Как правильно собрать сендвичный дымоход. Монтаж сэндвич-дымохода: как провести сборку и установку своими руками
Как правильно собрать сендвичный дымоход. Монтаж сэндвич-дымохода: как провести сборку и установку своими руками
Мечтаете построить экономичный, безопасный и теплый дом? Тогда вам следует обратиться к современным технологиям, в которых разумно сочетаются многовековой опыт, смекалка и порой совсем неожиданные технические решения. Хороший тому пример – двух- и трехконтурный дымоход, внутри которого находится утеплить. Кто бы мог подумать еще пару десятков лет назад, что подобное вообще возможно? Причем у такого дымохода действительно много ценных преимуществ, важно только все сделать по печным правилам, не отступая от них ни на йоту.
Грамотный монтаж сэндвич-дымохода начинается с проектирования дома. Только при изготовлении чертежа можно правильно соблюсти абсолютно все требования к противопожарным нормам, и потом ничего не придется переделывать или даже перестраивать. Если же дом или баня уже готовы, тогда необходимо будет максимально точно произвести все расчеты. Мы советуем вам, если вы взялись изготавливать такой дымоход самостоятельно, подойти к этому вопросу со всей ответственностью – для себя же делаете.
Если же дом или баня уже готовы, тогда необходимо будет максимально точно произвести все расчеты. Мы советуем вам, если вы взялись изготавливать такой дымоход самостоятельно, подойти к этому вопросу со всей ответственностью – для себя же делаете.
Небольшое вступление, касаемо преимуществ. В частном домостроении России наибольшее распространение получили именно сэндвич-дымоходы, хотя выбор достаточно широк. Все дело в конструкции такого дымохода, которая обещают простоту использования и безопасность.
Перед тем, как приступить к монтажу, вы увидите, что такой дымоход представляет собой две трубы разного диаметра, которые вставляются друг в дружку, а пространство между ними либо остается открытым, либо заполняется негорючей изоляцией. У такого дымохода высокая скорость монтажа, небольшой вес всей системы, абсолютно гладкие внутренние стенки, хорошая тяга и минимальное образование сажи.
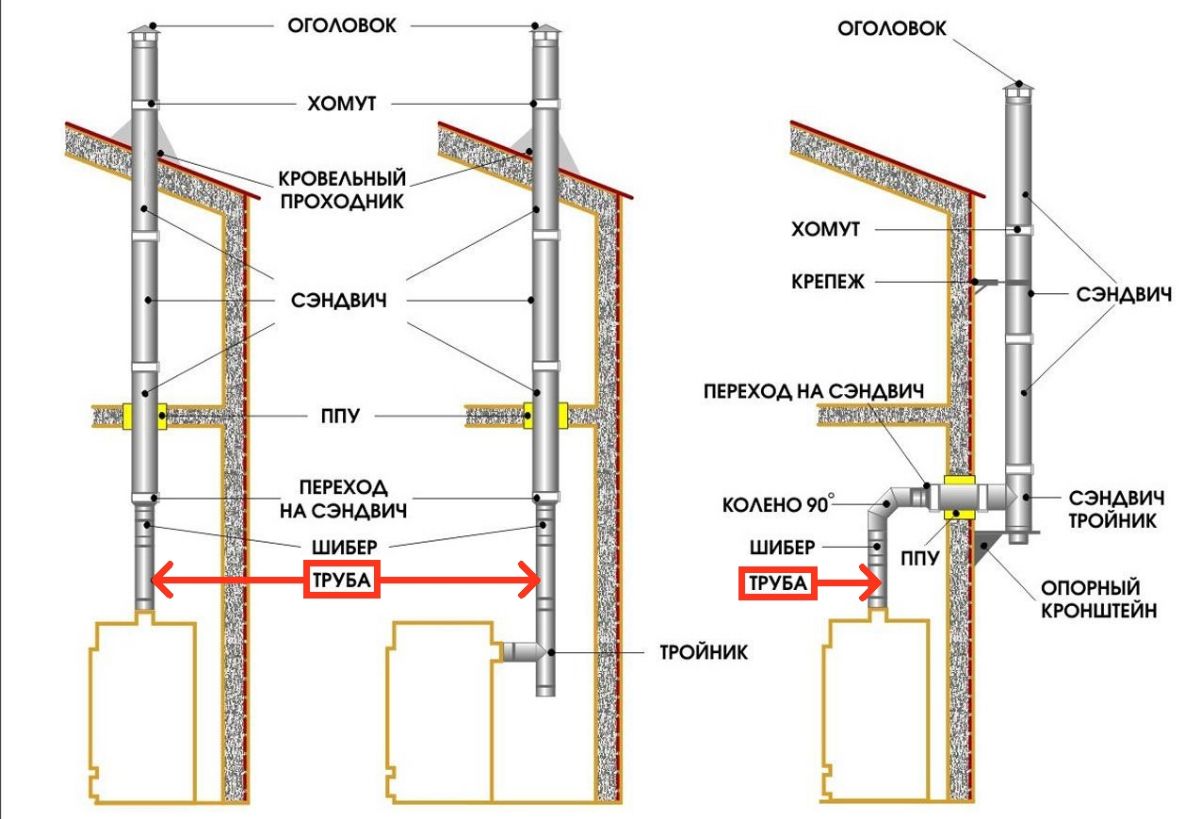
А теперь самое главное: нельзя устанавливать дымоход без специальной подготовки. Для этого существует так называемый паспорт – документ, который вы получаете при покупке такого агрегата. Обычно там есть схематическое изображение и подробная инструкция монтажа.
Обычно там есть схематическое изображение и подробная инструкция монтажа.
Монтаж дымохода из нержавейки. Дымоходы из нержавейки: разновидности и принципы монтажа
Прежде чем установить в частном доме, бане или хозяйственной постройке, источник тепла, для работы которого требуется газ, твердое либо жидкое топливо, необходимо подготовить проект системы отвода продуктов сгорания. Сегодня классические конструкции из кирпича или асбоцементных труб вытесняют удобные и практичные дымоходы из нержавеющей стали, для монтажа которых используют готовые элементы.
Разновидности дымоходов из нержавейки
К универсальному модульному дымоходу можно подключить отопительный котёл любого типа, металлическую или компактную кирпичную печку, камин. Сборку дымового канала можно выполнить самостоятельно, грамотно выбрав систему. Они различаются по конструкции, назначению, характеристикам металла.
Основные достоинства
Дымоходы из асбоцементных труб пользовались спросом благодаря дешевизне, несмотря на невысокую практичность. Кирпичные конструкции активно используются и сегодня, в том числе благодаря солидному и эффектному внешнему виду, но все чаще их модернизируют при помощи вкладок из нержавейки. В список преимуществ дымовой трубы, выполненной из нержавеющей стали, входят:
Кирпичные конструкции активно используются и сегодня, в том числе благодаря солидному и эффектному внешнему виду, но все чаще их модернизируют при помощи вкладок из нержавейки. В список преимуществ дымовой трубы, выполненной из нержавеющей стали, входят:
- Небольшой вес. Дымоход не нуждается в обустройстве фундаментного основания, что удешевляет и ускоряет монтажные работы.
- Коррозионная стойкость. Нержавеющая сталь устойчива к воздействию кислот, содержащихся в дымовом конденсате и опасных для кирпича и асбоцемента.
- Устойчивость к температурным перепадам. Металл выдерживает охлаждение до низких температур в морозные дни и нагрев дымовыми газами до 800 градусов по Цельсию и более.
- Эффективный дымоотвод. Хорошей тяге способствует круглое сечение трубы.
- Нетребовательность к обслуживанию. На внутренних стенках дымоходного канала практически не оседает сажа (в отличие от шершавых стенок из кирпича или асбоцемента), благодаря чему он редко нуждается в чистке.

- Простой монтаж. Конфигурация стандартных элементов предусматривает быструю сборку трубы любой протяженности.
- Ремонтопригодность. Модульная система позволяет при необходимости менять только элемент, вышедший из строя, что удешевляет эксплуатацию дымоотводной системы.
- Длительный срок службы (при условии правильного подбора материала изготовления и грамотного монтажа).
- Универсальность. Дымоход из нержавеющей стали подойдет отопительному агрегату любого типа.
- Свобода установки. Необязательно монтировать строго вертикальную конструкцию, допускаются наклонные элементы и повороты, что упрощает поиск удобного места для установки котла, камина или печи. Трубу с внутренним утеплением допускается монтировать снаружи постройки – в этом случае не потребуется обустраивать проходные узлы через перекрытия и кровлю.
- Доступная цена.

Установка дымохода в деревянном доме. Кирпичный дымоход в деревянном доме
Традиционным материалом изготовления дымоходов в деревянных домах является огнеупорный кирпич. При кладке дымоходов необходимо обращать особое внимание на перевязку кирпичей между собой. Для соединения элементов кирпичного дымохода во внутреннем пространстве дома можно использовать смесь из цемента и известняка, а вот при кладке кирпичей в дымоходе на открытом пространстве должен использоваться чистый цементный раствор. Толщина шва между кирпичами в такой кладке не должна превышать одного сантиметра. Кирпич при этом должен быть красным и не пустотелым.
При кладке дымоходов необходимо обращать особое внимание на перевязку кирпичей между собой. Для соединения элементов кирпичного дымохода во внутреннем пространстве дома можно использовать смесь из цемента и известняка, а вот при кладке кирпичей в дымоходе на открытом пространстве должен использоваться чистый цементный раствор. Толщина шва между кирпичами в такой кладке не должна превышать одного сантиметра. Кирпич при этом должен быть красным и не пустотелым.
Внутренняя поверхность кирпичной дымовой трубы подвергается агрессивным воздействиям продуктов сгорания, конденсата. Вследствие этого, на внутренних поверхностях могут происходить сколы и обрушения. Чтобы избежать таких негативных моментов внутрь дымохода из кирпича помещается труба из асбестоцемента, а пространство между кирпичом и трубой заливается бетонным раствором. Таким образом вы проведете так называемую «гильзовку» дымохода».
Проход дымохода сквозь деревянное перекрытие
На приведенном в статье рисунке показано, как можно провести дымоход сквозь перекрытие из дерева.
Вы можете использовать при прохождении перекрытия асбестовые прослойки. В этом случае расстояние между трубой и деревом перекрытия будет составлять 25 сантиметров.
В том случае, если асбестовая прокладка не используется то расстояние между трубой и деревом придется увеличить до 38 сантиметров.
Примыкание дымоходов к стенам из дерева
Также как и при прохождении сквозь перекрытие – при примыкании к деревянным стенам – трубы дымоходов должны быть надежно теплоизолированы.
примыкание дымохода к деревянной стене
Нормативы здесь такие же, как и при прохождении сквозь перекрытие: 25 сантиметров при использовании двух слоев асбестовой прокладки и 38 сантиметров при отсутствии прокладки.
Вся конструкция может быть с боковых сторон заложена кирпичной кладкой.
Если вы устанавливаете дымоход в новом, еще не осевшем срубе, то его лучше разместить на деревянном щите, который может двигаться относительно стены. В этом случае просадка сруба со временем не даст разрушения кирпичной кладки дымохода и трубы.
Прохождение дымохода через кровлю деревянного дома
При выведении дымохода через кровлю расстояние между его нагревающимися элементами и стропилами не должно быть менее 13 сантиметров. В промежуток между трубой и деревом стропил необходимо уложить теплоизолятор. В его качестве может применяться базальтовая вата. При выборе ваты для теплоизоляции убедитесь, что в ней нет органических связующих веществ и что она устойчива к воздействию высоких температур.
проход дымохода через крышу
Если в качестве кровли на крыше используются материалы с низким порогом воспламенения, например, листовой рубероид, то расстояние до него не должно быть менее 25 сантиметров. Пространство между горючим материалом и трубой дымохода необходимо закрыть несгораемой кровлей. В качестве такого предохраняющего материала может послужить шифер. Он не будет передавать тепло от трубы на рубероид кровли. Также в качестве предохраняющего покрытия можно использовать кровельную сталь.
Расположение дымовой трубы на кровле деревянного здания
Оголовок дымовой трубы на кровле деревянного здания должен подниматься над ней на высоту не менее 20 сантиметров от верха конька в том случае, если труба расположена непосредственно возле конька или просто на плоской крыше.
Если труба дымохода отнесена от конька менее чем на полтора метра, то ее высота также не должна быть менее 50 сантиметров.
Если дымоходная труба размещена на расстоянии от полутора до трех метров от конка, то ее оголовок не должен находится ниже уровня конька.
высота трубы над кровлей
В том случае, если ваш дымоход отстоит от конька далее, чем в трех метров, то для вычисления высоты оголовка трубы вы должны провести воображаемую линию, направленную от конька крыши со снижением в 10 градусов.
Как соединить трубы дымохода. Основные достоинства
Металлические трубы, как элемент дымоотводящей системы, используются уже очень давно. Это объясняется многими причинами.
- Во-первых, круглое сечение в любом случае является оптимальным для прохождения газов.
- Во-вторых, ровные и гладкие внутренние стенки не создают препятствий для прохождения дыма и меньше подвержены образованию сажных наростов.
- В-третьих, монтаж дымохода из крупных деталей – значительно проще, нежели кирпичная кладка.

Дымовые газы отличаются насыщенностью химически агрессивными веществами, которые, на фоне частых термических перепадов, способны активизировать коррозионные процессы, приводящие к быстрому выходу дымохода из строя, его прогоранию. Эта проблема в определенной степени была решена путем разработки и внедрения стойких нержавеющих стальных сплавов. Однако, применение нержавейки не устранило еще несколько серьёзных недостатков, присущих металлическим дымоходам:
- Высокая теплопроводность металла приводит к быстрому охлаждению выводимых газов, особенно на участках дымохода, расположенных вне здания. Это влечет снижение общей тяги – она будет очень зависима от внешних температурных условий.
- Подобная разница температур вызывает еще одно негативное явление – активное образование конденсата. Излишняя влага на внутренних стенках труб – это снижение эффективности дымохода, предпосылки для его зарастания сажей и активизации коррозии.
- На на чальных участках, а особенно в непосредственной близости от нагревательного прибора, внешние стенки такого дымохода раскаляются до температур, которые могут представлять серьезную угрозу и с точки зрения возгораемости строительных конструкций и материалов, и для личной безопасности проживающих в доме людей – случайное прикосновение к ним заканчивается ожогом.

Благополучно разрешить эти проблемы удалось разработчикам сэндвич-дымоходов .
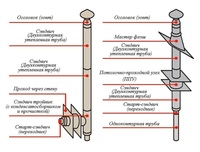
Схематично его устройство можно описать следующим образом.
Схема строения сэндвич-элемента для дымохода
Собственно, сам дымоходный канал образован трубой (поз. 1), выполненной из нержавеющей стали с применением сварки по технологии ТIG – в защитной аргоновой газовой среде.
Внешняя труба также очень часто изготавливается из нержавейки сварным методом (поз. 2). Можно приобрести и более доступный по цене вариант, когда внешний кожух сделан из оцинкованной стали (поз. 3). В продаже можно найти модели, которые кожух имеет нанесенное декоративное эмалевое покрытие того или иного цвета.
Трубы разделены прослойкой из стойкого к высоким температурам и негорючего термоизоляционного материала (поз. 4). Чаще в сего для этого применяется базальтовая минеральная вата высокой плотности (порядка 200 кг/м³). Толщина этой прослойки может быть разная, от 25 и до 100 мм – подбор ведется исходя из конкретных условий эксплуатации.
Все элементы дымохода имеют специальную систему сопряжения (поз. 5). Обычно, это совокупность раструбов и зауженных участков, обеспечивающих плотное и прочное прилегание деталей. Для большей надежности соединение узлов усиливается хомутами (поз. 6). Отдельные детали некоторых моделей сэндвич-дымоходов могут иметь и другой принцип соединения, например, с использованием фланцев.
Торец сэндвич-трубы для монтажа дымохода
Такое устройство надежно защищает дымоотводный канал от внешнего температурного воздействия. Это и определяет основные преимущества подобных сэндвич-дымоходов :
- Удалось свести образование конденсата к допустимому минимуму.
- За счет относительной ровности температуры внутри канала на всем его протяжении, значительно возрастают показатели необходимой устойчивой тяги.
- Внешняя труба-кожух не нагревается до значительных температур и не представляет серьезной опасности.
- Подобная схема дымохода вполне может размещаться снаружи здания – это облегчает и ускоряет монтаж, экономит пространство внутри жилых или технических помещений.
- При прохождении дымохода через стены, перекрытия или кровлю вырезаемые проемы нужны значительно меньших размеров, чем при обычных одностенных трубах. Кроме того, есть возможность приобрести и установить специальные проходные модули.

Конечно, такой дымоход будет стоить несколько дороже, чем обычный, и монтаж его немного сложнее, но все это сторицей окупается другими его достоинствами.
Дымоход сэндвич по конденсату. Особенности дымохода «сэндвич»
Данная конструкция является модульной, то есть собирается из комплекта различных деталей. Каждая из них представляет собой трубу или иной элемент из нержавеющей стали, закутанный в теплоизоляцию из каменной ваты и заключённый в защитно-декоративный кожух — тоже из нержавейки, только подешевле, либо вообще из оцинкованной стали. Каменная вата выбрана в качестве утеплителя благодаря негорючести и отсутствию вредных испарений при нагреве. Используются марки средней плотности — порядка 200 кг/м3.
Внутренняя часть с одной стороны слегка развальцована, что позволяет соединять детали способом «в раструб».
Сборка элементов дымоотводящей трубы в раструб позволяет выполнять монтажные работы с высокой скоростью
К сильным сторонам сэндвич-дымоходов относят:
- Малый вес. Из-за этого отпадает необходимость в строительстве фундамента.
- Высокую скорость и простоту процесса монтажа. Это объясняется тем, что выполненные в заводских условиях детали идеально подогнаны друг к другу, поэтому их стыковка осуществляется без затруднений. Также не придётся тратить время на утепление, ведь все части дымохода оснащаются утеплителем ещё на этапе производства.
- «Представительский» внешний вид. Понятно, что как любой изготовленный в заводских условиях предмет, внешне сэндвич-дымоход не идёт ни в какое сравнение с самодельными аналогами.
- Универсальность. Какими бы ни были конфигурация и сложность планируемого дымохода, в имеющемся ассортименте можно найти все необходимые для его сборки детали. Производители выпускают не только трубы, отводы и тройники, но и крепёжные элементы, узлы для пересечения перекрытий и стен, фурнитуру, дефлекторы с искроуловителями и пр. В модельном ряду имеются наборы деталей не только с разным диаметром внутренней части — от 100 до 300 мм, но и с разной толщиной теплоизоляции — от 25 до 100 мм. Таким образом, можно подобрать комплект как для внутренней, так и для наружной прокладки.
 В модельном ряду имеются наборы деталей не только с разным диаметром внутренней части — от 100 до 300 мм, но и с разной толщиной теплоизоляции — от 25 до 100 мм. Таким образом, можно подобрать комплект как для внутренней, так и для наружной прокладки.
В модельном ряду имеются наборы деталей не только с разным диаметром внутренней части — от 100 до 300 мм, но и с разной толщиной теплоизоляции — от 25 до 100 мм. Таким образом, можно подобрать комплект как для внутренней, так и для наружной прокладки.Видео как правильно собрать дымоход у печи длительного горения: по дыму или по конденсату?
из сэндвич труб через крышу или из нержавеющей стали
Содержание статьи:
Строительство бани хозяева, как правило, проводят своими силами. Самостоятельная сборка сендвичных труб в бане является простым и технологичным способом обустройства дымохода. У такой конструкции есть преимущества и недостатками перед другими вариантами систем дымоудаления.
Требования к системам дымоотведения
В деревянной бане дымоход устанавливают, соблюдая правила безопасности
Дымоходы нужны не только для отвода продуктов сгорания за пределы помещений бани. Кроме этой задачи, они должны отвечать следующим требованиям:
Кроме этой задачи, они должны отвечать следующим требованиям:
- быть герметичными, чтобы ядовитые газы не просачивались в помещения, где находятся люди;
- снижать вероятность образования обратной тяги;
- обеспечивать энергосбережение и энергоэффективность, т.е. способствовать минимальным теплопотерям на прогрев наружного воздуха;
- быть простыми в обслуживании, а именно не затруднять удаление копоти и сажи;
- исключать возгорание близкорасположенных горючих предметов и кровли;
- создавать условия для минимального количества конденсата на внутренней поверхности трубы;
- надёжно защищать от риска получения ожогов при случайном прикосновении.
Выполнение всех требований достигается правильным проектированием, выбором материалов и соблюдением технологии монтажа.
Условия исправной работы дымохода
Способы монтажа трубы дымохода
Для выполнения всех функций, при монтаже сендвичных труб для дымохода в бане, соблюдают ряд условий:
- минимальная высота от колосников печки до верхнего среза не должна быть менее 5 метров;
- на всём протяжении не допускается более 3 поворотов на угол больше 30о;
- длина горизонтального участка не должна превышать 1 метра;
- внутренний диаметр рассчитывают исходя из объёма камеры сгорания, если печь дровяная самодельная;
- просвет не может быть меньше выходного патрубка для печей заводского изготовления.
Требования по пожарной безопасности влияют на конструктивное исполнение и выбираемые материалы.
Разновидности дымоходов
По способу монтажа различают дымоотводы внутренние, внешние, комбинированные. Тип определяется тем, какая часть трубы находится в помещении, либо за его пределами. Каждому типу присущи достоинства и недостатки.
Внешний вариант
Внешний дымоход для печи в бане
Конструкция состоит из небольшого вертикального приёмного патрубка, горизонтального (или наклонного) отвода через стену и самой внешней части, укреплённой на стене или выстроенной как самостоятельное сооружение.
Преимущества внешней схемы отвода продуктов сгорания:
- низкая вероятность возгорания — горячий дымоход не проходит через деревянное перекрытие и обрешётку кровли;
- простота постройки, если используются сэндвич-трубы;
- снижаются расходы на теплоизоляцию переходов через перекрытия и кровлю;
- дымоход не занимает много внутреннего пространства.

У уличных дымоходов есть недостатки, особенно заметные в холодное время года:
- труба долго прогревается, из-за чего тяга возникает не сразу;
- в зимнее время по внутренней поверхности стекает конденсат, что приводит к коррозии железных труб или постепенному разрушению кирпичных;
- холодные стенки замедляют процесс сгорания, часть веществ откладывается на внутренних стенках в виде нагара;
- из-за нагара требуются частые чистки дымохода.
Самодельные металлические дымоотводы малопривлекательны на фасадах построек, поэтому придётся покупать заводские комплектующие, если важен внешний вид.
Внутренние конструкции
Внутренний дымоход в бане через крышу
Схема построения внутреннего дымоотвода соответствует названию.
В подавляющем большинстве случаев дымоход проходит вертикально вверх, с пересечением перекрытий и кровли.
У внутреннего варианта есть значительные преимущества:
- отсутствие поворотов улучшает тягу;
- дымоход быстро прогревается, что снижает отложения сажи и копоти;
- на большей части нет перепада температур между внешней и внутренней поверхностью, что снижает количество стекающего конденсата;
- часть трубы находится внутри помещения, ускоряя прогрев парилки, что снижает расход энергоресурсов.
Недостатком являются повышенные расходы на теплоизоляцию мест пересечения перекрытия и крыши. Приобретают готовые разделки или делают их самостоятельно.
К смешанному виду относят каналы дымоотведения, расположенные внутри кирпичных стен. Из-за сложности конструкции и необходимой большой толщины стен в частных постройках этот тип дымоходов встречается редко.
Какой материал выбрать
Кирпичный дымоход в деревянной бане
Для изготовления дымоходов используют заводские и самодельные элементы.
Правила обустройства дымоходов и требования к микроклимату помещений описаны в Своде Правил 60.13330 от 2016 года. Называется руководящий документ «Отопление, вентиляция и кондиционирование воздуха».
Свод определяет нормативы постройки печного отопления только для мест с постоянным пребыванием людей, однако игнорировать нормы в редко посещаемых банях не рекомендуется. Несоблюдение требований может привести к травмам или пожарам.
Популярными материалами для изготовления дымоходов считаются: асбестоцементные изделия, чёрный металл, кирпич, керамические трубы, нержавеющая сталь. Экзотический вариант стеклянные дымоотводы.
СНиП 41-01-2003 допускает использование для изготовления труб бетон жаростойкий, огнеупорный кирпич, асбестоцементные или сэндвич-элементы из нержавеющей стали.
Монтаж дымоотводов из других материалов нарушает требования СНиП, а виновником ущерба будет признан собственник строения.
Асбестоцемент
Для дымохода можно использовать асбестоцементные трубы
Главная положительная сторона асбестоцементных труб — их низкая стоимость.
Трубы изготавливают только на производственных линиях, продукцию отличают точные геометрические размеры и качественный состав сырья.
В качестве доборных элементов промышленность выпускает только прямые соединительные муфты, из-за чего затруднено изготовление поворотов.
Для резки используют ножовку по металлу или болгарку с отрезным кругом по камню — это упрощает установку своими руками банной печи с дымоходом.
Возможные варианты использования:
- прямые вертикальные отрезки внутреннего дымохода;
- вертикальные отрезки в схемах внешнего расположения.
При втором варианте применения асбестоцементная труба должна быть утеплена:
- оборачиванием рулонными материалами с последующей установкой защитных кожухов из металла;
- кирпичной кладкой.
Такие конструкции резко удорожают возведение, что сводит на минимум экономию при покупке самой асбестовой трубы.
Чёрный металл
Металлический дымоход не очень безопасен – его рекомендуется изолировать утеплителем
Тонкие листы чёрного металла в процессе топки раскаляются докрасна, что может стать причиной ожогов и пожаров. В то же время железо быстро прогорает, а просочившиеся газы могут стать причиной отравлений.
Не рекомендуется делать дымоход из обычного железа даже в редко протапливаемой бане. Через непродолжительное время придётся делать замену всей конструкции.
Кирпич
Кирпичные дымоходы присущи капитальным строениям.
Среди положительных свойств отмечают:
- невысокую температуру внешней стенки, что исключает ожоги и возгорания;
- привлекательный внешний вид;
- долгий срок эксплуатации из-за большой толщины стенок и минимального количества конденсата.
У таких конструкций много недостатков:
- потребуется постройка капитального фундамента;
- стенки необходимо тщательно оштукатурить — на шершавые поверхности быстро оседает сажа, требующая частой чистки;
- труба долго прогревается, не отдавая тепло внутри помещений, что ведёт к повышенному расходу дров;
- для постройки внешних дымоходов понадобятся навыки каменщика.
Кроме того, потребуются большие затраты на покупку строительного материала.
Керамика
Дымоход из керамической трубы
Керамические трубы дымохода необходимо воспринимать как уловку маркетологов.
В действительности построить дымоход только из керамических труб не получится. Потребует внешний защитный слой из кирпича или утепление.
Потребует внешний защитный слой из кирпича или утепление.
Таким образом, керамические детали используют как вкладки в дымоход.
Среди преимуществ такого конструктивного решения:
- гладкие внутренние стенки, на которых слабо задерживается сажа, что снижает периодичность чисток:
- низкая теплопроводность способствует небольшому количеству конденсата, помогает быстрейшему прогреву трубы и выходу печи в рабочий режим.
Аналогичным способом работают полимерные дымоходы, также представляющие собой не более, чем вкладыши в основную трубу.
Стекло
Стекло в составе труб дымохода экзотика, распространение которой ограничено из-за высокой цены.
Стеклянные трубы нельзя надевать на выходной патрубок печи, необходим переход длиной около 1 метра из других материалов.
Сэндвич-элементы
Дымоход можно собрать из сэндвич-труб
Сборка трубы для бани из сэндвич элементов по силам любому строителю.
Сэндвич трубы состоят из трёх слоёв: внешний и внутренний из нержавейки, между которыми находится слой теплоизоляции. Элементы выпускают различного диаметра, что позволяет подобрать продукцию для печей различной производительности.
Элементы выпускают различного диаметра, что позволяет подобрать продукцию для печей различной производительности.
Для создания дымохода необходимой конфигурации приобретают детали различной длины и доборные элементы, представляющие собой зольники, углы и повороты.
Преимущества материала:
- пожарная безопасность, так как внешний слой не разогревается до опасной температуры;
- материал не выделяет вредных веществ;
- простая сборка;
- цена, сравнимая с обустройством утеплённых труб из асбестоцемента;
- минимальное количество конденсата благодаря хорошей теплоизоляции;
- гладкие внутренние стенки;
- привлекательный внешний вид;
- доступность разделок заводского и изготовления.
При самостоятельном монтаже необходимо обратить внимание на рекомендации производителя и опытных строителей.
Обустройство внутреннего дымохода
Перекрытие делается в целях безопасности
Возведение состоит из нескольких этапов:
- проектирование;
- подготовка переходов через строительные конструкции;
- установка кронштейнов;
- сборка конструкции;
- утепление крыши и перекрытия;
Пробный пуск завершает процесс.
Проектирование
От правильно выбранного решения зависит работоспособность и удобство обслуживания дымохода.
Важным параметром, учитываемым при проектировании, является внутренний диаметр трубы. Минимальное внутреннее сечение зависит от мощности печи: для устройств до 3,5 кВт выбирают сечение 140х140 мм или внутренний диаметр 150 мм. Печи от 3,5 до 5,2 кВт оборудуют дымоходами 140х200 мм (или диаметром 200 мм).
Задвижки для любых печей не должны быть меньше 15х15 см. Расстояние от трубы до стен из горючих материалов — 260 мм, до кирпичных или блочных конструкций 200 мм.
После пробной топки замеряют температуру окружающих предметов. Если она выше 40°С, то дополнительно прокладывают негорючий теплоизолятор.
Подготовка переходов
Определившись с расположением печи и дымохода приступают к изготовлению сплошных отверстий в перекрытии и кровле. Используют отвесы, чтобы дымоотвод располагался строго вертикально.
Диаметр отверстий на 400 мм больше внешнего диаметра трубы, что необходимо для обустройства теплоизоляции.
Приобретают заводские разделки или изготавливают короб необходимо размера, который после установки трубы заполняют теплоизолятором.
Монтаж
Монтаж дымохода из сэндвич труб через крышу в бане начинают снизу, постепенно поднимаясь в сторону крыши.
Сочленения выполняют «по конденсату»: стыки отдельных деталей не должны препятствовать скатываю капель сверху вниз. Верхняя труба должна входить в нижнюю.
При необходимости конструкцию крепят к стенам с помощью кронштейнов.
По окончании монтажа утепляют разделку, проводят гидроизоляцию кровли и монтаж снятых элементов крыши.
Если в радиусе 5 м от оголовка имеются постройки из горючих материалов, обязательно монтируют искрогаситель. Тот же элемент обязателен для кровли из горючих материалов.
Выход трубы оборудуют дефлектором или оголовком-зонтом.
Частые ошибки
Возможные ошибки при установке трубы на печь в бане связаны с несоблюдением технологии монтажа:
- труба необходимо собирать «по дыму», а не «по конденсату»;
- используют не разрешённые Сводом Правил материалы;
- не соблюдают рекомендованное количество поворотов или их максимальный угол;
- не утепляют конструкцию;
- не изготавливают теплозащиту горючих стен, не используют разделки для перекрытий.

Дымоходы из сэндвич-труб, собранные с соблюдением технологии, являются безопасными для здоровья и не могут стать причиной пожаров. Дымоотводы из таких элементов по стоимости сравнимы с другими вариантами, но служат дольше, имеют привлекательный внешний вид, собираются в кратчайшие сроки.
Сборка и монтаж дымохода из сэндвич труб
Сэндвич-трубы для дымоходов стоят недорого, имеют долгий срок эксплуатации, хорошо смотрятся на крыше. Но самое главное – такую конструкцию можно смастерить своими руками, если знать некоторые нюансы.
Сборка дымохода из сэндвич-трубы
Название «сэндвич» труба получила за особенности конструкции: она состоит из двух слоев металла, между которыми прокладывается утеплитель. Благодаря этому, дымоотвод обладает следующими преимуществами:
Благодаря этому, дымоотвод обладает следующими преимуществами:
- Наружный слой металла не нагревает слишком сильно, а значит от него не идет вредное излучение.
- Находиться в помещении становится более комфортно.
- На уличной части дымохода почти не образуется конденсат, следовательно, металл не подвергается коррозии.
- За счет меньшего нагрева внешнего слоя понижается пожароопасность при выводе дымохода на улицу через кровлю.
Для изготовления сендвичной трубы используется оцинкованная сталь или нержавейка. Первая применяется гораздо реже: для маломощных газовых котлов, водонагревательной колонки или утепленной вентиляции. При высоких температурах цинк быстро выгорает, и газоход становится непригодным к эксплуатации.
Нержавеющая сталь куда более стойкая. Степень легирования стали может быть разной. Выбор сплава зависит от требуемых характеристик конечного продукта. Подробная информация представлена в таблице:
| Тип стали | Характеристики материала | Применение |
| AISI 430 | Хорошо переносит дождь, снег, ветер, повышенную влажность. Минус – восприимчива к высоким температурам. Минус – восприимчива к высоким температурам. | Применяется для монтажа наружного слоя сэндвич-дымоходов. |
| AISI 439 | В состав сплава входит титан. Такая сталь устойчива к высокой температуре и атмосферным явлениям. | Подходит для отопительных приборов мощностью до 30 кВт. |
| AISI 316 | Никель и молибден повышают термостойкость и устойчивость к кислой среде. | Применяется для любых газовых котлов. |
| AISI 304 | Добавки те же, что в AISI 316, но они добавлены в меньшем количестве в целях экономии. | Дешевый вариант для маломощных котлов. |
| AISI 316I, AISI 321 | Термостойкость такой стали – до 850 градусов Цельсия. | Используется для полноценных очагов на твердом топливе (например, кирпичных печей). |
| AISI 310S | Наиболее качественный сплав, выдерживает до 1000 градусов С. Главный его минус – высокая цена. | Используется для пиролизных печей и бань. |
При изготовлении «сэндвича» своими руками используют хитрость. Берут дешевые сплавы для наружного слоя металла, а более дорогие – для внутреннего. Это позволяет снизить стоимость всей конструкции без потери качества.
Берут дешевые сплавы для наружного слоя металла, а более дорогие – для внутреннего. Это позволяет снизить стоимость всей конструкции без потери качества.
По дыму
Существуют разные способы соединения элементов будущего дымохода. Конструкция такова, что одна сторона отрезка имеет чуть больший диаметр, чем вторая. Благодаря этой разнице две части можно соединить друг с другом.
В случае когда узкий край направлен вверх, на него надевается более широкий. Данный тип сборки называется «по дыму», поскольку дым через такую конструкцию проходит свободно. Но при этом, если стыки некачественно загерметизированы, через них может протечь конденсат.
Собирать таким способом лучше части дымохода, проходящие внутри дома (с выводом через крышу). Стекающий конденсат, конечно, выглядит не эстетично, зато он не опасен, в отличие от утечки дыма.
По конденсату
Другой вариант сборки – когда элемент конструкции повернут широким концом вверх. В этом случае капли испарений свободно стекают вниз. Данный способ так и называется – «по конденсату». При таком методе тоже очень важна правильная герметизация, иначе угарный газ через трещины проникнет в помещение. Последствия могут быть непредсказуемы. Чаще всего сборка «по конденсату» используется при выводе дымовой трубы через стену (основная ее часть находится на улице и утечка дыма не так опасна).
В этом случае капли испарений свободно стекают вниз. Данный способ так и называется – «по конденсату». При таком методе тоже очень важна правильная герметизация, иначе угарный газ через трещины проникнет в помещение. Последствия могут быть непредсказуемы. Чаще всего сборка «по конденсату» используется при выводе дымовой трубы через стену (основная ее часть находится на улице и утечка дыма не так опасна).
Общие правила монтажа
При любых строительных работах первый шаг – чтение инструкции, расчеты и чертеж.
Сечение трубы, а также ее длина определяются в зависимости от мощности отопительного устройства. Главная закономерность: чем мощнее печь, тем большего диаметра должно быть отверстие.
Чаще всего стандартное сечение для внешней части дымохода – 180 мм. Размеры внутреннего колеблются от 120 до 150 мм.
Следующий этап – определение высоты. При замерах учитывается не только внутренняя конструкция, но и та часть, которая будет возвышаться над крышей. Минимальная общая высота дымохода составляет 5 метров. Если кровля покрыта огнестойким материалом, выступающая часть газоотвода может быть равна 50 см. Но если на крыше лежит воспламеняющееся покрытие, этот показатель нужно увеличить.
Минимальная общая высота дымохода составляет 5 метров. Если кровля покрыта огнестойким материалом, выступающая часть газоотвода может быть равна 50 см. Но если на крыше лежит воспламеняющееся покрытие, этот показатель нужно увеличить.
Экономия на длине дымоотвода может привести к пожару!
Монтаж через крышу
Такую технологию еще называют вертикальным дымоходом. Ниже представлено руководство по изготовлению:
- На отопительный прибор устанавливают соединительный элемент. Закрепляют его с помощью хомутов.
- Элементы конструкции соединяют между собой, швы герметизируют.
- Чтобы провести систему через потолок и перекрытие, нужно заранее приготовить патрубок и пластину из антикоррозийной стали.
- Прорезать в крыше отверстие, с помощью саморезов закрепить в нем патрубок. Вновь загерметизировать швы.
- На внешней части патрубка смонтировать следующий элемент стояка с «юбкой» для защиты от влаги.
- На самую верхнюю часть дымохода прикрепить оголовок.

Монтаж через стену
Если решено монтировать печную трубу горизонтально, нужно учесть нюансы прохождения ее через стену. Схема работы следующая:
- Укрепить часть стены, через которую будет выводиться конструкция. Сделать это можно, например, с помощью деревянных брусков.
- Завершить отделку стены фанерой, асбестовым листом и оцинкованным металлом.
- Чтобы провести дымоотвод сквозь стену, нужно соорудить кронштейн, оборудованный полозьями и тройником.
- Все металлические листы на сэндвиче обработать антикоррозийным лаком.
- Наружный конец дополнить конденсатором.
- Далее, продолжить сборку трубы, при этом все части должны быть зафиксированы на стене (в качестве креплений лучше выбрать анкерные винты).
- Завершающий штрих – установка оголовка на конец дымоходной трубы.
Какие виды и размеры имеет сэндвич труба и как ее монтировать
Содержание статьи
Сегодня на рынке стройматериалов предлагается множество дымоходов. К вопросу выбора печного оборудования нужно подойти очень ответственно, ведь от этого зависит пожаробезопасность всего дома. Этому главному критерию наилучшим образом соответствует сэндвич труба.
К вопросу выбора печного оборудования нужно подойти очень ответственно, ведь от этого зависит пожаробезопасность всего дома. Этому главному критерию наилучшим образом соответствует сэндвич труба.
Составные элементы дымохода сэндвич
Она пользуется большой популярностью, и это неспроста. Дымоход сэндвич имеет легкую и компактную конструкцию, он практичный и функциональный. А самое главное — его можно легко установить своими руками.
Вернуться к содержанию ↑
Основные характеристики сэндвич дымоходов
Дымоходы сэндвич представляют собой конструкцию, которая имеет три слоя. Такая конструкция состоит из внешней и внутренней трубы разного диаметра, а между ними уложен слой теплоизоляции. Поэтому дымоходы и получили такое название. Внутренняя труба обязательно должна быть из нержавеющей стали, а наружная часть может изготавливаться из оцинкованной стали либо другого материала. Сэндвич трубы для дымоходов отличаются диаметром и толщиной теплоизоляции, в зависимости от того, при каком режиме температуры будут использоваться. Такие печные устройства обладают массой достоинств по сравнению с другими видами:
Такие печные устройства обладают массой достоинств по сравнению с другими видами:
- Отсутствует конденсат;
- Простой монтаж;
- Наивысшая степень пожаробезопасности;
- Компактность;
- Устойчивость к агрессивным средам.
Единственным недостатком такого устройства является его дорогая цена. На сегодняшний день дымоходы сэндвич являются самым оптимальным вариантом, так как могут устанавливаться в домах, построенных из любого материала. Они имеют высокую степень надежности и безопасности.
Устройство дымохода сэндвич
Сэндвич трубы для дымоходов продаются частями, длина каждого сегмента не превышает одного метра.
Вернуться к содержанию ↑
Виды и размеры соединительных элементов
В зависимости от того, где будет использоваться печное отопление, определяется диаметр трубы. Подбирается диаметр внутренней трубы, так как она несет основную температурную нагрузку. Диаметр сэндвич трубы определяется исходя из мощности отопительного устройства: чем он мощнее, тем большее сечение необходимо.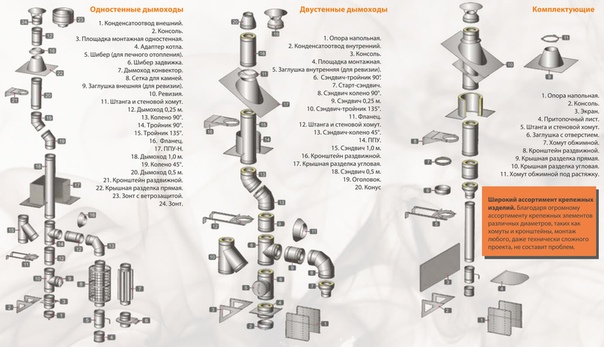 Размеры печного оборудования регламентирует СНиП. В основном, диаметр указывается в техническом паспорте прибора: например, 120\180; 150\210 либо 200\260 мм. Первая цифра — это внутреннее сечение, а вторая внешнее. Труба из нержавейки может использоваться для газового и твердотопливного котла, печи, камина, сауны, в качестве сегмента при установке вертикальных частей печного отопления. К данной трубе подбираются соединительные части из нержавейки соответствующего диаметра:
Размеры печного оборудования регламентирует СНиП. В основном, диаметр указывается в техническом паспорте прибора: например, 120\180; 150\210 либо 200\260 мм. Первая цифра — это внутреннее сечение, а вторая внешнее. Труба из нержавейки может использоваться для газового и твердотопливного котла, печи, камина, сауны, в качестве сегмента при установке вертикальных частей печного отопления. К данной трубе подбираются соединительные части из нержавейки соответствующего диаметра:
- Дымоход-конвектор 120, 150, 200 мм — предназначен для отведения продуктов сгорания;
- Колено 120, 150, 200 мм — состоит из нескольких частей, сваренных под углом, благодаря чему можно изменить направление дымохода;
- Тройник 120, 150, 200 мм — служит для отвода газов и конденсата;
- Ревизия 120, 150, 200 мм — предназначена для очистки дымохода от сажи;
- Переходник 120, 150, 200 мм — служит для соединения элементов;
- Кагла 120, 150, 200 мм — используется для регулирования тяги;
- Флюгер термо 120, 150, 200 мм — предназначен для защиты от осадков и задувания ветра;
- Конус термо 120, 150, 200 мм — служит для защиты от атмосферных осадков;
- Розетта 120, 150, 200 мм — является вспомогательным элементом и предназначена для декора;
- Грибок 120, 150, 200 мм — состоит из оцинкованной стали и предназначен для верхушки дымохода.

Соединительные части дымохода сэндвич
Чем толще нержавейка, тем будет дольше срок службы печного отопления.
Сэндвич конструкции из нержавеющей стали обеспечивают качественный отвод продуктов сгорания, а благодаря оцинкованной стали дымоход можно дополнить разными декоративными элементами.
Вернуться к содержанию ↑
Установка печного оборудования своими руками
Конструкция дымохода сэндвич изначально имеет высокую степень пожаробезопасности, поэтому не сложна в монтаже. И придерживаясь некоторых правил, ее можно установить своими руками. Основные из рекомендаций — это:
- При проходе трубы по наиболее пожароопасному участку требуется дополнительный слой термоизоляции;
- Запрещается устанавливать сэндвич трубу над печным устройством.
В качестве термоизоляционного слоя наиболее распространенным является базальтовое волокно, так как имеет хорошую стойкость к воздействию различных химических веществ и высоких температур.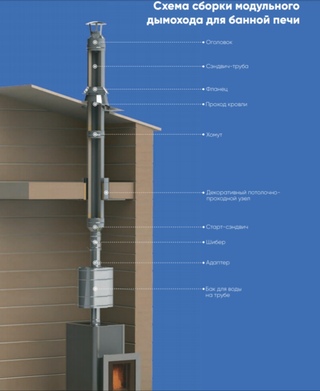 Согласно требованиям СНиП размеры базальтового утеплителя должны быть не более 25-60 мм. Монтаж конструкции своими руками может осуществляться по двум принципам:
Согласно требованиям СНиП размеры базальтового утеплителя должны быть не более 25-60 мм. Монтаж конструкции своими руками может осуществляться по двум принципам:
- По дыму;
- По конденсату.
Установка дымохода сэндвич
По дыму дымоходы собирают с целью не допустить попадание угарных газов в дом путем закрепления тройников. По конденсату собирают, чтобы конденсат, полученный от разницы температур, смог стекать вниз по трубе. При такой установке тройники не потребуются. Правильно будет, если внутренняя часть трубы будет установлена по конденсату, а наружная — по дыму. Какой бы способ не был выбран, самое важное — это то, что необходима качественная герметизация стыков. Соединяется дымоход такими способами, как:
- Фланцевый;
- Байонетный;
- Мостик холода.
Правильно устанавливать конструкцию своими руками нужно от печи до кровли, поэтапно соединяя все части хомутами. Для работы понадобятся такие инструменты:
- Рулетка;
- Уровень;
- Электролобзик;
- Болгарка.

Установка сэндвича с применением отводов
Первую часть конструкции устанавливают из нержавейки без слоя утеплителя, так как из-за воздействия высокой температуры утеплитель обгорит. Для того чтобы конструкция была надежной, для соединения стыков лучше использовать специальный высокотемпературный герметик. При высокой степени герметичности тяга намного выше.
Некоторую сложность при установке печного отопления своими руками может представить проход через перекрытия. Для этого необходимо вырезать проем и в местах соприкосновения перекрытия со специальными патрубками проложить еще один слой теплоизоляции. Далее трубу проводят через проем.
Вернуться к содержанию ↑
Как правильно провести дымоход через перекрытие
Очень ответственной и сложной частью является проход дымохода через перекрытие. Сначала с внутренней стороны крыши делают проем. Далее внутри закрепляется подкрышный лист, который сделан из оцинкованной стали, а снаружи — крышная разделка. После закрепления фартука, который приварен к крышной разделке, устанавливают следующую часть конструкции. Чем ниже расположена труба, тем больше она должна возвышаться над крышей. Дымоход может возвышаться над крышей:
Чем ниже расположена труба, тем больше она должна возвышаться над крышей. Дымоход может возвышаться над крышей:
- При расстоянии до конька 150 см, размеры трубы над коньком 50 см;
- При расстоянии 150-300 см, размеры трубы не ниже конька;
- При расстоянии более 300 см — размеры трубы ниже конька до условной линии, которая проведена под 10˚ уклоном к линии горизонта.
Стыковка элементов дымохода
В завершении, после того как нужные размеры длины трубы установлены, крепится грибок. Монтаж печного отопления в загородном доме является неотъемлемой и обязательной частью при установке каминов, бань, саун. Изучив все тонкости и принципы, вполне можно установить сэндвич дымоход своими руками. И тогда безопасность, уют и комфорт обеспечен на долгие годы.
Вернуться к содержанию ↑
Монтаж дымохода
| Автор | Поделитесь | Оцените |
|---|---|---|
Виктор Самолин |
Интересное по теме:
Как изолировать сэндвич трубы для дымохода
Называются эти трубы так потому из-за специфики трубной конструкции. Сэндвич труба включает в себя внутреннюю и внешнюю трубы, а между ними прокладывается теплоизоляционный слой.
Сэндвич труба включает в себя внутреннюю и внешнюю трубы, а между ними прокладывается теплоизоляционный слой.
Решая задачу того, как изолировать трубу дымохода, многими производителями при утеплении сэндвич труб применяется волокно из базальта (минеральная вата), которое по своему назначению и свойствам очень похоже на асбестовое волокно. Основные преимущества минеральной ваты – стойкое выдерживание воздействий органических веществ и самых высоких температур, это важно понимать. прежде чем утеплить трубу дымохода. Материал прекрасно подходит не только для теплоизоляции, его звукоизоляционные характеристики также весьма неплохи.
Стандартная толщина утеплителя из базальтового волокна – 25 – 60 миллиметров. Внутри сэндвичные трубы для дымохода оснащены нержавеющей сталью, а внешний слой может состоять из разного рода материалов. Наиболее частые образцы внешних труб – трубы нержавеющие для дымохода, но есть и модели, в производстве которых применяется латунь, медь и другие материалы.
Соединение сэндвич трубы, которое бывает фланцевым, в виде «мостика холода», байонетным, должно быть выполнено герметично. Утепленный дымоход из сэндвич трубы имеет неоспоримые достоинства, особенно если сравнивать его с односменным дымоходом.
Среди этих плюсов выделяются следующие:
- Конденсата в дымоходах с таким устройством практически нет.
- Утепленные дымоходы гораздо меньше обычных накапливают сажу.
- Такой не нуждающийся в регулярном обслуживании дымоход является гарантией долгого эксплуатационного срока и надежной работы (читайте также: «Утепление дымохода — этапы роботы»).
Не секрет, что наиболее пожароопасными домами являются дома из дерева, поэтому установка сэндвич труб для дымохода в деревянных домах является делом первостепенным.
Отличие сэндвич дымохода от дымохода из кирпича:
- дымоход из нержавейки выглядит гораздо более эстетично;
- вес сэндвич дымохода существенно меньше, чем кирпичного;
- в состав сэндвич дымохода входит огнеупорный материал.

Возводить специальный фундамент для такой конструкции совсем не нужно, соответственно, такой способ является более экономным. Более того, коррозии такие трубы не подвержены, а также они характеризуются хорошей газо- и паропроницаемостью.
Основные нормы установки сэндвич труб
- Устанавливая такую трубу для дымохода, строго запрещено применять ее как первую трубу, то есть ту, которая находится прямо над отопительным агрегатом.
- Для того чтобы исключить любую вероятность возгорания, нужно сделать следующее: пожароопасные сегменты сэндвич трубы (кровля, перекрытия, деревянные стены и балки) необходимо оснастить дополнительным теплоизоляционным слоем.
- Для монтажа подобного рода характерны два принципа:
-первый принцип, именуемый «по дыму», предусматривает наличие в системе тройника для отвода конденсата;
-второй принцип, именуемый «по конденсату», означает, что тройник не нужен. Здесь имеется определенный порядок сборки: после тройника – «по конденсату», до тройника — «по дыму».
 Здесь имеется определенный порядок сборки: после тройника – «по конденсату», до тройника — «по дыму».
Здесь имеется определенный порядок сборки: после тройника – «по конденсату», до тройника — «по дыму».
Процесс подготовки к монтажным работам
Дымоход должен проходить через этажи максимально безопасно, а порядок работ по установке должен быть строго регламентирован. Для того чтобы провести дымоход через перекрытия, нужно применять специальный патрубок.
- Перед установкой патрубка нужно его правильно подготовить. Маты изоляционного слоя, выполненные из минеральной ваты (базальтовое волокно), укладываются на стены патрубка, решая, таким образом, вопрос о том, чем обмотать трубу дымохода.
- Далее нужно изолировать внутреннее пространство патрубка, а также все те места, которые вплотную прилегают к перекрытию.
- После этого патрубок готовится к монтажу. При этом нужно определиться с тем местом в потолке, где будет располагаться труба. Затем после выполнения необходимой разметки в перекрытии делается специальный проем. Там, где патрубок будет соприкасаться с потолком, прокладывается слой теплоизоляции, а затем монтируется непосредственно сам патрубок.
- По завершении вышеописанных мероприятий перекрытие потолка уже можно использовать для установки дымохода, элементы которого будет проходить через потолок. Конструкция должна быть рассчитана так, чтобы сэндвич трубы не имели никаких точек соприкосновения с перекрытием потолка, так как соединение элементов в подобных местах решительно запрещено (прочитайте: «Дымоход сэндвич своими руками»).
- Воздушное пространство, которое нужно оставить между трубой и деталями патрубка, призвано выполнять функции дополнительного снятия тепла. После того, как труба проведена через перекрытие, нужно утраивать защитные детали патрубка. Также рекомендуется выполнить проверку вертикали ствола дымохода.
 Там, где патрубок будет соприкасаться с потолком, прокладывается слой теплоизоляции, а затем монтируется непосредственно сам патрубок.
Там, где патрубок будет соприкасаться с потолком, прокладывается слой теплоизоляции, а затем монтируется непосредственно сам патрубок.
Алгоритм действий при монтаже дымохода
- Оптимальным примером по монтажу дымохода выступает двухконтурная система. Устройство дымохода должно начинаться снизу, то есть от агрегата отопления, и продвигаться вверх. Внутренняя труба дымохода при этом входит в предыдущую, внешняя – также в предыдущую, таким образом, слой термоизоляции дымохода гарантированно защищен от проникновения влаги.
- Устанавливаемые «по конденсату» внутренние части дымохода не дают стекающему конденсату проникать, например, в трубные швы или дымоход переходник трубы, следовательно, защищают конструкцию от затеканий.
- Герметик даст возможность осуществить качественную и долговечную герметизацию, но важно, чтобы его рабочая температура не была ниже 100 градусов.
- Хомуты используются для скрепления таких элементов трубы, как колени, тройники, трубные стыки. Кронштейны применяются для крепления тройников, причем расстояние, на котором они должны находиться друг от друга, должно быть рано 200 сантиметрам.
- Важно помнить о том, что ни один из горизонтальных участков дымохода не должен быть длиннее одного метра.
- Система дымохода ни при каких обстоятельствах не должна вплотную прилегать к таким объектам коммуникации дома, как газовый трубопровод, электропроводка и т.п.
- Обязательным условием является изолирование патрубков при помощи минеральной ваты в тех местах, где дымоход пересекает любое из перекрытий – стена, крыша, потолок. Важно при этом соблюдать все нормы пожарной безопасности.
- Не стоит забывать о таком важном мероприятии, как чистка дымохода. Для этого должна быть смонтирована ревизия, представляющая собой проем с дверцей, или стакан, являющийся съемной частью. К процессу чистки нужно подходить очень ответственно и выполнять ее в соответствующие сроки.
 Устройство дымохода должно начинаться снизу, то есть от агрегата отопления, и продвигаться вверх. Внутренняя труба дымохода при этом входит в предыдущую, внешняя – также в предыдущую, таким образом, слой термоизоляции дымохода гарантированно защищен от проникновения влаги.
Устройство дымохода должно начинаться снизу, то есть от агрегата отопления, и продвигаться вверх. Внутренняя труба дымохода при этом входит в предыдущую, внешняя – также в предыдущую, таким образом, слой термоизоляции дымохода гарантированно защищен от проникновения влаги.

Дымоход из сэндвич труб — его монтаж и преимущества, подробно на видео:
Подробную информацию с наличием фото и видео по монтажу сэндвич труб для дымохода при желании можно найти в Интернете на специализированных сайтах.
Таким образом, можно смело сделать вывод, что устройство сэндвич трубы для дымохода собственноручно вполне осуществимо, нужно лишь иметь для этого необходимые инструменты и материалы. Кроме того, применение таких труб дает хозяевам полноценную гарантию того, что вся конструкция дымохода будет долговечной, надежной и, что не менее важно, безопасной. Читайте также: «Монтаж кровельных сэндвич панелей — технология».
Сендвичные трубы для дымохода цены и сравнения — выбираем лучшие
Мои знания о дымоходах начинаются с 2001 года, когда я попал работать на производство дымоходных систем. Тогда нормой считались кирпичные каналы, асбестоцементные трубы или асбестоцементные трубы в кирпичных каналах. Двухконтурные модульные дымоходы только набирали популярность. С появлением на рынке новых современных отопительных котлов (Их особенность — высокий коэффициент полезного действия с низкой температурой отводящих газов). Повлек за собой пересмотр отношения к системе дымоходов. Появилась такая проблема как КОНДЕНСАТ. разрушающий стены дымовых труб снаружи помещения и вызывающий засорение дымохода внутри.
Повлек за собой пересмотр отношения к системе дымоходов. Появилась такая проблема как КОНДЕНСАТ. разрушающий стены дымовых труб снаружи помещения и вызывающий засорение дымохода внутри.
Не зная истинных причин разрушений, хозяева самостоятельно перекладывают дымовые трубы, пытаясь их утеплить и перебрать кладку на крыше в месте примыкания её с дымоходом, но это не приведет к должному долговечному результату.
Услуги по устранению данных проблем в «типичных» фирмах оборачиваются не малыми денежными затратами и вот почему:
— Для дымохода необходимо построить несущую раму, а уже на нее крепить дымоход, после чего дом становится похож на промышленную котельную.
— Если кирпичный дымоход проходит в внутри помещения, то здесь необходимо вскрыть канал, расширить перекрытия, после чего спрятать дымоход в декоративный короб и заново сделать ремонт.
— Учитывая, что гарантия на сэндвич трубы не превышает 10 лет (это при условии что производитель использовал качественную нержавеющую сталь (очень часто для котлов используют сталь, которая годится только для твердого топлива и в агрессивной газоконденсатной среде быстро приходит в негодность)).
— При не правильном монтаже могут не качественно установить крепления и из-за колебаний трубы при порывах ветра они расшатаются и дымоход просто упадет. А если это произойдёт в зимнее время, то можно замерзнуть пока эту систему вновь восстановят.
С ФУРАНФЛЕКС таких проблем просто не может быть!
Инструкция по монтажу и эксплуатации дымоходной системы VVD-TONA
Дымоходная система VVD-TONA является совместным изделием немецкой фирмы TONA — производителя уникальных ультратонких керамических труб и отечественной фирмы Инжкомцентр ВВД — старейшего производителя модульных дымоходных элементов на российском рынке. Использование в качестве внутреннего дымоходного контура керамической трубы TONA, современных отечественных термоизоляционных материалов – БСТВ и керамоволокна, а также относительно недорогой коррозионностойкой стали AISI 430 с зеркальной поверхностью для внешнего контура позволило создать уникальную, практически с неограниченным сроком эксплуатации, безопасную, превосходящую по своим техническим и эксплуатационным характеристикам соответствующие аналоги и в то же время экономически обоснованную, современную дымоходную систему.
В зависимости от необходимости и назначения с помощью широкого номенклатурного ряда модульных элементов имеется возможность комплектации дымоходов VVD-TONA в трех технических исполнениях. Каждое из этих исполнений может комплектоваться элементной базой следующих диаметров: 130/220, 150/260, 180/280, 200/300 мм. Перед сборкой любого варианта дымоходной системы все элементы должны быть освобождены от упаковки и защитного покрытия и проверены на отсутствие каких-либо транспортных повреждений.
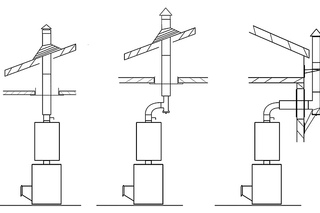
1. Прямоточный вариант.
Использование легких тонкостенных керамических труб взамен металлических толщиной 1 мм из жаростойких марок сталей весьма незначительно увеличило вес модульных элементов и соответственно всей дымоходной системы, что позволяет монтировать невысокие дымоходы до 8-10 м с опорой непосредственно на теплогенерирующий аппарат с позволяющей это делать его конструкцией и частичным снятием весовой нагрузки дымохода на пересекаемые перекрытия. При необходимости устройства дымохода большей высоты с целью предотвращения избыточной нагрузки на теплогенерирующий аппарат в разрезе одного из верхних перекрытий устанавливается промежуточный проходной опорный кронштейн. Система дымохода в этом варианте конструктивно проста и аналогична типовой схеме сборки дымохода VVD.
При необходимости устройства дымохода большей высоты с целью предотвращения избыточной нагрузки на теплогенерирующий аппарат в разрезе одного из верхних перекрытий устанавливается промежуточный проходной опорный кронштейн. Система дымохода в этом варианте конструктивно проста и аналогична типовой схеме сборки дымохода VVD.
На теплогенерирующий аппарат устанавливается стартовый элемент из номенклатурного ряда VVD, затем дроссельная заслонка, а на нее переходной элемент для вертикального перехода на дымоходную систему VVD-TONA. Сборка дымохода до переходного элемента осуществляется по дыму, а выше его – по конденсату. Далее система собирается из отдельных модульных элементов VVD-TONA: либо это прямолинейные сэндвичные элементы 0,5 и 1 м, либо при конструктивной необходимости устанавливается комбинация из отводных 30° сэндвичных элементов, также возможно применение тройникового сэндвичного элемента.
В разрезах перекрытий устанавливается типовой элемент VVD – разделка потолка, обеспечивающий пожарную безопасность в зоне перекрытий, а также частичную вертикальную разгрузку дымоходной системы.
Внимание! Стыковка сэндвичных элементов в разрезе перекрытия запрещается!
Пересечение кровли также производится с использованием типовых элементов для прохождения кровли – либо мастер-флеш соответствующего типа, либо разделка кровли. На окончании дымохода устанавливается дефлектор либо зонт-оголовок требуемого диаметра.
Конструктивная безопасность всех сопряжений керамических элементов системы обеспечивается применением либо соответствующих жаростойких уплотнителей, предварительно установленных в муфтовых соединениях элементов, либо при профессиональной и серийной сборке дымоходов с помощью специального комплектного жаростойкого герметика TONA.
Внимание! Во всех случаях сборки дымоходов VVD-TONA категорически запрещается применение ударных нагрузок при уплотнении стыковочных узлов керамических элементов (такие уплотнения допустимы для внешнего контура дымохода).
Стыковка сэндвичных элементов должна производиться аккуратно в заходной момент с легким покачиванием верхнего элемента, а в последующем – движением его строго по оси дымохода до полной посадки внешнего контура. Места соединений элементов блокируются штатными стяжными хомутами.
Места соединений элементов блокируются штатными стяжными хомутами.
При наличии стыковочных узлов выше кровли в количестве более двух, исключая окончание, рекомендуется установка растяжного крепежного узла. Растяжки крепятся на дымоходе к специальному обжимному хомуту.
При монтаже растяжного узла на дымоход, смонтированный в новом деревянном доме, необходимо учесть последующую усадку дома и соответственно возможность перемещения обжимного хомута по дымоходу. В любом случае функциональное состояние растяжного узла является важным и требует постоянного визуального контроля.
Контроль состояния дымохода и необходимость его чистки выполняется не реже одного раза в год. Физические свойства керамической трубы и эффективность термоизоляции делают дымоход не склонным к сажеобразованию, тем не менее чистку дымохода в необходимых случаях требуется выполнять аккуратно, избегая ударных нагрузок, помня, что внутри дымохода керамическая труба.
2. Пристенный вариант.
Необходимость пристенного варианта дымохода обуславливается либо горизонтальным выходом патрубка теплогенерирующего аппарата, либо конструктивной невозможностью по разным причинам сборки прямоточного дымохода, либо в соответствии с требованиями художественного оформления. Пристенный вариант монтажа дымохода возможен как с внутренней стороны стены, так и с внешней. Вариант с внешней установкой будет отличаться дополнительно устанавливаемой в разрезе стены стеновой разделкой соответствующего размера.
Пристенный вариант монтажа дымохода возможен как с внутренней стороны стены, так и с внешней. Вариант с внешней установкой будет отличаться дополнительно устанавливаемой в разрезе стены стеновой разделкой соответствующего размера.
Оба варианта начинаются с установки на стене опорного кронштейна. Место его крепления определяется в соответствии с горизонтальным участком дымохода от теплогенерирующего аппарата и горизонтальным входом в тройник, установленный на опорный кронштейн.
После монтажа опорного кронштейна производится сборка конденсатоотводного прочистного узла с присоединением к нему с помощью телескопического устройства горизонтального участка дымохода от теплогенерирующего аппарата.
В зависимости от возможности и желания пользователя на горизонтальный участок устанавливается одноконтурная дроссельная заслонка.
На опорный кронштейн, закрепленный с внутренней или внешней стороны стены, крепится с помощью комплекта болтов и гаек опорная пластина. На нее устанавливается сэндвичный тройник, который снизу закрывается конденсатоотводной заглушкой.
При сборке дымохода с внешней стороны в стену соосно горизонтальному участку дымохода врезается стеновая разделка. Сквозь нее проходит требуемой длины сэндвичный элемент, который стыкуется с тройником.
Внимание! Стыковка сэндвичных элементов в разрезе стены запрещается!
С другой стороны на сэндвичный элемент надевается горизонтальный переходной элемент. В него до упора вставляется труба телескопического устройства, затем обратным движением труба одевается до упора либо на одноконтурную дроссельную заслонку, либо на одноконтурный отводный элемент.
При необходимости труба укорачивается до требуемой длины.
При монтаже дымохода с внутренней стороны стены необходимость в установке стеновой разделки отсутствует, и горизонтальный переходной элемент устанавливается сразу на тройник. Дальнейшая сборка дымохода осуществляется типовыми прямолинейными сэндвичными элементами до их полной посадки. Сборка дымохода до переходного элемента осуществляется по дыму, а далее в двухконтурной его части – по конденсату.
Меры безопасности те же, что и при сборке прямоточного дымохода. Каждый стык блокируется обжимными хомутами. Через три стыковочных узла рекомендуется установка телескопического стенового кронштейна, фиксирующего вертикальную ось дымохода. При высоте дымохода более 12 метров рекомендуется установка промежуточного проходного опорного кронштейна, снимающего вертикальную нагрузку с нижних элементов дымохода. Требования по установке растяжного узла те же, что и при сборке прямоточного дымохода. На окончание дымохода устанавливается зонт-оголовок либо дефлектор требуемого диаметра.
Внимание! Категорически не рекомендуется монтировать дымоход на расстоянии менее 130 мм от внешнего контура до стены, выполненной из возгораемого материала. Температура от воздействия дымохода на поверхности стены не должна быть более 50°С, в противном случае требуется дополнительная термоизоляция стены.
При чистке вертикальной части дымохода необходимо снять конденсатоотводную заглушку с тройника, а при чистке горизонтального участка полностью расстыковать телескопический узел. Меры предосторожности те же, что и при чистке прямоточного дымохода.
Меры предосторожности те же, что и при чистке прямоточного дымохода.
ВНИМАНИЕ! При сборке дымоходных систем VVD-TONA необходимо строго соблюдать прямолинейности их осей. Любое искривление оси дымохода за счет выборки зазоров в муфтовых соединениях керамических элементов может привести к разрушению этих элементов. Вертикальность оси дымохода задается изначально первым элементом дымоходной системы, устанавливаемым на опорный кронштейн, а в последующем контролируется и обеспечивается с помощью промежуточных телескопических кронштейнов.
3. Вариант перехода с кирпичного дымохода на дымоход VVD-TONA.
В целях упрощения общестроительных и печных работ, сокращения их сроков, уменьшения суммарной весовой нагрузки дымохода, улучшения качества внутренней поверхности дымохода (соответственно минимизации сажеобразования) предусмотрена конструктивная возможность монтажа дымоходной системы VVD-TONA непосредственно на начало кирпичного дымоходного канала. Для этого из жарокоррозионностойкой стали сконструирован специальный переходной элемент с дымоходных каналов 125х125 и 125х250 мм соответственно на диаметры 150 и 200 мм.
Для этого из жарокоррозионностойкой стали сконструирован специальный переходной элемент с дымоходных каналов 125х125 и 125х250 мм соответственно на диаметры 150 и 200 мм.
В соответствии с пожеланиями Гильдии Печников в конструкции этого переходного элемента заложена шиберная заслонка. После установки данного переходного элемента дальнейшая сборка дымохода осуществляется аналогично сборке прямоточного варианта дымохода. С теми же предосторожностями и требованиями по безопасности.
вернуться обратно
IRJET — Запрошенная вами страница не была найдена на нашем сайте
IRJET приглашает статьи из различных инженерных и технологических дисциплин, научных дисциплин для Тома 8, выпуск 2 (февраль-2021)
Отправить сейчас
IRJET Vol-8, выпуск 2, Февраль 2021 г. Публикация находится в процессе …
Обзор статей
IRJET получил «Импакт-фактор научного журнала: 7,529» за 2020 год.
Проверить здесь
IRJET получил сертификат регистрации ISO 9001: 2008 для своего Система менеджмента качества.
IRJET приглашает специалистов по различным инженерным и технологическим дисциплинам, научным дисциплинам для Тома 8, выпуск 2 (февраль-2021 г.)
Отправить сейчас
IRJET Vol-8, выпуск 2, февраль 2021 г. Публикация продолжается …
Просмотр Документы
IRJET получил «Импакт-фактор научного журнала: 7,529» за 2020 год.
Проверить здесь
IRJET получил сертификат регистрации ISO 9001: 2008 для своей системы менеджмента качества.
IRJET приглашает специалистов по различным инженерным и технологическим дисциплинам, научным дисциплинам для Тома 8, выпуск 2 (февраль-2021 г.)
Отправить сейчас
IRJET Vol-8, выпуск 2, февраль 2021 г. Публикация продолжается …
Просмотр Документы
IRJET получил «Импакт-фактор научного журнала: 7,529» за 2020 год.
Проверить здесь
IRJET получил сертификат регистрации ISO 9001: 2008 для своей системы менеджмента качества.
IRJET приглашает специалистов по различным инженерным и технологическим дисциплинам, научным дисциплинам для Тома 8, выпуск 2 (февраль-2021 г.)
Отправить сейчас
IRJET Vol-8, выпуск 2, февраль 2021 г. Публикация продолжается …
Просмотр Документы
IRJET получил «Импакт-фактор научного журнала: 7,529» за 2020 год.
Проверить здесь
IRJET получил сертификат регистрации ISO 9001: 2008 для своей системы менеджмента качества.
IRJET приглашает специалистов по различным инженерным и технологическим дисциплинам, научным дисциплинам для Тома 8, выпуск 2 (февраль-2021 г.)
Отправить сейчас
IRJET Vol-8, выпуск 2, февраль 2021 г. Публикация продолжается …
Просмотр Документы
IRJET получил «Импакт-фактор научного журнала: 7,529» за 2020 год.
Проверить здесь
IRJET получил сертификат регистрации ISO 9001: 2008 для своей системы менеджмента качества.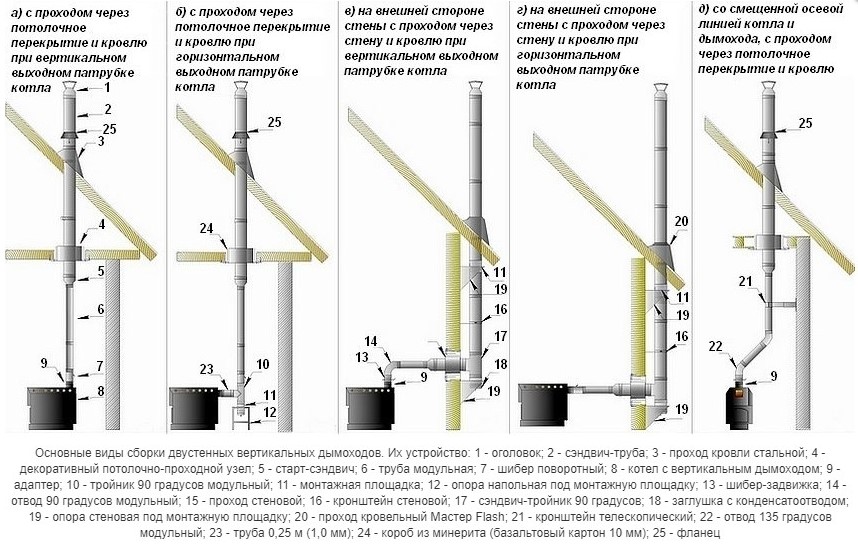
IRJET приглашает специалистов по различным инженерным и технологическим дисциплинам, научным дисциплинам для Тома 8, выпуск 2 (февраль-2021 г.)
Отправить сейчас
IRJET Vol-8, выпуск 2, февраль 2021 г. Публикация продолжается …
Просмотр Документы
IRJET получил «Импакт-фактор научного журнала: 7,529» за 2020 год.
Проверить здесь
IRJET получил сертификат регистрации ISO 9001: 2008 для своей системы менеджмента качества.
IRJET приглашает специалистов по различным инженерным и технологическим дисциплинам, научным дисциплинам для Тома 8, выпуск 2 (февраль-2021 г.)
Отправить сейчас
IRJET Vol-8, выпуск 2, февраль 2021 г. Публикация продолжается …
Просмотр Документы
IRJET получил «Импакт-фактор научного журнала: 7,529» за 2020 год.
Проверить здесь
IRJET получил сертификат регистрации ISO 9001: 2008 для своей системы менеджмента качества.
IRJET приглашает специалистов по различным инженерным и технологическим дисциплинам, научным дисциплинам для Тома 8, выпуск 2 (февраль-2021 г.)
Отправить сейчас
IRJET Vol-8, выпуск 2, февраль 2021 г. Публикация продолжается …
Просмотр Документы
IRJET получил «Импакт-фактор научного журнала: 7,529» за 2020 год.
Проверить здесь
IRJET получил сертификат регистрации ISO 9001: 2008 для своей системы менеджмента качества.
МОНТАЖНО-СВАРОЧНЫЙ УСТРОЙСТВО ДЛЯ ДЛИННО СВАРОЧНЫХ ТРУБ
Изобретение относится к сварке труб, в частности к сборочно-сварочным станам для продольных труб большого диаметра.
В этой области техники существует проблема оптимизации производства продольных труб с точки зрения интеграции технологического оборудования, способного выполнять сварку трубных заготовок снаружи и внутри.
Установки для сварки труб предшествующего уровня техники не решают эту техническую проблему.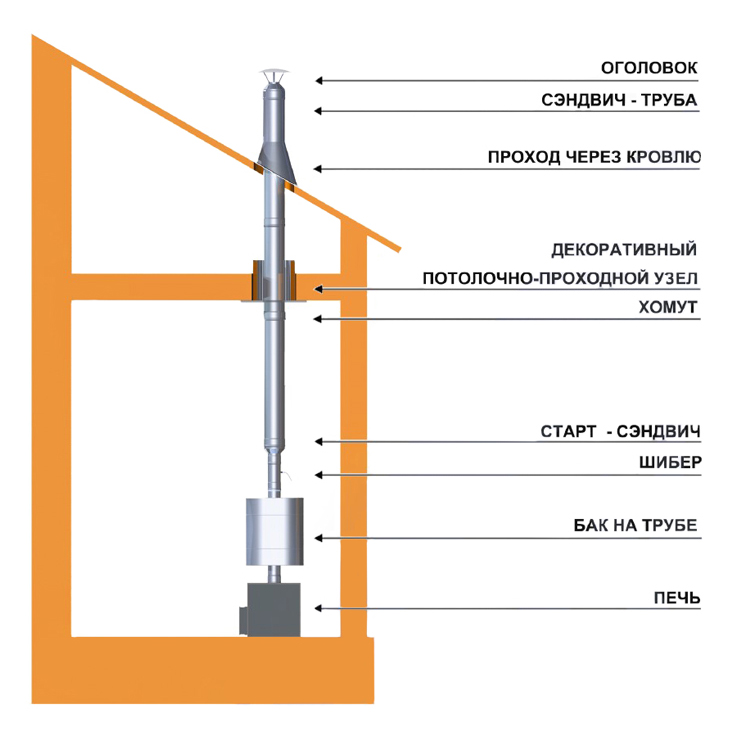 Данные о таком оборудовании приведены, например, в описаниях охранных документов: SU № 1384353, US Pat. № 3377013, RU № 129853, RU № 2359799.
Данные о таком оборудовании приведены, например, в описаниях охранных документов: SU № 1384353, US Pat. № 3377013, RU № 129853, RU № 2359799.
Стан (SU № 1384353) содержит сборочно-сварочный сепаратор, состоящий из хомутов с валками, размещенными в кассетах, при этом валки образуют прокатный валок и сконфигурированы для движения внутрь. радиальное направление. Каждая ярма состоит из двух шарнирно соединенных между собой полукомпонентов; кассеты с размещенными роликами устанавливаются в полукорпусах шарнирно.Ярмы имеют общую ось вращения в плоскости симметрии прокатного прохода, а ярмы, расположенные с каждой стороны этой плоскости, объединены с продольными балками, снабженными приводом синхронного движения относительно друг друга. Сборочно-сварочная клетка устанавливается в зоне сварки, сборка осуществляется путем сжатия заготовки трубы и сварки ее продольных кромок, соединяемых в зоне сварки.
Оборудование, известное из уровня техники, имеет ограниченные технологические возможности, так как стан предназначен для сварки вне заготовки трубы определенного диаметра. Следовательно, при изменении диаметра трубы потребуется отдельная клетка.
Следовательно, при изменении диаметра трубы потребуется отдельная клетка.
Если сварные швы необходимо наложить изнутри заготовки трубы, например, корневой или торцевой сварной шов при производстве труб большого диаметра, заготовка трубы будет перемещена на следующие этапы процесса.
Такая клетка может использоваться только для труб определенного диаметра; по этой причине для изготовления труб любого другого диаметра требуется отдельная клетка, что требует больших площадей для складирования и хранения всего ряда размеров клеток.
Кроме того, обойма не способна формировать некоторую овальность профиля, что может привести к большей овальности профиля на последующих производственных участках.
Стан (Патент США № 3377013) предназначен для сборки трубной заготовки в шестичасовом положении краевого стыка. Мельничное оборудование производится как гидравлические цанги, обеспечивающих прижим кромок против поверхности кантилевера остановки. При этом сварной шов наносится на неподвижную трубную заготовку изнутри, когда сварочная головка движется по поперечине, установленной на основании.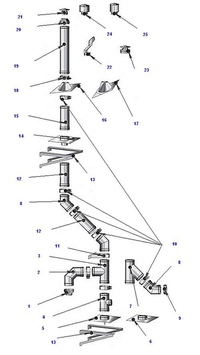
Мельница, известная из уровня техники, обнаруживает ту же техническую проблему, что и ее эквивалент (патент США № 1,384,353). Другими словами, если сварные швы необходимо наложить изнутри заготовки трубы, например, корневой шов или торцевой шов при производстве труб большого диаметра, заготовка трубы будет перемещена на следующие этапы процесса.
Кроме того, сварочная головка перемещается по поперечине, что существенно ограничивает диаметры свариваемой заготовки трубы с учетом размеров кабелей, приводов, системы слежения за стыком и самой поперечины.
Такая конструкция стана не способна обеспечить качественный прижим стенок толстостенных труб малого диаметра из-за высокой жесткости формируемой трубной заготовки.
Стан (RU № 129853) содержит сборочно-сварочный прямопроточный сепаратор с радиально установленными балками для сжатия трубной заготовки, рольганг для перемещения заготовки и сварочный агрегат со сварочной головкой, предназначенной для наружной сварки. .
.
С учетом назначения оборудования — сварка снаружи заготовки трубы — сварка внутри возможна на последующих производственных участках.
В качестве ближайшего аналога выбрано техническое решение (RU № 2359799), включающее эстакаду с направляющими, на которой установлен подвижный сварочный мост, несущий сварочное оборудование со сварочной головкой для сварки вне трубной заготовки. Пролет эстакады содержит механизм подъема / поворота трубной заготовки и монтажные оправки с механизмом зажима продольных кромок трубной заготовки.
Использование данного стана не решает инженерной проблемы, так как его конструктивные особенности ограничивают возможность сварки изнутри заготовки трубы.Конструктивные особенности известного стана включают наличие нескольких механизмов, обеспечивающих заданную овальность поперечного сечения заготовки трубы.
Предлагаемое изобретение направлено на расширение технологических возможностей существующих станов за счет интеграции оборудования, позволяющего производить сварку трубной заготовки изнутри и снаружи в различной последовательности с использованием различных технологий и соблюдением геометрической точности стыковки кромок заготовок для труб различного назначения. диаметр, в частности, для труб большого диаметра.
диаметр, в частности, для труб большого диаметра.
Существующая инженерная проблема может быть решена с помощью стана для сборки и сварки продольных труб, содержащего эстакаду с направляющими, на которой установлен подвижный сварочный мост, такое сварочное оборудование, несущее мост, с первой сварочной головкой, предназначенной для сварки снаружи заготовки трубы; система вращения трубной заготовки и сборочные оправки, каждая из которых содержит механизм зажима продольной кромки пустой трубы, установлены в пролете эстакады. Эта мельница оборудована с кантилевером ригель, установленным в опорной сборке, со второй сварочной головкой, предназначенной для внутренней сварки, зажимающий механизм выполнен в виде гидравлических упоров; система вращения трубной заготовки представляет собой сварочную тележку, сконфигурированную для перемещения по направляющим и имеющую вращающиеся ролики, и поддерживающие вращающиеся ролики, расположенные рядом со сборочными оправками и сконфигурированные так, чтобы расходиться в поперечном направлении относительно направляющих, чтобы обеспечить перемещение сварочной тележки в зону сборочной оправки и двигаться задним ходом до упора до поверхности заглушки трубы; поворотные ролики предназначены для установки трубной заготовки в положение сварки.
Заявленная здесь мельница имеет следующие конструктивные особенности.
Стан содержит систему управления, в том числе блок управления, предназначенный для ввода сигналов и вывода сигналов управления на корректоры первой и второй сварочных головок, позволяющий направлять соответствующую сварочную головку к стыку кромок трубной заготовки. ; кроме того, средство отображения данных о положении первой и второй сварочных головок и два триангуляционных датчика — подключенные к входам блока управления — направляющие на стык кромок трубной заготовки, каждый из которых установлен на первой и вторые сварочные головки соответственно.
Стан содержит систему управления, в том числе блок управления, триангуляционные датчики первой и второй групп, установленные на сборочных оправках, дисплей данных; блок управления предназначен для ввода и вывода сигналов управления на гидравлические упоры сборочных оправок, датчики двух групп подключены к соответствующим входам блока управления, датчики первой группы предназначены для определения профиля заготовки трубы в поперечного сечения, расположенного в области между сборочными оправками, датчики второй группы предназначены для определения профиля стыка кромок заготовки трубы, а дисплей предназначен для отображения данных о поперечном сечении заготовки трубы в площадь каждой монтажной оправки и в районе стыка кромок заготовки трубы.
Первая или вторая сварочная головка — это лазерная сварочная головка для использования технологий лазерной сварки, фрезерный станок снабжен защитным кожухом.
Суть изобретения поясняется следующим образом.
Внедрение в систему системы вращения трубной заготовки, в состав которой входит сварочная тележка с вращающимися роликами, позволяет поворачивать трубную заготовку в положения для сварки 12 и 6 часов.
В связи с такой конструктивной особенностью предлагаемый стан укомплектован консольной поперечиной со сварочной головкой, обеспечивающей выполнение внутренних сварных швов в нижнем положении.
Расширение технологических возможностей стана (наложение сварных швов изнутри и снаружи заготовки трубы) было бы проблематичным без геометрически точного схождения кромок заготовки трубы при соблюдении заданной формы поперечного сечения. По этой причине расположение вращающихся роликов возле монтажных оправок, позволяющее упираться в поверхность заготовки трубы, обеспечивает равномерное сжатие каждой области, в которую входит поперечное сечение заготовки трубы, в зоне соответствующей сборочной оправки.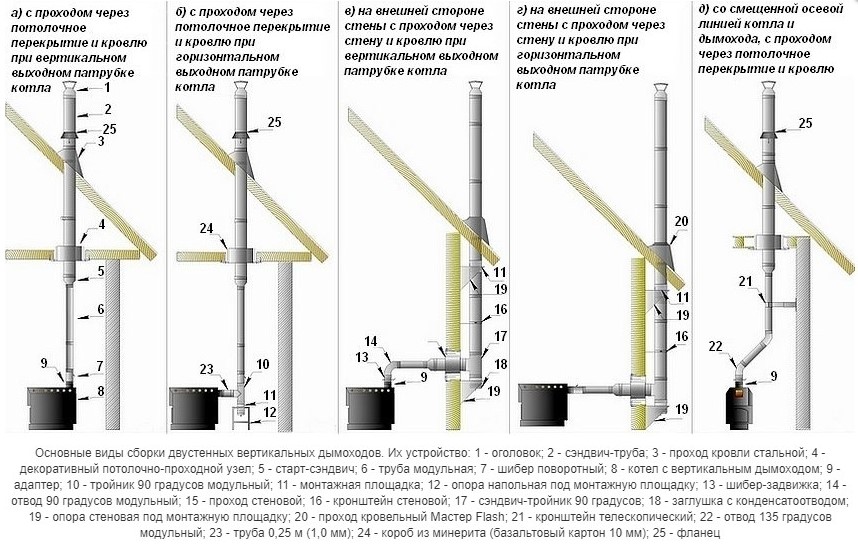 Следовательно, опорные ролики-поворотные являются дополнительными опорами заготовки трубы (по отношению к сварочной тележке опору) выполняют функцию средства, позволяющее равномерное сжатие заготовки трубы по всей длине.
Следовательно, опорные ролики-поворотные являются дополнительными опорами заготовки трубы (по отношению к сварочной тележке опору) выполняют функцию средства, позволяющее равномерное сжатие заготовки трубы по всей длине.
Таким образом, интеграция оборудования для применения различных технологий сварки труб позволяет точно стыковать кромки трубных заготовок в стык.
Точность сборки трубной заготовки контролируется с помощью системы управления, содержащей датчики, подключенные к блоку управления, который электрически связан, например, с мониторами, отображающими данные о состоянии правильной геометрии трубной заготовки и правильной сборки трубной заготовки края стыковые.
Использование лазерной или гибридной лазерно-дуговой сварочной головки в качестве первой (внешней) сварочной головки требует защиты персонала от отраженного излучения четвертого уровня опасности. Для этого мельница размещается в укрытии с воротами и крышей. Через затвор трубная заготовка подается в рабочую зону стана и выпускается из нее. Крышу можно настроить для загрузки сварочных материалов на сварочный мост и внутри укрытия.
Крышу можно настроить для загрузки сварочных материалов на сварочный мост и внутри укрытия.
Для пояснения конструкции стана для сборки и сварки продольных труб приводится пример его выполнения со ссылкой на чертежи.
РИС. 1 показан общий вид мельницы;
РИС. 2 показан его поперечный разрез.
Стан сборки и сварки продольных труб большого диаметра содержит эстакаду 1 с рельсовыми направляющими 2 , на которой установлен подвижный сварочный мост 3 ; мост несет сварочное оборудование с первой сварочной головкой 4 .
В зависимости от технологии сварки первая головка имеет различную конструкцию и может выполнять сварку в атмосфере защитного газа, многодуговую сварку под слоем флюса, лазерную и гибридную лазерно-дуговую сварку.Чтобы наложить несколько внешних сварных швов, сварочную перемычку многократно пропускают по трубе, чтобы наложить сварной шов по другой технологии, или сварные швы наносятся одновременно путем объединения головок для различных сварочных процессов в один сварочный процесс.
В пролете эстакады 1 установлены монтажные оправки 5 с радиально расположенными гидравлическими упорами 6 для сжатия трубных заготовок; кроме того, рельсовый путь 7 установлен со сварочной тележкой 8 , выполненной с возможностью движения по этому рельсовому пути, а также опорными поворотными роликами 9 на гидравлическом приводе, которые могут расходиться в поперечном направлении (относительно продольного ось фрезы) и переместите назад до упора на поверхность заготовки 10 .
опорно-поворотные ролики 9 установлены вблизи сборки оправок 5 .
Чтобы трубная заготовка 10 могла поворачиваться в положение сварки (положения на 12 и 6 часов), сварочная тележка 8 оснащена вращающимися роликами 11 .
Для получения сварного шва применения внутри заготовки трубы, мельница оборудована с консольной перекладиной 13 , установленной на поддержку сборки 12 , с вторым сварочной головкой 14 .
Стан оснащен системой управления, включающей блок управления 15 и систему триангуляционных датчиков 16 , 17 , установленных на сборочных оправках 5 и датчиков 18 для направления стыка кромки заготовки трубы. стык устанавливается на сварочные головки 4 и 14 соответственно. Датчики первой группы , 16, определяют профиль трубной заготовки 10 в поперечном сечении, расположенном в зоне между сборочными оправками 5 ; Датчики второй группы 17 определяют профиль трубной заготовки 10 стыкового стыка кромки.Блок управления 15 , расположенный внутри поста управления в кабине оператора 19 подключен к мониторам (не показаны), расположенным на посту управления, отображающим данные об измерении профиля заготовки трубы, о профиле собранного краевого стыка , о параметрах сжатия трубной заготовки с упорами на оправке, о режимах процесса сварки, о состоянии оборудования, находящегося на стане.
Интеграция системы управления в конструкционное оборудование стана позволяет формировать заданную овальность профиля трубной заготовки при точном сближении кромок трубной заготовки.
На чертежах показано защитное укрытие 20 , которое может быть выполнено в виде каркаса со стенами из трехслойных сэндвич-панелей; внутренняя поверхность укрытия покрыта матовой краской для усиления рассеяния отраженного лазерного излучения.
Работает заявленная мельница следующим образом.
Сформованная трубная заготовка переносится на сварочную тележку за пределы рабочей зоны. С помощью гидравлического привода, опорно-поворотных роликов 9 расходятся в противоположные стороны, с тем чтобы тележка сварки 8 двигаться вдоль железнодорожных путей 7 в зону стана.Консольная перекладина 13 со второй сварочной головкой 14 помещается внутри трубной заготовки 10 . Заготовка трубы 10 ориентируется вращающимися роликами 11 сварочной тележки 8 в положение для 12-часовой сварки.
Сборочные оправки 5 сожмите трубную заготовку 10 с гидравлическими упорами 6 , чтобы соединить кромки трубной заготовки.
Во время сжатия трубной заготовки 10 информация с датчиков 16 , 17 , 18 , отображаемая на мониторе, анализируется оператором, который при необходимости регулирует сжатие трубной заготовки, контролируя воздействие отдельных упоров на заготовке трубы.
По завершении сборки трубной заготовки оператор переводит сварочную перемычку 3 в исходное положение сварки. Сварочная головка 4 направляется к краевому стыку с помощью собственного триангуляционного датчика 18 . Процесс сварки на внешней стороне заготовки 10 активирован.
После сборки заготовки трубы с сварным швом на внешней стороне, гидравлические стопоры 6 сборочных оправки 5 расходиться, и опорно-поворотные ролики 9 отойти от трубы заготовки 10 .
С помощью поворотных роликов 11 сварочной тележки 8 заготовка трубы 10 ориентируется в положение для 6-часовой сварки. Вторая сварочная головка 14 на консольной поперечине 13 опускается на внутреннюю поверхность трубы. Вторая сварочная головка 14 направляется к краевому стыку с помощью собственного триангуляционного датчика 19 . Процесс сварки активируется, и сварочная тележка 8 начинает движение со скоростью сварки в сторону отвода от консольной траверсы 13 , выходит за пределы рабочей зоны сборочно-сварочного стана и переводится в другие производственные участки.
Вторая сварочная головка 14 на консольной поперечине 13 опускается на внутреннюю поверхность трубы. Вторая сварочная головка 14 направляется к краевому стыку с помощью собственного триангуляционного датчика 19 . Процесс сварки активируется, и сварочная тележка 8 начинает движение со скоростью сварки в сторону отвода от консольной траверсы 13 , выходит за пределы рабочей зоны сборочно-сварочного стана и переводится в другие производственные участки.
Предлагаемый стан для сварки и сборки продольных труб позволяет изготавливать высококачественные длинномерные трубы большого диаметра на заказ с использованием различных технологий сварки. В рабочей зоне сборочно-сварочного стана большого диаметра можно разместить различные технологические установки: газовая дуговая сварка металлическим электродом, газовая дуговая сварка вольфрамовым электродом, многодуговая сварка под флюсом, лазерная и перспективная гибридная лазерно-дуговая сварка.
(PDF) Моделирование переходного процесса теплопередачи многослойных труб с активным электрическим нагревом
, поддерживаемая при температуре выше 20 ° C в течение 8 часов без активного нагрева.Сравнивая три смоделированных случая
, можно отметить, что потребляемая мощность
на единицу длины была меньше, если слой теплоизоляции был на
толще. Компромисс должен быть достигнут в спецификации трубопровода
катионов, учитывая как более высокие капитальные затраты, связанные с
с более толстой теплоизоляцией, так и более высокие эксплуатационные расходы
, связанные с более высокой потребляемой мощностью. Полезным инструментом был
, представленный для теплового проектирования и анализа композитных труб —
линий для добычи нефти и газа в глубоких и сверхглубоководных условиях —
.Польза от моделирования возрастет, если культура обеспечения потока оператора трубопровода будет должным образом учтена в
анализах.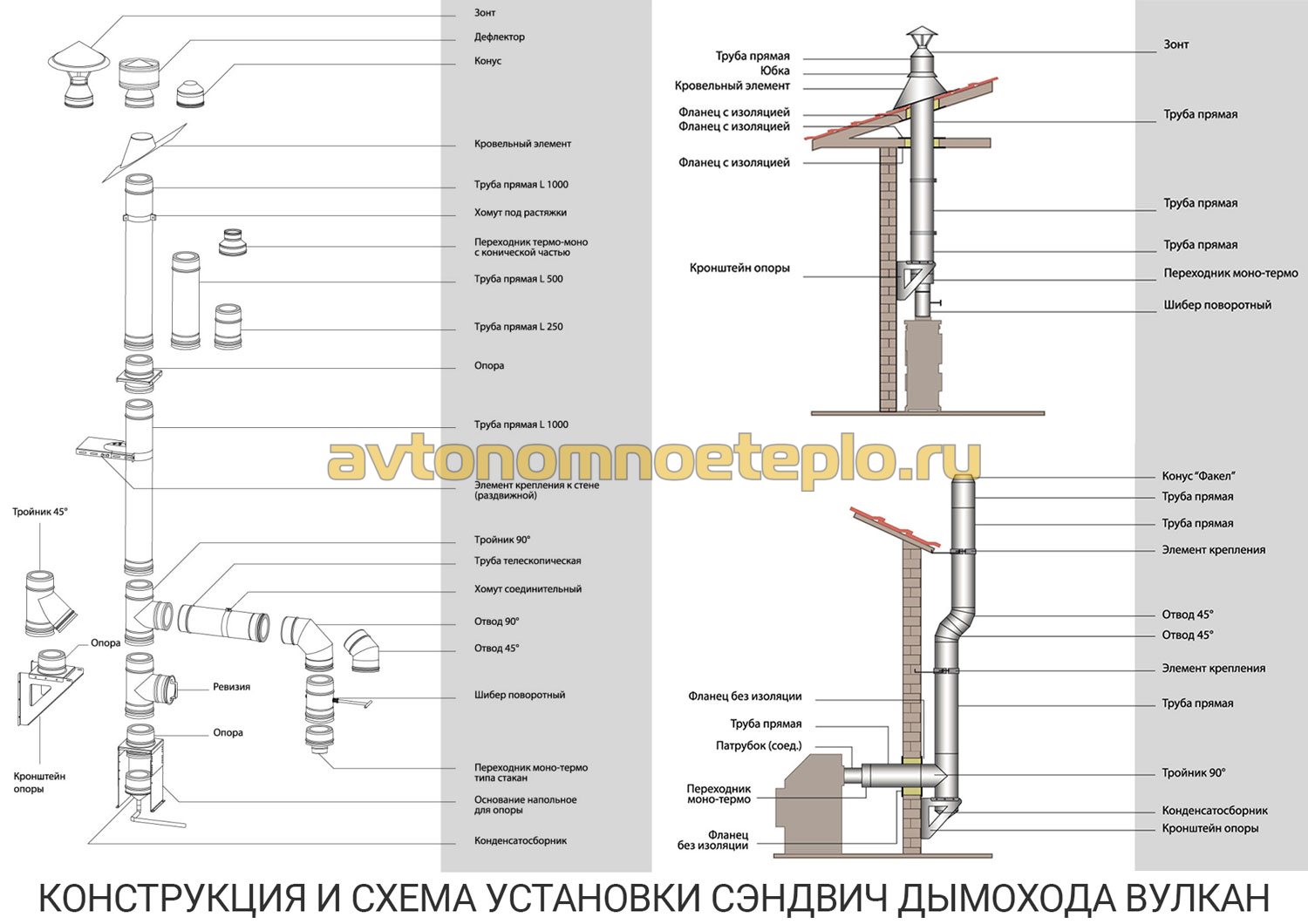
Благодарности
Авторы выражают благодарность Бразильскому исследовательскому совету MCT /
CNPq 兲 и Министерству образования Бразилии 共 MEC / CAPES 兲
за финансовую поддержку во время исследовательской работы.
Номенклатура
c
p
⫽ удельная теплоемкость
г объемная скорость тепловыделения
ч ⫽ коэффициент теплопроводности
k теплопроводность
л
количество слоев трубопровода
N
q
˙
тепловой поток
r радиальная координата
U общий коэффициент теплопередачи
u средняя скорость жидкости
T
м
температура окружающей среды
000
⫽ температура производимой жидкости
T
i
температура i-го слоя композитной среды
z продольная координата
греческие буквы
␣
⫽ температуропроводность
␦
толщина слоя a
⫽ плотность
индексы
i ⫽ индекс композитных слоев
f ⫽ произведено uid
in состояние на входе
out на выходе
Каталожные номера
关 1 Su, J. , 2003, «Обеспечение притока глубоководной добычи нефти и газа — взгляд на Re-
, 2003, «Обеспечение притока глубоководной добычи нефти и газа — взгляд на Re-
», Труды 22-й Международной конференции по морской механике-
ics и арктическому проектированию (OMAE’03), Канкун, Мексика.
关 2 兴 Наталл, Р.Х. и Роджерс, М.Г., 1998, «Изолированные трубопроводы« труба в трубе »для подводного плавания Hy-
drocarbon Flowlines», Труды 17-й Международной конференции по
Морская механика и арктическое машиностроение, Лиссабон, Португалия .
关 3 Франклин, Дж.Ф. и Райт А., 1999, «Разработка систем теплоизоляции
для глубоководных трубопроводов», Труды 13-й Международной конференции
по защите трубопроводов, Эдинбург, Великобритания, стр. 217–229.
关 4 Траут, С., и Сахота, Б., 1999, «Shell ETAP High Pressure and Temperature
Pipe-In-Pipeline Pipeline Design and Manufacturing», Труды 18-й Международной
национальной конференции по шельфовым месторождениям. Механика и инженерия в Арктике, Нью-
Фаундленд, Канада.
关 5 兴 Мерфи, К. Э., и Лангнер, К. Г., 1985, «Максимальная прочность трубы при изгибе, разрушении и усталости
», Труды 4-й Международной конференции
ence on Offshore Mechanics and Arctic Engineering, Vol. 1. С. 467–477.
关 6 Йе, М. К., и Кириакидес, С., 1998, «Обрушение глубоководных трубопроводов»,
ASME J. Energy Resour. Технол., 110, с. 1–11.
关 7 兴 Кириакидес, С., 2002, «Распространение пряжки в системах труба в трубе, Часть I:
Эксперименты
», Int.J. Solids Struct., 39, стр. 351–366.
关 8 Кириакидес, С., Фоглер, Т. Дж., 2002, «Распространение пряжки в системах« труба в трубе
», часть II: анализ», Int. J. Solids Struct., 39, стр. 367–392.
关 9 Паскуалино, И. П., и Эстефен, С. Ф., 2001, «Нелинейный анализ пряжки
Проблема распространения в глубоководных трубопроводах», Int. J. Solids Struct., 38, 46-
47 兲, стр. 8481–8502.
关 10 兴 Харрисон, Г. Э., и Херринг, Д. Г., 2000, «Активный обогрев, двойная добыча
Проектирование выкидных линий для подводной отводки King Sub Sea на глубине 1670 метров»,
OMAE 2000 / PIPE-5050.
关 11 兴 Чжан, Дж. Дж., Чен, М. Дж., Ван, X., и Чако, Дж., 2002, «Термический анализ
и проектирование связок производственных линий с водяным обогревом», Proc. 2002
Offshore Tech. Конф., Хьюстон, Техас.
关 12 兴 Секер, доктор философии, и Феликс-Генри, А., 2002, «Тепловые характеристики гибких соединенных стояков Flex-
», Proc. 2002 Offshore Tech. Конф., Хьюстон, Техас.
关 13 兴 Лервик, Дж. К., Кульботтен, К., и Клевьер, Г., 1997, «Предотвращение образования гидратов
в трубопроводах электрическими методами», в J.S. Chung et al.共 ред.
兲,
Proc. 7-й Int. Offshore Polar Eng. Конф., Т. 2. С. 249–254.
关 14 兴 Lervik, JK, Ahlbeck, M., Raphael, H., Lauvdal, T., and Holen, P., 1998,
«Прямой электрический нагрев трубопроводов как метод предотвращения образования гидратов и
парафина. Вилки »в JS Chung et al.共 eds. 兲, Proc. 8-й Int. Offshore Polar Eng.
Conf., Vol. 2. С. 39–45.
关 15 兴 Халворсен, В. Х., Лервик, Дж. К., и Клевьер, Г., 2000, «Гидрат и воск.
Х., Лервик, Дж. К., и Клевьер, Г., 2000, «Гидрат и воск.
Предотвращение образования стояков электрическими методами», в J.S. Chung et al.共 eds. 兲, Proc.
10-й межд. Offshore Polar Eng. Конф., Т. 2. С. 42–48.
关 16 兴 Лауир, Н. и Денниел, С., 2001, «PIP с подогревом: сочетание пассивной изоляции
и активного нагрева для улучшения тепловых характеристик», Материалы 20-й Международной конференции по морской механике и арктическому проектированию
(OMAE’01), Рио-де-Жанейро, Бразилия.
关 17 兴 Су, Дж. И Серкейра, Д.Р., 2001, «Моделирование переходной теплопередачи в многослойной композитной трубе
», Труды 20-й Международной конференции
по морской механике и арктической инженерии (OMAE ‘ 01), Рио-де-Ян —
Эйро, Бразилия.
关 18 兴 Су, Дж., Реджис, CR, и Ботто, А., 2002, «Термический анализ комбинированного
активного нагрева и пассивной изоляции глубоководных трубопроводов», Труды
21-й Международной конференции по морской механике и Arctic Engi-
neering (OMAE’02), Осло, Норвегия.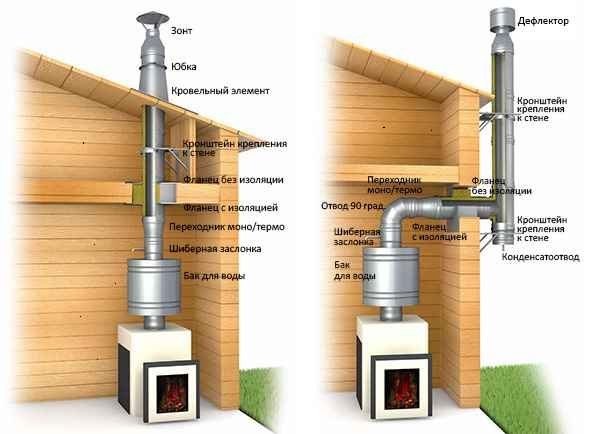
关 19 兴 Су, Дж., Серкейра, Д.Р., и Эстефен, С.Ф., 2003, «Термический анализ песка —
, в котором используются трубы с активным электрическим нагревом», Труды 22-й Международной конференции по морской механике
и Arctic Engineering (OMAE’03),
Канкун, Мексика.
关 20 兴 Уорминг, Р. Ф., и Бим, Р. М., 1975, «Противветренная разность второго порядка
Схемы и приложения
в нестационарных аэродинамических потоках», Труды
2-й конференции AIAA по вычислительной гидродинамике, Хартфорд, штат Коннектикут.
370 / Том. 127, НОЯБРЬ 2005 г. Транзакции по стандарту ASME
Влияние термических и механических циклических нагрузок на полиуретановые предварительно изолированные трубы, усталость и разрушение инженерных материалов и конструкций
Предварительно изолированные трубы централизованного теплоснабжения (ЦТ) представляют собой многослойную конструкцию, состоящую из стальной трубы теплоснабжения, пенополиуретана (ПУ) и полиэтиленового кожуха. Пена служит связующим звеном между стальной трубой и кожухом. Применение имеет высокие ограничения для пены, поскольку она подвержена циклическим многоосевым напряжениям, высоким циклическим температурам и долгому ожидаемому сроку службы. В этом исследовании мы оцениваем, влияют ли и как циклические нагрузки на прочность на сдвиг, модуль сдвига, ударную вязкость и поведение при разрушении пенополиуретана в многослойной сборке труб ЦТ по сравнению с эталонными образцами без выдержки. Мы обнаружили, что одновременное приложение механических и тепловых нагрузок ослабляет прочность и увеличивает жесткость пены и что это изменение не вызвано разрушением молекулярной структуры.Возникновение и распространение трещин вдоль образцов труб происходит по очень последовательной схеме между образцами, при этом трещины возникают в режиме II и распространяются в режиме I. Согласованное осевое смещение примерно на 2 см друг от друга предполагает образование локализаций деформации.
Пена служит связующим звеном между стальной трубой и кожухом. Применение имеет высокие ограничения для пены, поскольку она подвержена циклическим многоосевым напряжениям, высоким циклическим температурам и долгому ожидаемому сроку службы. В этом исследовании мы оцениваем, влияют ли и как циклические нагрузки на прочность на сдвиг, модуль сдвига, ударную вязкость и поведение при разрушении пенополиуретана в многослойной сборке труб ЦТ по сравнению с эталонными образцами без выдержки. Мы обнаружили, что одновременное приложение механических и тепловых нагрузок ослабляет прочность и увеличивает жесткость пены и что это изменение не вызвано разрушением молекулярной структуры.Возникновение и распространение трещин вдоль образцов труб происходит по очень последовательной схеме между образцами, при этом трещины возникают в режиме II и распространяются в режиме I. Согласованное осевое смещение примерно на 2 см друг от друга предполагает образование локализаций деформации.
中文 翻译 :
热 和 机械 循环 载荷 对 聚氨酯 预 保温 管 的 影响
区域 供热 (DH) 预 绝缘 管 是 由 钢制 热 管 , 聚氨酯 (PU) 泡沫 和 聚乙烯 组成 的 三明治 组件。 泡沫 起到 钢管 的 粘结 作用。 由于 泡沫 材料 承受周期性 的 多轴 应力 , 较高 的 循环 温度 和 较长 的 预期 使用寿命 , 因此 该 应用 对 泡沫 的 限制。 在 这项 研究 中 , 循环 载荷 是否 DH 管 夹心组件 中 PU. 由 分子 结构 的 退化 引起 的。
由 分子 结构 的 退化 引起 的。
N-12® Dual — Дренажная труба HDPE
2.01-мин. Максимальная высота покрытия для HDPE согласно AASHTO, май 2020 г.
Химическая устойчивость_E-эластомеры_ (Tech_Note_A4.01, 10-09)
302 Детали установки со скошенным концом
Installation_Culvert_Mitered_End_Section_ (Product_Detail_301_02-16) -Модель
Фитинги_HDPE_Dual_Wall_Tees
Фитинги_HDPE_Dual_Wall_Wyes
Установка_Французский_Drain_Perforated_HDPE_Pipe_ (Detail_106A_01-16) -Модель
Фитинги_HDPE_Dual_Wall_Reducers
Перфорация_ Шаблоны_DW_HDPE_Pipe_ (Tech_Note_A101_01-15)
Фитинги_HDPE_Dual_Wall_Fabricated_Reducers
Фитинги_HDPE_Dual_Wall_Fabricated_Bends
Фитинги_HDPE_End_Caps_Plugs
Фитинги_HDPE_Dual_Wall_Misc
Брошюра по трубам и фитингам малого диаметра N-12 6 стр. 04-19
04-19
Specification_NY_Region_of_York_Storm_Sewer
Спецификация_Richmond_Storm Sewer_2011
PE_Section_for_Culvert_Applications_ (Product_Note_3.104)
Установка_Бетон_Анкорды_Круто_Склонная труба_ (Деталь_804_02-16) -Модель
302 Детали установки со скошенным концом
Installation_Culvert_Mitered_End_Section_ (Product_Detail_301_02-16) -Модель
Установочный_поточный_наливной_для_термопластической трубки_ (Tech_Note_A5. 02) 2
02) 2
Установка_Французский_Drain_Perforated_HDPE_Pipe_ (Detail_106A_01-16) -Модель
Установка_HDPE_Riser_Tee_12in_to_24in_ (Detail_404_02-16) -Модель
Установка_HDPE_Riser_Tee_30in_to_60in_ (Detail_405_02-16) -Модель
Soil_Classes_of_Embedment_and_Backfill_Materials_ (Detail_109_01-16) -Model
Установка ADH5 05-20
Рекомендуемое_использование_транцузских_Ящиков_ (Tech_Note_A5. 01)
01)
Траншея_установка_Flowable_Fill_12in_to_60in_Pipe_ (Detail_101G_01-16) -Модель
103 Детали установки параллельной трубы
Деталь установки траншеи 101B (геотекстильная пленка)
Деталь установки траншеи 101C (труба Perf)
Траншея_установка_железная дорога_4in_to_60in_HDPE_Pipe_ (Detail_107A_01-16) -Модель
Утилита_Перекрестки_HDPE_ (A5. 09_20-08))
09_20-08))
Утилита_Перекрестки_Термо_Пластик_ (Tech_Note_A5_09_11-13)
PE_Section_for_Culvert_Applications_ (Product_Note_3.104)
Руководство по установке 10607 Storm, 04-20
Деталь установки в траншею 101 (N-12 согласно AASHTO)
Детали установки траншеи 101A (ASTM F2648)
ADS N-12® ГЛАВНАЯ КОНЦЕВАЯ ТРУБА (НА AASHTO) СПЕЦИФИКАЦИЯ 03-20
ТРУБА ADS N-12® ST IB (PER AASHTO) СПЕЦИФИКАЦИЯ 03-20
ТРУБА ADS N-12® WT IB (PER AASHTO) СПЕЦИФИКАЦИЯ 03-20
СПЕЦИФИКАЦИЯ ПРОКЛАДКИ ADS WATERSTOP ™ 03-20
Спецификация_N-12_for_Leachate_ (Prod_Note_3. 108)
108)
АДх2-Технические условия 03-20
ADH8 — Ссылки — 07-17
СПЕЦИФИКАЦИЯ ОДНОСТЕННОЙ ТРУБЫ ADS 03-20
Подключение_HDPE_и_HP_Storm_to_Manholes_and_Structures_A5.04_март_2016
Connection_HDPE_Bell_to_RCP_ (Detail_605_02-16) -Модель
Installation_Culvert_Mitered_End_Section_ (Product_Detail_301_02-16) -Модель
Подключение_HDPE_CMP_ (Деталь_601)
Подключение_HDPE_CMP_wMarMac_ (Деталь_602)
Подключение_HDPE_RCP_ (Tech_Note_603)
Перфорация_ Шаблоны_DW_HDPE_Pipe_ (Tech_Note_A101_01-15)
Подключение_HDPE_RCP_Bell_ (Tech_Note_605)
Подключение_HDPE_RCP_w_MarMac_ (tech_Note_604)
Connection_HDPE_to_CMP_w_Geotextile_Wrap_ (Detail_601_02-16) -Модель
Connection_HDPE_to_CMP_w_MarMac_ (Detail_602_02-16) -Модель
Connection_HDPE_to_HDPE_ (Detail_607_02-16) -Модель
Connection_HDPE_to_HDPE_w_MarMac_ (Detail_608_02-16) -Модель
Подключение_HDPE_to_Manholes_and_Structures_ (Tech_Note_A5. 04)
04)
Connection_HDPE_to_RCP_w_Geotextile_Wrap_ (Detail_603_02-16) -Модель
Connection_HDPE_to_RCP_w_MarMac_ (Detail_604_02-16) -Модель
201 Детали установки соединения конструкции
Connection_Integral_Bell_Transition_for_HDPE_Pipe_ (Tech_Note_A5.10_01-10)
Connection_Integral_Bell_Transition_for_HP_Pipe_ (Tech_Note_A5. 15_01-10)
15_01-10)
Connection_MH_Grouted_Waterstop_12in_to_60in_HDPE_ (Detail_203_01-16) -Модель
Connection_Soil_Tight_MH_Nyloplast_Adapt_12in_to_24in_HDPE_ (Detail_202A_01-16) -Модель
204F 12-30 HDPE N-12 СОЕДИНЕНИЕ КОНСТРУКЦИИ С БОТИНКАМИ (ВЛИВОМ) С ПЕРЕХОДНОЙ ПРОКЛАДКОЙ ПЕРЕХОДНОЙ ТРУБЫ
204B 12-42 HDPE N-12 СОЕДИНЕНИЕ К КОНСТРУКЦИИ С БОТИНКАМИ (КОРПУС ИЛИ ОТВЕРСТИЕ)
204E 12-60 HDPE N-12 СОЕДИНЕНИЕ КОНСТРУКЦИИ С БОТИНКОМ (КОРПУСНОЕ ИЛИ ОТВЕРСТИЕ) С ПЕРЕХОДНОЙ ПРОКЛАДКОЙ ПЕРЕХОДНОЙ ТРУБЫ
204D 12-36 HDPE N-12 Z-LOK С БОТИНКАМИ (ВЛИВОМ) КОНСТРУКЦИЯ СОЕДИНЕНИЕ
204A 12-60 HDPE N-12 КОМПРЕССИОННОЕ (ВЛИВНОЕ) СОЕДИНЕНИЕ КОНСТРУКЦИИ
204C 12-30 HDPE N-12 СЖАТИЕ (ВЛИВКА) КОНСТРУКЦИЯ СОЕДИНЕНИЕ С ПЕРЕХОДНИКОМ ПВХ
HDPE_Dual_Wall_Pipe_Perforation_Patterns_ (Tech_Note_A1. 01)
01)
Толкатель под углом N-12 (Деталь_6086)
Pipe_Flotation_ (Tech_Note_5.05_03-16)
Трубы_Соединения_и_Прокладки_ (Tech_Note_A1.05)
Каталог труб и конструкций из нейлопласта ADS в AutoCAD Civil 3D
Установка_Удержание_Инфильтрация_Система_HDPE_Pipe_Поперечное сечение_ (Подробно)
Осмотреть.
 & Обслуживание. — Техническая литература
& Обслуживание. — Техническая литература
Штормовая дренажная труба, ремонт_ADS_HP_ (5.12)
Post_Installation_Testing_for_HDPE_Pipe_ (Тестирование_A5.07_08-16)
N-12_HP_Pipe_Repair_Options_ (A5.12)
HDPE_Pipe_Repair_Options_ (Tech_Note_A5. 03)
03)
2,01 мин. Максимальная высота покрытия для HDPE согласно AASHTO, май 2020 г.
ADh4 Гидравлика (07-14)
Minimum_Cover_Temporary_Single_Axle_HDPE_Pipe_ (Detail_111A_04-16) -Модель
Minimum_Cover_Temporary_Tandem_Axle_HDPE_Pipe_ (Detail_111B_04-16) -Модель
Minimum_Cover_Temporary_Tracked_Axle_HDPE_Pipe_ (Detail_111C_04-16) -Модель
Структуры ADh3 (05-19)
Химическая_устойчивость_PE-эластомеры_ (Tech_Note_A4. 01, 10-09)
01, 10-09)
Comparison_F2648_vs_M294_ (10-18)
ADh5 Прочность (11-15)
HDPE_Pipe_Repair_Options_ (Tech_Note_A5.03)
Фитинги, интегральные, переходные, канал, труба, HDPE (Tech_Note_A5. 10)
10)
Фитинги, интегральные, переходные, желобчатые_ (Prod_Note_3.105_02-02)
Minimum_Cover_Temporary_Single_Axle_HDPE_Pipe_ (Detail_111A_04-16) -Модель
Фитинги_HDPE_Dual_Wall_Tees
Minimum_Cover_Temporary_Tandem_Axle_HDPE_Pipe_ (Detail_111B_04-16) -Модель
Фитинги_HDPE_Dual_Wall_Wyes
Minimum_Cover_Temporary_Tracked_Axle_HDPE_Pipe_ (Detail_111C_04-16) -Модель
Фитинги_HDPE_Dual_Wall_Reducers
Фитинги_HDPE_Dual_Wall_Fabricated_Reducers
Фитинги_HDPE_Dual_Wall_Fabricated_Bends
Фитинги_HDPE_End_Caps_Plugs
Фитинги_HDPE_Dual_Wall_Misc
Брошюра по трубам и фитингам малого диаметра N-12 6 стр. 04-19
04-19
CSE — Крупная реконструкция развязки устраняет перегрузку, февраль 2018 г.
Утверждение_GA_N12_DOT_ (06-06)
Approval_FLDOT_HDPE- (1009)
Утверждение_WA_DOT_ (AD040113_09-08))
Approval_OR_DOT_ (AD030113_02-13)
Статья_Depth_Perception_Waterworld_ (04-13)
Статья_Drainage_Designs_ADS_CENews_ (10-08)
Article_EAW_Case_Plastic_Pipe_Institute_ (декабрь 2016 г. )
)
Article_IN_Projects_planned_in_Merrillville_Lake_County_News_Stormwater_ (12-16)
Статья_NH_Highway_Runoff__Beyond_the_Highway_ (08–16)
Статья_N12_Меньшая_Стоимость_DOT_Дороги ___ Мосты_ (98) (1)
Статья_ME_Rehab_CSO_Lewiston_Underground_N-12) (01-14)
Статья_NE_HDPE_Airport_Expansion_grand_forks_land_and_water_proof_ (03-10)
Статья_SOL_N-12_Rehab_Storm_Stormwater_ (03-15)
Статья_IL_Withstanding_Excessive_Loads_iwwd- (09-15)
PE_Section_for_Culvert_Applications_ (Product_Note_3. 104)
104)
Ключевой компонент системы водоотвода при реконструкции плотины в Северной Калифорнии
IWWD-январь-февраль2019 -Защита водоемов — установки для очистки ливневых вод соответствуют стандартам в Техасе
N-12 WT / SCDOT PPI Project of the Year: Public Works Magazine & E-newsletter, 19 ноября 2018 г.
День поля — июнь 2019 г., инженер-строитель + инженер-строитель
Брошюра_HDPE_Pipe_Products_ (09-15)
Брошюра_HDPE_Railcar_Load_ (ADSTTCI_AD460610_08-10)
Брошюра_N-12_ (10-17)
Брошюра_Railroad_N-12_ (08-10)
Брошюра_RCP_Hard_Facts_ (01-03)
Sell_Sheet_N-12_Soil_Tight_Iint_Bell_ (ASTM) _ (10628)
Брошюра по трубам и фитингам малого диаметра N-12 6 стр. 04-19
04-19
Каталог продукции для управления водными ресурсами 2019
Брошюра по продуктам 11047 Ag, 07-17
Продать-Sheet_N-12_Soil_Tight_AASHTO_ (10581) _10-18
Sell_Sheet_N-12_WT-IB-AASHTO_ (10582) _10-18)
Брошюра по разработке сайта, 10-20
Правда о характеристиках переработанного пластика (11083)
Дренажный желоб Duraslot® с прорезями
Загрузки
Предоставленные пакеты
ТРУБЫ ADS DURASLOT® СПЕЦИФИКАЦИЯ 03-20. pdf
pdf
Химическая устойчивость_E-эластомеры_ (Tech_Note_A4.01, 10-09)
4 дюйма DURASLOT с 2.5-дюймовая переходная плата
DURASLOT 4 дюйма с переходной платой 6 дюймов
DURASLOT, 4 дюйма, с регулируемым подступенком
6-12 дюймов DURASLOT с 2. 5-дюймовая переходная плата
5-дюймовая переходная плата
6-24 дюйма DURASLOT с регулируемым переходным отверстием
DURASLOT 6-24 дюйма с переходной платой 6 дюймов
30-36 дюймов DURASLOT с регулируемым переходным отверстием
30-36 дюймов DURASLOT с переходной платой 6 дюймов
Руководства по установке
Установка грузовых самолетов Duraslot
Установка Duraslot Heavy Traffic
Установка Duraslot Moderate Traffic
Инсталляция Duraslot Pedestrian
Установка Duraslot Stormwater Recharge
Установка Duraslot Track & Field в засыпку
Установка Duraslot Track & Field в бетон
Технические характеристики
ТРУБЫ ADS DURASLOT® СПЕЦИФИКАЦИЯ 03-20. pdf
pdf
АДх2-Технические условия 03-20
ADH8 — Ссылки — 07-17
Подробная информация — Продукт
Стандартные адаптеры Duraslot
Стандартная сборка Duraslot
Стандартные соединительные ленты Duraslot
Стандартные заглушки Duraslot
Размеры переходной платы со стандартными пазами Duraslot
Адаптеры Duraslot Variable
Сборка переменных Duraslot
Переменные соединительные ленты Duraslot
Регулируемые заглушки Duraslot
Размеры переходника с регулируемым пазом Duraslot
Проектирование конструкций — техническая литература
Структуры ADh3 (05-19)
ADh4 Гидравлика (07-14)
Гидравлика — техническая литература
ADh4 Гидравлика (07-14)
Впускная гидравлика ADS Duraslot
Калькулятор пропускной способности впускного канала — Таблица расхода — Канал и водосток ADS Duraslot
Подпись формы определения наводнения 8415
Долговечность — техническая литература
Химическая_устойчивость_PE-эластомеры_ (Tech_Note_A4. 01, 10-09)
01, 10-09)
ADh5 Прочность (11-15)
Примеры из практики / одобрения
Статья_John Young Parkway Добавить дорожки_Duraslot
Профиль проекта Duraslot — FDOT T7309
DURASLOT_FDOT_Index206_2013
Брошюра
Каталог продукции для управления водными ресурсами 2019
DURASLOT_Trackslot_Curve_Project_Photos_
10509 Duraslot Brochure, 03-20
Трубопроводы и клапаны — для простой и правильной сборки
Выберите другой офис:
выбирать
кимбрия. office.countries = {
office.countries = {
BD: «Бангладеш»,
BE: «Бельгия»,
BF: «Буркина-Фасо»,
БГ: «Болгария»,
BA: «Босния и Герцеговина»,
BB: «Барбадос»,
WF: «Уоллис и Футуна»,
BL: «Сен-Бартелеми»,
БМ: «Бермудские острова»,
БН: «Бруней»,
БО: «Боливия»,
BH: «Бахрейн»,
БИ: «Бурунди»,
BJ: «Бенин»,
BT: «Бутан»,
JM: «Ямайка»,
БВ: «Остров Буве»,
BW: «Ботсвана»,
WS: «Самоа»,
BQ: «Бонэйр, Сент-Эстатиус и Саба»,
BR: «Бразилия»,
БС: «Багамы»,
JE: «Джерси»,
BY: «Беларусь», г.
БЖ: «Белиз», г.
RU: «Россия»,
RW: «Руанда»,
РС: «Сербия»,
TL: «Восточный Тимор»,
RE: «Воссоединение»,
ТМ: «Туркменистан»,
TJ: «Таджикистан»,
РО: «Румыния»,
ТК: «Токелау»,
GW: «Гвинея-Бисау»,
ГУ: «Гуам», г.
GT: «Гватемала»,
GS: «Южная Георгия и Южные Сандвичевы острова»,
GR: «Греция»,
GQ: «Экваториальная Гвинея»,
ГП: «Гваделупа»,
JP: «Япония»,
GY: «Гайана»,
GG: «Гернси»,
GF: «Французская Гвиана»,
GE: «Грузия»,
GD: «Гренада»,
ГБ: «Великобритания»,
ГА: «Габон»,
SV: «Сальвадор»,
GN: «Гвинея»,
GM: «Гамбия»,
ГЛ: «Гренландия»,
GI: «Гибралтар»,
GH: «Гана»,
ОМ: «Оман»,
TN: «Тунис»,
JO: «Иордания»,
HR: «Хорватия»,
HT: «Гаити»,
HU: «Венгрия»,
HK: «Гонконг»,
HN: «Гондурас»,
HM: «Остров Херд и острова Макдональд»,
VE: «Венесуэла»,
PR: «Пуэрто-Рико»,
PS: «Палестинская территория»,
PW: «Палау»,
ПТ: «Португалия»,
SJ: «Шпицберген и Ян-Майен»,
PY: «Парагвай»,
IQ: «Ирак»,
ПА: «Панама»,
PF: «Французская Полинезия»,
PG: «Папуа-Новая Гвинея»,
ЧП: «Перу»,
ПК: «Пакистан»,
PH: «Филиппины»,
PN: «Питкэрн»,
ПЛ: «Польша»,
PM: «Сен-Пьер и Микелон»,
ЗМ: «Замбия»,
EH: «Западная Сахара»,
EE: «Эстония»,
Е. Г .: «Египет»,
Г .: «Египет»,
ZA: «Южная Африка»,
ЭК: «Эквадор»,
IT: «Италия»,
ВН: «Вьетнам»,
SB: «Соломоновы Острова»,
ET: «Эфиопия»,
СО: «Сомали»,
ZW: «Зимбабве»,
SA: «Саудовская Аравия»,
ES: «Испания»,
ЕР: «Эритрея»,
ME: «Черногория»,
МД: «Молдова», г.
MG: «Мадагаскар»,
MF: «Сен-Мартен»,
МА: «Марокко»,
MC: «Монако»,
UZ: «Узбекистан»,
ММ: «Мьянма»,
МЛ: «Мали»,
МО: «Макао»,
MN: «Монголия»,
MH: «Маршалловы острова»,
МК: «Македония»,
MU: «Маврикий»,
МП: «Мальта»,
МВ: «Малави»,
МВ: «Мальдивы»,
MQ: «Мартиника», г.
МП: «Северные Марианские острова»,
МС: «Монтсеррат»,
MR: «Мавритания»,
IM: «Остров Мэн»,
УГ: «Уганда»,
ТЗ: «Танзания»,
MY: «Малайзия»,
MX: «Мексика»,
ИЛ: «Израиль»,
FR: «Франция»,
IO: «Британская территория в Индийском океане»,
SH: «Святой Елены»,
ФИ: «Финляндия»,
FJ: «Фиджи»,
ФК: «Фолклендские острова»,
FM: «Микронезия»,
FO: «Фарерские острова»,
NI: «Никарагуа»,
NL: «Нидерланды»,
НЕТ: «Норвегия»,
НА: «Намибия»,
VU: «Вануату»,
NC: «Новая Каледония»,
NE: «Нигер»,
NF: «Остров Норфолк»,
НГ: «Нигерия»,
NZ: «Новая Зеландия»,
НП: «Непал»,
NR: «Науру»,
НУ: «Ниуэ»,
СК: «Острова Кука»,
XK: «Косово»,
CI: «Кот-д’Ивуар»,
CH: «Швейцария»,
КО: «Колумбия»,
CN: «Китай»,
CM: «Камерун»,
CL: «Чили»,
CC: «Кокосовые острова»,
CA: «Канада»,
CG: «Республика Конго»,
CF: «Центральноафриканская Республика»,
CD: «Демократическая Республика Конго»,
Чехия: «Чехия»,
CY: «Кипр», г.
CX: «Остров Рождества»,
CR: «Коста-Рика»,
CW: «Кюрасао»,
Резюме: «Кабо-Верде»,
CU: «Куба»,
СЗ: «Свазиленд»,
SY: «Сирия»,
SX: «Синт-Мартен»,
KG: «Кыргызстан»,
KE: «Кения»,
СС: «Южный Судан»,
SR: «Суринам»,
КИ: «Кирибати»,
KH: «Камбоджа»,
KN: «Сент-Китс и Невис»,
КМ: «Коморские острова»,
СТ: «Сан-Томе и Принсипи»,
СК: «Словакия»,
KR: «Южная Корея»,
SI: «Словения»,
КП: «Северная Корея»,
KW: «Кувейт»,
СН: «Сенегал»,
СМ: «Сан-Марино»,
SL: «Сьерра-Леоне»,
СК: «Сейшелы»,
KZ: «Казахстан»,
KY: «Каймановы острова»,
SG: «Сингапур»,
SE: «Швеция»,
SD: «Судан»,
ДО: «Доминиканская Республика»,
DM: «Доминика»,
DJ: «Джибути»,
ДК: «Дания»,
VG: «Британские Виргинские острова»,
ДЭ: «Германия»,
Е: «Йемен»,
ДЗ: «Алжир»,
США: «США»,
UY: «Уругвай»,
YT: «Майотта»,
UM: «Внешние малые острова США»,
LB: «Ливан»,
LC: «Сент-Люсия»,
ЛА: «Лаос»,
ТВ: «Тувалу»,
TW: «Тайвань»,
TT: «Тринидад и Тобаго»,
ТР: «Турция»,
ЛК: «Шри-Ланка»,
LI: «Лихтенштейн»,
LV: «Латвия»,
Кому: «Тонга»,
LT: «Литва»,
LU: «Люксембург»,
LR: «Либерия»,
LS: «Лесото»,
TH: «Таиланд»,
TF: «Французские южные территории»,
ТГ: «Того»,
ТД: «Чад»,
TC: «Острова Теркс и Кайкос»,
LY: «Ливия»,
VA: «Ватикан»,
ВК: «Сент-Винсент и Гренадины»,
AE: «Объединенные Арабские Эмираты»,
AD: «Андорра»,
АГ: «Антигуа и Барбуда»,
AF: «Афганистан»,
AI: «Ангилья»,
VI: «У. Южные Виргинские острова «,
Южные Виргинские острова «,
ИС: «Исландия»,
ИК: «Иран»,
AM: «Армения»,
А.Л .: «Албания»,
АО: «Ангола»,
AQ: «Антарктида»,
АС: «Американское Самоа»,
АР: «Аргентина»,
AU: «Австралия»,
AT: «Австрия»,
АВ: «Аруба»,
В Индии»,
AX: «Аландские острова»,
АЗ .: «Азербайджан»,
IE: «Ирландия»,
ID: «Индонезия»,
UA: «Украина»,
QA: «Катар»,
МЗ: «Мозамбик»
};
.