предметы, а также легковоспламеняющиеся вещи.
Как паять стальные детали
Нередко возникает надобность скрепить стальные детали без сверлений, и без сварки. Выручит пайка стали. Но как это сделать правильно, ведь здесь имеются особенные нюансы. Несколько рекомендаций от специалистов.
Какая сталь паяется хорошо
Отдельные марки стали хорошо поддаются пайке, другие паяются с большим трудом, ни с каким припоем соединяться не желают, ни под каким флюсом. Как правило, мягкие стали «для гвоздей» легко паяются. На бытовом уровне это можно объяснить и тем, что материал усеян микроскопическими кратерами и неровностями. Но также имеются электротехнические марки, особо твердые и упругие, и применяемые для валов, точной механики. Здесь уже как повезет…
Вопрос в том, что определить марку на глазок домашнему мастеру невозможно. Узнать насколько хорошо паяется данная деталь из стали, или близкого к ней сплава, можно только экспериментальным путем.
Узнать насколько хорошо паяется данная деталь из стали, или близкого к ней сплава, можно только экспериментальным путем.
Как выполняется соединение оловом – порядок действий
Все зависит от того, насколько удачно можно залудить данную деталь, насколько прочным окажется контакт оловянного припоя со сталью. Чтобы контакт оказался удовлетворительными, если это возможно вообще, нужно выполнить следующее:
- зачистку стали, химическую зачистка под припоем;
- разогрев детали до температуры плавления припоя, нахождение припоя на детали под флюсом некоторое время в текучем состоянии.
Зачистка стали выполняется сперва механически, — наждачной бумагой, убираются слои ржавчины и загрязнений. Затем в качестве флюса применяется состав, который хорошо реагирует с окислами железа.
Наиболее безобидной в применении, но эффективной в данном случае, оказывается ортофосфорная кислота, которую легко приобрести в автомагазине, как «очистку ржавчины».
Требуемая мощность разогревающих устройств полностью зависит от массы деталей.
Процесс пайки двух стальных деталей
Если нужно спаять два больших гвоздя, то мощности одного паяльника 100 Вт будет маловато. Для разогрева зажатого в тисках большого гвоздя, или подобной по массе детали из стали, нужно воспользоваться строительным феном. Или газовой горелкой.
Также понадобится вата на палочке, для подачи флюса в зону разогрева, и паяльник от 50 Вт.
- Зачищенная наждачкой сталь разогревается горелкой.
- На горячую деталь наносится ортофосфорная кислота и тут же подается паяльником расплавленный оловянный припой.
Как правило, у стальных деталей, которые поддаются пайке, возникает весьма прочная связь с оловом, т.е. происходи покрытие металла, — залуживание.
Это же повторяется с другой деталью. Затем разогреваются две детали, находящиеся вместе, и в зону контакта подается дополнительный припой паяльником.
Насколько прочна пайка стали, можно ли сделать прочнее
Прочность такого соединение будет обуславливаться многими факторами:
- прочностью связи припоя с металлом,
- площадью соединения,
- направлением нагрузки по отношению к спаянным плоскостям.
Но в любом случае прочность пайки оловом не идет ни в какое сравнение с тем, что привыкли понимать под прочностью характерной для стали или «сварка металла».
Упрочить можно применив другой припой, — специальные прочные составы и более тугоплавкие с включением серебра, цинка, меди и др.
Другое направление увеличения прочности – покрытие припоем не только плоскости, но и боковин детали, — охват детали припоем. Тогда сопротивление на отрыв при разнонаправленных нагрузках будет больше.
Особопрочная пайка, особые припои
Чтобы применить составы дающие прочное соединение со сталью, с собственной температурой плавления порядка 800 — 900 град, нужно использовать графитовый тигель.
Работу должны вести только специалисты по плавке металлов. Необходимо знать основы плавления металлов, порядок обращение с расплавами и технику безопасности. В общем, пайка стали сверхпрочными припоями выполняется на специализированных предприятиях.
Возможный состав припоя:
- 55% цинка, 45% меди, немного кремния для увеличения текучести.
Состав расплавляется под слоем угля в графитовом тигеле.
Стальные детали, подлежащие пайке, разогреваются газовой горелкой.
В качестве флюса используется ортофосфорная кислота.
Расплав подается на детали. Как правило, залуживание и пайка производятся за один разогрев и деталей и припоя.
Но подобная пайка стали по сложности превосходит простую сварку….
Но в быту, где нужно «залатать», «прикрепить», «состыковать» две стальные детали, нужно пользоваться припоями с низкой температурой плавления, типа свинцово-оловянных.
Как припаять медный провод к металлу?
Уважаемые посетители!!!
Для проведения ремонта любой бытовой техники, мы непосредственно сталкиваемся с такой проблемой,- как самому припаять провода? В теме Вы ознакомитесь с материалами для паяния, с паянием меди с алюминием и паянием меди с железом.
Материалы для паяния
Чтобы разрешить такую проблему, необходимо иметь в наличии такие материалы и инструменты как:
- паяльник;
- паяльное олово;
- паяльная кислота;
- спирто-канифольный флюс;
- флюс для паяния алюминия;
- ортофосфорная кислота;
- пинцет;
- пассатижи;
- ножницы,
а так же другие приспособления для паяния. Изложенная тема здесь как бы простая, но охватывает более такой обширный диапазон,- к чему припаять и как припаять.
Как припаять медь-к алюминию
Как припаять, если металлы допустим имеют различные добавки других металлов,- то есть легированные металлы. Вопросы здесь могут возникнуть при ремонте бытовой техники. Как к примеру припаять медный провод к алюминиевому контакту где нет болтового зажима?
Медный провод перед паянием протравливается:
- паяльной кислотой;
- спирто-канифольным флюсом;
- канифолью.
Алюминий протравливается перед паянием,- флюсом для паяния алюминия.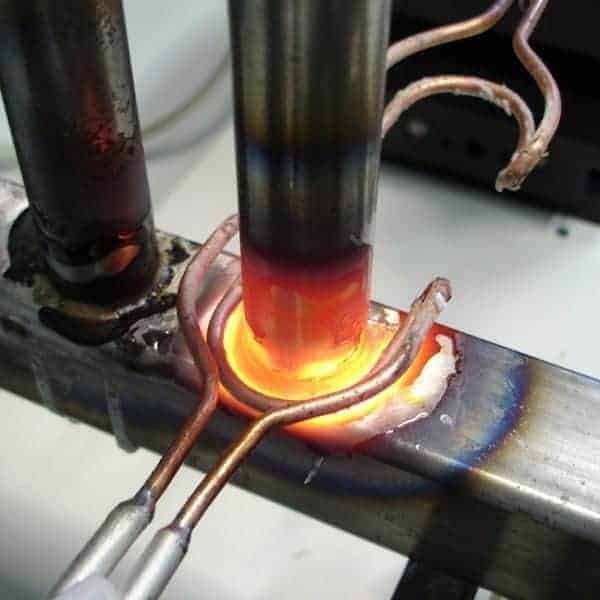
Есть и другой вариант для пайки алюминия,- это нанесение медного купороса на поверхность алюминия, так называемое омеднение алюминиевой поверхности. Подробности такого способа омеднения, наглядно представлены на рисунке.
В этом примере необходимо учитывать, чтобы провод намотанный на щетину зубной щетки,- не соприкасался с поверхностью алюминия.
Как припаять медь-к железу
А как припаять допустим медный провод к поверхности железа, если в этом есть такая необходимость? Здесь как бы необходимо изменить поверхностный молекулярный слой железа, чтобы в последствии нанести слой олова. Протравить поверхность железа можно ортофосфорной кислотой.
В этом примере необходимо соблюдать меры предосторожности,- во избежание попадания кислоты на поверхностные участки кожи Вашего тела. Протравить поверхность металла можно тампоном на палочке.
Такое соединение проделывается в крайних случаях, когда невозможно выполнить болтовое соединение. В ремонте бытовой техники возникают и такие приведенные потребности.
В своей практике, мы нуждаемся в различной необходимости, как припаять провода к:
- контактам динамика наушников;
- контактам первичной либо вторичной обмотки трансформатора;
- контактам платы;
- выведенным проводам обмотки статора электродвигателя;
- контактам выключателя настольной лампы;
- контактам разъема;
- светодиодной ленте
и далее. Считаю, что информация (из прочитанной технической литературы), которой я с Вами поделился, — пригодится Вам при ремонте какой-либо бытовой техники.
Многие могут спаивать провода и радиодетали, но не каждый паял металл. В этой статье я максимально коротко и с примерами изложу принцип пайки металла.
Введение
Начнём с общих представлений о пайке. Пайка это физико — химический процесс получения соединения в результате взаимодействия припоя и спаиваемого металла. Она имеет сходство со сваркой плавлением, но всё же между ними имеются различия. При сварке в месте шва свариваемые детали плавятся, а при пайке паяемый материал не плавится. Так же в отличие от сварки пайка осуществляется при температурах ниже плавления спаиваемого металла. Формирование шва при пайке происходит путём заполнения припоем зазора между соединяемыми деталями, т.е. процесс происходит за счёт смачивания и капиллярного эффекта.
При сварке в месте шва свариваемые детали плавятся, а при пайке паяемый материал не плавится. Так же в отличие от сварки пайка осуществляется при температурах ниже плавления спаиваемого металла. Формирование шва при пайке происходит путём заполнения припоем зазора между соединяемыми деталями, т.е. процесс происходит за счёт смачивания и капиллярного эффекта.
Встаёт вопрос, зачем же пользоваться пайкой, если сварка лучше скрепляет детали. На это есть свои плюсы:
- Пайка более доступна, чем сварка.
- При пайке соединения получается разъёмными.
- Сварке не поддаются маленькие детали.
Пайка — достаточно прочное соединение, если соблюдать технологию.
Оборудование
Для спаивания металла необходимо следующее основное оборудование:
♦ Паяльник. Мощность зависит от размера спаиваемых деталей. Для пайки небольших деталей (жесть, проволока, болтики) сойдёт паяльник ватт на 60, для более крупных — 100 ватт и выше. Я использую 2 паяльника — на 65 и 100 w, для домашних условий это вполне достаточно.
Я использую 2 паяльника — на 65 и 100 w, для домашних условий это вполне достаточно.
На том, как залудить паяльник я подробно останавливаться не буду, в интернете есть отдельные статьи про это. Скажу лишь основное:
— При первом включении паяльника ему нужно дать обгореть — выставить включённым его на улицу и подождать когда перестанет вонять и дымиться.
— Далее необходимо напильником зачистить жало до блеска, опустить кончик жала в канифоль, потом расплавить им олово.
— Олово должно равномерно покрыть жало. При нагреве жало будет выгорать, его нужно будет затачивать и заново лудить.
♦ Паяльная кислота и припой. Деревянная палочка используется для нанесения кислоты.
♦ Вспомогательные приспособления. К ним относятся напильник и наждак, необходимые для зачистки паяльника и деталей.
Так же паяльнику нужна подставка. Самое простое что можно использовать в качестве подставки — любой металлический предмет, с которого паяльник не будет скатываться.
Для удержания спаиваемых деталей используются различные инструменты, например тиски и плоскогубцы. Так же детали можно закрепить гвоздиками на доске.
Основы пайки
Давайте теперь разберемся, какие металлы легко поддаются пайке:
- Серебро
- Медь
- Латунь
- Цинк
- Никель
- Железо
- Нержавеющая сталь
Остальные металлы паяют при помощи специальных флюсов и другой технологии. В данной статье эта тема затрагиваться не будет.
С металлами разобрались, теперь приступаем к изучению процесса пайки:
- Зачищаем то место, где будет располагаться шов. Для этого я использую мини шлиф машинку.
- Обезжириваем место спайки, используя ацетон, бензин и т.д.
- Наносим на шов деревянной палочкой паяльную кислоту. Делаем это как можно ровнее, т.к. в дальнейшем ровно по этому место растечётся припой.
- С заранее залуженного паяльника удаляем окислы (если они имеются) и прикасаемся им к палочке припоя.
 Припой должен лечь на жало ровной каплей. Если этого не происходит, значит паяльник плохо залужен.
Припой должен лечь на жало ровной каплей. Если этого не происходит, значит паяльник плохо залужен. - Прикасаемся жалом к месту спайки. Нельзя ожидать, что при первом же прикосновении паяльника произойдет спайка. Для этого необходимо прогревать спаиваемые поверхности до температуры плавления припоя. Тепло от паяльника передается на спаиваемое место не сразу. Жесть, проволоки и другие тонкие части прогреваются довольно быстро, но не моментально. На прогрев толстых материалов нужно сравнительно много времени.
- Для спайки тонких частей надо довольно медленно вести паяльником, передвигая его дальше, когда припой растечется и зальет шов. При спайке толстых предметов приходится относительно долго держать паяльник на одном месте и ждать, пока прогреются спаиваемые поверхности и припой растечется по шву.
- Проведя паяльником на некоторое расстояние, двигают его немного назад, затем снова вперед и опять назад, до тех пор, пока припой не разольется ровной и чистой дорожкой. По мере израсходования припоя, его набирают с палочки.
 Набирать много припоя не следует, особенно, если спаиваемые поверхности ровно и плотно соединены; избыток припоя приведет к образованию натеков.
Набирать много припоя не следует, особенно, если спаиваемые поверхности ровно и плотно соединены; избыток припоя приведет к образованию натеков. - По окончании пайки необходимо смыть остатки кислоты водой. Если кислота плохо смывается, используйте мыло. Не смытая кислота приведёт к окислению металла.
Лучше всего обучаться пайке на белой жести. Её не нужно зачищать, но необходимо обезжиривать. При наличии жира кислота не смачивает поверхность жести. Ниже рассмотрены примеры спаивания проволок и жести. Для обучения можно повторить всё это.
Спаивание жести / листового металла
Далее в добавок к фотографиям будут идти схематические изображения. Вот условные обозначения:
Соединение «Впритык»
Качество: Малопрочно
Соединение «Внахлёст»
Качество: Прочно
Соединение «В замок»
Качество: Очень прочно
Спаивание проволоки
Соединение «Впритык»
Качество: Малопрочно
Соединение «Внахлёст»
Качество: Прочно
Соединение «С усилением»
Качество: Очень прочно
Для усиления на левом соединении используется намотанная виток к витку медная проволока, на правом — стержень и резьба обёрнуты полоской жести:
Спаивание проволоки и листового металла
Соединение «Впритык»
Прочность: Малопрочно
Соединение «Внахлёст»
Качество: Прочно
Соединение «Насквозь»
Качество: Очень прочно
Заключение
Пайка — несомненно нужная вещь, использование которой решает многие проблемы с соединением деталей. Напоследок в качестве примера представлю несколько работ, в которых она использовалась:
Напоследок в качестве примера представлю несколько работ, в которых она использовалась:
Продувочный баллон
Рукояти для инструмента
Складной инструмент
Модернизация мультититула
Приспособление «Третья рука»
Жестяная воронка
Ручки для надфилей и напильников
Пайка – это процесс при котором создается соединение металлических частей, за счет химической реакции, которая происходит между металлом и расплавленным припоем. При этом не происходит механического повреждения кристаллической структуры материала соединяемых частей.
Что к чему можно паять?
Не получится паять алюминий или ржавый металл, хромированные объекты, так как на поверхности элементов формируется оксидная пленка, которая будет препятствовать процессу соединения. Выполнять пайку подготовленных поверхностей можно из:
- железа и нержавеющей стали;
- меди, олова и латуни;
- цинка и никеля;
- серебра.
Как производится пайка стали?
Процесс любой пайки производится в три этапа: очистка соединяемых поверхностей от оксидных пленок, нагрев до температуры плавления припоя, нанесение припоя (пайка).
Так как к стали припаять олово? Что бы выполнить пайку стали необходимо выполнить следующие шаги:
- С поверхности соединяемых частей убрать посторонние материалы, стружку. Для этого можно использовать металлическую щетку или наждачную бумагу.
- В зоне соединения, на поверхности частей, необходимо нанести флюс (например, BS-35, при пайке обыкновенной стали, и BS-45, при пайке нержавеющей стали).
- Нагреть детали до требуемой температуры, соединить и нанести припой.
- С помощью воды или специального химического очистителя удалить остатки флюса. Если этого не сделать, то на месте пайки появится ржавчина, так как в состав флюса входит хлорид.
Типы нагревателей
Выбор типа нагревателя зависит от размеров и толщины запаиваемых стальных элементов. Если необходимо выполнить пайку стальной проволоки или тонких листов, то можно воспользоваться паяльником с хромоникелевым или керамическим нагревателем, подобрав соответствующую мощность, или же паяльником без нагревателя, который можно разогреть горелкой или на обычной газовой плите. Если необходимо выполнить пайку толстых листов стали, то для нагрева придется воспользоваться газовой или бензиновой горелкой. Во время работы паяльника, на жале будет образовываться окисление, которое будет снижать температуру паяльника.
Если необходимо выполнить пайку толстых листов стали, то для нагрева придется воспользоваться газовой или бензиновой горелкой. Во время работы паяльника, на жале будет образовываться окисление, которое будет снижать температуру паяльника.
Для очистки можно воспользоваться либо простой наждачной бумагой, либо специальным очистителем, например, ST-40. Если наконечник паяльника покрыть припоем, то это обеспечит более широкий диапазон теплопередачи и повысит эффективность пайки.
Выбор припоя
Припой – это сплав олова и свинца в определенном соотношении. Соотношение пропорций сплава определяет температуру плавления и вязкость получаемого сплава. Припой подбирается согласно требуемым характеристикам соединения и видам соединяемых материалов. При пайке стали следует использовать без флюсовые припои, а флюс наносить отдельно.
как проводят лужение, паяют нержавейку и подбирают флюс для надежного соединения металлов
Пайка, как технология создания неразъёмных соединений металлических изделий имеет древнюю историю. И сегодня, несмотря на лидирующую позицию сварочных процессов, пайка стали, алюминия, меди, и многих других металлов и сплавов продолжает успешно применяться в различных отраслях техники.
Процесс пайки разных по составу металлических сплавов имеет свои особенности. Это связано с различной температурой плавления и химическим составом сплавов. К некоторым маркам стали пайка не применяется.
Сущность паяльной технологии
Пайкой называют соединение металлических деталей с помощью припоя, являющегося более легкоплавким металлом, который, будучи расплавленным, смачивает соединяемые поверхности.
Таким образом, процесс паяния связан с нагреванием и протекает при температуре, превышающей точку плавления припоя, но не достигающей температуры плавления соединяемого металла.
В процессе пайки соединяемые детали основного металла не изменяют форму, поскольку сами не подвергаются плавлению.
Прочность создаваемого соединения определяется механическими свойствами, которыми обладает припой для пайки. Когда стальные детали припаивают друг к другу, соединение всегда уступает по прочности основному материалу.
Когда стальные детали припаивают друг к другу, соединение всегда уступает по прочности основному материалу.
Главным препятствием для создания паяных соединений является окисел, образующийся на поверхности любого металла. Слой окисла не позволяет расплавленному припою равномерно смочить поверхность детали, поэтому металл должен предварительно зачищаться.
Для защиты поверхностей от окисления в процессе спаивания, применяются специальные вещества – флюсы. Для соединения разных материалов используются различные флюсы. Например, для того, чтобы спаять нержавейку, применяют буру. Флюсами для стали могут служить канифоль, паяльная кислота.
Основным процессом, сопровождающим создание паяного соединения, является нагрев заготовок. В зависимости от массы спаиваемых деталей и вида применяемого припоя, нагрев может осуществляться следующими способами:
- паяльником;
- газовой горелкой;
- высокочастотным индуктором;
- в специальных печах.
Например, проволоку небольшого диаметра можно легко прогреть обычным паяльником, при пайке стальных труб понадобится газовая горелка, а массивную заготовку придётся помещать в печь.

Низколегированной
Низколегированная углеродистая сталь относится к сплавам железа, наиболее легко подвергаемым процессу пайки.
Это объясняется тем, что на поверхности сталей данного типа образуется сравнительно непрочная плёнка окислов, легко устраняемая применением обычных флюсов.
Процесс пайки чёрных металлов может проходить при относительно низкой температуре, не превышающей 450 ℃ в случае применения мягких и легкоплавких свинцово-оловянных припоев.
Для получения паяного соединения, обладающего большей твёрдостью и механической прочностью, следует применять более твёрдые тугоплавкие припои, например на основе меди. Такая пайка осуществляется при температуре до 750 ℃.
Конструктивной
Этот вид сталей характеризуется наличием хрома, применяемого в качестве легирующей добавки. Благодаря хрому сталь приобретает необходимые механические характеристики.
Однако наличие этого легирующего компонента существенно затрудняет процесс пайки, так как на поверхности конструкционных сталей образуется довольно прочная и с трудом разрушаемая плёнка окисла.
Припаять сталь с добавкой хрома можно, применяя активный флюс, содержащий кислоты. Кроме этого, для получения качественного результата, используются специальные приспособления, создающие защитную атмосферу в зоне осуществления пайки.
Кроме этого, стальную поверхность, подготовленную для пайки, покрывают слоем порошка, содержащего металлические компоненты. Этот защитный слой предотвращает окисление стальной поверхности и выгорание легирующих элементов в процессе нагревания.
Паяное соединение легированных сталей производится с применением твёрдых припоев, содержащих медь, серебро или никель.
Инструментальной
Инструментальная сталь отличается очень высокой твёрдостью. Однако виды инструментальной стали, не имеющие в своём составе вольфрама, изменяют свои механические свойства при нагревании до 200 ℃ и более, значительно теряя при этом прочность.
Такие виды стали не подлежат пайке. Для устранения этого недостатка инструментальные стали, подлежащие нагреву в процессе эксплуатации, производятся с вольфрамовыми добавками. Такая сталь может подвергаться нагреву до 600 ℃, не утрачивая при этом ценных механических свойств.
Такая сталь может подвергаться нагреву до 600 ℃, не утрачивая при этом ценных механических свойств.
Спаять инструментальную сталь можно припоем на основе никеля или ферросплавов. Нагревание заготовок обычно производят индукционным способом. При этом применяются флюсы, содержащие бор и фтор.
Последовательность операций
Процесс пайки стальных деталей начинается с тщательной очистки заготовок от грязи, ржавчины и следов масел. Для этого пользуются шлифовальной шкуркой, напильником, стальной щёткой. Ржавые детали можно обработать преобразователем ржавчины на основе ортофосфорной кислоты. Жировые загрязнения удаляются растворителем или щелочным раствором.
После очистки и обезжиривания, на поверхность деталей наносится слой флюса. Если в качестве припоя служит олово, детали предварительно лудят. Лужение представляет собой равномерное смачивание поверхности расплавленным оловом.
После этого, детали собирают и надёжно фиксируют в том положении, в котором они должны находиться после соединения.
Далее, детали нагреваются подходящим способом. Нагрев производится до температуры, несколько превышающей температуру плавления применяемого припоя, который должен быть помещён в область соединения.
При расплавлении он затекает в зазор между деталями, образуя соединение. После остывания и кристаллизации припоя, шов зачищают, следы флюса удаляют.
инструменты и оборудования, способы соединения
Изделия из меди встречаются в разных отраслях. Из этого цветного металла изготавливаются трубы, радиодетали, трубы отопления. Чтобы починить механизм, в котором присутствуют детали из этого металла, нужно знать, как осуществляется пайка меди. Для этого применяется разные технологические процессы и инструменты.
Пайка меди
Какие инструменты и материалы нужны
На промышленном производстве применяются различные технологии соединения медных деталей. Однако это процедуру можно выполнить в домашних условиях. Для этого нужно заранее подготовить инструменты и оборудование:
- флюс;
- набор кистей, металлическая щётка;
- припой;
- ручной или автоматический аппарат для разрезания труб;
- паяльник, газовая горелка.
Мощность оборудования подбирается в зависимости от температуры плавления расходных материалов.
Виды расходных материалов
Флюс необходим для защиты места соединения деталей от образования оксидной плёнки. Дополнительно к этому флюс помогает припою растекаться по месту будущего шва. В качестве припоя, чаще всего, используется олово, поскольку он имеет низкую температуру плавления.
Хорошим соединительным материалом для пайки является серебро, но оно имеет высокую стоимость. Из-за этого мастера разбавляются его с оловом, небольшим количеством меди. Среди используемых припоев выделяют два вида материалов: мягкие и твердые составы.
Мягкие
Такие расходные материалы используются для соединения водопроводов. При этом диаметр труб, которые нужно соединить может достигать 10 см. Пайка меди мягким припоем применяется в тех случаях, когда соединённые детали не будут нагреваться выше 130 градусов по Цельсию. К мягким расходным материалам относятся:
По мнению покупателей, самым популярным считается сплав олова и меди. Он отлично подходит для соединения медных изделий. Кроме того, он экономично расходуется.
Твердые
Пайка меди твердыми составами возможна, если необходимо сделать прочный шов, который будет выдерживать воздействия факторов окружающей среды. К ним относятся:
- сплав меди и цинка;
- однородная медь;
- соединение меди и фосфора.
Существует два типа твердых составов: тугоплавкие и легкоплавкие. Чтобы сделать крепкое соединение, рекомендуется использовать многокомпонентный состав.
Виды пайки
Пайку меди в домашних условиях можно проводить по разным технологиям. Для каждого из способа проведения работ необходимы разные расходные материалы и инструмент. Существует несколько технологий пайки медных изделий. О каждой из них стоит поговорить подробнее.
Твердым припоем
Пайка меди твердым припоем — популярный способ соединения деталей. Чтобы осуществить процедуру, потребуется электропаяльник или газовая горелка. При проведении работ нужно учитывать определённые особенности:
- При этом виде пайки использование припоя обязательно. Даже если нужно паять медную проволоку.
- В качестве расходного материала желательно использовать олово или никель.
В первую очередь расплавляется расходный материал. После этого он наносится на место соединения. Выжидается время до полного остывания припоя.
Пайка меди твердым припоем
В печах
Печи используют на больших предприятиях и заводах. Они позволяют добиться равномерного разогрева соединяемых деталей. Благодаря этому сокращается количество некачественных швов. Применение припоя обязательно.
Флюсовая
При использовании флюса для соединения медных деталей образуются излишки расходного материала, от которых возникает коррозия. Из-за этого шов быстро приходит в негодность. Надёжность соединения зависит от качества припоя.
Вакуумная
Процедура вакуумной пайки проводится не только при соединении медных деталей, но и при обработке изделий из других металлов. Для проведения рабочего процесса используются промышленные печи и специальные контейнеры. В ходе работы используются мягкие типы расходных материалов.
Низкотемпературная
В первую очередь медленно разогревается припой. Быстро увеличивать температуру паяльника нельзя. Нужно дождаться пока низкотемпературный припой расплавится и в этот момент убрать паяльник. Состав должен самостоятельно заполнить пустоты между деталями и скрепить их.
Низкотемпературная пайка меди
Высокотемпературная
Если нужно получить соединение устойчивое к воздействию высоких температур, применяется пайка высокотемпературного типа. Чтобы скрепить между собой отдельные детали, они разогреваются до 700 градусов по Цельсию. При этом применяется не обычный паяльник, а газопламенный нагреватель.
Ошибки при пайке своими руками
Существует ряд популярных ошибок, из-за которых человек не может сделать качественный шов:
- Плохая подготовка соединяемых поверхностей. На них должна отсутствовать грязь, мусор, пыль, ржавчина, краска.
- Мастера часто не проверяют изделия на наличие дефектов.
- Перегрев обрабатываемых поверхностей. Флюс сгорает и появляются окалины, оксидная плёнка.
- Слабый разогрев соединяемых поверхностей. Низкая температура не позволяет полноценно расплавить припой, соединить детали между собой.
Пайку нужно проводить аккуратно. В первые разы лучше потренироваться на ненужных деталях. Со временем получится определять оптимальную температуру для спаивания металлов, сплавов.
Техника безопасности
При проведении пайки нельзя не забывать про технику безопасности:
- Надевать защитные перчатки.
- Трогать скреплённые детали можно только после их остывания.
- Помещение, в котором проводятся работы, должно хорошо проветриваться.
При работе с твердыми припоями и кислотами для травления металла нужно надевать защитные очки, респиратор. Они защитят слизистую оболочку глаз и дыхательные пути от токсичных испарений. Перед началом работы необходимо проверять работоспособность используемого оборудования. Для удерживания скрепляемых деталей используются тиски или струбцины.
Пайка меди осуществляется по разным технологиям. Одни проводятся в домашних условиях, другие подходят только для производства. Зная характеристики материала и используя рекомендованное оборудование можно добиться надёжного соединения деталей. Чтобы защитить свой организм, нужно соблюдать технику безопасности.
Наконечники для пайки, пайки и сварки
Паять пропановой горелкой — самый простой способ соединения меди и латуни. Вы даже можете использовать припой для соединения меди или латуни с нержавеющей сталью, вам просто понадобится подходящий флюс. Но есть пара советов, которые нужно иметь в виду, чтобы заставить его работать правильно с первого раза:
- Используйте жидкий флюс вместо пастообразного флюса. Пастообразный флюс имеет тенденцию оставлять липкие остатки, которые трудно удалить. Если вам необходимо использовать пастообразный флюс, используйте его экономно.
- Используйте только водопроводный (серебряный) припой. Не используйте электрические или ювелирные припои, потому что они часто содержат свинец или кадмий. Это токсичные металлы.
- Нанесите припой на каждую деталь отдельно перед их соединением. Эта практика известна как «лужение» и облегчает соединение деталей.
- Нагревайте детали, а не припой. Поиграйте с пламенем вокруг стыка, чтобы он стал хорошим и горячим, прежде чем наносить припой. Это позволяет припою равномерно стекать по стыку.
Пайка похожа на пайку, но выполняется при более высоких температурах и применима к большему количеству металлов.Он легко соединяет нержавеющую сталь с собой и является альтернативой сварке. Для пивоварения рекомендуется использовать наполнитель AWS типа BAg-5 с температурным диапазоном 1370-1550 ° F (743-843 ° C). Хотя пайка может обеспечить более прочное соединение, высокие температуры пайки могут плохо сказаться на нержавеющей стали. При таких температурах углерод в нержавеющей стали может образовывать карбиды хрома, которые выводят хром из раствора, что делает сталь не нержавеющей вблизи стыка. После эксплуатации эта область подвержена ржавчине и растрескиванию.Проблема не может быть решена путем повторной пассивации, поэтому лучше избегать чрезмерного нагрева деталей во время пайки и поддерживать общее время при температуре не более четырех минут. Пропановые горелки обычно не подходят для пайки. Вам нужно будет использовать газ MAPP или ацетилен.
Сварка — лучший способ соединения нержавеющей стали, но для хорошего соединения требуется умение. Есть два процесса сварки, которые будут работать — MIG (тип с автоматической подачей проволоки) и TIG (тип вольфрамового электрода). 3 / час)
Скорость сварки
(дюйм./ мин.)
Подача проволоки
(дюйм / мин)
MIG
.063
85 DCEP
21
ER316L
900
15
19
184
TIG
.045-.090
37-70 DCEN
12-14
12
2-4
В соответствии с требованиями
В идеале обратная сторона сварного шва должна быть промыта газообразным аргоном для предотвращения сильного окисления.Но большинство сварщиков не беспокоятся об этом, поэтому обратную сторону сварного шва следует затем отшлифовать / отшлифовать, чтобы обнажить чистый металл. Не используйте металлическую вату! Чтобы счистить черные / голубоватые оксиды, которые могут вызвать коррозию в зоне термического влияния вокруг сварных швов или паяных соединений нержавеющей стали, используйте очистители на основе щавелевой кислоты и процедуры, упомянутые выше в разделе пассивирования.
ПИЛЬНАЯ СВАРКА (БРОНЗОВАЯ СВАРКА) И ПИЛЬЯ ОКСИАЦЕТИЛЕНА
ПРАЙНАЯ СВАРКА (БРОНЗОВАЯ СВАРКА) И ПРЕПЯТЬ
ОКСИ АЦЕТИЛЕН
НАЖМИТЕ ЗДЕСЬ ДЛЯ УКАЗАНИЯ СТРАНИЦЫ
ПИЛЬНАЯ СВАРКА (БРОНЗОВАЯ СВАРКА) И ПРЕПЯТКА
ОКСИАЦЕТИЛЕН
В.Райан
2016
| ФАЙЛ PDF — НАЖМИТЕ ЗДЕСЬ, ЧТОБЫ ПЕЧАТЬ РАБОЧИЙ ЛИСТ НА BRAZE СВАРКА / БРОНЗОВАЯ СВАРКА |
| ФАЙЛ PDF — НАЖМИТЕ ЗДЕСЬ ДЛЯ ПЕЧАТИ РАБОТЫ НА BRAZING |
| ВИДЕО — ГАЗОВАЯ СВАРКА — ОКСИАЦЕТИЛЕН — ЧАСТЬ ВТОРАЯ |
Оксиацетилен может использоваться для пайки и для пайки сварных швов. |
| Пруток из бронзы — это сплав, состоящий из меди и олова. Латунный присадочный стержень также представляет собой сплав, состоящий из меди и цинка. Можно использовать любой стержень. |
| Стальная труба и стальная пластина были нагреты до тускло-красного цвета.В Затем в соединение вводится «бронзовый» присадочный стержень (покрытый флюсом). Это течет на две поверхности, образуя «галтели» вокруг стыка, соединяя две поверхности. Сварка пайкой и бронзой обеспечивает прочное соединение Присадочный стержень шире, чем при пайке. |
| При пайке на стык наносится флюс, чтобы предотвратить окисление поверхности.Стальная трубка и пластина нагреваются до ярко-красного тепла, и пруток припоя (присадочный пруток), нанесенный на соединение. Конец присадочного стержня плавится и обтекает сустав за счет притяжения капилляров. Это дает соединение, которое выглядит как «линия» бронзы. Пайка |
| Пайка и сварка припоем (сварка бронзой), можно использовать для соединения одинаковых, а также разнородных металлов, таких как: |
| Мягкая сталь — оцинкованная сталь Нержавеющая сталь — медь Мягкая сталь — нержавеющая сталь Нержавеющая сталь Сталь — медно-никелевый сплав Мягкая сталь — чугун |
| НАЖМИТЕ ЗДЕСЬ ДЛЯ ОБОРУДОВАНИЯ И ИНДЕКС ПРОЦЕССОВ СТРАНИЦА |
% PDF-1.7
%
1747 0 объект
>
endobj
xref
1747 71
0000000016 00000 н.
0000002603 00000 н.
0000002804 00000 н.
0000004070 00000 н.
0000004808 00000 п.
0000005598 00000 н.
0000005637 00000 н.
0000005688 00000 п.
0000005739 00000 н.
0000005857 00000 п.
0000006546 00000 н.
0000006661 00000 н.
0000007303 00000 н.
0000007808 00000 н.
0000008388 00000 н.
0000008514 00000 н.
0000010070 00000 п.
0000011388 00000 п.
0000012769 00000 п.
0000014143 00000 п.
0000015418 00000 п.
0000015531 00000 п.
0000017020 00000 п.
0000018368 00000 п.
0000019417 00000 п.
0000023035 00000 п.
0000027500 00000 п.
0000030150 00000 п.
0000030206 00000 п.
0000030255 00000 п.
0000030369 00000 п.
0000031054 00000 п.
0000031739 00000 п.
0000067952 00000 п.
0000067993 00000 п.
0000105181 00000 п.
0000105222 00000 п.
0000108730 00000 н.
0000108771 00000 п.
0000113113 00000 п.
0000113154 00000 н.
0000113231 00000 н.
0000113263 00000 н.
0000113340 00000 н.
0000141612 00000 н.
0000141948 00000 н.