Производство оцилиндрованного бревна
Начиналась наша работа на строительном рынке Москвы и Московской области еще в те времена, когда такие дома были новинкой, об их преимуществах было известно мало, поэтому далеко не каждый считал разумным вкладывать средства в деревянные рубленые дома. Сегодня преимущества домов из оцилиндрованного бревна очевидны: такие дома очень теплые, долговечные, по-настоящему экологичные (что может быть лучше настоящего дерева?), они, наконец, удивительно красивы. За все годы работы на строительном рынке Москвы, области и других регионов, мы накопили большой багаж проектов и можем похвастаться удивительно красивыми срубами как частных домов, так и ресторанов, баз отдыха, гостиниц и т.д.
Качество наших домов мы можем с уверенностью гарантировать благодаря использованию качественной древесины собственных лесных хозяйств, современных производственных технологических линий по обработке массива пиловочных бревен в оцилиндрованное бревно, неукоснительным соблюдением всех тонкостей технологии строительства и подготовки материалов. Долговечность последующей эксплуатации наших домов достигается за счет антисептических, лессирующих и огнеупорных средств защиты от ведущих Российских и мировых производителей, а сама обработка производится с помощью профессионального современного оборудования. Такие составы сохранят древесину на долгие годы от гниения и плесени, а поскольку древесина сама по себе является легкогорючим материалом, она подвергается также и огнезащитной обработке.
Производство оцилиндрованного бревна расположено в Орловском районе Кировской области. Кировский лес уже давно считается практически эталонным за счет особенностей северного климата: древесина этого региона обладает высокой плотностью и прочностью.
На производстве используется станок оцилиндровочно-фрезерный (роторного типа) «Шервуд ОФ-32Ц«, на выходе из которого мы получаем идеально ровный цилиндр с уже вырезанным монтажным пазом.
Производство оцилиндрованных бревен: технология и этапы изготовления
Производство оцилиндрованного бревна заключается в том, что это ствол дерева, очищают от сучьев и обрабатывают до цилиндрической формы. Основное достоинство оцилиндрованного бревна – это его округлая, ровная форма, позволяющая обеспечить плотное соединение. Диаметр бревен применяемых для строительства деревянных домов составляет от 160 до 220 мм, изредка достигая 240 мм. Профилированные бревна гораздо меньше деформируются в процессе старения. А благодаря самому высокому качеству обработки поверхностей и одинаковому диаметру, изготовленные оцилиндрованные бревна не требуют дополнительной отделки.
Основное достоинство оцилиндрованного бревна – это его округлая, ровная форма, позволяющая обеспечить плотное соединение. Диаметр бревен применяемых для строительства деревянных домов составляет от 160 до 220 мм, изредка достигая 240 мм. Профилированные бревна гораздо меньше деформируются в процессе старения. А благодаря самому высокому качеству обработки поверхностей и одинаковому диаметру, изготовленные оцилиндрованные бревна не требуют дополнительной отделки.
Упаковка и загрузка
Изготовление оцилиндрованного бревна
Выгрузка на объект
Цены на оцилиндрованное бревно
Скачать прайс на оцилиндрованное бревно
| Диаметр(мм) | Объем бревна(м3) | Кол-во бревен в м3(шт) | Высота (мм) | Ширина паза (мм) | Погонных метров в м3 | Цена в Кирове (руб за м3) | Цена в Краснодаре (руб за м3) |
|---|---|---|---|---|---|---|---|
| 180 | 0. 1526 1526 | 6,55 | 155 | 90 | 39.3 | 13000 | 14500 |
| 200 | 0.1884 | 5,3 | 170 | 100 | 32 | 13000 | 14500 |
| 220 | 0.228 | 4,39 | 190,5 | 110 | 26,3 | 13100 | 14600 |
| 240 | 0.2714 | 3,69 | 208 | 120 | 22,1 | 13400 | 14900 |
| 260 | 0.3185 | 3,14 | 225 | 130 | 18,9 | 13200 | 14700 |
| 280 | 0.369 | 2,7 | 242 | 140 | 16,3 | 13200 | 14700 |
| 300 | 0.424 | 2,3 | 260 | 150 | 12,1 | 13400 | 14900 |
| 320 | 0. 482 482 | 2 | 277 | 160 | 8,3 | 13400 | 14900 |
Станки, обрабатывающие бревно до цилиндрической формы, появились больше века назад — они применялись для изготовления электрических и фонарных столбов, и на сегодняшний день имеются почти на каждом большом деревообрабатывающем предприятии. Но для производства оцилиндрованных бревен используется взаимосвязанный комплекс станков, который осуществляет последовательный набор операций по механической обработке древесины. Для того чтобы превратить обычное неошкуренное дерево в оцилиндрованное бревно, сначала его ствол предварительно очищают от коры, затем пропускают через систему фрез, обеспечивая идеальную цилиндрическую форму с тщательно обработанной поверхностью, после этого происходит торцовка бревен, производство пазов, замков (венцовых чашек), сверление технологических отверстий, обработка бревна антипиренами и антисептиками. В современном производстве оцилиндрованных бревен необходимые замки и пазы, а также математически выверенная поверхность изготавливаются с высокой точностью, в результате чего венцы из таких бревен имеют минимальные зазоры, а брусья могут соединяться под необходимым углом.
Технология производства оцилиндрованного бревна
Для изготовления оцилиндрованного бревна используется ель и сосна. В процессе ее оцилиндровки, наружный слой древесины срезается фрезами , выявляя внутреннюю структуру дерева , что при последующей обработке лаками позволяет отказаться от отделки.
Так как при изготовлении применяется древесина естественной влажности, бревно одинаково пропорционально по всей толщине достигает оптимальной влажности, при этом появление внутренних напряжений минимально, вследствие чего оцилиндрованное бревно подвергается наименьшим деформациям. В глубине бревна пропиливается компенсационный паз, в котором локализуются трещины усушки, благодаря чему усадка деревянного дома происходит равномерно, а количество поверхностных трещин сильно уменьшается.
Производство оцилиндрованных бревен происходит на станках по техническому заданию согласно проекту постройки дома. Каждое бревно складывается в стены в определенном порядке и обязательно маркируется для последующей сборки. На строительство дома потребуется бригада примерно из 4х человек, в зависимости от размеров и сложности проекта.
На строительство дома потребуется бригада примерно из 4х человек, в зависимости от размеров и сложности проекта.
Готовое оцилиндрованное бревно, в последствии покрывается антисептическим составом, основой которого является экологически чистый материал , и не требует последующей механической обработки.
Лучший Российский Лес!
Для производства оцилиндрованного бревна берется только лучшее сырье, ведь заготовка дерева происходит исключительно в экологически чистых районах России. Поставляемая продукция обладает высоким качеством и способна прослужить вам долгие годы, не подвергаясь существенным изменениям.
Производство оцилиндрованных бревен: технология
Дома из оцилиндрованных бревен завоевывают все большую популярность среди владельцев загородных участков. Это не удивительно, ведь оцилиндрованное бревно — натуральный и экологически безопасный материал, который охарактеризует гладкая и ровная поверхность, привлекательный внешний вид и высокие теплоизоляционные показатели.
Что такое оцилиндрованное бревно
Среди отличительных черт оцилиндрованного бревна выделяют одинаковые диаметры и гладкую поверхность без сучков и других изъянов. Это достигается за счет специальной обработки на современных деревообрабатывающих станках. В результате края у бревен получаются ровные, а стволы — одинаковые по форме и радиусу.
Это упрощает кладку материала, а строение делает изящным и элегантным. Универсальные стройматериалы подходят для строительства просторного загородного коттеджа и компактного дачного домика, летней беседки для отдыха и комфортной бани или сауны.
В качестве сырья при изготовлении оцилиндрованного бревна используют лиственницу и хвою. Сосна — самая востребованная порода дерева за счет оптимального соотношения цены и качества. Это прочная и доступная древесина, которую отличает устойчивость к влаге, легкость в обработке и эстетичный внешний вид с оригинальным рисунком.
Компания “МариСруб” заготавливает пиломатериалы в Республиках Марий Эл и Коми, в Кировской области. Эти регионы славятся хорошим крупным и прочным лесом.
Эти регионы славятся хорошим крупным и прочным лесом.
Диаметр бревен бывает различным и варьируется в пределах 160-320 мм. Размеры зависят от целей и региона строительства. Так, для беседки или маленького дачного домика подойдут материалы небольших диаметров. Дома для постоянного проживания в средней полосе России строят из бревен диаметром не менее 240 мм, а для северных регионов — свыше 260.
Мастера “МариСруб” помогут подобрать правильный диаметр бревен для будущего дома или бани, рассчитают необходимые объемы и стоимость.
10 причин строить дом из оцилиндрованного бревна
- Экологически чистое и безопасное жилье, в котором комфортно и уютно. Доказано, что живая древесина положительно влияет на самочувствие человека, улучшает сон и настроение;
- Древесина обеспечивает комфортный микроклимат внутри помещения, так как в деревянном доме кислород обновляется до 30% в сутки!
- Высокие тепло- и звукоизоляционные материалы создадут комфортную обстановку.
 В бревенчатом доме всегда будет тепло, спокойно и тихо;
В бревенчатом доме всегда будет тепло, спокойно и тихо; - За счет одинаковых диаметров и размеров, гладкой и ровной поверхности изделия легко укладывать. Поэтому монтаж бревенчатого дома не требует много усилий и не займет много времени;
- Бревенчатый дом гармонично впишется в окружающий пейзаж и выгодно выделиться на фоне других строений;
- Натуральная и эстетическая красота бревен украсит фасад, а интерьер сделает изысканным и уютным;
- Легкий вес древесины не требует установки дорогостоящего глубокого и массивного фундамента, что снижает затраты на итоговое строительство;
- Оцилиндрованные бревна легко поддаются обработке, что позволяет создавать интересные конструкции домов и бань. Это могут быть дома с шикарным резным балконом, просторной террасой или верандой в виде ротонды (шестиугольника). Много интересных вариантов вы можете найти в каталоге строительной компании “МариСруб” по ссылке http://marisrub.ru/proekts/all-proekts;
- Бревенчатые дома не требуют декоративной обработки, в таких помещениях будет гармонично смотреться отделка “под ноль”.
 Но по пожеланию бревна легко можно покрыть лаком, краской и другими декоративными средствами;
Но по пожеланию бревна легко можно покрыть лаком, краской и другими декоративными средствами; - Дома из оцилиндрованных бревен отличаются прочностью, надежностью и долговечностью.
Процесс изготовления бревен
Сортировка и первичная обработка
Мастера сортируют материалы по диаметрам, видам и назначению, убирают сучки с поверхности. Изготовление оцилиндрованного бревна происходит только из отборной древесины! Со стволов снимают верхний слой и укладывают так, чтобы обеспечить беспрерывную подачу пиломатериалов на станок.
Сушка
Сушка происходит естественным способом под навесом в сухом и прохладном месте либо при помощи сушильной камеры. Важно, чтобы в процессе обеспечивалась равномерная скорость сушки внутренних и наружных слоев. Ведь любая древесина снаружи сохнет быстрее, чем внутри, что приводит к образованию трещин.
При естественной сушке продолжительность процесса напрямую влияет на качество материалов. Чем дольше сушится дерево, тем лучше. Так, при естественной сушке около двух лет, длина трещины будет не более 2 мм. А при сушке менее года — доходит до 12 мм! Влажность древесины после сушки составляет до 15-18%.
Так, при естественной сушке около двух лет, длина трещины будет не более 2 мм. А при сушке менее года — доходит до 12 мм! Влажность древесины после сушки составляет до 15-18%.
Оцилиндровка и изготовление бревен
Каждое бревно по отдельности обрабатывают на специальном оборудовании. Оцилиндровка происходит в строго необходимый диаметр. Согласно техническим нормам допускается перепад диаметров по длине ствола до 2-4 мм. Затем выпиливают продольный (лунный) паз и делают компенсационный (разгрузочный) пропил.
Компенсационный пропил снимает напряжение с древесных волокон, что помогает избежать образования новых трещин после сборки и усадки сруба. Пропил выполняют вдоль поверхности материала в виде ровного паза толщиной 8-10 мм и глубиной ¼. А чтобы избежать попадания влаги в древесину, изделие укладывают пропилом вверх. Тогда верхнее бревно закроет разрез.
Все работы выполняют за один проход материалов, что ускоряет и упрощает изготовление.
Торцовка бревен и нарезка чашек по проекту
Бревна разделяют на части при помощи торцовочного станка. Проводят зарезание пазов и шипов на торцах для сращивания по длине или для установки оконных и дверных проемов. После этого происходит нарезка чашек под подготовленный проект деревянного дома или бани. Нарезку делают при помощи лазерной разметки и высокоточного оборудования.
Проводят зарезание пазов и шипов на торцах для сращивания по длине или для установки оконных и дверных проемов. После этого происходит нарезка чашек под подготовленный проект деревянного дома или бани. Нарезку делают при помощи лазерной разметки и высокоточного оборудования.
Обработка защитными средствами
Дерево — живой материал, который подвергается негативному воздействию влаги, насекомых, ультрафиолета и других проявлений окружающей среды. Чтобы надолго сохранить первоначальные свойства древесины и повысить эксплуатационный срок, изделия покрывают специальными защитными средствами. Антисептики спасут древесину от плесени и грибка, насекомых и гнили. Антипирены защитят от огня.
Завершающие работы
Производство оцилиндрованного бревна завершается контролем замеров и маркировкой изделий в соответствии с проектом будущего строения. Это поможет избежать ошибок при сборе сруба. Материалы складывают в специальные стопы, при этом каждый ряд прокладывают брусьями. Это обеспечит естественную вентиляцию бревен, что положительно сказывается на хранении материалов.
Это обеспечит естественную вентиляцию бревен, что положительно сказывается на хранении материалов.
Технология изготовления бревен
Технология изготовления бревен бывает двух типов и различается по применяемому оборудованию.
Проходные станки подразумевают подачу ствола через специальное обрабатывающее устройство, что ускоряет процесс изготовления бревен. это более дорогое оборудование, однако окупается оно быстрее позиционных. Позиционные станки отличает доступность и небольшая стоимость, но низкая производительность. Давайте разберемся, какая технология лучше.
| Проходная технология | Позиционная технология |
| Непрерывная подача бревен, что обеспечивает высокую скорость работы | Необходимость в перенастройках оборудования, что замедляет работу |
| Одновременная оцилиндровка бревен разной длины | Одновременно можно обрабатывать изделия только одной длины |
Можно обрабатывать различные виды древесины, среди которых блок-хаус, вагонка, доски и пр. . . | Требует квалифицированных мастеров для настройки оборудования |
| Сохраняет кривизну исходного материала, что требует более тщательного отбора сырья либо нарезки заготовок на части длиной не более 2ух метров | Исправляет кривизну исходных материалов и позволяет получить идеально ровные и гладкие изделия |
| Производительность составляет 35-40 м3 за 8 часов работы | Производительность составляет 16-26 м3 за 8 часов работы |
В компании “МариСруб” используют станки проходного типа, что позволяет изготовить сруб в кротчайшие сроки. Подробнее о производстве оцилиндрованных бревен в “МариСруб”, читайте по ссылке http://marisrub.ru/informatsiya/proizvodstvo-doma-iz-otsilindrovannogo-brevna-etap/.
Как правильно выбрать оцилиндрованные бревна
При строительстве деревянного дома или бани важно правильно выбрать бревна, ведь качество материалов напрямую влияет на долговечность и внешний вид будущего строения. Выбирайте ту строительную фирму, которая не только строит, но и самостоятельно изготавливает оцилиндрованные бревна. Такие компании несут ответственность и за работы по строительство, и за качество строительных материалов.
Выбирайте ту строительную фирму, которая не только строит, но и самостоятельно изготавливает оцилиндрованные бревна. Такие компании несут ответственность и за работы по строительство, и за качество строительных материалов.
Собственный завод по изготовлению пиломатериалов в строительной фирме — гарантия надежности и долговечности бревен. Кроме того, такие компании экономят на доставке и посредниках, что сокращает стоимость конечных стройматериалов.
Перед строительством узнайте где и как заготавливают сырье, откуда привозят древесину, условия доставки и хранение изделий. Проверьте наличие сертификатов и по возможности посетите завод, проверьте производство и качество бревен. Учтите, что далеко не все фирмы-производители проводят антисептирование! Поэтому перед приобретением материалов обязательно уточняйте этот факт.
Качественное оцилиндрованное бревно характеризуют следующие признаки:
- желтый или темно-желтый цвет ствола;
- отсутствие червоточин и гнили, механических повреждений и смоляных кармашков, больших сучков;
- допускается небольшой природный брак и наличие сучков малого диаметра;
- заготовки одной породы древесины и одного диаметра;
- ровные и непрокрученные стволы с плотным ровным срезом;
- на торце каждого изделия располагают маркировку, которая указывает спецификацию;
- желательно выбирать бревна, которые срублены в зимний период.
 Зимой дерево более устойчиво к влаге.
Зимой дерево более устойчиво к влаге.
Компания “МариСруб” предоставляет только качественные бревна, изготовленные согласно нормам ГОСТа. Хранение, перевозка, погрузка и выгрузка материалов выполняется по правилам транспортировки леса и длинномерного груза, что исключает любое повреждение и загрязнение поверхности материалов.
В наличии собственный завод про производству оцилиндрованных и рубленых бревен, которые подвергаются тщательной и щадящей обработке, в обязательном порядке проводится антисептирование.
Мастера “МариСруб” не только самостоятельно изготавливают строительные материалы, но и строят дома “под ключ”. Специалисты выполнят полный спектр работ, который включает создание проекта и установку сруба, монтаж фундамента и кровли, проведение коммуникаций и чистовую отделку.
«ОЦБ-43» — производство — описание технологического процесса по изготовлению оцилиндрованного бревна
Производственная база находится в Кировском регионе. Готовые изделия отвозятся к локации сборки. Вот основные этапы рабочего процесса.
Готовые изделия отвозятся к локации сборки. Вот основные этапы рабочего процесса.
Ступени производства продукции
1. Заготовка
Заготовка пиловочника делается зимой, а точнее с конца осени до начала весны, пока в дереве отсутствует сокодвижение.
2. Сортировка
Сортировка заготовленного дерева согласно размеру и поставка в цех изготовления. Обычно, ширина «сырого» бревна, которая измеряется по части вершины, должна превышать ширину будущего изделия миллиметров на двадцать. Бревна выбирают, чтобы минимизировать утрату жесткого древесного слоя.
Пиловочник под изготовление оцилиндрованного бревна отбирается по ГОСТу 9463-88. Сырье делится на сорта – первый и второй.
3. Обработка.
Отобранный материал попадает на обработку в автомат. Оцилиндрованное бревно идет на линию разметки. Там оно размечается и маркируется, после чего производится раскрой на отдельные части.
4.
 Раскрой.
Раскрой.
Части дома, требующие выполнения соединения, то есть чаши, идут на специальный станок. По готовой разметке бревно распиливают в длину, делая детали сруба.
5. Упаковка.
Готовые заготовки для строения пакуют в особые упаковки и везут на склад, а оттуда – к локации строительства.
В нашей работе используется техника высокой точности, минимизирующая венцовые зазоры и обеспечивающая вероятность соединения частей стен в любой конфигурации. Так мы производим наборы для возведения деревянных зданий. Такая технология минимизирует потери тепла в будущем строении. Важно уточнить, что плюсом оцилиндрованного бревна является и его необыкновенная крепость, обеспечивающая постройкам длительный срок службы.
«ОЦБ-43» отличается особенным подходом к любому строительному объекту. Все оговоренные с заказчиком сроки безупречно соблюдаются.
Оборудование для изготовления оцилиндрованного бревна
Наше предприятие оснащено современным новейшим оборудованием – станками фирмы «ТЕРМИТ», которые изготовлены на одноименном станкоинструментальном заводе в 2013-ом году. Основные разновидности устройств: позиционные и проходные.
Основные разновидности устройств: позиционные и проходные.
Автомат деревообрабатывающий широкого назначения «ТЕРМИТ-320У»
Деревообрабатывающий станок, при помощи которого бревна превращаются в профильный брус. Таким образом, происходит изготовление оцилиндрованного кругляка. Устройство станка дает возможность получать оцилиндровку шириной 160-320 миллиметров.
На установке используется эксклюзивный метод фрезерования паза, дающий гарантию корректной формы продольного углубления, а также делает невозможным проворачивание дерева в автомате. Устройство оснащено механизмом мягкой регулировки быстроты подачи, который отвечает за повышенное качество получаемого материала и приумножает продуктивность.
«ТЕРМИТ-320-ЧПГ»
Автомат для образования венцовой чаши работает на гидравлике. Его назначение – формирование венцового углубления под углами в тридцать, сорок пять и девяносто град. в дереве при изготовлении деталей сруба.
Этот двухшпиндельный автомат не знает себе равных, он гарантирует безупречное качество наружности дерева, вырезая наклонную чашу.
«ТЕРМИТ 320ТГ(М)»
Эта техника используется, чтобы торцевать бревна при изготовлении деталей сруба.
Устройство для затачивания острых деталей «TчH-1R-F000.00РЭ»
Заостряющий станок служит для затачивания любого вида ножей, фрез из твердых сплавов, используемых на оборудовании марки “Термит”.
Производство домов из оцилиндрованного бревна
/ Производство
Компания «Русские хоромы» предлагает полный комплекс услуг по строительству домов из оцилиндрованного и рубленого бревна. Устанавливать доступные цены на деревянные дома нам позволяет собственное производство: свои участки леса под вырубку, строительно-производственная база, собственная площадка по сбору готовых проектов.Наше производство деревянных домов из оцилиндрованного бревна контролируется на каждом этапе, начиная с проектирования и заканчивая сборкой и сдачей готовой постройки в эксплуатацию с полным оснащением инженерными системами.
Производство оцилиндрованного бревна
Компания «Русские хоромы» занимается производством оцилиндрованного бревна из лиственницы и кедра. Экологически чистая древесина северных регионов отличается особой прочностью, надежностью и высоким показателем плотности. Для производства оцилиндрованного бревна разного диаметра мы используем древесину первого сорта.
Экологически чистая древесина северных регионов отличается особой прочностью, надежностью и высоким показателем плотности. Для производства оцилиндрованного бревна разного диаметра мы используем древесину первого сорта.
Производство рубленых деревянных домов любой сложности
Мы предлагаем как типовые проекты, так и индивидуальные. В процессе производства и строительства деревянных домов мы выполняем весь цикл работ без привлечения сторонних организаций. Это значит, что мы несем личную ответственность за каждый проект, гарантируем высокое качество бревна и расходных материалов, а также полностью контролируем каждый этап строительства.
Производство домов ручной рубки из кедра
Преимущества рубленых домов и бань из кедра:
- Плотная структура бревен, сохраняющих тепло и препятствующих проникновению влаги;
- Высокая сопротивляемость процессам гниения;
- Полезный для здоровья аромат и микроклимат;
- Долговечность.
Производство домов из оцилиндрованного бревна лиственницы
Преимущества рубленых домов и бань из лиственницы:
- Не гниют и не синеют;
- Имеют высокий показатель прочности (109 ед.
 по шкале Бриннеля), огнестойкости и шумопоглощения;
по шкале Бриннеля), огнестойкости и шумопоглощения; - Устойчивы к влаге и к атмосферным явлениям;
- Создают благоприятный микроклимат;
- Обладают низкой теплопроводностью и эффективно аккумулируют тепло.
Производство деревянных домов от компании «Русские хоромы» — это доступная возможность жить в экологически чистом доме с привлекательным дизайном и неповторимой атмосферой природного тепла и уюта.
Все вопросы задавайте по телефонам:
+7(495)212-10-80
+7(495)410-80-70
8(800)555-18-74
(бесплатно по России)
Цена куба (м3) оцилиндрованного бревна под дом | Оцилиндрованное бревно под проект
Производство оцилиндрованного бревна расположено на севере Кировской области, г. Мураши, в 120 километрах на север от г. Кирова.
Стеновой материал из оцилиндрованных бревен мы изготавливаем только из северного кировского леса, а эта высококачественная древесина (сосна, ель) является лучшим выбором для производства качественного оцилиндрованного бревна. (доказано временем).
(доказано временем).
Основа стабильности и гарантия качества выпускаемой продукции– это современное высокотехнологичное оборудование и наши рабочие – профессионалы своего дела, которые за всё время работы сработались между собой в сплоченный работоспособный коллектив.
изготовления сруба дома, бани из оцилиндрованных бревен
На производственную площадку поступает отборный пиловочник 1 сорта. ГОСТ 9463-88. После приемки весь лес сортируется на производственной площадке по диаметрам и породам древесины, ель, сосна, осина, чтобы при обработке бревна в станке снимать минимальный слой дерева, и соответственно сохранять максимально прочность древесины. В апреле-мае штабеля леса дополнительно обрабатываются специальными антисептиками, чтобы сберечь лес до конца лета.
Затем брёвна нужного диаметра в зависимости от заказа отправляются в цех, где они обрабатываться в оцилиндровочном станке токарно-роторного типа ОФ-30Ц (лучшего типа для изготовления оцилиндрованных бревен) и превращаются в ровные цилиндры. Наша компания производит оцилиндрованное бревно диаметром от 180 до 300 мм на станке ОФ–30Ц. Станок отличается следующими показателями: высокая производительность, точность и постоянство в диаметре, идеально ровная «ось» бревна, точные геометрические размеры и красивый, гладкий внешний вид бревна.
Наша компания производит оцилиндрованное бревно диаметром от 180 до 300 мм на станке ОФ–30Ц. Станок отличается следующими показателями: высокая производительность, точность и постоянство в диаметре, идеально ровная «ось» бревна, точные геометрические размеры и красивый, гладкий внешний вид бревна.
Далее готовый погонаж с продольным пазом поступает на разметочную эстакаду. Станочник производит разметку деталей, согласно проектной спецификации, и режет детали на торцовочном станке.
Затем торцованные детали поступают в станок для выборки венцовых чаш. Нарезка чашки производится как под стандартным углом 90 градусов, так и под углами 45 и 60 градусов.
Наши станки, оцилиндровочный, торцовочный и чашкорезный, оборудованы лазерными прицелами, что позволяет нам изготавливать детали дома из оцилиндрованного бревна с высокой точностью.
Далее готовые детали подаются в ванну антисептирования, где каждая деталь погружается в антисептирующий раствор на 5 мин, пропитывается полностью и далее уже не синеет на время транспортировки и сборки сруба.
Затем готовые антисептированные детали укладываются в складе на прокладки и под крышей и ждут своего часа погрузки.
Погрузка детали со склада подаются по транспортеру на погрузочный стол и происходит их укладка вручную в автотранспорт.
Отправляем сначала в первой машине нижние венцы сруба, подкладные доски, балки перекрытия, нагеля и комплект материалов для сборки, чтобы сразу по прибытию первой машины начинать монтаж дома.
Начинается сборка Вашего дома. Можно ознакомиться, как происходит строительство дома в нашем разделе строительство дома
Секреты производства оцилиндрованного бревна
Все чаще в современном Мире при строительстве частных, загородных домов используют технологии строительства домов из оцилиндрованного бревна, ведь если разобраться — то строительство домов из оцилиндрованного бревна имеет множество достоинств и положительных характеристик, о которых пойдет речь ниже в статье:
• Строительство домов из оцилиндрованного бревна дает гладкие и ровные стены, оцилиндрованное бревно из Сибирского леса с естественной влажностью не поддается трещинам, а значит построенный дом из оцилиндрованного бревна будет прочным, а так же с прекрасными эксплуатационными характеристиками частным жильем;
• Как уже говорилось ранее, влажность оцилиндрованного бревна естественная, при производстве оцилиндрованного бревна применяются современные технологии, современное оборудование — весь процесс контролируется специалистами. Оцилиндрованное бревно — это высококачественный, а так же натуральный, экологически чистый строительный материал, который успешно и актуально применяется для строительства современных, деревянных домов с индивидуальными дизайн проектами, дома из оцилиндрованного бревна прослужат длительное время, так же экологическая чистота строительных материалов будет только положительно влиять на комфорт и уютность проживания в нем людей;
Оцилиндрованное бревно — это высококачественный, а так же натуральный, экологически чистый строительный материал, который успешно и актуально применяется для строительства современных, деревянных домов с индивидуальными дизайн проектами, дома из оцилиндрованного бревна прослужат длительное время, так же экологическая чистота строительных материалов будет только положительно влиять на комфорт и уютность проживания в нем людей;
• оцилиндрованное бревно, как строительный материал практически не поддается усадке, даже если усадка и присутствует то составляет она один, либо два процента — это прямым образом влияет положительно на строительство, а так же возведение домов из оцилиндрованного бревна, ведь нет необходимости ожидать усадку дома. Строительство дома из оцилиндрованного бревна займет практически на 3, либо 5 месяцев меньше, чем строительство прочих домов из древесных и деревянных экологически чистых материалов;
• В стандарте, длина оцилиндрованного бревна составляет 6 метров, в отдельных ситуациях длина оцилиндрованного бревна может составлять 9 метров, что позволяет использовать балки из бруса для межэтажных перекрытий в размерах от 6 метров и длинее в зависимости от дизайн проекта дома. Так же с помощью оцилиндрованного бревна можно добиться прекрасной ширины помещений в доме — без использования столбов, а так же их перерубов;
Так же с помощью оцилиндрованного бревна можно добиться прекрасной ширины помещений в доме — без использования столбов, а так же их перерубов;
• Возведенные стены из оцилиндрованного бревна не пропускают влажности — ведь лунные пазы конструкции очень жестко фиксируют бревно в стенах дома, вместе с тем строительство дома из оцилиндрованного бревна может происходить в участках с теплыми и суровыми климатическими условиями — одинаково успешно.
В заключение хочется добавить, что строительство дома из оцилиндрованного бревна, как вы уже успели заметить имеют такие достоинства, как: короткие сроки времени при возведении/ строительстве дома из оцилиндрованного бревна, практически минимальные сроки усадки дома, высокие эксплуатационные характеристики оцилиндрованного бревна в качестве строительного материала, для возведения экологически чистых, современных, деревянных домов — и прочие ценные и полезные характеристики, благодаря применению для строительства дома — из оцилиндрованного бревна.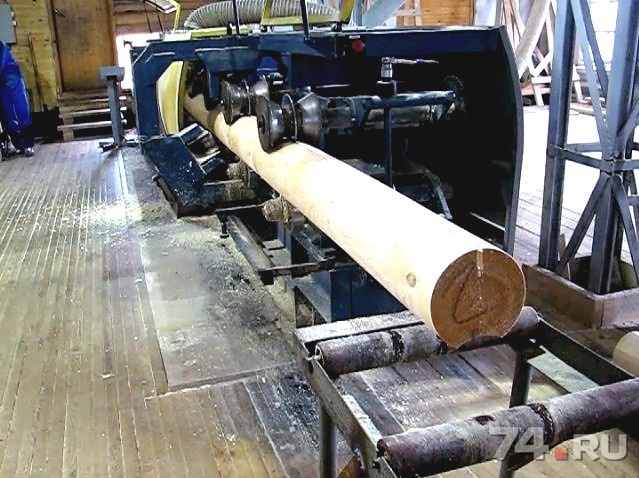
Идеально круглые бревна вытачивают только из хвойных пород дерева, славящихся особой прочностью и уникальными оздоровительными качествами. Ангарская сосна и Сибирская лиственница – все они отлично переносят невзгоды климата и менее подвержены гниению, поражению грибком и плесенью, нежели их теплолюбивые лиственные «родственники».
Процесс «рождения» оцилиндрованного бревна начинается с чистки заготовки от коры. После этого ее пропускают через деревообрабатывающий станок, где она лишается мягкого верхнего слоя древесины (заболони), что повышает теплосберегательные показатели грядущего материала и снижает объем трещин при усушке. На свет возникает гладкое бревно безупречно круглой формы. В будущем материал сушится, подгоняется под размер и оснащается всеми нужными монтажными пазами для стремительной и беспроблемной сборки здания. При этом размер всех выпиленных выемок и отверстий настоль математически точен, что бревна дозволено укладывать под любым углом, все равно будет обеспечена их плотная стыковка в срубе.
Завершающий этап — обработка бревен защитными пропитками. Тщательно шлифовка и подгонка заготовок позволяют значительно сэкономить на внутренних отделочных работах. Стены не необходимо облицовывать либо перекрашивать в другой цвет, теплый и мягкий оттенок натуральной древесины придаст домашней атмосфере особую теплоту и душевность.
Оцилиндрованное бревно — производство и строительство домов из него. — CY43
Дома из оцилиндрованного бревна — одна из основных задач компании SU43.
В 2013 году, исходя из потребностей российского рынка и большого опыта строительства коттеджных домов, компания приняла решение о создании отдельной производственной линии по производству оцилиндрованного бревна — ОСБ-43. Чтобы производственная линия производила качественную продукцию, было закуплено новое оборудование от Термитского станкостроительного завода.
ОСБ-43 имеет собственный производственный цикл и схемы проектирования для строительства из оцилиндрованного бревна. Его услуги делятся на несколько категорий, а именно:
Его услуги делятся на несколько категорий, а именно:
- Проектная застройка индивидуального дома, бани или любой малоэтажной инфраструктуры. Вы также можете выбрать готовый проект в разделе «Проекты» на сайте.
- Производство и продажа оцилиндрованного бревна. В разделе «Оборудование» на сайте вы можете найти информацию о станках, которые используются в производственной линии.
- Доставка журнала. Изготовленные журналы своевременно доставляются в адрес заказчика.
- Строительство домов или любых деревянных конструкций. Поскольку увидеть значит поверить, мы сфотографировали каждый построенный дом и разместили их для дальнейшего использования. Для просмотра изображений выберите на сайте раздел «Построенные дома».
ОСБ-43 находится в Кировской области, субъекте Российской Федерации, расположенном в центрально-восточной части европейской части России. Как всем давно известно, этот регион России преимущественно покрыт густым лесом.Так что если вы решили покупать бревна у нас, то качество обязательно вас порадует, а цена будет намного ниже, чем в других регионах.
| № | Диаметр | Единица измерения | Цена, долл. |
|---|---|---|---|
Бревно оцилиндрованное с насечкой по ТУ | |||
| 1 | 20,22 см | 1 м3 | от 170 |
| 2 | 24,26 см | 1 м3 | от 170 |
| 3 | 28,30,32 см | 1 м3 | от 170 |
Производство оцилиндрованного бревна.
Рубки оцилиндрованного бревна производятся только зимой. В это время года сосновый бор намного суше, и отсутствие сокодвижения является преимуществом. Поэтому, когда у дерева меньше влаги, ему нужна только более простая процедура обработки. Кроме того, он достаточно быстро сохнет и становится менее подверженным гниению и короблению. Следовательно, усадка уменьшается.
Обработка логов происходит поэтапно. Использование современного оборудования в деревообрабатывающей промышленности позволяет производить бревна самого высокого качества.
- На первом этапе с бревна снимается кора, затем ее пропускают через ряд фрез. После чего выходит изделие идеальной цилиндрической формы с гладкой поверхностью.
- Второй — это процесс обрезки. С точностью, основанной на измерении, нарезаются крепежные замки и пазы. Это закрывает зазоры между бревнами при подгонке. В результате конструкция приобретает хорошие теплоизоляционные свойства.
- Завершающий этап — покрытие. Бревна покрыты специальным веществом, чтобы защитить их от гниения или определенных повреждений во время строительства.Эта процедура также делает материал огнестойким.
Преимущества.
- Оцилиндрованные бревна, используемые в конкретном доме, имеют одинаковый радиус. Это придает дому простой, но элегантный вид.
- Стоимость значительно ниже по сравнению с другими деревянными материалами для домостроения.
- В результате замкнутого соединения бревен может быть достигнута очень хорошая теплоизоляция, а также прочность и надежность конструкции на высоком уровне.

- Бревно — это натуральный строительный материал. Это один из важных моментов, который следует учитывать при выборе материала для строительства.
Недостатки.
- Внутренняя отделка возможна только после усадки, а это займет около полугода.
- Трещины могут появиться внутри и снаружи и могут нуждаться в восстановлении.
Что такое бревенчатый дом?
Дизайн дома из бревен наверняка придется по вкусу ценителям атмосферы русского леса, ведь в нем сохранены все черты дерева.Это создает особый микроклимат и делает атмосферу комфортной и уютной. Благодаря отличным свойствам дома из бревна совершенно не подвержены влиянию климатических условий, что очень важно как в жарком, так и в морозном климате.
Бревенчатое строительство пользуется большой популярностью, прежде всего, благодаря свойствам древесины. Его уникальные характеристики позволяют построить дом отличного качества. Качественная поверхность бревна, подвергнутая дополнительной обработке при производстве, не требует дорогостоящих отделочных работ. Высушенное бревно избавляет от развития внутри него любых микроорганизмов и грибков. Благодаря своим природным свойствам он позволяет стенам дома «дышать», что также положительно сказывается на здоровье людей, живущих в этом доме.
Высушенное бревно избавляет от развития внутри него любых микроорганизмов и грибков. Благодаря своим природным свойствам он позволяет стенам дома «дышать», что также положительно сказывается на здоровье людей, живущих в этом доме.
Строительство бревенчатых домов теперь стало быстрым и удобным процессом. Установка становится еще удобнее, так как все детали и процедуры дома выполняются самой фабрикой. Элементы крепления изготавливаются заранее. На поверхность бревна наносится специальный раствор, предохраняющий его от пожара и разрушения.
Строительство деревянных домов из оцилиндрованного бревна. Производство домов из бревна
Производство бревна заключается в том, что это ствол дерева, очищенный от веток и обработанный до цилиндрической формы. Основным преимуществом оцилиндрованного бревна является его круглая ровная форма, обеспечивающая плотное соединение. Диаметр бревен, используемых для строительства деревянных домов, колеблется от 160 до 220 мм, иногда достигая 240 мм.Профилированный брус гораздо меньше деформируется при старении. А благодаря высочайшему качеству обработки поверхности и одинаковому диаметру изготавливаемые оцилиндрованные бревна не требуют дополнительной обработки.
Основным преимуществом оцилиндрованного бревна является его круглая ровная форма, обеспечивающая плотное соединение. Диаметр бревен, используемых для строительства деревянных домов, колеблется от 160 до 220 мм, иногда достигая 240 мм.Профилированный брус гораздо меньше деформируется при старении. А благодаря высочайшему качеству обработки поверхности и одинаковому диаметру изготавливаемые оцилиндрованные бревна не требуют дополнительной обработки.
Изготовление бревен
Выгрузка на объект
Цены на оцилиндрованное бревно
| Диаметр (мм) | Объем бревен (м 3) | Количество бревен в м 3 (шт.) | Высота (мм) | Ширина канавки (мм) | Линейные метры в м 3 | Цена в Кирове (руб. За м 3) | Цена в Краснодаре (руб. За м 3) |
|---|---|---|---|---|---|---|---|
| 180 | 0.1526 | 6,55 | 155 | 90 | 39,3 | 5950 | 7750 |
| 200 | 0,1884 | 5,3 | 170 | 100 | 32 | 5950 | 7750 |
| 220 | 0,228 | 4,39 | 190,5 | 110 | 26,3 | 5950 | 7750 |
| 240 | 0. 2714 2714 | 3,69 | 208 | 120 | 22,1 | 5950 | 7750 |
| 260 | 0,3185 | 3,14 | 225 | 130 | 18,9 | 6450 | 7950 |
| 280 | 0,369 | 2,7 | 242 | 140 | 16,3 | 6450 | 7950 |
Станки для обработки бревна цилиндрической формы появились более века назад — на них изготавливали электрические и фонарные столбы, а сегодня есть практически каждое крупное деревообрабатывающее предприятие.Но для производства оцилиндрованного бревна используется взаимосвязанный комплекс станков, выполняющий последовательный набор операций по обработке дерева. Чтобы превратить обычное дерево без покрытия в оцилиндрованное бревно, сначала его ствол очищают от коры, затем его пропускают через систему фрезерования, обеспечивая идеальную цилиндрическую форму с тщательно обработанной поверхностью, затем происходит обрезка бревен, производство изготовление пазов, замков (коронок), сверление технологических отверстий, обработка бревен антипиренами и антисептиками. В современном производстве цилиндрических бревен с высокой точностью выполняются необходимые замки и пазы, а также математически выверенная поверхность, в результате чего венцы из таких бревен имеют минимальные зазоры, а балки можно соединять по требуемый угол.
В современном производстве цилиндрических бревен с высокой точностью выполняются необходимые замки и пазы, а также математически выверенная поверхность, в результате чего венцы из таких бревен имеют минимальные зазоры, а балки можно соединять по требуемый угол.
Технология производства бревна
Для изготовления бревен используются ель и сосна. В процессе его оцилиндровки фрезерами вырезается внешний слой древесины, раскрывая внутреннюю структуру дерева, что при последующей обработке лаками позволяет отказаться от отделки.
Поскольку при производстве используется древесина естественной влажности , бревно равномерно пропорционально по толщине достигает оптимальной влажности, при этом возникновение внутренних напряжений минимально, в результате чего бревно подвергается минимальным деформациям. В глубине бревна вырезается компенсационный паз, в котором локализуются трещины высыхания, за счет чего усадка деревянного дома происходит равномерно, а количество поверхностных трещин значительно уменьшается.
Изготовление бревна происходит на станках согласно ТУ согласно проекту строительства жилого дома.Каждое бревно складывается в стены в определенном порядке и должно быть размечено для последующей сборки. Для строительства дома потребуется бригада из 4 человек в зависимости от размера и сложности проекта.
Готовое оцилиндрованное бревно впоследствии покрывается антисептическим составом, в основе которого лежит экологически чистый материал, и не требует последующей механической обработки.
| Строительные материалы | |||
|---|---|---|---|
| Как выглядит | Тип А | Размер Варианты, мм | Цена за 1 куб м, руб |
| Брус клееный (ель, сосна) (производство: ОАО «Сокольский деревообрабатывающий завод» (ОАО «С-ДОК», ТМ Сокол, ранее использовалось ТМ НЛК «Домостроение»)) | 180×200 | 28 800 | |
| 180×240 | 28 800 | ||
| 240×200 | 30200 | ||
| 240×240 | 30200 | ||
| 280×200 | 31 300 | ||
| 280×240 | 31 300 | ||
| Профильная камера сушки (архангельская сосна) | 190×190 | 16 500 | |
| Бревно (сосна архангельская) | 220 | 9 300 | |
| 240 | 9 500 | ||
| 260 | 10 000 | ||
| 280 | 10 500 | ||
| Бревно рубленое (ручная распиловка) (сосна архангельская) | 220 — 260 | 11 000 | |
| 260–300 | 12 000 | ||
| 300 — 360 | 13 000 | ||
Компания «Архангельский Дом» занимается проектированием и строительством деревянных домов, коттеджей и коттеджей в Москве и Московской области. Мы производим материалы из экологически чистых хвойных пород, выращенных в лесах Архангельска.
Мы производим материалы из экологически чистых хвойных пород, выращенных в лесах Архангельска.
Каждый брус (кроме клееного) или бревно мы закупаем самостоятельно, поэтому гарантируем качество, красоту, надежность и безопасность. Предлагаем вам ознакомиться с фото готовых работ и узнать больше о производстве загородных домов и бань в Москве — возможно, среди реализованных проектов вы найдете дом своей мечты.
Узнайте об особенностях домов из бревна, ручного бревна, а также из клееного и профилированного бруса!
Продукция из бревен
Оцилиндрованное бревно частично заменило строганное бревно.С развитием технологий специалисты отошли от ручного труда, перенеся самые трудоемкие операции на машины, которые могут производить точно, быстро и недорого.
Технология производства в нашей компании состоит из нескольких этапов. Сначала пиломатериалы обрабатываются на современном оборудовании, затем пропитываются антисептиком — защита от плесени, грибка и насекомых — проверяются на качество, затем фасуются и отправляются. Клиент получает идеальные бревна в нужном количестве, из которых наши специалисты строят деревянный дом от производителя.
Клиент получает идеальные бревна в нужном количестве, из которых наши специалисты строят деревянный дом от производителя.
С внешними характеристиками таких коттеджей вы можете ознакомиться в разделе фото.
Изготовление бревна ручная кабина
В результате вы получаете свою «избу», но в современном исполнении и без изъянов.
Продукция из профилированного бруса
Профилированный брус изготавливается из пиломатериалов, которые поступают на специальные обрабатывающие станки. На станках сделана особая пазогребневая система: благодаря ей бруски складываются, как конструктор Лего, и позволяют строить дачи, дома и сауны без гвоздей.Завершающий этап производства и продажи жилых домов из профилированного бруса — создание замков, «чашек». Мы используем лучшие материалы и высокоточное импортное оборудование, практически полностью исключающее человеческий фактор.
Примеры работ — в соответствующем разделе на сайте!
Производство клееного бруса
И, наконец, клееный брус, который, как и все остальное, изготавливается из настоящей архангельской сосны или ели.
В начале работы наши специалисты закупают пиломатериалы, которые помещают в сушильные камеры до достижения влажности 8-10%.На современном зарубежном оборудовании полученный материал обрабатывается, а затем склеивается водостойким клеем. Профилирование и раскрой происходит на станке, очередная обработка для удобства последующей сборки, сборки и отправки в Подмосковье, где наши специалисты уже готовятся к производству деревянного дома, дачи или бани.
Брус экологически чистый и по своим функциональным и эстетическим характеристикам ничуть не уступает бревну.
Компания «Русские Особняки» предлагает полный комплекс услуг по строительству домов из бревна и рубленого бревна. Собственное производство позволяет устанавливать доступные цены на деревянные дома: собственные лесные участки для рубок, строительно-производственная база, собственная площадка для сбора готовых проектов. Наше производство деревянных домов из бревна контролируется на всех этапах, от проектирования до окончательной сборки и ввода зданий в эксплуатацию с полным оснащением инженерных систем.
Производство бревен
Компания «Русские Особняки» занимается производством бревна из лиственницы и кедра. Экологически чистая древесина северных регионов отличается особой прочностью, надежностью и высоким показателем плотности. Для производства бревен разного диаметра мы используем древесину первого сорта.
Производство деревянных рубленых домов любой сложности
Предлагаем как типовые проекты, так и индивидуальные. В процессе производства и строительства деревянных домов мы выполняем весь цикл работ без привлечения сторонних организаций.Это означает, что мы несем персональную ответственность за каждый проект, мы гарантируем высокое качество бревна и расходных материалов, а также полностью контролируем каждый этап строительства.
Производство домов из кедра
Достоинства бревенчатых домов и кедровых бань:
- Плотная структура бревна, сохраняющая тепло и препятствующая проникновению влаги;
- Высокая устойчивость к процессам гниения;
- Здоровый аромат и микроклимат;
- Прочность.

Производство домов из бревна лиственницы
Преимущества бревенчатых домов и бань из лиственницы:
- Не гниют и не синеют;
- Обладают высокими показателями прочности (109 единиц по шкале Бриннеля), огнестойкостью и звукопоглощением;
- Устойчив к влаге и атмосферным условиям;
- Создание благоприятного микроклимата;
- Они обладают низкой теплопроводностью и эффективно сохраняют тепло.
Производство деревянных домов от компании «Русские Особняки» — это доступная возможность жить в экологически чистом доме с привлекательным дизайном и неповторимой атмосферой природного тепла и уюта.
Оцилиндрованное бревно — это бревно, обработанное на специальном оборудовании и имеющее одинаковый диаметр по длине. В зависимости от типа используемой машины бревну можно придать особый профиль. При изготовлении круглого бревна используются высокоточные фрезы, которые также включают обрезку и нарезку шипов в материале. Благодаря этому подготовка материала (стеновой комплект бревен) для строительства сруба или дома из «цилиндра» осуществляется быстро и очень качественно.Благодаря высокоточной технологии минимизируются зазоры по углам сруба. За счет точности изготовления оцилиндрованного бревна и маркировки каждой детали строительство сруба из стенового комплекта из оцилиндрованного бревна не займет много времени. Кроме того, благодаря предварительной нарезке пазов соединение элементов стен сруба возможно под любым углом. Так что если вы хотите сделать разбитый эркер или треугольную гостиную в доме или бане — пожалуйста.К достоинствам оцилиндрованного бревна можно также отнести его необычайную прочность, несравнимую с любым клееным материалом. Срубы деревянных домов и бань из массива дерева отличаются большим сроком эксплуатации, чем дома из клееного бруса. Оцилиндрованное бревно производится на оборудовании проходно-токарно-роторного типа. Нарезка комплектов сруба производится на чашорезке с поворотной станиной, что позволяет резать чашу не только под углом 90 градусов, но и изготавливать эркеры под углом 45 и 60 градусов.
Благодаря этому подготовка материала (стеновой комплект бревен) для строительства сруба или дома из «цилиндра» осуществляется быстро и очень качественно.Благодаря высокоточной технологии минимизируются зазоры по углам сруба. За счет точности изготовления оцилиндрованного бревна и маркировки каждой детали строительство сруба из стенового комплекта из оцилиндрованного бревна не займет много времени. Кроме того, благодаря предварительной нарезке пазов соединение элементов стен сруба возможно под любым углом. Так что если вы хотите сделать разбитый эркер или треугольную гостиную в доме или бане — пожалуйста.К достоинствам оцилиндрованного бревна можно также отнести его необычайную прочность, несравнимую с любым клееным материалом. Срубы деревянных домов и бань из массива дерева отличаются большим сроком эксплуатации, чем дома из клееного бруса. Оцилиндрованное бревно производится на оборудовании проходно-токарно-роторного типа. Нарезка комплектов сруба производится на чашорезке с поворотной станиной, что позволяет резать чашу не только под углом 90 градусов, но и изготавливать эркеры под углом 45 и 60 градусов.
Процесс изготовления бревен
Производственный процесс состоит из следующих этапов:
- Бревна предварительно сортируются по диаметру.
- Отсортированные бревна поступают на перерабатывающий станок.
- После обработки на оцилиндровочном станке бревно распиливается на детали дома с помощью циркулярной или цепной пилы.
- Детали дома, в которых необходимо произвести угловое соединение — «чаша» — поступают к станку для резки чаш.
- После изготовления чаш, каждая часть дома в теплое время года обрабатывается антисептиком.Антисептик предотвращает заражение свежей древесины грибком и плесенью.
- Обработанные детали дома упаковываются в транспортные пакеты и отправляются на склад для дальнейшей транспортировки к месту сборки.
Наша компания предлагает Вам высококачественный строительный материал — оцилиндрованное бревно. Строительство домов, бань, беседок из бревна становится все более популярным в нашей стране. Оцилиндрованное бревно — это экологически чистый строительный материал! Дома из него отличаются высоким уровнем теплоизоляции и не нуждаются в дополнительной отделке.
Изготовление бревен на нашем производстве!
Цена бревен
| Диаметр БТД, мм | Паз БЦБ, мм | Объем БЧН, м3 | Площадь основных средств, м2 | Количество КОС в 1 м3, шт | Цена 1м3, по проекту (проектировщику), руб. |
| 220 | 110 | 0,23 | 4,22 | 4,39 | 8000 |
| 240 | 120 | 0,27 | 4,61 | 3,69 | 8000 |
| 260 | 130 | 0,32 | 5 | 3,14 | 8000 |
| 280 | 140 | 0,37 | 5,4 | 2,71 | 8500 |
| 300 | 150 | 0,42 | 5,79 | 2,36 | 9500 |
| 320 | 160 | 0,48 | 6,19 | 2,07 | 9500 |
| 340 | 170 | 0,54 | 6,59 | 1,84 | 10000 |
| 360 | 180 | 0,61 | 6,99 | 1,64 | 10500 |
Ориентировочная таблица объемов бревен, необходимых для строительства с учетом всех перегородок
| Сечение мм | Площадь дома, м2 | ||||
| 70 | 100 | 120 | 150 | 200 | |
| ø 180 | 24 м3 | 36 м3 | 46 м3 | 57 м3 | 77 м3 |
| ø 200 | 27 м3 | 41 м3 | 50 м3 | 63 м3 | 84 м3 |
| ø 220 | 30 м3 | 45 м3 | 55 м3 | 69 м3 | 92 м3 |
| ø 240 | 35 м3 | 50 м3 | 60 м3 | 75 м3 | 100 м3 |
| ø 260 | 38 м3 | 54 м3 | 65 м3 | 81 м3 | 108 м3 |
| ø 280 | 41 м3 | 59 м3 | 71 м3 | 88 м3 | 117 м3 |
Для более точного расчета свяжитесь с нашими специалистами.
Оцилиндрованное бревно — строительный материал в виде деревянных цилиндров, с плоской и гладкой поверхностью. Поверхность при механической обработке чистая — цилиндры, кора срезается с поверхности ствола дерева, верхний слой рыхлой древесины — заболонь. Калиброванные бревенчатые дома отличаются высокими эксплуатационными характеристиками и приятным оригинальным видом.
Бревно оцилиндрованное и его преимущества
Для того, чтобы бревно приобрело свой внешний вид, его подвергают механической обработке. Для этого используются автоматизированные производственные линии, механизация позволяет добиться чистой поверхности и минимальных отклонений от диаметра.
Контроль качества охватывает все этапы: от рубки до доставки готовой продукции на склад. Этим достигается низкий уровень брака.
Преимущества оцилиндрованного бревна:
- экологическая безопасность продукции;
- высокие теплоизоляционные качества;
- прочность, долговечность материала;
- натуральная воздухопроницаемость дерева, дерево «дышит»;
- простота строительства дома из бревна.

Для плотной укладки поленьев, им придана форма, используется «лунный» паз в виде полукруглого выделения в нижней части цилиндра, куда входит верхняя часть венца.Также используется «финский профиль» — полукруглый вырез с дополнительными замками-выступами и пазами под них в нижнем бревне, этот профиль оптимален для северных регионов. Разница в длине термопаста больше у финского профиля.
Цена оцилиндрованного бревна
Бревно оцилиндрованное с опорой
площадка (молдинг) L = 6м естественной влажности
Оцилиндрованное бревно: с базовой
блокнотом и врезки в
по проекту L \ u003d 6м естественной влажности
Собственное производство бревен
Производство бревен в Москве — это не только обработка на станках до стандартного диаметра.Это сложный процесс, при его нарушении могут возникнуть дефекты древесины.
Заготовка леса в Нижегородской и Тверской областях, подбор, сортировка древесины по качеству и дальнейшая обработка на оборудовании компании сокращают производственные затраты, качество готовой продукции растет.
Особенности такой продукции:
- Выбор древесины для изготовления калиброванного бревна;
- Контроль соблюдения технологий;
- Машинный парк однотипный, готовая продукция выпускается по одному стандарту, что облегчает дальнейшую работу с ним;
- Стоимость бревна, цена ниже собственного производства.
Бревна с естественной влажностью поставляются в производство во избежание брака; они подвергаются камерной сушке. Профилирование бревна, в варианте под финский профиль, требует качественного оборудования для камерной сушки, возможно, что замок не совпадет при сновании дерева.
Компания занимается не только продажей бревна по цене ниже средней, но и строительством домов и построек по готовому или вновь разрабатываемому проекту.
Видео: Как мы производим бревна
Почему мы
Компания выводит на московский рынок оцилиндрованное бревно, цена которого доступная, а качество выше, чем у других производителей. Наличие специализированного оборудования и многоступенчатый контроль гарантирует высокое качество продукции. Отметим наши преимущества:
Наличие специализированного оборудования и многоступенчатый контроль гарантирует высокое качество продукции. Отметим наши преимущества:
- подбор древесины, собственное оборудование, автоматизация большинства процессов;
- древесина без дефектов, бревна гладкие, цена доступнее;
- не только продажа бревна и бруса, но и услуги в Москве, Твери и области по строительству домов, бань, других срубов под ключ, из собственного материала;
- выбор калиброванного бревна или пиломатериала: ель, сосна, другие хвойные породы;
- онлайн-заказ, с подбором проекта;
- услуг профильных специалистов по проектированию и строительству домов: от архитектора до рабочего коллектива;
- Строительство зданий под ключ.
Вас также могут заинтересовать другие услуги, которые мы предоставляем:
Дополнительные услуги
- Антисептическая обработка
- Разработка проектной документации (Побревновка)
- Погрузка в автомобили на заводе включена в стоимость!
- Также можем оборудовать бревенчатый дом джутом и дюбелями, лагами, стропилами, обрешеткой.

Стоимость доставки
Доставка 1 вагона (до 32м3) пиломатериалов — 52 рубля за 1 км (с учетом туда и обратно) Доставка 1 вагона (до 45м3) пиломатериалов — 65 рублей за 1 км (с учетом туда и обратно) Укрытие груза с пленкой 2000 руб / машинка.(по желанию заказчика) Аванс за пиломатериалы естественной влажности — 50%; Аванс за пиломатериалы камерной сушки — 70%; Оплата выполненных работ — поэтапная (по окончании).
1. Описание производственных процессов
1. Описание производственных процессов.
1.1 Введение
1.2 Лесопильное производство
1.3 Производство фанеры
1,4
Производство ДСП
В связи с принятием мер по энергосбережению возникла необходимость в детальном анализе процесса и оборудования, используемого в этом процессе. Этот анализ должен был определить количество, тип и качество необходимой энергии, чтобы определить возможную экономию энергии, совместимую с соответствующим анализом затрат и выгод.
Следующие ниже описания процессов производства пиломатериалов, фанеры и ДСП носят общий характер и должны дать читателю общее представление о производственных процессах, задействованных в механической деревообрабатывающей промышленности, и о роли, в которой энергия играет важную роль. часть.
1.2.1 Сортировка бревен и окорка
1.2.2 Распиловка или дробление бревен
1.2.3 Сортировка и сортировка
1.2.4 Сушка
1.2.5 Повторная сортировка и наплавка
Лесопиление — менее сложная отрасль механической лесной промышленности. Он подразумевает выполнение определенного количества операций от обработки и транспортировки бревен до сушки, сортировки и классификации древесины, требующих различных видов энергии. В то время как в развивающихся странах большинство процессов являются высокомеханизированными, и потребности в энергии удовлетворяются в основном за счет выработки нескольких кВт для привода основных пил. Остальные процессы выполняются с использованием энергии животных и дешевой рабочей силы.
Остальные процессы выполняются с использованием энергии животных и дешевой рабочей силы.
Тем не менее, независимо от характера задействованных процессов и действий, все действия, направленные на экономию энергии, требуют подробного анализа существующих процессов и возможных решений.
На Рисунке 1 представлена схема типичного предприятия и описание основных процессов для ознакомления читателя.
1.2.1 Сортировка бревен и окорка
По прибытии на склад комбината бревна сортируются и хранятся по видам, диаметру, длине, конечному использованию и т. Д.Складывается достаточное количество древесины для обеспечения непрерывной работы лесопильного завода, особенно в неблагоприятных погодных условиях, когда могут пострадать вывоз и поставка бревен из леса.
Транспортировка бревен и обращение с ними варьируются от лесопильного завода к другому и в значительной степени зависят от мощности лесопильного завода и размера полученных потерь. Ручной и животный привод, который может использоваться в небольших переносных лесопильных станциях, до фронтальных погрузчиков для перевозки бревен и мостовых кранов, свидетельствует о большом разнообразии используемого в настоящее время погрузочно-разгрузочного оборудования.
Рис. 1. Лесопильное производство — упрощенный технологический процесс
Окорка бревен вручную или механическими окорочными станками в лесу или на заводе становится общепринятой практикой. Окорка предназначена для защиты пил и другого оборудования от чрезмерного износа и повреждений, которые в противном случае могли бы возникнуть в результате попадания в кору камней, металла и других подобных предметов; окорка также помогает главному пилораму оценить древесину.Шайбы для бревен также можно использовать для удаления оставшегося песка или грязи, которые могут приставать к поверхности бревен.
1.2.2 Распил или разрушение бревен
Перед тем, как бревно подано на головную опору для разрушения, оно разрезается на максимально допустимую прямую длину с помощью отрезной пилы, после чего оно загружается на тележку головной пилы и размещается таким образом, чтобы позволить оператору достичь максимальной длины. рисунок распиловки, который приведет к оптимальному производству пиломатериалов с минимумом отходов.Схема распила во многом определяется размером и состоянием бревна, а также требованиями рынка к ширине и толщине пиломатериалов.
Распиловка бревна осуществляется с помощью ленточной пилы или циркулярной пилы со второй пилой, установленной вертикально над первой, в случае распиловки бревен большого диаметра. Тележка для бревен перемещает бревно через головную пилу, на которой бревно может быть зажато и повернуто, чтобы его можно было поднести к головной пиле для достижения наилучшего рисунка пиления.
Вслед за головной опорой на перекладке происходит дальнейшая разборка плит, обрезков и брусьев, что позволяет улучшить древесину; толстые плиты распиливают на доски, а брус и брус распиливают на доски и доски. Шероховатые закругленные края деталей, выходящих из передней стойки и повторных пил, удаляются дисковой пилой или кромкообрезным станком для получения необходимой ширины стандартизированной ширины.
При выходе из шпинделя, перекладины или обрезного станка пиломатериал разрезается на стандартизированную длину, кромки выравниваются и дефекты устраняются с помощью одной или нескольких фиксированных или подвижных обрезных пил, после чего пиломатериалы подвергаются сортировке и сортировке.
1.2.3 Сортировка и сортировка
Пиломатериалы и обрезки сортируются по толщине, ширине, длине, качеству, сорту и породе в зависимости от требований рынка; такая деятельность может выполняться вручную или, в случае заводов, где нет дешевой рабочей силы, механизированными сортировщиками. Сортировка — это способ разделения пиломатериалов по общему качеству, направлению волокон, наличию сучков и дефектов, а также по общему виду и т. Д.
Для защиты пиломатериалов от поражения грибами и насекомыми, а также для предотвращения склонности высушенных на воздухе пиломатериалов к расслоению и расколу концы можно чистить щеткой вручную или механически, погружая их в подготовленный химический раствор.Воск или краска наносится на торцевую часть древесины, подлежащую сушке на воздухе, кистью или распылением, чтобы действовать как герметик, чтобы вызвать более медленное высыхание конечностей и, следовательно, вызвать более сильное высыхание. равномерное высыхание пиломатериалов.
1.2.4 Сушка
Пиломатериал, который не продается в зеленом виде, сушится воздухом или в печи, что улучшает его товарный вид. При сушке и снижении содержания влаги до приемлемого уровня его ценность повышается благодаря тому, что древесина стабилизируется по размерам, а ее прочность и цвет улучшаются; Кроме того, снижение веса снижает транспортные расходы.
Сушка на воздухе включает складывание пиломатериалов штабелями на открытом воздухе или под навесами на надлежащим образом подготовленном грунте таким образом, чтобы они подвергались хорошему потоку воздуха до тех пор, пока не будет достигнута требуемая влажность.
Хотя воздушная сушка требует минимальных капитальных и эксплуатационных затрат, она требует большого количества земли, включает в себя большие запасы, которые представляют опасность пожара, а условия и скорость сушки находятся вне контроля оператора верфи.
Сушка в печи, с другой стороны, позволяет пиломатериалам сушиться в закрытой и контролируемой среде, где можно регулировать температуру, циркуляцию воздуха и влажность для достижения наиболее экономичных условий сушки без ухудшения качества. Две наиболее распространенные печи — это печи периодического и прогрессивного типа. Первый сушит древесину в камерах в качестве загрузки партии, тогда как второй сушит древесину, пока она перемещается по длине печи на грузовиках.
Поскольку на сушку пиломатериалов в печи приходится около 70-90 процентов всей энергии, потребляемой в процессе лесопиления, в настоящее время в лесопильной промышленности становится широко распространенной практикой использовать отходы пиломатериалов в качестве источника топлива, энергетическая ценность которых составляет что может даже быть избыточным для нужд комбината.
1.2.5 Восстановление и наплавка
Перед тем, как складывать пиломатериал на хранение, его обычно осматривают на предмет каких-либо дефектов, которые могли возникнуть в процессе сушки, таких как секущиеся концы, незакрепленные сучки и т. Д., Которые можно удалить путем обрезки и, следовательно, повышения его стоимости.
Дальнейшая модернизация может быть произведена путем строгания поверхности с использованием строгальных станков с вращающимся ножом или абразивных лент в соответствии с потребностями рынка.
1.3.1 Журнал
сортировка, кондиционирование и окорка
1.3.2 Очистка, наматывание
и обрезка
1.3.3 Сушка шпона
1.3.4 Сборка
1.3.5 Прессование
1.3.6 Чистовая обработка
На Рисунке 2 представлена типичная схема завода, чтобы проиллюстрировать читателям задействованные процессы.
1.3.1 Сортировка, кондиционирование и окорка бревен
Бревна подходящего размера и качества для резки и очистки обычно сортируются на складе по прибытии в соответствии с размером и видом.Погрузочно-разгрузочные работы могут осуществляться с помощью тяжелых погрузчиков, буровых вышек или кранов, размеры которых соответствуют размерам и весу бревен.
Рис. 2. Производство фанеры — упрощенный технологический процесс
Перед лущением большинство пиломатериалов необходимо кондиционировать, чтобы смягчить древесину, чтобы облегчить лущение и получить шпон приемлемого качества. Кондиционирование включает в себя воздействие тепла и влаги на блоки овощечистки путем замачивания в чанах с горячей водой или воздействия острого пара или брызг горячей воды.
Затем происходит окорка бревен, чтобы облегчить задачу оператора токарного станка и удалить грязь и мусор, которые в противном случае могут нанести вред ножу токарного станка, после чего бревна разрезаются на длину, подходящую для токарного станка, которая обычно составляет 240 -270 см.
1.3.2 Очистка, наматывание и клипсование
В настоящее время почти во всех случаях фанерный шпон разрезается ротационным способом, при этом блок снятия обрезки вращается вокруг своей оси на токарном станке, в то время как сплошной лист шпона разрезается ножом, установленным параллельно оси блока.
Затем лист шпона наматывают на катушки или направляют в систему с несколькими лотками, чтобы обеспечить хранение и перенапряжение в случае колебаний подачи шпона с токарного станка; скорости обеих систем хранения обычно синхронизируются со скоростью токарного станка.
Затем зеленый шпон обрезается по размеру вручную или с помощью высокоскоростных ножей, сортируется и складывается в стопки для сушки. Затем из листа вырезаются любые дефекты, такие как сучки и трещины.
1.3.3 Сушка шпона
Сушка шпона до содержания влаги от двух до десяти процентов предназначена для облегчения процесса склеивания во время производства фанеры. В зависимости от расположения и сложности фанерного завода листы шпона можно оставить для сушки на воздухе или в печи. Сушка в печи включает сушку штабелированного шпона партиями или непрерывную сушку листов, которые механически транспортируются либо на непрерывной ленте, либо на роликовой системе по всей длине сушилки.Очевидно, что контролируемая среда сушки при минимальном обращении приведет к более равномерной сушке шпона с наименьшим количеством повреждений.
На сушку шпона приходится около 70 процентов тепловой энергии, потребляемой при производстве фанеры, и примерно 60 процентов от общей потребности комбината в энергии. По этой причине постоянно разрабатываются новые и улучшенные сушильные системы, а также способы их нагрева.
Нагрев сушилки может осуществляться за счет косвенного использования пара или термического масла или прямого сжигания, при этом температура регулируется регулировкой подпитки свежим воздухом.Хотя температуры сушки от 90 до 160 ° C можно считать нормальными, для некоторых видов используются повышенные температуры примерно до 175 ° C, чтобы сократить общее время сушки.
1.3.4 Сборка
Сборка фанеры перед прессованием заключается в стыковке узких полос шпона, которые склеиваются по кромке с получением листов необходимого размера. Затем клей наносится на внутренние слои или сердцевину, которые, в свою очередь, укладываются между внешними слоями фанеры, готовыми для склеивания.На эту операцию приходится значительная часть ручного труда, используемого в производственном процессе.
Хотя ручные роликовые разбрасыватели являются широко используемым методом нанесения клея, разработка альтернативных систем привела к внедрению навесных устройств для нанесения покрытий, экструдеров, окрасочных камер и т. Д., Каждая из которых имеет свои особенности.
1.3.5 Прессование
После укладки фанеры в виде сборочных листов фанеры их подают в гидравлические прессы, чтобы привести фанеру в непосредственный контакт с клеем, где при нагревании клей отверждается.
Переход от холодных прессов с одним открытием к горячим прессам с несколькими открываниями, с дневным светом от 5 до 25 и работающими при температуре плиты порядка 80–180 ° C, значительно сократил общее время цикла прессования и повысил производительность пресса. Плиты обычно нагреваются горячей водой или паром, хотя термическое масло используется при прессовании при более высоких температурах.
Предварительное холодное прессование при сравнительно низком давлении не используется в современных производственных линиях.Во многом это связано с тем, что со склеенным шпоном легче обращаться и загружать его в пресс для горячего прессования, к тому же уменьшенная толщина слоя позволяет использовать меньшие отверстия для дневного света в прессе для горячего прессования, что приводит к общему сокращению времени загрузки и горячего прессования. .
1.3.6 Чистовая
Первичная отделка, которая включает в себя обрезку, шлифовку и обновление фанеры после прессования, проводится с целью повышения товарности продукта. Она выполняется либо на отдельных рабочих местах, либо, в случае современных мельниц, как комбинированная операция на непрерывной полуавтоматической линии.
Обрезные пилы отрезают фанерные доски до необходимого размера, которые затем шлифуются на станках, оснащенных широколенточными или барабанными шлифовальными машинами, для получения желаемой гладкости поверхности. Повреждения или дефекты лицевых виниров затем устраняются вручную путем закупоривания и наложения пластырей.
Фанера производится в широком диапазоне размеров и толщины, хотя чаще всего производятся размеры 1220 x 2440 мм вместе с панелями размером 1830 x 3050 мм и 915 x 915 мм.Толщина может составлять от 3 до 25 мм, при этом количество слоев составляет от трех для плит толщиной до 7,5 мм до пяти и более слоев для более толстых сортов.
1.4.1 Подготовка частиц
1.4.2 Сушка частиц
и просеивание
1.4.3 Смешивание и формование мата
1.4.4 Прессование
1.4.5 Отделка плит
В большинстве случаев производство частиц включает в себя определенное количество операций, как описано ниже (см. Рис. 3), для которых требуются различные количества и типы энергии.
Рис. 3. Производство ДСП — упрощенный технологический процесс
1.4.1 Подготовка частиц
Отделка ДСП производится из множества источников, и по мере того, как конкуренция за твердую древесину и ее остатки возрастает, производители вынуждены прибегать к использованию низкосортных остатков, таких как измельченные отходы заводов, опилки, стружка строгальных станков и т. Д. а также не рассматриваемые ранее породы древесины.
Ввиду широкого ассортимента композиции, поставляемой на завод, разделение по размеру и, если возможно, по видам должно проводиться до процесса измельчения.Кора удаляется с бревен, если это еще не сделано в лесу, чтобы избежать затупления ножей измельчителя, а наличие камнеуловителей и магнитных сепараторов предохраняет другое оборудование для измельчения от повреждений, которые в противном случае были бы вызваны, если бы с волокном были внесены противоречия. отделка.
Размер и геометрия частиц, необходимые для внутреннего и поверхностного слоев древесностружечных плит, достигаются с помощью разнообразного оборудования для измельчения, которое соответствует разнообразию и размеру используемой древесины и древесных остатков.Измельчители, дисковые дробилки, молотковые дробилки, дисковые рафинеры и т. Д., Каждая из которых работает по разному принципу, с использованием ножей, ударных стержней, рифленых дисковых пластин и т. Д., Лишь некоторые из них широко используются в промышленности.
1.4.2 Сушка и просеивание частиц
Большую часть композиции, поставляемой на комбинат, необходимо высушить, чтобы общий уровень влажности частиц составлял порядка трех-восьми процентов с целью связывания с жидкими смолами.
Сушка частиц — это непрерывный процесс, при котором частицы движутся по длине вращающихся горизонтальных сушилок, будучи подвешенными и подвергаемыми воздействию горячих газов или тепла, выделяемого пучками труб, по которым проходит горячая вода, пар или термическое масло.Тепло образуется при сжигании нефти, газа или технологических остатков. В настоящее время мгновенная сушка рассматривается как приемлемая альтернатива ротационным сушилкам и требует несколько более низких температур сушки.
Непосредственно после сушки частицы просеиваются по размеру на вибрационных или вращающихся ситах или с помощью классификации по воздуху. Просеивание обычно происходит после сушилок, поскольку влажные частицы имеют тенденцию слипаться, забивая пластины сита и снижая общую эффективность процесса просеивания.
Частицы разделяются по размеру с целью сортировки композиции для лицевого и внутреннего слоев плиты. Важно, чтобы частицы слишком большого размера рециркулировали для дальнейшего восстановления и чтобы мелкие частицы отсеивались, чтобы избежать потребления непропорционального количества связующего на основе смолы и обеспечить ценный источник топлива.
1.4.3 Смешивание и формование мата
Клеи в виде мочевины, фенола и меламиноформальдегида обычно используются для связывания смеси частиц, причем первый является наиболее предпочтительной из используемых смол.От трех до десяти процентов по массе смолы вместе с другими добавками, используемыми для придания таких свойств, как огнестойкость и т. Д., Смешивают в контролируемых условиях порциями или в непрерывном режиме. Смешивание может происходить либо в больших чанах с медленной скоростью, либо в небольших блендерах с быстрым смешиванием и более коротким временем смешивания.
На более современных заводах по производству древесно-стружечных плит формование мата является полностью механическим процессом, тогда как более старые формовщики требуют ручного выравнивания. Несмотря на большое разнообразие доступных в настоящее время формовщиков, основные принципы формирования мата в целом схожи в том, что равномерный поток частиц подается к формовщику из сборного бункера, который, в свою очередь, дозирует равномерно распределенный слой частиц в рама на движущейся ленте или уплотнении.
Формирователи могут быть оснащены одной или несколькими формовочными головками, которые могут быть либо неподвижными, либо подвижными, и сконструированы таким образом, что самые мелкие частицы доставляются для формирования поверхностных слоев мата, а более грубые материалы — для формирования сердцевины. Во всех случаях важно, чтобы был сформирован равномерно распределенный мат желаемого веса. Коврики, не соответствующие стандарту, отбраковываются и перерабатываются.
Транспортировка матов к предварительному прессу и горячему прессу осуществляется путем формования мата на металлических пластинах, называемых калами, которые затем вручную или механически катят к прессам, или, в случае систем без уплотнения, с использованием гибкие металлические ленты, пластиковые ленты и лотки, по которым маты транспортируются к прессу горячего прессования.
1.4.4 Прессование
Предварительное прессование матов перед использованием в многопластовых горячих прессах в настоящее время становится обычным явлением в операции прессования из-за уплотнения и уменьшения ширины мата. Это позволяет упростить обращение и использовать более узкие отверстия в горячем прессе, что значительно сокращает время прессования.
В то время как предварительные прессы могут быть горячего или холодного типа, основной пресс всегда нагревается путем пропускания горячей воды, пара или масла через плиты до температуры порядка 140-200 ° C, в зависимости от температуры. смолы в использовании и тип пресса.
Могут использоваться горячие прессы с одним или несколькими открываниями, при этом загрузка и разгрузка осуществляется вручную или механически с помощью троса, цепных подъемников или гидравлики, в зависимости от возраста и сложности установки. Хотя в более крупных современных установках и время прессования, и давление регулируются автоматически, на многих заводах по-прежнему предпочтительнее ручное управление, поскольку оно позволяет производить регулировку для различного качества мата.
1.4.5 Доска отделочная
На выходе из горячего пресса доски отделяются от тюков вручную или механически с помощью цепей или поворотных устройств.Уплотнения укладываются в стопку, дают остыть, а затем возвращаются на станцию формования на толкающих тележках или механически транспортируются по фиксированной возвратной линии. Плиты, в свою очередь, охлаждаются и кондиционируются, чтобы избежать разложения смол мочевины.
Обрезные пилы используются для обрезки досок по размеру, при этом обрезки кромок либо перерабатываются, либо используются в качестве топлива. Чтобы соответствовать установленным стандартам в отношении толщины и качества поверхности, можно использовать комбинацию ножевых строгальных станков и ленточных или барабанных шлифовальных машин.
После обработки поверхности досок их разрезают на размер по длине и ширине с помощью комбинации пил в соответствии с требованиями рынка. ДСП обычно выпускается в виде панелей 1220 x 2440 мм и толщиной от 3 до 35 мм, из которых 19 мм являются наиболее распространенными. Обычно плиты производятся в диапазоне средней плотности 400-800 кг на кубический метр, хотя в качестве основного материала используется плита высокой плотности 800-1120 кг на кубический метр.
Изготовление срубов из оцилиндрованного бревна.Оцилиндрованное бревно
Весь процесс изготовления деревянных домов из оцилиндрованного бревна можно разделить на несколько независимых этапов. Давайте рассмотрим каждый из этих шагов отдельно:
Сортировка бревен:
Непосредственно перед выгрузкой вновь прибывшей партии журналов все журналы сортируются и проверяются на качество перед отправкой на обработку. Все они сортируются по требуемым диаметрам и хранятся в определенном порядке, чтобы обеспечить непрерывную подачу бревен на цилиндровую машину.
— Производство пиломатериалов:
Из отсортированных журналов выбираются те, которые соответствуют определенным критериям. Затем они попадают на специальный станок, который вырезает их по нужным размерам. В результате этой операции из бревен получают пиломатериалы, которые в будущем станут частью дома: балки, бревна, стропильная система, обрешетка, черновой пол и другие элементы.
— Производство оцилиндрованного бревна:
После того, как все журналы отсортированы правильно, каждый журнал в отдельности начинает обрабатываться на специализированном оборудовании.Бревно имеет цилиндрическую форму строго необходимого диаметра, в нем вырезают продольный (лунный паз) и вырезают расширительный паз. Все эти операции выполняются на конвейере за один проход бревна, что позволяет в короткие сроки выполнить большой объем работ.
— Обрезка бревен:
После того, как оцилиндрованное бревно с пазами готово, бревно делят на части. Каждая деталь в будущем станет элементом дома. Операция деления бревна на части происходит с помощью торцовочной пилы, которая распиливает бревна максимально плавно и точно.
— Нарезка стаканов по проекту:
Следующий этап — после обрезки бревен. После этого их отправляют на специализированный станок, который на высокоточном оборудовании с применением лазерной маркировки вырезает чашки в оцилиндрованном бревне по заранее подготовленному проекту деревянного дома.
— Антисептическая обработка:
Следующим этапом производства оцилиндрованного бревна является его антисептическая обработка. Под этим термином понимается процесс нанесения на бревна специального защитного состава для древесины, который позволяет сохранить все природные свойства бревна, защищает от негативных факторов окружающей среды и насекомых.Антисептическая обработка бревен на производстве происходит путем погружения бревен в специальную ванну, что позволяет обрабатывать бревно со всех сторон максимально эффективно.
— Складские услуги:
Завершающим этапом производства оцилиндрованного бревна является их хранение в специальных штабелях. При укладке бревен в штабеля каждый ряд бревен укладывается балками, что позволяет потокам воздуха «проходить» между рядами и столбами бревен. Это обеспечивает естественную вентиляцию бревен, что обеспечивает отличное хранение бревен.
— Отравляющие вещества:
После того, как все бревна подготовлены по проекту и изготовлено необходимое количество пиломатериалов, деревянный дом оснащается необходимым количеством материалов, которые также необходимы для сборки дома на участке. После полной готовности всех материалов и комплектующих деревянного дома он отправляется на площадку заказчика, где по прибытии мы приступаем к сборке дома.
Решив построить дом из оцилиндрованного бревна в столице, Подмосковье и других близлежащих городах, его предлагает крупная строительная компания по приемлемым ценам.У нас не только низкие цены на услуги, но и бесплатная доставка материалов до четырехсот километров от МКАД. Квалифицированные мастера с огромным опытом могут осуществить возведение фундамента, возведение стен, монтаж кровли, проведение отделочных работ «под ключ». Специалисты проконсультируют и помогут определиться с выбором материалов, составят проектную документацию, помогут определиться с наиболее удобным способом оплаты, включая пошаговый расчет.
Описание и характеристики оцилиндрованного бревна
Потенциальные заказчики строительства обязательно зададутся вопросом, какой паз выбрать для строительства дома: «Финский» или «Лунный». Исходя из нашего опыта, мы можем с уверенностью выделить их основные характеристики:
- Достоинства «финской» канавки: площадь покрытия на 30 процентов больше, чем у «лунной» канавки, при этом наблюдается максимально прочная посадка.
- Недостатки: инновационная технология, поэтому невозможно с уверенностью сказать, что будет наблюдаться через десять лет.Например, на бревне небольшого диаметра могут появиться трещины и скручивание.
- Достоинства «Лунного»: ширина на 50 процентов больше, конструкция не новая, то есть проверена на практике.
- Недостатки: для постройки дома круглогодичного проживания требуется материал большого диаметра.
Обратившись в нашу компанию, вы можете лично увидеть и потрогать образцы материалов, которые помогут вам определиться с выбором. Специалисты помогут принять правильное решение, которое подходит вам по всем параметрам, включая характеристики, свойства и стоимость.
В процессе выбора проекта будущего жилья необходимо обратить внимание на основные моменты, которые существуют в этом вопросе.
При проектировании могут быть учтены все пожелания заказчика. Предлагаются типовые проекты, в которых представлены большие спальни, гостиная, ванная, кухня и так далее. Специалисты могут выполнить планировку по индивидуальному заказу, например, с учетом типовых проектов, с учетом пожеланий заказчика с учетом архитектурных предпочтений, стилистических решений и так далее.
В доме площадью до 100 кв.м можно обустроить дачу, в том числе с утеплителем для возможности круглогодичного проживания.
В доме площадью от 100 до 200 квадратных метров можно создать уютную атмосферу для жизни всей семьи, состоящей из 5-7 человек.
В доме площадью 200 кв.м., большая гостиная, пять спален, котельная, гараж для машины, комнаты для прислуги и тд.
У нас вы можете заказать проект деревянного дома
Строительная компания «Русский Богатырь» более 11 лет производит стеновые комплекты на импортном оборудовании. Предлагаются бревна разного диаметра, от 18 до 32 сантиметров, что позволяет легко выбрать наиболее подходящий вариант. Стоимость строительства будет рассчитана изначально, и специалисты смогут оптимизировать затраты с учетом ваших финансовых возможностей. Все работы будут выполнены мастерами и специалистами под ключ, что избавит вас от трудностей и максимально сэкономит ваше личное время.
СК Ивалес осуществляет не только строительство домов, но и производство оцилиндрованного бревна. … Наши объемы строительства продолжают расти, поэтому мы организовали собственное производство строительных материалов на современном высокотехнологичном оборудовании.
Цех компании находится в Кировской области. Раньше мы работали с местными производителями, поэтому тщательно изучили местное сырье. Стоит отметить, что качество древесины в этом регионе практически ничем не уступает тем породам леса, которые произрастают в Сибири, откуда мы привозим кедр и лиственницу.К тому же Кировская область — это место, где работают отличные специалисты по деревообработке, прекрасно понимающие, насколько важно качество стройматериалов. Мы привлекаем таких людей к производству оцилиндрованного бревна в нашей организации, и не только в этом регионе, но и в других, где расположены наши филиалы.
В Кировской области в цехах установлены линия по переработке сырья ОФ-28Ц и финская линия RoundTec. ОФ-28Ц изготавливает детали округлой формы диаметром 160-280 мм.Технологические свойства оборудования позволяют эксплуатировать его при экстремальных температурах (от -16 до +30 ° С) и гарантируют правильность продольной проточки изделия. Финское оборудование обрабатывает бревна большого диаметра (300-340 миллиметров).
Производительность обеих линий 650 погонных метров в смену. У RoundTec он немного ниже, однако эта линия создает идеально плавные детали. Кроме того, из него получаются бревна с более глубоким и широким «лунным» пазом, что улучшает характеристики теплоизоляции сруба, снижает затраты на отопление, дом становится более экологически чистым и экономичным.
В производстве SK Ivales есть автоматическая линия по сортировке оцилиндрованного бревна. То есть диаметр, объем, длина и степень кривизны каждого бревна измеряются не вручную, а с помощью специальных электронных устройств. Все параметры отображаются на мониторе. Благодаря этому исключаются ошибки в расчетах, а сортировка бревен осуществляется максимально эффективно.
Предлагаем организациям приобрести у нас такие строительные материалы, как профилированный брус, евровагонка, плинтусы, шпунтованные доски, клееные наличники и др.
Адрес производителя: Кировская область, село Тужа, ул. Первомайская, 16
Наша компания специализируется на производстве качественных срубов и саун по невысокой цене. У нас есть собственное деревообрабатывающее производство оцилиндрованного бревна (оцилиндрованное, калиброванное бревно) в непосредственной близости от могучих хвойных лесов Кировской области и Республики Коми, что дает нам возможность формировать себестоимость продукции только исходя из затрат на сырье. и затраты на рабочую силу, в отличие от посредников или дилеров.Благодаря имеющимся оборотным средствам и большим запасам сырья мы можем гарантировать нашим клиентам оптимальное соотношение цены и качества, строгое соблюдение сроков поставки, фиксированную цену на продукцию в течение длительного периода.
Оборудование, используемое для округления бревен, отвечает самым современным техническим требованиям. Для промышленного производства оцилиндрованного бревна компания Бревенбург использует такие известные агрегаты, как токарно-карусельные станки с зажимом бревна в центрах (обычно используются при производстве бревен большого диаметра, от 240 мм и более) и проходные ротационные станки. (для бревен малых диаметров от 180 до 240 мм).Бревна, прошедшие через эти станки, отличаются высоким качеством обработки и строгим соблюдением заданного диаметра.
Помимо основного оборудования для производства высококачественного оцилиндрованного бревна, компания Brevenburg использует дополнительное оборудование, которое позволяет отбирать образцы из чашек под углом 45/60/90 градусов, обрезать бревно под прямым углом, фрезеровать пазы и квартиры под установку столярных изделий.
Конечным результатом всех этих процессов являются полностью готовые стеновые элементы для строительства деревянного дома.
Производство оцилиндрованного бревна условно можно разделить на несколько этапов. Когда древесина поступает на производство из лесовозов, она сортируется с помощью гидроманипулятора и хранится на складе сырья. При необходимости бревно необходимого диаметра и порода подаются на эстакаду, откуда через нотацию журнала транспортируется в цех для обработки на оцилиндровочной машине. Далее выполняется формовка, после чего бревно передается на разметку, обрезку, выборку чаш, пазов и лыков.Таким образом получаются готовые детали, которые снимаются из цеха на конвейерной ленте и отправляются на склад готовой продукции. В теплое время года домашний комплект дополнительно на несколько минут погружают в антисептическую ванну, чтобы уберечь его от повреждения различными грибками и клопами. На складе готовой продукции журнал хранится партиями до момента отгрузки. Согласно графику отгрузки необходимая партия бревен доставляется на место разгрузки и загружается в транспорт.
Оцилиндрованное бревно — строительный материал в виде деревянных цилиндров с плоской и гладкой поверхностью. Чистота поверхности достигается при обработке на станках — оцилиндровке, с поверхности ствола дерева срезается кора, верхний слой рыхлой древесины — заболонь. Дома из калиброванного бревна отличаются высокими эксплуатационными показателями и приятным оригинальным видом.
Круглый бревно и его преимущества
Чтобы бревно приобрело внешний вид, его подвергают механической обработке.Для этого используются автоматизированные производственные линии, механизация позволяет добиться чистой поверхности и минимальных отклонений от диаметра.
Контроль качества охватывает все этапы: от рубки до доставки готовой продукции на склад. Таким образом достигается низкий процент брака.
Преимущества оцилиндрованного бревна:
- экологическая безопасность продукции;
- высокие теплоизоляционные качества;
- прочность, долговечность материала;
- натуральная воздухопроницаемость дерева, дерево «дышит»;
- простота строительства дома из оцилиндрованного бревна.
№
Для плотной укладки бревен профилированы, используется «лунный» паз, в виде полукруглого пропила в нижней части цилиндра, куда входит верхняя часть венца. Применяется также «финский профиль» — вырез полукруглой формы с дополнительными замками-выступами и пазами под них в нижнем бревне, этот профиль оптимален для северных регионов. Разница в длине теплового желоба, у финского профиля она больше.
Цена оцилиндрованного бревна
Бревно оцилиндрованное с основанием
площадь (молдинг) L = 6м естественная влажность
Бревно оцилиндрованное: с подкладкой основания
и нарезкой кольцевых соединений
по проекту L = 6м естественная влажность
Собственное производство оцилиндрованного бревна
Производство оцилиндрованного бревна в Москве — это не только обработка на станках до стандартного диаметра.Это сложный технологический процесс, при его нарушении в древесине могут появиться дефекты.
Заготовка леса в Нижегородской и Тверской областях, подбор, сортировка древесины по качеству и дальнейшая обработка на оборудовании компании снижают стоимость, а качество готовой продукции повышается.
Особенности данной продукции:
- Выбор древесины для изготовления калиброванного бревна;
- Контроль за соблюдением технологии;
- Машинный парк однотипный, готовая продукция выпускается по единому стандарту, что облегчает дальнейшую работу с ним;
- Стоимость оцилиндрованного бревна, цена ниже при собственном производстве.
Бревна с естественной влажностью поступают в производство, во избежание появления дефектов подвергаются камерной сушке. Профилирование бревна в варианте под финский профиль требует качественного оборудования для камерной сушки, возможно, что замок не совпадает при деформации древесины.
Компания занимается не только продажей оцилиндрованного бревна по ценам ниже средних, но и строительством домов и построек по готовому или вновь разработанному проекту.
Видео: Производство оцилиндрованного бревна
Почему мы?
Компания представляет на московский рынок оцилиндрованное бревно, цена которого доступная, а качество выше, чем у других производителей. Наличие специализированного оборудования и многоступенчатый контроль гарантирует высокое качество продукции. Отметим наши преимущества:
- подбор древесины, собственный машинный парк, автоматизация большинства процессов;
- без дефектов, бревно оцилиндрованное гладкое, цена более доступная;
- не только продажа оцилиндрованного бревна и бруса, но и услуги в Москве, Твери и области по строительству домов, бань, других срубов под ключ, из собственного материала;
- выбор древесины калиброванного бревна или бруса: ель, сосна, другие хвойные породы;
- онлайн-заказ, с выбором проекта;
- услуг профильных специалистов по проектированию и строительству дома: от архитектора до рабочего коллектива;
- Строительство зданий под ключ.
Древесина
Вас также могут заинтересовать другие услуги, которые мы предоставляем:
Дополнительные услуги
- Антисептическая обработка
- Разработка конструкторской документации (Побревновка)
- Погрузка в автотранспорт при изготовлении включена в стоимость!
- Также можем укомплектовать бревенчатый дом джутом и дюбелями, бревнами, стропилами, обрешеткой.
Стоимость доставки
Доставка 1 вагона (до 32м3) пиломатериалов — 52 рубля за 1 км (в обе стороны). Доставка 1 вагона (до 45м3) пиломатериалов — 65 рублей за 1 км (в обе стороны). пленка 2000 руб / маш.(по желанию заказчика) Предоплата за пиломатериалы естественной влажности — 50%. Предоплата за пиломатериалы, высушенные в печи — 70%. Оплата выполненных работ — поэтапно (по завершении).
Методы строительства бревенчатой хижины
: полный обзор и руководство для строителей
Если вы потратили какое-то время на изучение бревенчатых хижин, то поймете, что нет двух одинаковых; особенно когда они были построены вручную.
Они бывают разных размеров, форм и стилей.
Это связано с тем, что они используют разные методы строительства, например, фрезерованные бревна или бревна ручной работы, разные методы соединения углов (то есть надрезы) и конопатку или полностью разметанные бревна.
В этой статье мы рассмотрим различные стили и методы строительства бревенчатого дома, от формы бревен до способа их постройки.
Содержание
Бревна ручной работы и фрезерованные бревна
Типы бревен
Круглые бревна
Квадратные бревна
Бревна ручной работы vs.Фрезерованные бревна
Бревна ручной работы
Бревенчатый дом ручной работы предполагает, что каждое бревно выбирается и разрезается вручную; тогда бревна будут вместе надрезаны.
Бревна очищаются вручную и сохраняют естественную форму бревна.
Само собой разумеется, что бревна не будут однородными, и будут варьироваться длина и диаметр бревен.
Фрезерованные бревна
Фрезерованные бревна обрабатываются таким образом, чтобы все они были одинакового размера, формы и цвета.
Большинство компаний, производящих комплекты для дома из бревен, перемалывают свои бревна для массового производства, чтобы их можно было легко собрать.
Бревна ручной работы намного более трудоемки, чем фрезерованные бревна, поскольку каждое бревно соединяется уникальным способом, однако, на мой взгляд, они намного эстетичнее и сохраняют истинную форму бревен.
Если вы думаете о строительстве собственного бревенчатого дома, скорее всего, у вас будут только базовые инструменты, поэтому вы выберете либо круглое бревно, либо квадратное бревно ручной работы.
Существуют разные типы бревен, например, D-образные бревна; они в основном предлагаются производителями комплектов.
Итак, как вы выбираете, использовать ли круглые или квадратные бревна?
Большинство людей считают, что оцилиндрованное бревно — самый традиционный стиль бревенчатого дома; Хотя это могло быть правдой в младенчестве бревенчатых хижин (когда поселенцы впервые прибыли в Америку), по мере развития строительных технологий квадратные бревна стали более традиционным видом бревенчатых хижин.
Люди будут строить дома из оцилиндрованного бревна как быстрое решение для укрытия, пока они строят свой более долгосрочный, постоянный дом.
Ной Брэдли рассказывает о преимуществах квадратного бревна. Бревна на этом видео никогда не обрабатывались и не опечатывались, и 150-200 лет спустя они все еще стоят и находятся в хорошем состоянии.
Типы журналов
Круглое бревно
В большинстве бревенчатых домов, которые вы видели сегодня, есть оцилиндрованное бревно.
Бревно либо полностью круглое, либо с надрезом по углам (обычно используется седельный надрез).
| Категория | Описание |
|---|---|
| Преимущество | Оцилиндрованное бревно приготовить намного проще, чем бревно — вам просто нужно очистить его от коры. |
| Преимущество | Оцилиндрованное бревно хорошо гармонирует с природным ландшафтом, поскольку оно похоже на деревья. |
| Преимущество | Если вы покупаете бревна, оцилиндрованное бревно обычно дешевле квадратного бревна, так как на его изготовление уходит меньше времени. |
| Недостаток | Оцилиндрованное бревно при транспортировке занимает больше места, чем бревно. |
| Недостаток | Этот метод оставляет заболонь на бревне, которая не такая прочная, как внутренняя сердцевина, и более подвержена повреждениям. |
Квадратные бревна
| Категория | Описание |
|---|---|
| Преимущество | Квадратные бревна обеспечивают плоскую внутреннюю стену, что позволяет легко добавлять изоляцию. |
| Преимущество | Бревна легко складываются и плотно прилегают друг к другу. |
| Преимущество | Занимают меньше места при транспортировке, чем оцилиндрованное бревно. |
| Недостаток | Вы ограничены диаметром меньшего, чем оцилиндрованное бревно, потому что вам нужно удалить изогнутые края. |
| Недостаток | Если бревна не плотно прилегают и не заделаны должным образом, вы рискуете получить плоскую поверхность лицевой стороной вверх, что не способствует стеканию воды. |
После того, как вы определились с формой бревен, которые вы будете использовать, вам нужно будет рассмотреть множество различных способов постройки бревенчатой хижины.
Это решение в первую очередь основано на выемке, которую вы будете использовать для своей каюты.
В качестве альтернативы вы можете решить, что не хотите использовать выемку, и вместо этого выбрать систему без выемок или углов.
Вариантов бесконечное множество, но вы, вероятно, выберете один из следующих четырех методов строительства бревенчатых домиков:
1. Скандинавская выемка под седло (традиционная выемка с полной риской)
2. Цельная выемка «ласточкин хвост»
3. Паз
4. Паз на угловой стойке
Техника строительства бревенчатой хижины
| Техника | Описание | Преимущество | Недостаток |
|---|---|---|---|
| Бревенчатый дом с полной разметкой | Бревенчатый дом в основном построен из оцилиндрованных бревен, уложенных друг на друга.Каждое бревно имеет вырезанную вручную канавку вдоль нижней стороны и надрез в скандинавском стиле. | Это создает очень прочную структуру, которая может противостоять практически всему, что бросает в нее мать-природа. | Бревенчатые стены, независимо от того, как долго они сохнут, должны будут осесть, поскольку бревна приспосабливаются к климату. |
| Традиционный бревенчатый дом | Там, где оцилиндрованные бревна не разметаны так, чтобы они идеально подходили друг к другу, а вместо этого имеют надрезы по углам, им потребуется герметизация между каждым стыком бревен. | Герметик обладает эластичными свойствами (если вы выберете хороший материал) и, следовательно, позволит вашей кабине правильно осесть | Если это сделано неправильно или вы используете такой материал, как строительный раствор, не зная, как его правильно наносить, он может выглядеть неаккуратно. |
| Бревенчатый дом из столбов и балок | Возможно, одним из наименее популярных способов строительства бревенчатого дома своими руками является конструкция из столбов и балок. Однако это популярная конструкция для компаний, занимающихся сборкой комплектов, поскольку в ней используется меньше бревен. | Нет проблем с заселением, как с обычным бревенчатым домом | У них нет типичного или традиционного вида бревенчатого дома |
| Бревенчатый дом | Этот метод не требует надрезания или разметки бревен, вместо этого бревна укладываются друг на друга, и для их удержания используется арматурный стержень. | Не требует навыков плотника или мастерства — это очень просто | Эта техника не нравится многим плотникам / столярам; он разрушает истинную красоту тщательно продуманного бревенчатого дома. |
Полное руководство по вырубке и построению бревенчатой хижины можно прочитать здесь.
Сводка
При строительстве бревенчатого дома существует множество вариантов строительства бревенчатых домиков; в этой статье рассматриваются четыре самых популярных.
Во-первых, вам нужно выбрать, будете ли вы строить из круглых или квадратных бревен, а затем вы можете определить стиль конструкции (то есть вырез), который вы будете использовать для своей бревенчатой хижины.
Некоторые могут утверждать, что одни стили лучше других; однако выбор, который вы сделаете, в основном зависит от ваших предпочтений и того, что вы хотите от своего бревенчатого дома, а также от ваших строительных навыков.
Пропустили ли мы какие-то конкретные стили или методы построения, о которых вы хотели бы узнать больше? Дайте нам знать в комментариях ниже или напишите нам по электронной почте.
Бревенчатые дома на заказ
Montana | Как фрезеровать бревна постоянного диаметра?
Наши фрезерованные бревенчатые дома сделаны из бревен постоянного диаметра. Это означает, что если заказчик хочет 10-дюймовые бревна, все бревна с обоих концов должны быть 10-дюймовыми. Конус в дереве удаляется, поэтому бревна получаются однородными и легко складываются.Люди спрашивают нас, как мы это делаем, и мы с радостью объясним.
СОГЛАСОВАННЫЕ ДИАМЕТРЫ
Искусство удаления конуса начинается с процесса, называемого кантованием. Здесь мы «квадратные» бревна и разрезаем 4 плоских стороны. Остались небольшие закругленные детали в виде закругленных углов, но бревна стали больше похожи на балки. Мы делаем это, чтобы удалить лишний материал с того, что было бы основанием дерева, чтобы сделать его более равным кончику или вершине дерева. Почему это важно для нас? Наша запатентованная технология токарного станка переворачивает бревно, бревно не вращает шпиндели, как того требует традиционный токарный станок.Устранение лишней древесины позволяет нам изготавливать бревна постоянного диаметра быстро и с меньшей нагрузкой на оборудование. Поскольку сейчас мы производим наши собственные бруски в Монтане, мы нанимаем несколько рабочих здесь, в Соединенных Штатах. Нам также не нужно импортировать предварительно обработанную древесину из Канады, что позволяет нам экономить на разумных ценах.
Готово к выемке
ДОПОЛНИТЕЛЬНАЯ ИНФОРМАЦИЯ
Наша специализированная мельница может производить бревна постоянного диаметра от 7 дюймов до 24 дюймов в диаметре.Кроме того, мы предлагаем преимущество длинных бревен, потому что мы ограничены не концами шпинделя, а размером доступного сырья. Мы можем подняться до 60 футов в длину. Используя эти длинные бревна, строителям не нужно стыковать два бревна вместе, чтобы сделать стену — бревно перекрывает расстояние. Почему это важно? Потому что он создает более прочную и энергоэффективную стену, которая также выглядит красиво!
Бревна постоянного диаметра прочные, красивые, их легко штабелировать. Превращая бревно из круглого в квадратное и обратно в круглое, мы создали рабочие места, удерживаем затраты и обеспечиваем наших клиентов красивым продуктом.По запросу мы поставляем бревенчатые дома и бревна оптом. Что мы можем для вас фрезеровать?
Комплекты домов из бревна
Компания «Современный деревянный дом» обеспечивает полный цикл процессов производства бревна из древесины хвойных пород (сосна и ель карпатская), от сортировки бревен до изготовления готовых комплектов. Комплект бревна изготавливается строго по проектной документации, включая его состав, технические условия изготовления и включает в себя подробный план стен для сборки.Также мы предлагаем большой выбор домов, бань, ресторанов и других объектов, которые можно найти на нашем сайте в разделе «Проекты», которые удивят вас изысканным дизайном и эксплуатационными характеристиками.
Что такое оцилиндрованное бревно:
На сегодняшний день бревна — один из самых популярных строительных материалов, обработанных до цилиндрической формы, имеющей ровную и гладкую поверхность. Изготавливается из древесины хвойных пород (сосна и ель карпатская) диаметром от 160 до 240 мм.
Технологические этапы производства комплектов оборудования:
Изготовление цилиндрической преформы.
Перед тем, как приступить к оцилиндровке бревна, на производстве оценивается кривизна исходного сырья, соответственно нормам. Обработка поверхности бревна, производимого деревообрабатывающими станками, для придания гладкой и округлой формы. Оцилиндрованное бревно имеет диаметр от 160 до 240 мм.Вырезка продольная (термозамок).
Термозамок, т.е. соединительный паз, обеспечивает плотное прилегание бревен, предотвращает проникновение наружного воздуха и замерзание бревен.Компенсационный паз бревна.
Служит для снижения внутреннего напряжения во время сушки бревен.Чаши фрезерные по укладке бревен.
Изготовлен на специальной машине.Обработка антисептическим составом.
Обработка древесины антисептиком необходима для защиты при транспортировке и сборке, а также служит основой для последующей лакокрасочной обработки древесины.Обрезка брёвен по размеру и маркировка.
В разметке указывается соотношение и место бревен в стене.
Домашний комплект должным образом подготовлен к транспортировке. Согласно утвержденному графику поставок и по частям до объекта заказчика.
Состав базового комплекта
| № | Название материала |
|---|---|
1. | Комплект внешних, внутренних стен |
2. | Дом на несущих балках (террасы, балконы) |
3. | Комплект стропильной системы |
4. | Комплект рамы окон и дверей |
5. | Комплект монтажного оборудования |
6. | Упаковка |
7. | Проектная документация |
Дополнительно предлагаем полный набор отделочных материалов лепного дома: вагонка, пол, плинтус и так далее.