Нож Рабочий из углеродистого композита (рукоять граб, литье мельхиор) N4 | Эксклюзивные ножи
Длина клинка (мм.): 119
Наибольшая ширина клинка (мм.): 24
Толщина обуха клинка (мм.): 3.4
Толщина подвода (мм.): 0,5-0,7
Твердость стали: 61Hrc
Общая длина ножа (мм.): 240
Поверхность клинка: Полировка, следы ковки
Спуски клинка: Вогнутая линза
Клинок ножа выполнен изуглеродистого композита. В элементах рукояти использован черный граб и литье из мельхиора.
Нож модели «Рабочий» прекрасно сочетает в себе все качества универсального ножа, подходит для охотников, рыболовов туристов, людей ведущий активный образ и часто путешествующих. Нож Рабочий, с оптимальным по длине клинком, станет незаменимым помощником на охоте и рыбалке, в туристическом походе и на активном отдыхе. За счет оптимальной формы и тонкого сведения клинка, нож имеет агрессивный рез. Клинок обладает высокой износостойкостью и прекрасной стойкостью режущей кромки. Благодаря приближенной к классическому строю форме клинка, ножом можно разделывать добытого зверя, использовать в качестве универсального и повседневного ножа. В данной модели применяется как сквозной монтаж клинка через всю рукоять, так и всадной. Модель сочетает в себе удобство рукояти и легкий вес. В элементах рукояти используется литье из мельхиора и бронзы, а также экзотические породы дерева. Клинок может быть изготовлен из булатной стали, дамасской стали, заменителя быстрореза (ЭК-80Ш), нержавеющих сталей 95х18 и Bohler N690, инструментальных сталей (Х12МФ, Bohler K110, Bohler K340), а также из порошковых сталей Elmax и Bohler M390. На данный момент это одна из самых популярных моделей по мнению наших покупателей. Купить нож рабочий в интернет-магазине ножей и клинков Андрея Приказчикова очень просто, мы всегда продаем ножи со склада, Вам лишь достаточно заполнить простую форму заказа и выбрать удобный способ доставки.
За счет оптимальной формы и тонкого сведения клинка, нож имеет агрессивный рез. Клинок обладает высокой износостойкостью и прекрасной стойкостью режущей кромки. Благодаря приближенной к классическому строю форме клинка, ножом можно разделывать добытого зверя, использовать в качестве универсального и повседневного ножа. В данной модели применяется как сквозной монтаж клинка через всю рукоять, так и всадной. Модель сочетает в себе удобство рукояти и легкий вес. В элементах рукояти используется литье из мельхиора и бронзы, а также экзотические породы дерева. Клинок может быть изготовлен из булатной стали, дамасской стали, заменителя быстрореза (ЭК-80Ш), нержавеющих сталей 95х18 и Bohler N690, инструментальных сталей (Х12МФ, Bohler K110, Bohler K340), а также из порошковых сталей Elmax и Bohler M390. На данный момент это одна из самых популярных моделей по мнению наших покупателей. Купить нож рабочий в интернет-магазине ножей и клинков Андрея Приказчикова очень просто, мы всегда продаем ножи со склада, Вам лишь достаточно заполнить простую форму заказа и выбрать удобный способ доставки. Нож является ножом разделочным, не относящимся к холодному оружию и соответствует требованием нормативных документов по ГОСТ Р 51644-2000 (п.п. 5.1.1, 5.1.2). Нож комплектуется высококачественным чехлом из натуральной кожи и сертификатом соответствия. Дополнительные фотографии ножа можно запросить на странице контакты .
Нож является ножом разделочным, не относящимся к холодному оружию и соответствует требованием нормативных документов по ГОСТ Р 51644-2000 (п.п. 5.1.1, 5.1.2). Нож комплектуется высококачественным чехлом из натуральной кожи и сертификатом соответствия. Дополнительные фотографии ножа можно запросить на странице контакты .
Булаты и булатные композиты. Часть 2
В первой четверти 19 века “тот самый” булат вдруг кончился. Секрет был “утерян”. Что послужило причиной тому – неизвестно, существуют разные гипотезы. На мой взгляд, основную роль сыграли 2 фактора:
1. “Модернизация” вооруженных сил – что самым решительным образом поменяло типичного “потребителя” холодного оружия: на смену профессионалу-“шляхтичу” пришли регулярные воинские формирования. А им малодоступные булатные клинки были ни к чему.
2. Конкуренция со стороны европейских производителей, предлагавших клинки из первых “промышленных” сталей.
Итак, булат исчез. Впрочем, ненадолго. Уже через четверть века в различных странах его секреты начали активно “открывать”. У нас наиболее известными являются работы П.П. Аносова, бесспорно весьма интересные, но, как и многое, что касается булатов, обросшие легендами и преувеличениями.
У нас наиболее известными являются работы П.П. Аносова, бесспорно весьма интересные, но, как и многое, что касается булатов, обросшие легендами и преувеличениями.
Если абстрагироваться от авторитетов, то П.П. Аносову удалось получить материалы, близкие по структуре и свойствам историческим булатам. Но полного соответствия “восточным” образцам достигнуто не было. Равно как и особых свойств – например, булатным клинкам при Аносове назначали более мягкие испытания, чем стальным.
Затем холодное оружие стало скорее воинским атрибутом, нежели боевым оружием, армии окончательно стали массовыми и интерес к булатам снова иссяк. Да и вылезшая из детских штанишек металлургия стала обеспечивать потребности оружейников качественными и стабильными по свойствам сталями.
Очередной виток интереса к булатам и “открытий” его секретов пришелся на последние 2-3 десятилетия. А вызван он был как ростом интереса к историческому холодному оружию, так и удачно вписавшимся в действительность легендам о булатах.
Сложилось так, что слово “булат” стало для многих синонимом сочетания высокого качества и эксклюзивности. За что не грех и заплатить. Часто этим пользовались (и пользуются) производители и продавцы “булатных” изделий. Хорошо, если клиент получает качественный клинок + легенду, часто дело доходит до банального мошенничества.
Давайте рассмотрим рынок современного булата и булатоподобных сталей. Для начала, небольшой экскурс в металлургию.
Структура большинства инструментальных сталей в первом приближении состоит из матрицы (разной по структуре) и карбидов. Эти самые карбиды образуют скопления… Очень часто морфология и распределение карбидов придает отшлифованной или травленой поверхности стали определенный узор. Этот самый узор является “проекцией” микроструктуры стали. По узору знающий человек может многое сказать о составе, способе горячей деформации и, предположительно, о свойствах данного материала.
Очень часто наличие этого самого узора (свойственного многим сталям) и преподносится как признак “булатности” изделия.
Попытаемся рассмотреть основные типы булатов и “булатов”.
1. Промышленные стали с протравленным узором. Очень часто выдаются за булат. Для этих изделий как правило характерен мелкий малоконтрастный линейный или волнистый узор (шам), низкая цена, низкие рабочие и эстетические свойства. В лучшем случае вы получаете клинок из прилично обработанной инструментальной стали (чаще всего Х12МФ) за в полтора-два раза большую цену. В худшем ….
2. Промышленные стали, обработанные по авторским режимам. Примерами могут служить такие “бренды” как “волновая сталь”, “углеродистая волновая сталь”, “уральская узорчатая”, “волокнистый композит”. В отличие от предыдущей группы здесь не скрывается, что исходник — промышленная сталь. Другим отличием является то, что сталь эта весьма неплохо обработана. Это касается как режимов горячей деформации, так и термообработки. В результате потребительские свойства таких клинков могут быть выше, чем из “стандартной” стали того же состава. Узоры, как правило, соответствуют булатам высокого качества но могут уступать в равномерности, размере и контрастности. Гарантией качества является ИМЯ мастера.
Гарантией качества является ИМЯ мастера.
3. Булаты, являющиеся переплавленными промышленными сталями. Достаточно распространенный подход. Вполне логично — взять сталь с известным составом , режимами обработки и свойствами и путем тигельной плавки сделать узор более крупным и контрастным. Но удается это далеко не всегда. Многие образцы такого “булата” даже при хороших рабочих качествах могут иметь маловыразительный узор или даже вовсе не иметь такового.
4. Булаты, максимально соответствующие историческим образцам по составу и структуре. Как правило это нелегированные высокоуглеродистые углеродистые стали (иногда белые чугуны), в экстремальных случаях еще и полученные по реконструированной технологии. В отличие от исторических образцов, как правило, закалены на мартенсит. Более того, для некоторых мастеров погоня за “высоким” углеродом и экстремальной твердостью стала фирменным знаком (маркетинг однако). Некоторые образцы могут обладать высокими эстетическими достоинствами и приемлемыми рабочими качествами.
5. Жертвы экспериментов и поиска. Для многих мастеров на определенном этапе были характерны “поиски” – попытка чисто эмпирическим путем подобрать “то самое” легирование, которое обеспечило бы кучерявый узор и высокие потребительские свойства. Причем, часто такие поиски велись довольно бессистемно, иногда даже сам мастер не знал (хотя бы приблизительно) состава конкретного слитка. Узор и свойства, соответственно, варьируют от весьма высоких до ниже среднего (все таки этим занимаются люди с опытом).
6. Булаты, созданные специально. При этом система легирования обеспечивает как высокие свойства, так и получение (при правильной обработке) узоров, соответствующих булатам высокого качества. Применение “булатных” технологий на протяжении всего цикла производства изделий обеспечивает получение изделий с высокими эстетическими и рабочими качествами. Пожалуй, только эта группа булатов может конкурировать с современными сталями по достижимому комплесу свойств.
Кроме того, есть еще и “атипичные” булатоподобные стали, узор в которых образован не карбидами а другими структурными составляющими.
Все эти материалы представлены на рынке. И задача пользователя, который хочет именно “булатный” клинок – выбрать то, что не обманет его ожиданий. Ну и ожидания эти должны быть реальными.
Разговор о типах структуре и свойствах современных булатов мы продолжим в третьей части статьи.
Булаты и булатные композиты. Часть 1..
Прошу обратить внимание на статью Л.Б. Архангельского о типах узоров на исторических булатах.
Что необходимо знать о резисторах? / Хабр
Резистор: кусочек материала, сопротивляющийся прохождению электрического тока. К обоим концам присоединены клеммы. И всё. Что может быть проще?
Оказывается, что это совсем не просто. Температура, ёмкость, индуктивность и другие параметры играют роль в превращении резистора в довольно сложный компонент. И использовать его в схемах можно по-разному, но мы сконцентрируемся на разных видах резисторов фиксированного номинала, на том, как их делают и как они могут пригодиться в разных случаях.
Начнём с самого простого и старого.
Углеродный композит в проигрывателе
Их часто называют «старыми» резисторами. Они широко применялись в 1960-х, но с появлением других типов резисторов и благодаря достаточно большой себестоимости, их использование сейчас ограничено. Они состоят из смеси керамического порошка с углеродом, связанных при помощи смолы. Углерод хорошо проводит ток, и чем больше его в смеси, тем меньше сопротивление. Провода присоединяются с концов. Они покрываются краской или пластиком, служащими изоляцией, а сопротивление и допуск обозначаются цветными полосками.
Сопротивление таких резисторов можно перманентно изменить, подвергнув их высокой влажности, высокому напряжению или перегреву. Допуск составляет 5% или более. Это просто твёрдый цилиндр с хорошими высокочастотными характеристиками. Также они хорошо переносят перегрев, несмотря на свой малый размер, и всё ещё используются в блоках питания и сварочных контроллерах.
Однако их возраст не остановил меня от использования мешка таких резисторов, купленных мною в комиссионке с целью изготовления различных сопротивлений, которые были нужны мне для моего проекта муз. проигрывателя 555. На фото как раз моя поделка.
проигрывателя 555. На фото как раз моя поделка.
Производятся нанесением слоя чистого углерода на керамический цилиндр и последующего удаления углерода с целью формирования спирали. Итог покрывается кремнием. Толщина слоя и ширина оставшегося углерода управляют сопротивлением, а допуск таких резисторов бывает от 2%, лучше, чем у предыдущих. Благодаря чистому углероду сопротивление меньше меняется с температурой.
Температурный коэффициент сопротивления углеродно-плёночных резисторов составляет от 200 до 500 ppm/C – миллионных долей на градус Цельсия. 200 ppm/C значит, что с каждым градусом сопротивление не изменится больше, чем на 200 Ом на каждый МОм общего сопротивления. В процентах это можно выразить как 0,02%/C. Если температура изменится на 80 С, при показателе 200 ppm/C сопротивление резистора поменяется на 1,6%, или на 16 кОм.
Такие резисторы выпускаются номиналом от 1 Ом до 10 кОм, мощностью от 1/16 Вт до 5 Вт и выдерживают напряжения в несколько киловольт. Обычно используются в высоковольтных блоках питания, рентгеновских аппаратах, лазерах и радарах.
Обычно используются в высоковольтных блоках питания, рентгеновских аппаратах, лазерах и радарах.
Металлическая плёнка делается схожим с углеродной образом, путём размещения металлического слоя (часто это никель хром) на керамике, с последующим вырезанием спирали. Согласно
документации
от производителя Vishay, после присоединения клемм спираль раньше обрабатывали шлифовкой, но сейчас для этого используют лазеры. Результат покрывается лаком и помечается цветовой кодировкой или текстом.
Сопротивление резисторов из металлической плёнки меняется меньше, чем у углеродно-плёночных. ТКС находится в районе 50-100 ppm/C. 50 ppm/C аналогичны 0,005%/C. Использовав аналогичный приведённому выше пример с резистором в 1 МОм, изменение температуры на 80 С приведёт в случае резистора 50 ppm/C к изменению сопротивления на 0,4%, или на 4 кОм.
Допуск у них меньше, порядка 0,1%. Также обладают хорошими шумовыми характеристиками, низкой нелинейностью и хорошей стабильностью по времени, и используются для множества целей.
Случай схож с металлической плёнкой, только обычно используется оксид олова с примесью оксида сурьмы. Ведут себя такие резисторы лучше, чем углеродные или металлические плёнки, если говорить о напряжении, перегрузках, скачках и высоких температурах. Резисторы на углеродной плёнке работают до 200 С, на металлической – до 250-300 С, а резисторы на плёнке из оксида – до 450 С. При этом их стабильность весьма хромает.
Производятся намоткой провода на пластиковый, керамический или стекловолоконный цилиндр. Поскольку провод можно отрезать довольно точно, номинал их сопротивления можно выбрать с большой точностью с допуском не хуже 0,1%. Чтобы получить резистор с высоким сопротивлением, нужно использовать очень тонкий и длинный провод. Провод можно сделать тоньше для меньшей мощности или толще для большей мощности. Его можно изготавливать из большого числа металлов и сплавов, включая никель хром, медь, серебро, хромистой стали и вольфрама.
Разрабатываются с прицелом на возможность работы при высоких температурах: вольфрамовые выдерживают температуры до 1700 С, серебряные – от 0 до 150 С. ТКС у высокоточных проволочных резисторов составляет порядка 5 ppm/C. У резисторов, предназначенных для высоких мощностей, ТКС выше.
ТКС у высокоточных проволочных резисторов составляет порядка 5 ppm/C. У резисторов, предназначенных для высоких мощностей, ТКС выше.
Работают на мощностях от 0,5 Вт до 1000 Вт. Резисторы на несколько сотен Вт могут быть покрыты высокотемпературным кремнием или стекловидной эмалью. Для увеличения теплоотвода могут быть оборудованы алюминиевым кожухом с пластинами, работающими как радиатор.
Виды намотки
Поскольку это практически катушки, у них присутствует индуктивность и ёмкость, из-за чего на высоких частотах они ведут себя плохо. Для уменьшения этих эффектов применяются различные хитрые схемы намотки, например, бифилярная, намотка на плоском носителе, и намотка Аэртона-Перри.
У бифилярной намотки отсутствует индукция, но высокая ёмкость. Намотка на плоском и тонком носителе сближает провода и уменьшает индукцию. Намотка Аэртона-Перри, благодаря тому, что провода идут в разных направлениях и находятся близко друг от друга, уменьшает самоиндукцию и ёмкость, поскольку в местах пересечения напряжение одинаково.
Потенциометры делают на основе проволочных резисторов благодаря их надёжности. Также они используются в прерывателях и предохранителях. Их индукцию можно увеличить и использовать их как датчики тока, измеряя индуктивное сопротивление.
Используют фольгу толщиной в несколько микрон, обычно из никель хрома с добавлениями, расположенную на керамической подложке. Они наиболее стабильные и точные из всех, даром что существуют с 1960-х. Необходимое сопротивление достигается фототравлением фольги. Не имеют индуктивности, обладают низкой ёмкостью, хорошей стабильностью и быстрой тепловой стабилизацией. Допуск может быть в пределах 0,001%.
ТКС составляет 1 ppm/C. При изменении температуры на 80 С мегаомный резистор поменяет сопротивление всего на 0.008% или 80 Ом. Интересен способ, которым достигается подобная точность. При увеличении температуры увеличивается и сопротивление. Но резистор делается так, что увеличение температуры приводит к сжатию фольги, из-за чего сопротивление падает. Суммарный эффект приводит к тому, что сопротивление почти не меняется.
Суммарный эффект приводит к тому, что сопротивление почти не меняется.
Хорошо подходят для аудиопроектов с токами высоких частот. Также подходят для проектов, требующих высокую точность, например, электронных весов. Естественно, используются в областях, где ожидаются большие колебания температуры.
В основном применяются для поверхностного монтажа. Плёнка в толстоплёночных резисторах в 1000 раз толще, чем в тонкоплёночных. Это самые дешёвые резисторы, так как толстая плёнка дешевле.
Тонкооплёночные резисторы изготавливаются ионным напылением никель хрома на изолирующую подложку. Затем применяется фототравление, абразивная или лазерная чистка. Толстоплёночные изготавливаются печатью по трафарету. Плёнка представляет собой смесь связующего вещества, носителя и оксида металла. В конце процесса применяется абразивная или лазерная чистка.
Допуск тонкоплёночных резисторов находится на уровне 0,1%, а ТКС – от 5 до 50 ppm/C. У толстоплёночных допуск бывает 1%, а ТКС — 50 до 200 ppm/C. Тонкоплёночные резисторы меньше шумят.
Тонкоплёночные резисторы меньше шумят.
Тонкоплёночные резисторы применяются там, где требуется высокая точность. Толстоплёночные можно использовать практически везде – в некоторых ПК можно насчитать до 1000 толстоплёночных резисторов поверхностного монтажа.
Существуют и другие виды резисторов постоянного номинала, но в ящичках для резисторов вы, скорее всего, встретите один перечисленных.
Углерод-углеродный композиционный материал УУКМ на основе углеволокнистого материала Карбопон В и фенолформальдегидной смолы
описание
Жесткий войлок представляет собой низкоплотный теплоизоляционный материал в виде плит с максимальными габаритными размерами 1500×1000 мм и толщиной в пределах 20-200 мм.
По заявке потребителя на поверхность плит могут наноситься односторонние или двухсторонние защитные покрытия в виде углеродной ткани различной поверхностной плотности, графитовой фольги
ПРИМЕНЕНИЕ
Элементы теплоизоляции и теплозащиты высокотемпературных вакуумных и инертнонаполненных печей в производстве углеродных материалов, твердых сплавов и керамики на основе карбидов, нитридов, боридов и др.
 , в производстве изделий из цветных металлов и сплавов, полупроводниковых материалов;
, в производстве изделий из цветных металлов и сплавов, полупроводниковых материалов;Для теплоизоляции электронных объектов специальной техники, работающих в критических внешних температурных условиях.
 , в производстве изделий из цветных металлов и сплавов, полупроводниковых материалов;
, в производстве изделий из цветных металлов и сплавов, полупроводниковых материалов;Характеристики
Наименование показателя | Марка УУКМ НП | ||
УУКМНП-150 | УУКМНП-250 | УУКМНП-250 | |
Объёмная плотность, г/см3 | 0,15+0,05 -0,02 | 0,25±0,05 | 0,35±0,05 |
Максимальные размеры плиты, мм | 1500×1000 | ||
Толщина плиты, мм | 20-200 | 20-200 | 10-50 |
Допустимое отклонение от номинальной толщины, % -При номинальной толщине 10-30 мм -При номинальной толщине 30-60 мм -При номинальной толщине 60-200 мм |
±15 ±10 ±5 | ||
Коэффициент теплопроводности Вт/м×К, не более: При температуре 200°С При температуре 20°С |
0,35 0,1 |
0,35 0,2 |
0,35 |
Предел прочности при изгибе, МПа не менее | 0,5 | 1,2 | 2,0 |
Предел прочности при растяжении, МПа не менее | 0,8 | 2,0 | 4,0 |
Прочность на сжатие при 10% деформации, МПа, не менее | — | 30 | |
ZLBM Muehlenbein: Углеродный армированный композит
CFC (carbon fibre composite) , или CCC (carbon-carbon composite), т. н. армированный композит на основе углерода состоит более чем на 98% из углерода и поэтому химически нейтрален. Материал был изобретен в 60-х годах для космической и авиационной промышленности с целью снижения веса изделий при усилении их прочности.
н. армированный композит на основе углерода состоит более чем на 98% из углерода и поэтому химически нейтрален. Материал был изобретен в 60-х годах для космической и авиационной промышленности с целью снижения веса изделий при усилении их прочности.
Армированный композит на основе углерода CFC / CCC состоит из углеродной матрицы и армирования тканью углерода. Производство материала требует значительных энергоресурсов и отличается относительно длинным производственным процессом. Как правило, ламинирование ткани выполняется с использованием органической смолы, последующей фиксацией материала и карбонизацией в высокотемпературной вакуумной печи. При оптимально протекающем пиролитическом процессе, стадия изготовления длиться около 2 месяцев. Наш продукт CFC-PAN изготовлен по такой технологии на основе поли-акрил-нитрильной углеродной ткани.
Альтернативный процесс изготовления армированного композита на основе углерода CFC / CCC выполняется в газовой камере. При выстреливании реактивным газом в углеродную ткань, образующийся углерод прочно соединяется с волокнами ткани. Такой технологический процесс с наименованием CVI или CVD, является относительно новым. Наш продукт CFC-MC изготовлен по этой технологии, материал имеет высокую прочность и высокую плотность поверхности.
При выстреливании реактивным газом в углеродную ткань, образующийся углерод прочно соединяется с волокнами ткани. Такой технологический процесс с наименованием CVI или CVD, является относительно новым. Наш продукт CFC-MC изготовлен по этой технологии, материал имеет высокую прочность и высокую плотность поверхности.
Наши композиционные углеродные материалы CFC-PAN и CFC-MC имеют отличные механичесике характеристики, такие как прочность на изгиб, излом, удар, сжатие-растяжение.
CFC – материалы в зависимости от используемой технологии изготовления и инградиентов, используются в температурном диапазоне 1200°C — 2500°C в вакуумной среде или в среде инертного газа. Чтобы усилить свойства термоустойчивости в условиях нормальной атмосферы, мы инфильтрируем наши материалы.
Традиционные сферы применения: точная механика, стекольная промышленность, робототехника, индустриальные высокотемпературные печи, высокотемпературные производственные линии, термообработка, а также авиастроение и космические аппараты.
Наши стандартные габариты пластин до 1500mm с толщиной 1-20 mm. Возможные геометрические формы по заказу: штанги, трубы, профильные изделия и формы.
Углеродные материалы и их физико-химические свойства (Carbon materials and their physicochemical properties)
В силу профессиональной специфики более тщательно рассмотрена
практическая значимость углеродных материалов как сорбентов, носите-
лей и катализаторов. Последнее наиболее значимо для экологов, занимаю-
щихся очисткой газов, промышленных сточных вод и, особенно, питьевой
воды (эта проблема беспокоит весь мир с начала XXI в.).
Не меньший интерес должен представить материал о новом классе
углеродных полимеров. Вся гигантская номенклатура современных полимер-
ных материалов, состоящая из многих частей, регулярно или нерегулярно
повторяющихся звеньев одного или нескольких типов всегда или почти всег-
да содержит углерод или соединения с ним. Она лежит в основе не только
Она лежит в основе не только
большинства современных конструкционных материалов, но и технологи-
ческих сред: разные смолы, лаки, краски, порошковые эмульсии и аэрозоли на
основе углерода и прочее. Однако возможность существования полимеров
исключительно на углеродной основе открыта только в самом конце XX в.
А.Бейером, а производство этих современных продуктов стало возможным
после практических открытий группы сотрудников под руководством
А.М. Сладкова. Линейные или гексагоновые цепочки углеродных конфигура-
ций получают разными методами современной физической химии.
Минерал чаоит (назван в честь Эдварда Чинг-Те Чао, астрогеолога
из Геологической службы США) содержит белые прожилки, которые, как
показали последние исследования, – ни что иное, как углеродный полимер.
В связи с развитием в общественном сознании представлений о возмож-
ностях наноматериалов все чаще в статьях и учебниках стали исполь-
зоваться новые термины: фуллерены, консулены, обозначающие сложные
цепочки или сетки больших молекул углерода с чрезвычайно необычными
и полезными свойствами, о которых в доступной форме рассказывается
в лекции, из которой читатель поймет, что такое нанотрубки и почему
это материал ближайшего будущего.
Не только материаловеды самого широкого профиля, педагоги и студен-
ты, инженеры, конструкторы, технологи, создающие высокопрочные сплавы,
композиты для образцов новейшей техники, но и все, интересующиеся эко-
логической обстановкой в стране и мире, найдут для себя много полезного,
научившись разумно выбирать отечественные марки активных углей, покупая
фильтры и готовя очищенную питьевую воду в домашних условиях, расширят
свой кругозор в области применения материалов для техники будущего.
Предлагаемая лекция будет, безусловно, интересна специалистам
самого широкого профиля.
Издательство выражает глубокую признательность авторам и руководс-
тву Института катализа им. Г.К.Борескова Сибирского отделения РАН,
взявшимся за столь широкую тему современной химии и материаловедения.
Доктор технических наук, профессор
В.Д. Кальнер
Самые прочные металлы на Земле
Первое качество, с которым ассоциируется у нас металл, это прочность. На самом деле прочность определяется несколькими свойствами, учитывая которые именно сталь и ее сплавы находятся в списке самых прочных металлов.
На самом деле прочность определяется несколькими свойствами, учитывая которые именно сталь и ее сплавы находятся в списке самых прочных металлов.
Что же такое прочность? Это способность материала выдерживать внешние нагрузки, при этом не разрушаясь. При оценке прочности металла учитывается много параметров и качеств: насколько хорошо металл сопротивляется разрыву, как он противостоит сжатию, каков порог перехода от упругого к пластическому состоянию, когда деформация материала становится необратимой, какова способность материала сопротивляться распространению трещин и т.п.
Прочные сплавы и природные металлы
Сплавы представляют собой комбинации разных металлов. Потребность получить самые разные качественные характеристики металлов, среди которых и прочность, привела к появлению различных сплавов. Одним из важных в этом смысле сплавов является сталь, которая представляет собой комбинацию железа и углерода. Итак, какие же металлы принято считать самыми прочными на Земле?
Поскольку для определения прочности металла необходимо учесть очень много факторов, трудно однозначным образом упорядочить металлы от самого «крепкого» до самого «слабого». В зависимости от того, какое свойство считается наиболее важным в каждом конкретном случае, и будет складываться расстановка сил прочности среди металлов.
В зависимости от того, какое свойство считается наиболее важным в каждом конкретном случае, и будет складываться расстановка сил прочности среди металлов.
Сталь и ее сплавы
Сталь — это прочный сплав железа и углерода, с добавками других элементов, таких как кремний, марганец, ванадий, ниобий и пр. Благодаря различным системам легирования стали можно получать совершенно разный комплекс свойств новых сплавов.
Так, высокоуглеродистая сталь — это сплав железа с высоким содержанием углерода — получается прочной, относительно дешевой, долговечной, она хорошо поддается обработке. Из недостатков стоит отметить низкую прокаливаемость и низкую теплостойкость, что делает углеродистую сталь уязвимой в агрессивной среде.
Сферы применения: из углеродистой стали изготавливают различные инструменты, детали машин и сложных механизмов, элементы металлоконструкций. Важным условием применения таких изделий является неагрессивная среда.
Сплав стали, железа и никеля – один из наиболее прочных сплавов. Существует несколько его разновидностей, но в целом легирование углеродистой стали никелем увеличивает предел текучести до 1420 МПа и при этом показатель предела прочности на разрыв доходит до 1460 МПа.
Сферы применения: сплавы на никелевой основе используют в конструкциях некоторых типов мощных атомных реакторов в качестве защитных высокотемпературных оболочек для предохранения от коррозии урановых стержней.
Нержавеющая сталь – коррозионностойкий сплав стали, хрома и марганца с пределом текучести до 1560 МПа и пределом прочности на разрыв до 1600 МПа. Как и все виды стали, этот сплав обладает высокой ударопрочностью и имеет средний балл по шкале Мооса.
Сферы применения: благодаря своим антикоррозийным свойствам нержавеющую сталь широко применяют в самых разных областях – нефтехимической промышленности, машиностроении, строительстве, электроэнергетике, кораблестроении, пищевой промышленности и для изготовления бытовых приборов.
Особо твердые сплавы
Сплавы на основе карбидов вольфрама, титана, тантала обладают твердостью, которой позавидует любой молот Тора.
Титан – это наиболее растиражированный в средствах массовой информации и кинематографе природный металл, который принято ассоциировать с суперпрочностью. Его удельная прочность почти вдвое выше, чем аналогичная характеристика легированных сталей. Он обладает самым высоким отношением прочности на разрыв к плотности из всех металлов. По этому показателю он обошел вольфрам, вот только по шкале твердости Мооса титан ему уступает. Тем не менее, титановые сплавы прочны и легки.
Сферы применения: титан и его сплавы часто используются в аэрокосмической промышленности. Из него делают элементы обшивки космических кораблей, топливные баки, детали реактивных двигателей. Активно используют его и в морском судостроении, строительстве трубопроводов для агрессивных сред и в качестве конструкционного материала.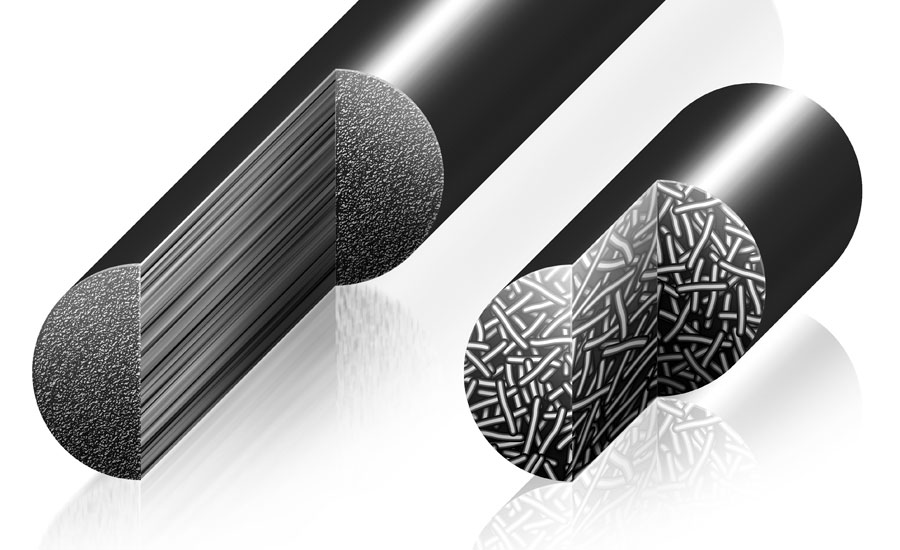
Вольфрам с его самой высокой прочностью на растяжение среди всех встречающихся в природе металлов часто комбинируют со сталью и другими металлами для создания еще более прочных сплавов. К недостаткам вольфрама можно отнести его хрупкость и способность к разрушению при ударе.
Сферы применения: вольфрам применяют в металлургии для производства легированных сталей и различных сплавов, в электротехнической индустрии для изготовления элементов осветительных приборов, в машино- и авиастроении, в космической отрасли и химпроме. Сплав вольфрама и углерода (карбид вольфрама) используют для производства инструментов с режущими краями, таких как ножи и дисковые пилы, а также износостойких рабочих элементов горношахтного оборудования и прокатных валков.
Тантал обладает сразу тремя достоинствами – прочностью, плотностью и устойчивостью к коррозии. Он состоит в группе тугоплавких металлов, как и выше описанный вольфрам.
Сферы применения: тантал используется в производстве электроники и сверхмощных конденсаторов для персональных компьютеров, смартфонов, камер и для электронных устройств в автомобилях.
Инновационные сплавы
Существует ряд сплавов, которые появились совсем недавно, но уже успели завоевать признание благодаря своим «сверхкачествам» и активно используются в аэрокосмической сфере и медицине.
Алюминид титана – сплав титана и алюминия, который выдерживает высокие температуры и обладает антикоррозийными свойствами, но при этом он довольно хрупкий и недостаточно пластичный. Тем не менее, он нашел свое применение в производстве специальных защитных покрытий.
Сплав титана с золотом – еще один уникальный материал, который был разработан несколько лет назад группой ученых из университетов США. Основная задача, которая стояла перед учеными, создать материал крепче титана, который можно было бы применять в медицине для производства протезов, совместимых с биотканью. Дело в том, что титановые протезы, несмотря на свою прочность, изнашиваются относительно быстро, их приходится менять каждые 10 лет. А вот сплав титана с золотом оказался вчетверо более прочным, чем те сплавы, что сейчас используются в производстве протезов.
Дело в том, что титановые протезы, несмотря на свою прочность, изнашиваются относительно быстро, их приходится менять каждые 10 лет. А вот сплав титана с золотом оказался вчетверо более прочным, чем те сплавы, что сейчас используются в производстве протезов.
Углеродный композит – обзор
2.2.2.3 Комбинация с наночастицами на основе углерода
Обязательно TiO 2 /углеродные композиты или модифицированный углеродом TiO 2 способны повышать адсорбционную способность органических загрязнителей и фоторазложение эффективность в видимой области [83, 84]. Кроме того, композиты TiO 2 /C способны повышать плотность энергии и мощности электрохимических элементов, а также улучшать емкость накопления энергии [85].Следовательно, чтобы получить новые структуры и свойства, необходимо разработать композиты TiO 2 с углеродом в различных формах, таких как фуллерен, активированный уголь, графен и углеродные нанотрубки (УНТ).
Широко известно, что активированный уголь является одним из наиболее эффективных адсорбентов [86–89]. Эта адсорбционная способность в сочетании с сильным окислительным характером TiO 2 позволяет нанокомпозиту TiO 2 , нанесенному на активированный уголь, быть эффективным фотокатализатором для фоторазложения, поскольку активированный уголь может собирать органические субстраты на поверхности катализатора [90]. ].Например, Матос и др. продемонстрировали конструкцию наночастиц TiO 2 , нанесенных на активированный уголь [91]. Свежеприготовленный активированный уголь-TiO 2 показал аналогичную адсорбционную способность по отношению к фенолу по сравнению с одним активированным углем. Однако активированный уголь-TiO 2 показал значительно более высокую фотокаталитическую эффективность с количественным разложением фенола в течение 180 минут УФ-облучения по сравнению с чистым TiO 2 и активированным углем [92].Более высокая активность по сравнению с активированным углем-TiO 2 в значительной степени объясняется длительной адсорбцией фенола на активированном угле с последующим переносом на TiO 2 , где он разлагается фотокатализом. Эта фотокаталитическая система с высокой адсорбционной способностью может быть более эффективной и требовать более короткого времени для обезвреживания органических загрязнителей в сточных водах.
Эта фотокаталитическая система с высокой адсорбционной способностью может быть более эффективной и требовать более короткого времени для обезвреживания органических загрязнителей в сточных водах.
Подобно активированному углю, углеродные нанотрубки (УНТ) также обеспечивают большую удельную поверхность, что способствует адсорбции загрязняющих веществ [93, 94].Обработка поверхности путем химической модификации или подкисления с образованием на их поверхности специфических групп, которые могут позволить им функционировать в качестве мест закрепления, избирательно адсорбируя адсорбенты [95, 96]. Поэтому УНТ также являются выдающимися кандидатами для создания фотокатализаторов на основе углеродсодержащих полупроводников для очистки сточных вод.
Графен, двумерный материал на основе углерода, привлек широкое внимание благодаря своим уникальным физико-химическим свойствам [97, 98]. Кроме того, его особые качества, т.е.т. е., присущая ему большая площадь поверхности, гибкая структура, высокая подвижность носителей заряда, высокая прозрачность, а также отличные возможности тепло- и электропроводности позволили графену стать одним из наиболее перспективных материалов для следующего поколения фотокатализаторов. Он демонстрирует потенциал для различных применений, особенно для фотодеградации органических загрязнителей в водных растворах [99]. Предыдущие исследования показали, что оксид графена может действовать не только как адсорбент, но и как фотосенсибилизатор, акцептор электронов, медиатор и сокатализатор, что было бы полезно для фотокаталитических характеристик.В 2011 г. Нгуен-Фан и соавт. сообщили о получении композита TiO 2 /оксид графена и его применении для фотодеградации метиленового синего [100]. Превосходная адсорбция и фотодеградация метиленового синего под действием как УФ, так и видимого света были продемонстрированы композитом TiO 2 /оксид графена по сравнению с чистым TiO 2 [101]. Без учета источника света улучшение характеристик каталитической системы TiO 2 /графен можно объяснить эффектами синергии, включая увеличение площади поверхности с оксидом графена, образование π-π сопряжений между молекулами красителя и ароматическими соединениями.
Он демонстрирует потенциал для различных применений, особенно для фотодеградации органических загрязнителей в водных растворах [99]. Предыдущие исследования показали, что оксид графена может действовать не только как адсорбент, но и как фотосенсибилизатор, акцептор электронов, медиатор и сокатализатор, что было бы полезно для фотокаталитических характеристик.В 2011 г. Нгуен-Фан и соавт. сообщили о получении композита TiO 2 /оксид графена и его применении для фотодеградации метиленового синего [100]. Превосходная адсорбция и фотодеградация метиленового синего под действием как УФ, так и видимого света были продемонстрированы композитом TiO 2 /оксид графена по сравнению с чистым TiO 2 [101]. Без учета источника света улучшение характеристик каталитической системы TiO 2 /графен можно объяснить эффектами синергии, включая увеличение площади поверхности с оксидом графена, образование π-π сопряжений между молекулами красителя и ароматическими соединениями. кольца и ионные взаимодействия между метиленовым синим и кислородсодержащими функциональными группами на краях или на поверхности нанолистов на основе углерода.
кольца и ионные взаимодействия между метиленовым синим и кислородсодержащими функциональными группами на краях или на поверхности нанолистов на основе углерода.
Углеродные волокна: производство, свойства и потенциальное использование
Пуджа Бхатт и Алка Гоу
Старший научный сотрудник, профессор и заведующий кафедрой одежды и текстиля, G.B.P.U.A. and T, Pantnagar
Автор, ответственный за переписку Электронная почта: [email protected]
DOI: http://dx.doi.org/10.13005/msri/140109
История публикации статьи
Статья получена: 30 мая 2017 г.
Статья принята: 05 июня 2017 г.
Статья опубликована: 09 июня 2017 г.
Проверка на плагиат: Да
РЕФЕРАТ:
Углеродное волокно состоит из атомов углерода, соединенных вместе в длинную цепочку.Волокна чрезвычайно жесткие, прочные и легкие и используются во многих процессах для создания превосходных строительных материалов. Материал из углеродного волокна поставляется в виде различных «сырых» строительных блоков, включая пряжу, однонаправленную пряжу, переплетения, оплетки и некоторые другие, которые, в свою очередь, используются для создания композитных деталей. Свойства детали из углеродного волокна близки к свойствам стали, а вес близок к пластику. Таким образом, отношение прочности к весу (а также отношение жесткости к весу) детали из углеродного волокна намного выше, чем у стали или пластика.Углеродное волокно чрезвычайно прочное. В технике принято измерять преимущество материала с точки зрения отношения прочности к весу и отношения жесткости к весу, особенно при проектировании конструкций, где дополнительный вес может привести к увеличению стоимости жизненного цикла или неудовлетворительным характеристикам.
Материал из углеродного волокна поставляется в виде различных «сырых» строительных блоков, включая пряжу, однонаправленную пряжу, переплетения, оплетки и некоторые другие, которые, в свою очередь, используются для создания композитных деталей. Свойства детали из углеродного волокна близки к свойствам стали, а вес близок к пластику. Таким образом, отношение прочности к весу (а также отношение жесткости к весу) детали из углеродного волокна намного выше, чем у стали или пластика.Углеродное волокно чрезвычайно прочное. В технике принято измерять преимущество материала с точки зрения отношения прочности к весу и отношения жесткости к весу, особенно при проектировании конструкций, где дополнительный вес может привести к увеличению стоимости жизненного цикла или неудовлетворительным характеристикам.
КЛЮЧЕВЫЕ СЛОВА:
углеродное волокно; ткань; текстиль; Пряжа
| Скопируйте следующее, чтобы процитировать эту статью: Бхатт П. |
 , Гоу А. Углеродные волокна: производство, свойства и потенциальное использование.Mat.Sci.Res.India;14(1)
, Гоу А. Углеродные волокна: производство, свойства и потенциальное использование.Mat.Sci.Res.India;14(1)Введение
Углеродные волокна или углеродные волокна представляют собой волокна диаметром около 5–10 микрометров, состоящие в основном из атомов углерода. Углеродные волокна имеют ряд преимуществ, включая высокую жесткость, высокую прочность на растяжение, малый вес, высокую химическую стойкость, устойчивость к высоким температурам и низкое тепловое расширение. Эти свойства сделали углеродное волокно очень популярным в аэрокосмической, гражданской, военной и автомобильной промышленности, а также в других видах спорта.Однако они относительно дороги по сравнению с аналогичными волокнами, такими как стекловолокно или пластиковое волокно.
Классификация и типы
В зависимости от модуля, прочности и конечной температуры термообработки углеродные волокна можно разделить на следующие категории:
В зависимости от свойств углеродного волокна углеродное волокно можно разделить на:
- Сверхвысокомодульный, тип UHM (модуль >450 ГПа)
- Высокомодульный, тип HM (модуль между 350-450 ГПа)
- Промежуточный модуль, тип IM (модуль между 200-350 ГПа)
- Низкомодульный и высокопрочный, тип HT (модуль < 100 ГПа, предел прочности > 3. 0ГПа)
- Сверхвысокая прочность, тип SHT (предел прочности > 4,5 ГПа)
 0ГПа)
0ГПа)В зависимости от исходных волокнистых материалов углеродные волокна подразделяются на:
- Углеродные волокна на основе ПАН
- Углеродные волокна на основе смолы
- Углеродные волокна мезофазы на основе пека
- Изотропные углеродные волокна на основе пека
- Углеродные волокна на основе вискозы
- Углеродные волокна, выращенные в газовой фазе
В зависимости от конечной температуры термообработки углеродные волокна подразделяются на:
- Тип-I, углеродные волокна с высокой термообработкой (HTT), где конечная температура термообработки должна быть выше 2000°C, и могут быть связаны с волокном высокомодульного типа.
- Тип II, углеродные волокна с промежуточной термообработкой (IHT), где конечная температура термообработки должна быть около или выше 1500°C и может быть связана с волокном высокопрочного типа.
- Тип-III, углеродные волокна с низкой термообработкой, где температура конечной термообработки не превышает 1000°С. Это материалы с низким модулем и низкой прочностью.

Производственный процесс
Углеродные волокна из полиакрилонитрила (ПАН):
Сырье
Сырье, используемое для производства углеродного волокна, называется прекурсором.Около 90% производимых углеродных волокон изготавливаются из полиакрилонитрила. Остальные 10% сделаны из искусственного шелка или нефтяного пека. Все эти материалы представляют собой органические полимеры, характеризующиеся длинными цепочками молекул, связанных вместе атомами углерода. Точный состав каждого прекурсора варьируется от одной компании к другой и обычно считается коммерческой тайной. В процессе производства используются различные газы и жидкости. Некоторые из этих материалов предназначены для взаимодействия с волокном для достижения определенного эффекта.Другие материалы предназначены для того, чтобы не реагировать или предотвращать определенные реакции с волокном. Как и в случае с прекурсорами, точный состав многих из этих технологических материалов считается коммерческой тайной.
Как и в случае с прекурсорами, точный состав многих из этих технологических материалов считается коммерческой тайной.
Производственный процесс PAN
Рисунок 1
Прядение
- Порошок акрилонитрила смешивают с другим пластиком, таким как метилакрилат или метилметакрилат, и вводят в реакцию с катализатором в обычном процессе полимеризации в суспензии или растворе с образованием полиакрилонитрила.
- Затем пластик скручивается в волокна с использованием одного из нескольких различных методов. В некоторых методах пластик смешивают с определенными химическими веществами и перекачивают через крошечные форсунки в химическую ванну или камеру закалки, где пластик коагулирует и затвердевает в волокна. Это похоже на процесс, используемый для формирования полиакриловых текстильных волокон. В других методах пластиковая смесь нагревается и перекачивается через крошечные форсунки в камеру, где растворители испаряются, оставляя твердое волокно. Этап прядения важен, потому что во время этого процесса формируется внутренняя атомная структура волокна.
- Затем волокна промывают и растягивают до желаемого диаметра. Растяжение помогает выровнять молекулы внутри волокна и обеспечивает основу для образования прочно связанных кристаллов углерода после карбонизации.
 Этап прядения важен, потому что во время этого процесса формируется внутренняя атомная структура волокна.
Этап прядения важен, потому что во время этого процесса формируется внутренняя атомная структура волокна.Стабилизирующий
Перед карбонизацией волокон их необходимо химически изменить, чтобы преобразовать их линейную атомную связь в более термически стабильную лестничную связь. Это достигается путем нагревания волокон на воздухе примерно до 390-590°F (200-300°C) в течение 30-120 минут.Это заставляет волокна поглощать молекулы кислорода из воздуха и перестраивать структуру их атомных связей. Стабилизирующие химические реакции сложны и включают несколько стадий, некоторые из которых протекают одновременно. Они также генерируют собственное тепло, которое необходимо контролировать, чтобы избежать перегрева волокон. В коммерческих целях в процессе стабилизации используется различное оборудование и методы. В некоторых процессах волокна протягиваются через ряд нагретых камер. В других волокна проходят через горячие валки и слои сыпучих материалов, удерживаемых во взвешенном состоянии потоком горячего воздуха.В некоторых процессах используется нагретый воздух, смешанный с определенными газами, которые химически ускоряют стабилизацию.
В некоторых процессах волокна протягиваются через ряд нагретых камер. В других волокна проходят через горячие валки и слои сыпучих материалов, удерживаемых во взвешенном состоянии потоком горячего воздуха.В некоторых процессах используется нагретый воздух, смешанный с определенными газами, которые химически ускоряют стабилизацию.
Карбонизация
После того, как волокна стабилизированы, их нагревают до температуры около 1 830–5 500° F (1 000–3 000° C) в течение нескольких минут в печи, заполненной газовой смесью, не содержащей кислорода. Недостаток кислорода предотвращает возгорание волокон при очень высоких температурах. Давление газа внутри печи поддерживается выше, чем давление воздуха снаружи, а точки входа и выхода волокон из печи герметизированы, чтобы не допустить проникновения кислорода.Когда волокна нагреваются, они начинают терять свои неуглеродные атомы, а также несколько атомов углерода в виде различных газов, включая водяной пар, аммиак, монооксид углерода, диоксид углерода, водород, азот и другие. По мере того как неуглеродные атомы удаляются, оставшиеся атомы углерода образуют прочно связанные кристаллы углерода, которые ориентированы более или менее параллельно длинной оси волокна. В некоторых процессах используются две печи, работающие при двух разных температурах, чтобы лучше контролировать скорость разогрева во время карбонизации.
По мере того как неуглеродные атомы удаляются, оставшиеся атомы углерода образуют прочно связанные кристаллы углерода, которые ориентированы более или менее параллельно длинной оси волокна. В некоторых процессах используются две печи, работающие при двух разных температурах, чтобы лучше контролировать скорость разогрева во время карбонизации.
Рисунок 2
Обработка поверхности
После карбонизации поверхность волокон плохо сцепляется с эпоксидными смолами и другими материалами, используемыми в композитных материалах. Чтобы придать волокнам лучшие клеящие свойства, их поверхность слегка оксидируют. Добавление атомов кислорода к поверхности обеспечивает лучшие свойства химической связи, а также травит и придает шероховатость поверхности для улучшения механических свойств связи.Окисление может быть достигнуто путем погружения волокон в различные газы, такие как воздух, углекислый газ или озон; или в различных жидкостях, таких как гипохлорит натрия или азотная кислота. Волокна также можно покрыть электролитическим способом, поместив положительный вывод волокна в ванну, наполненную различными электропроводящими материалами. Процесс обработки поверхности должен тщательно контролироваться, чтобы избежать образования крошечных поверхностных дефектов, таких как ямки, которые могут привести к повреждению волокна.
Волокна также можно покрыть электролитическим способом, поместив положительный вывод волокна в ванну, наполненную различными электропроводящими материалами. Процесс обработки поверхности должен тщательно контролироваться, чтобы избежать образования крошечных поверхностных дефектов, таких как ямки, которые могут привести к повреждению волокна.
Размеры
- После обработки поверхности на волокна наносится покрытие, защищающее их от повреждений при наматывании или плетении.Этот процесс называется размером. Материалы покрытия выбираются так, чтобы они были совместимы с клеем, используемым для формирования композитных материалов. Типичные материалы покрытия включают эпоксидную смолу, полиэстер, нейлон, уретан и другие.
- 8 Волокна с покрытием наматываются на цилиндры, называемые бобинами. Бобины загружаются в прядильную машину, и волокна скручиваются в пряжу различных размеров.
Недвижимость
Углеродное волокно имеет высокое отношение прочности к весу (также известное как удельная прочность)
Прочность материала – это сила, приходящаяся на единицу площади при разрушении, деленная на его плотность. Любой прочный И легкий материал имеет благоприятное соотношение Прочность/вес. Такие материалы, как алюминий, титан, магний, углеродное и стекловолокно, высокопрочные стальные сплавы, имеют хорошее соотношение прочности и веса.
Любой прочный И легкий материал имеет благоприятное соотношение Прочность/вес. Такие материалы, как алюминий, титан, магний, углеродное и стекловолокно, высокопрочные стальные сплавы, имеют хорошее соотношение прочности и веса.
Углеродное волокно очень жесткое
Жесткость или жесткость материала измеряется его модулем Юнга и показывает, насколько материал прогибается под нагрузкой. Углепластик более чем в 4 раза жестче стеклопластика, почти в 20 раз жестче сосны, 2.в 5 раз больше, чем алюминий.
Углеродное волокно устойчиво к коррозии и химически устойчиво
Хотя углеродное волокно само по себе не портится, эпоксидная смола чувствительна к солнечному свету и нуждается в защите. Другие матрицы (во что бы ни было встроено углеродное волокно) также могут быть реактивными.
Углеродное волокно электропроводно
Эта функция может быть полезной и доставлять неудобства. В судостроении это необходимо учитывать так же, как и проводимость алюминия. Электропроводность углеродного волокна может способствовать гальванической коррозии фитингов. Тщательная установка может уменьшить эту проблему.
Электропроводность углеродного волокна может способствовать гальванической коррозии фитингов. Тщательная установка может уменьшить эту проблему.
Сопротивление усталости хорошее
Сопротивление усталости композитов из углеродного волокна хорошее. Однако, когда углеродное волокно выходит из строя, оно обычно выходит из строя катастрофически без особых признаков того, что он скоро выйдет из строя. Повреждение при усталости при растяжении проявляется как снижение жесткости при большем числе циклов напряжения (если только температура не высокая). Испытания показали, что разрушение вряд ли будет проблемой, когда циклические напряжения совпадают с ориентацией волокна.Углеродное волокно превосходит Е-стекло по усталостной и статической прочности, а также по жесткости.
Углеродное волокно имеет хорошую прочность на растяжение
Прочность на растяжение или предел прочности — это максимальное напряжение, которое может выдержать материал при растяжении или вытягивании до образования шейки или разрушения. Утяжка возникает, когда поперечное сечение образца начинает значительно сужаться. Если взять полоску полиэтиленового пакета, она растянется и в какой-то момент начнет сужаться. Это шея.Измеряется в силе на единицу площади. Хрупкие материалы, такие как углеродное волокно, не всегда разрушаются при одном и том же уровне напряжения из-за внутренних дефектов. Они выходят из строя при малых нагрузках.
Утяжка возникает, когда поперечное сечение образца начинает значительно сужаться. Если взять полоску полиэтиленового пакета, она растянется и в какой-то момент начнет сужаться. Это шея.Измеряется в силе на единицу площади. Хрупкие материалы, такие как углеродное волокно, не всегда разрушаются при одном и том же уровне напряжения из-за внутренних дефектов. Они выходят из строя при малых нагрузках.
Тестирование включает в себя взятие образца с фиксированной площадью поперечного сечения, а затем его вытягивание с постепенным увеличением силы до тех пор, пока образец не изменит форму или не сломается. Волокна, такие как углеродные волокна, имеющие диаметр всего 2/10 000 дюйма, превращаются в композиты соответствующей формы для испытаний.
Огнестойкость/Невоспламеняемость
В зависимости от производственного процесса и исходного материала углеродное волокно может быть довольно мягким и может быть использовано в защитной одежде для пожаротушения или, что чаще, интегрируется в нее. Примером является волокно с никелевым покрытием. Поскольку углеродное волокно также химически очень инертно, его можно использовать там, где есть огонь в сочетании с коррозионными агентами. Противопожарное одеяло из углеродного волокна, извините за опечатки.
Примером является волокно с никелевым покрытием. Поскольку углеродное волокно также химически очень инертно, его можно использовать там, где есть огонь в сочетании с коррозионными агентами. Противопожарное одеяло из углеродного волокна, извините за опечатки.
Теплопроводность углеродного волокна
Теплопроводность – это количество тепла, переданное через единицу толщины в направлении, нормальном к поверхности единицы площади, из-за единичного температурного градиента в установившихся условиях. Другими словами, это мера того, насколько легко тепло проходит через материал.
Поскольку существует множество вариаций на тему углеродного волокна , невозможно точно определить теплопроводность. Специальные типы углеродного волокна были специально разработаны для обеспечения высокой или низкой теплопроводности. Также предпринимаются попытки улучшить эту функцию.
Низкий коэффициент теплового расширения
Это мера того, насколько материал расширяется и сжимается при повышении или понижении температуры. Единицы указаны в дюймах/дюймах по Фаренгейту, как и в других таблицах, единицы измерения не так важны, как сравнение.При достаточно высокой мачте различия в коэффициентах теплового расширения различных материалов могут незначительно изменить натяжение буровой установки. Низкий коэффициент теплового расширения делает углеродное волокно подходящим для применений, где малые перемещения могут иметь решающее значение. Одним из таких приложений является телескоп и другое оптическое оборудование.
Единицы указаны в дюймах/дюймах по Фаренгейту, как и в других таблицах, единицы измерения не так важны, как сравнение.При достаточно высокой мачте различия в коэффициентах теплового расширения различных материалов могут незначительно изменить натяжение буровой установки. Низкий коэффициент теплового расширения делает углеродное волокно подходящим для применений, где малые перемещения могут иметь решающее значение. Одним из таких приложений является телескоп и другое оптическое оборудование.
Неядовитый, биологически инертный, проницаемый для рентгеновских лучей
Благодаря этим качествам углеродное волокно можно использовать в медицинских целях. Использование протезов, имплантаты и ремонт сухожилий, рентгеновские аксессуары, хирургические инструменты — все это находится в разработке.Хотя углеродные волокна не ядовиты, они могут вызывать сильное раздражение, поэтому их длительное незащищенное воздействие необходимо ограничить. Однако матрица из эпоксидной или полиэфирной смолы может быть токсичной и требует надлежащего ухода.
Углеродное волокно относительно дорого
Несмотря на исключительные преимущества прочности, жесткости и снижения веса, цена является сдерживающим фактором. Если преимущество в весе не является исключительно важным, например, в аэронавтике или гонках, оно часто не стоит дополнительных затрат.Низкие эксплуатационные расходы углеродного волокна являются еще одним преимуществом.
Трудно дать количественную оценку крутости и модности. Углеродное волокно имеет ауру и репутацию, которые заставляют потребителей платить больше за то, чтобы иметь его. Вам может понадобиться меньше его по сравнению со стекловолокном, и это может быть экономией.
Углеродные волокна хрупкие
Слои в волокнах образованы сильными ковалентными связями. Пластинчатые скопления легко допускают распространение трещин.Когда волокна изгибаются, они выходят из строя при очень малом напряжении.
Приложения
Характеристики и применение углеродных волокон
1. | Аэрокосмический, автомобильный и морской транспорт, спортивные товары |
2. Высокая размерная стабильность, низкий коэффициент теплового расширения и низкая истираемость | Ракеты, авиационные тормоза, аэрокосмическая антенна и опорная конструкция, большие телескопы, оптические стенды, волноводы для стабильных высокочастотных (ГГц) точных измерительных кадров |
3.Хорошее гашение вибрации, прочность и ударная вязкость | Аудиооборудование, громкоговорители для Hi-Fi оборудования, звукосниматели, роботы-манипуляторы |
4. Электропроводность | Автомобильные капоты, новые инструменты, кожухи и основания для электронного оборудования, экранирование электромагнитных и радиочастотных помех, щетки |
5. | Медицинские применения в протезах, хирургическом и рентгеновском оборудовании, имплантатах, ремонте сухожилий/связок |
6.Стойкость к усталости, самосмазывание, высокое демпфирование | Текстильное оборудование, общее машиностроение |
7. Химическая инертность, высокая коррозионная стойкость | Химическая промышленность; ядерное поле; клапаны, уплотнения и компоненты насосов в технологических установках |
8. Электромагнитные свойства | Большие стопорные кольца генератора, рентгенологическое оборудование |
 Физическая прочность, удельная вязкость, легкий вес
Физическая прочность, удельная вязкость, легкий вес  Биологическая инертность и рентгеновская проницаемость
Биологическая инертность и рентгеновская проницаемость
Заключение
Последней разработкой в области технологии углеродных волокон являются крошечные углеродные трубки, называемые нанотрубками. Эти полые трубки, некоторые из которых имеют диаметр всего 0,00004 дюйма (0,001 мм), обладают уникальными механическими и электрическими свойствами, которые могут быть полезны при создании новых высокопрочных волокон, субмикроскопических пробирок или, возможно, новых полупроводниковых материалов для интегральных схем.
Эти полые трубки, некоторые из которых имеют диаметр всего 0,00004 дюйма (0,001 мм), обладают уникальными механическими и электрическими свойствами, которые могут быть полезны при создании новых высокопрочных волокон, субмикроскопических пробирок или, возможно, новых полупроводниковых материалов для интегральных схем.
Каталожные номера
- Frank E., Hermanutz F и Buchmeiser M.R. Углеродные волокна: прекурсоры, производство и свойства. макромол. Матер. Eng . 2012; 297: 493–501.
Перекрёстная ссылка - Шаваллер Д., Claus B и Buchmeiser M. R. Керамические волокна – обзор . Макромоль . Матер. Eng . 2012: 297: 502–522.
Перекрёстная ссылка - Хо К., Цянь К. К. и Бисмарк Х. А. Углеродное волокно: свойства поверхности. Энциклопедия композитов Wiley . 2011;1–11.
- Хуан X. Изготовление и свойства углеродных волокон. Материалы. 2009 г.; 2 :2369-2403.
Перекрёстная ссылка - Баджадж П. , Паливал Д. К., Гупта А. К. Влияние ионов металлов на структуру и свойства акриловых волокон. J. Appl. Полим. науч. 1998;67:1647–1659.
Перекрёстная ссылка - Гудхью П. Дж., Кларк А. Дж., Бейли Дж. Э. Обзор производства и свойств углеродных волокон. Матер. науч. англ. 1975; 17:3–30.
Перекрёстная ссылка
 , Паливал Д. К., Гупта А. К. Влияние ионов металлов на структуру и свойства акриловых волокон. J. Appl. Полим. науч. 1998;67:1647–1659.
, Паливал Д. К., Гупта А. К. Влияние ионов металлов на структуру и свойства акриловых волокон. J. Appl. Полим. науч. 1998;67:1647–1659. Это произведение находится под лицензией Creative Commons Attribution 4.0 International License.
Композиты из углеродного волокна: свойства | методы производства
Большинство композитов из углеродного волокна обладают устойчивостью к температуре 70-120 o C.Для обеспечения долговременной стойкости к температурам до 150-250 o C требуются специально разработанные смолы, а композит из углеродного волокна должен подвергаться отверждению при высокой температуре в течение многих часов. Это недостаток композитов из углеродного волокна по сравнению с металлами, устойчивыми к высоким температурам.
В случае композитов из углеродного волокна требуются некоторые дорогостоящие материалы (например, фенольные препреги), чтобы обеспечить устойчивость к высоким температурам, а также к высокотемпературному отверждению композита.
Хотя металлы имеют высокую температуру плавления, на практике предполагается, что металлы изменяют свои свойства при температуре ~300 o C в случае алюминия, 750 o C в случае стали и 860 o C в случае титана. Инженер-конструктор может получить материал, обладающий всеми требуемыми свойствами, дающими преимущество металлам, и никакой дополнительной обработки в производственном процессе не требуется.
Ориентация волокна – не изотропный материал
В отличие от металлов, композиты из углеродного волокна являются анизотропными материалами.
Следовательно, свойства композита, такие как жесткость, зависят от ориентации волокон. В случае металлов свойства всегда одинаковы, независимо от ориентации, и такие материалы называются изотропными. Это существенное различие между композитами из углеродного волокна и металлами. Композиты из углеродного волокна похожи на древесину, чья прочность и жесткость зависят от текстуры и рисунка колец .
Это существенное различие между композитами из углеродного волокна и металлами. Композиты из углеродного волокна похожи на древесину, чья прочность и жесткость зависят от текстуры и рисунка колец .
При производстве элементов из углеродного волокна принимается решение об ориентации углеродных волокон и типе ткани.Существуют, например, однонаправленные ткани (UD), двунаправленные (например, однотонные или саржевые), а также ткани, изготовленные из некоторых по-разному ориентированных UD-тканей – например, двухосный, трехосный. Этот производственный процесс позволяет получить оптимальный композит, а именно обеспечить большее количество тканей в местах, подвергающихся высокой нагрузке, и меньшее количество тканей в местах, где нагрузка ограничена.
Композиты из углеродного волокна обладают свойствами наряду с ориентацией волокна.
Кроме того, помимо контроля количества тканей и толщины элемента, этот процесс также обеспечивает контроль ориентации ткани в зависимости от нагрузки на практике. Таким образом, вы можете значительно уменьшить вес элемента по сравнению с металлическим. Однако для этого требуются некоторые ноу-хау и опыт инженеров-конструкторов.
Таким образом, вы можете значительно уменьшить вес элемента по сравнению с металлическим. Однако для этого требуются некоторые ноу-хау и опыт инженеров-конструкторов.
Если для данного элемента требуется прочность в каком-либо определенном направлении, углеродная ткань должна быть равномерно ориентирована под углами 0, -45, + 45, 90 градусов, чтобы обеспечить квазиизотропную компоновку, подобную той, которая встречается в металлах.
КОМПОЗИТЫ УГЛЕРОДНОГО ВОЛОКНА – МЕТОДЫ ПРОИЗВОДСТВА
В зависимости от объема производства, конструкции элемента, размера и требуемых свойств, а также эстетики существует несколько методов производства композитов из углеродного волокна.
Ручное ламинирование
Это очень простой метод производства композитов из углеродного волокна, который часто используется для производства композитов из стекловолокна. Эта технология применяется для деталей простой конструкции без особых эстетических и конструктивных требований, изготавливаемых вручную с помощью валика и кисти. Некоторые недостатки, связанные с этим методом, включают плохую повторяемость, воздушные пустоты внутри углеродного композита и повреждение ткани. Этот метод производства не требует дорогостоящего оборудования, такого как автоклавы или термопрессы.
Некоторые недостатки, связанные с этим методом, включают плохую повторяемость, воздушные пустоты внутри углеродного композита и повреждение ткани. Этот метод производства не требует дорогостоящего оборудования, такого как автоклавы или термопрессы.
Вакуумная упаковка
Технология с использованием вакуумного мешка была разработана на основе ручного ламинирования. Начальные этапы идентичны ручному ламинированию, когда смола наносится вручную с помощью валика или кисти, а затем располагаются слои ткани из углеродного волокна. Разница заключается в использовании вакуумного мешка на заключительном этапе. Как следует из названия, вакуумный мешок обеспечивает герметизацию вокруг формы для удаления воздуха с помощью вакуумного насоса. Создаваемый вакуум обеспечивает прилипание тканей из углеродного волокна к поверхности и давление на пресс-форму.
Несмотря на некоторые теоретические преимущества, связанные с уплотненным ламинатом, производство с помощью вакуумного мешка не предотвращает образование воздушных пустот, которые очень распространены в этом методе, поэтому он иногда используется для производства деталей и деталей из углеродного волокна. Если высокое качество не требуется, используется ручное производство, а если высокое качество является приоритетом, то предпочтительны технологии инфузии смолы, препрега или горячего прессования.
Если высокое качество не требуется, используется ручное производство, а если высокое качество является приоритетом, то предпочтительны технологии инфузии смолы, препрега или горячего прессования.
Настой смолы
В отличие от предыдущих методов, технология инфузии смолы связана с размещением сухих тканей, например.г. 5 слоев по 200 гр. На эти ткани распыляют специальный клей, чтобы обеспечить идеальное прилегание к форме и переплетению. Затем накладывается специальная сетка, обеспечивающая правильное распределение смолы. Все заклеено пленкой и бутиловой лентой. С одной стороны подключен вакуумный насос, который сначала всасывает воздух с помощью вакуума, а вакуумный мешок обеспечивает прижатие тканей к форме. Далее, с другой стороны, откроется вентиль на подающем воздуховоде из бака со смолой. Благодаря вакууму смола подается автоматически через предварительно размещенные сетки и каналы для обеспечения пропитки сухих тканей из углеродного волокна.
Вливание смолы обычно используется в случае композиционных материалов из углеродного волокна среднего или большого размера простой конструкции
RTM
Этот метод используется для крупносерийного производства композитов из углеродного волокна, которые обычно окончательно окрашиваются цветом (не бесцветным лаком) . Обычно используются стальные или алюминиевые формы, мужские и женские. Сначала внутрь формы помещают сухие ткани. Затем формы прижимаются друг к другу, а вокруг и между формами создается уплотнение. По этой технологии впрыск смолы происходит под высоким давлением (10-20 бар).Процесс пропитки и отверждения занимает 30-60 минут. РТМ высокого давления следует при давлении до 100-120 бар, и весь производственный процесс занимает всего 10 минут.
Обычно используются стальные или алюминиевые формы, мужские и женские. Сначала внутрь формы помещают сухие ткани. Затем формы прижимаются друг к другу, а вокруг и между формами создается уплотнение. По этой технологии впрыск смолы происходит под высоким давлением (10-20 бар).Процесс пропитки и отверждения занимает 30-60 минут. РТМ высокого давления следует при давлении до 100-120 бар, и весь производственный процесс занимает всего 10 минут.
Основным преимуществом этого метода является гладкая поверхность (обе стороны) и относительно короткий производственный цикл . Тогда как к недостаткам можно отнести высокую стоимость реализации процесса и производства углеродных волокнистых композитов, предназначенных для окраски. На самом деле этот метод не обеспечивает идеального размещения углеродных визуальных тканей , а также не подчеркивает структуру углеродного волокна при нанесении только прозрачного верхнего слоя.
Этот метод использовался для крупносерийного производства компанией Dodge во время производства Viper (2005 г. ). В настоящее время по этой технологии изготавливаются некоторые детали, а также кузов BMW i3 и BMW i8 или крыша гоночных автомобилей BMW M3 и M6.
). В настоящее время по этой технологии изготавливаются некоторые детали, а также кузов BMW i3 и BMW i8 или крыша гоночных автомобилей BMW M3 и M6.
РТМ Лайт
Разница между RTM и Light RTM в основном связана с давлением. В случае первого метода давление инфузии смолы составляет 20-120 бар, тогда как при использовании Light RTM оно составляет всего 1,2 бар, и весь процесс использует отрицательное давление.Этот процесс позволяет спроектировать контрформу малого веса, в основном композитную, отсюда и название «Легкая» RTM. Давление инфузии смолы составляет ок. 1,2 бар и отрицательное давление 0,7 бар.
Вливание смолы следует с одной стороны при низком отрицательном давлении 1,2 бар, а экстракция следует с другой стороны (как в случае вливания смолы) при отрицательном давлении 0,7 бар. Перепад давления приводит к пропитке тканей внутри. Этот метод редко используется для производства композитов из углеродного волокна, поскольку он предлагает низкое качество и эстетику по сравнению с RTM.
Автоклавные композиты Prepreg
Автоклавный метод препрега широко используется для производства углеродных композитов для гоночных автомобилей F1, моноблоков, диффузоров, передних крыльев, а также спойлеров. Данная технология обеспечивает высочайшее качество и эстетичный внешний вид углеволоконных композитов , но сопряжена с большими затратами из-за использования дорогостоящего оборудования – автоклавов – и умеренного производственного цикла (по сравнению с горячим прессованием (HP) или RTM.
Автоклавная технология Prepreg обеспечивает высочайшее качество и эстетичный внешний вид композитов из углеродного волокна
Автоклав представляет собой устройство, создающее одновременно высокое давление ~ 8 бар и высокую температуру ~ 120-150°C .Этот метод включает использование препрегов, а именно углеродных тканей, предварительно пропитанных смолой. Следовательно, материал – предварительно пропитанные смолой ткани из углеродного волокна – поставляется в рулонах по 30-50 м и хранится в холодильнике для предотвращения случайного затвердевания. Твердение углеродных тканей, предварительно пропитанных смолой, происходит при высокой температуре >90°С , и, следовательно, срок их службы после извлечения из холодильника составляет 20-40 дней при температуре окружающей среды в зависимости от типа материала.На практике после извлечения рулона препрега из холодильника нужно подождать 2-3 часа, чтобы материал стал мягким и можно было резать. Далее, после разворачивания, материал укладывается на плоттер и следует резка в соответствии с потребностями производства. Затем остаток рулета заменяют в холодильнике. Материал можно хранить в холодильнике 4-8 месяцев .
Твердение углеродных тканей, предварительно пропитанных смолой, происходит при высокой температуре >90°С , и, следовательно, срок их службы после извлечения из холодильника составляет 20-40 дней при температуре окружающей среды в зависимости от типа материала.На практике после извлечения рулона препрега из холодильника нужно подождать 2-3 часа, чтобы материал стал мягким и можно было резать. Далее, после разворачивания, материал укладывается на плоттер и следует резка в соответствии с потребностями производства. Затем остаток рулета заменяют в холодильнике. Материал можно хранить в холодильнике 4-8 месяцев .
Препрег легко прилипает к стенкам формы, благодаря чему можно формовать сложные формы.
Препреги похожи на липкую клеенку.Этот материал легко прилипает к стенкам пресс-формы, и, следовательно, можно формовать сложные формы . После укладки слоев препрега формы герметизируются пленкой и бутиловой лентой. Далее следует прижатие к форме с помощью вакуума, удаляющего воздух из продукта. Затем форма вместе с запаянным изделием помещается в автоклав, создающий давление до 8 бар, чтобы прижать углеродные препреги к стенкам формы для удаления воздуха и обеспечения консолидации конструкции.
Далее следует прижатие к форме с помощью вакуума, удаляющего воздух из продукта. Затем форма вместе с запаянным изделием помещается в автоклав, создающий давление до 8 бар, чтобы прижать углеродные препреги к стенкам формы для удаления воздуха и обеспечения консолидации конструкции.
Наконец, после затвердевания обычно в течение 1-2 часов при 120 градусах, можно сбросить давление в автоклаве, выключить нагреватели и вынуть готовый углеволоконный композит.
Преимущества производства автоклавных препрегов из углеродного волокна:
- Возможна закалка любого количества в течение одного производственного цикла (например, 50 деталей одинаковой формы).
- Высочайший эстетический вид композита – отсутствие воздушных пустот и повреждений ткани.
- Возможно изготовление деталей сложной формы с использованием комбинированных, многодетальных форм.
Недостатки производства автоклавных препрегов из углеродного волокна :
- Высокая стоимость оборудования – автоклав.
- Умеренно трудоемкий процесс (короче, чем для инфузии смолы, и дольше, чем для горячего прессования).
- Требуются пресс-формы, устойчивые к высоким температурам – чаще всего дорогостоящие пресс-формы из углеродного волокна или алюминиевые, изготовленные фрезерованием.

Горячее прессование / термоформование
Этот способ обычно применяют при крупносерийном производстве изделий и деталей простой конструкции и обычно малых габаритов.
В этом методе, как и в автоклавном, используются углеродные препреги. Отличие заключается в прессе, который используется для обеспечения прижатия слоев препрега к форме вместо давления воздуха, как в случае автоклава. Обе формы прессуются нагревательным прессом, обеспечивающим быстрый нагрев.Чаще всего следует горячее формование с препрегами короткого времени затвердевания всего 5-10 минут.
Преимущества производства углеродного композита методом горячего прессования:
- Высокое содержание углеродного волокна в композите до ~70%, аналогично автоклавному методу.
- Устойчивость к высоким температурам.
- Короткий производственный цикл.

Недостатки производства углеродного композита методом горячего прессования:
- Высокие затраты на реализацию продукции.
- Трудноизготавливаемые элементы с так называемыми отрицательными углами
Молдинг мочевого пузыря
В технологии литья баллонов используются углеродные препреги, как и в случае производства углеродного композита с использованием горячего прессования и автоклавирования.
- Препреги помещают внутрь обеих форм (папа и мама) и вокруг камеры.
- Баллон помещается внутрь форм, форма закрывается и фиксируется.
- Насос следует внутри камеры, чтобы обеспечить давление, необходимое для получения желаемого качества поверхности.Создаваемое давление, т.е. 4 стержня прижимают препреги к стенкам пресс-формы для удаления воздуха и обеспечения консолидации структуры углеродного композита.
- Нагрев формы – внутри пресса, печи или автоклава.
- При отверждении композита давление снижается. После разборки мочевой пузырь извлекают. Мочевой пузырь является многоцелевой деталью.

Когда используется формование пузырей?
Данная технология используется для изготовления сложных длинномерных деталей малого диаметра e.г. велосипедная рама.
КОМПОЗИТЫ УГЛЕРОДНОГО ВОЛОКНА – ПРЕИМУЩЕСТВА И НЕДОСТАТКИ
Композиты из углеродного волокна имеют как преимущества, так и недостатки.
Преимущества композитов из углеродного волокна:
- Композиты из углеродного волокна имеют малый вес – ок. На 40-50% легче алюминия, а жесткость улучшена в 4-5 раз по сравнению со сталью и алюминием того же веса. Этот материал широко используется для производства деталей кузова гоночных автомобилей (F1), сверхлегких велосипедов, удочек, деталей автоматизированных машин, дронов или продукции военного назначения.
Композиты из углеродного волокна имеют малую массу и снижают потребление энергии автомобилями (BMW i3).
Небольшой вес композитов из углеродного волокна способствует экономии энергии, поскольку более легкие автомобили потребляют меньше топлива . Предполагается, что снижение массы автомобиля на 10% приводит к снижению расхода топлива на 6-8%. Поэтому автомобили с электроприводом, такие как BMW i3 или i8, имеют шасси из углеродного волокна, что увеличивает запас хода. - Композиты из углеродного волокна обладают уникальными свойствами, включая очень низкое тепловое расширение .Например, композит из углеродного волокна имеет тепловое расширение в 5,5 раз меньше, чем сталь , в 8,5 раз меньше, чем нержавеющая сталь, и в 11,5 раз меньше, чем алюминий . Поэтому благодаря почти нулевому тепловому расширению композиты из углеродного волокна используются в оптике — для производства 3D-сканеров и в военных целях, например. производство высокоточных спутниковых дисков.
- Еще одно преимущество композитов из углеродного волокна связано с совместимостью с рентгеновским излучением. Композиты из углеродного волокна не блокируют рентгеновские лучи и поэтому широко используются для производства рентгеновских сканирующих систем.
- Из-за своего уникального и оригинального эстетического вида композиты из углеродного волокна используются в автомобильной промышленности и для целей дизайна . На самом деле это материал, ассоциирующийся с продукцией премиум-класса, так как его используют производители гоночных автомобилей, а также поставщики досок для серфинга, каяков, мотошлемов, динамиков, кофеварок и многих других продуктов премиум-класса.

 Композиты из углеродного волокна не блокируют рентгеновские лучи и поэтому широко используются для производства рентгеновских сканирующих систем.
Композиты из углеродного волокна не блокируют рентгеновские лучи и поэтому широко используются для производства рентгеновских сканирующих систем.Недостатки композитов из углеродного волокна:
- Самый большой недостаток композитов из углеродного волокна связан с затратами на его производство. Композиты из углеродного волокна в основном изготавливаются путем ручного размещения нескольких слоев углеродной ткани. Весь процесс требует времени и требует определенных затрат . Дополнительные используемые материалы стоят у, такие как углеродные ткани, смола, препреги. Квадратный метр углеродного препрега стоит ок. 30-50 евро и, например, для изготовления композита толщиной 2 мм требуется 4-5 слоев. Обработка композитов из углеродного волокна сопровождается 3-х или 5-осевой обработкой углеродного волокна с ЧПУ, и обычно оно покрывается несколькими слоями верхнего покрытия, что приводит к высоким производственным затратам.
Когда дело доходит до передового производства, такого как производство композитов из углеродного волокна в автоклаве, требуется дорогостоящее оборудование, например. автоклавы стоят ок. ~ 500 000 долларов США.
Следовательно, конечный продукт стоит в несколько раз дороже, чем алюминиевый, например . - Другой недостаток связан с некоторыми ограничениями на этапе проектирования . Не каждая деталь, которая может быть получена фрезерованием алюминия, может быть изготовлена с использованием углеродного волокна, и некоторые детали необходимо адаптировать особым образом.
- Несмотря на то, что углеродное волокно предлагает много преимуществ в отношении своих свойств, обратите внимание, что углеродный композит имеет плохую / умеренную устойчивость к ударам , что делает его хрупким по сравнению со сталью или алюминиевым материалом. Поэтому детали или детали, подвергающиеся ударам, изготавливают из углепластиков, углеарамидных композитов, углекомпозитов, включающих алюминиевые соты, или их комбинации.
- Углеродное волокно — это материал, который проводит электрический ток, хотя и меньше, чем металлы.
- Металлические элементы внутри углеродного волокна (например, резьбовая втулка) должны быть изолированы смолой или клеем для обеспечения защиты от коррозии.
- Другие недостатки относятся к ремонту композитов из углеродного волокна – .e.g. сломанная велосипедная рама. Эти детали часто не подлежат ремонту или ремонт сложен и дорогостоящ.
- В отличие от металлических деталей, композиты из углеродного волокна являются горючими, что означает, что они могут воспламениться и загореться при воздействии открытого огня в течение определенного периода времени.
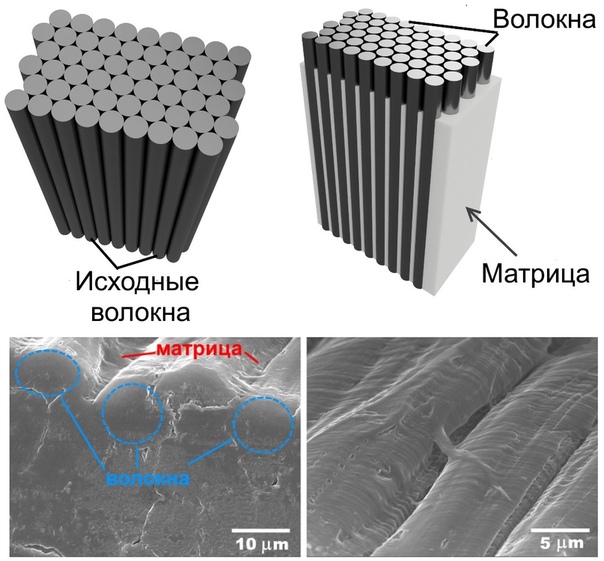 Дополнительные используемые материалы стоят у, такие как углеродные ткани, смола, препреги. Квадратный метр углеродного препрега стоит ок. 30-50 евро и, например, для изготовления композита толщиной 2 мм требуется 4-5 слоев. Обработка композитов из углеродного волокна сопровождается 3-х или 5-осевой обработкой углеродного волокна с ЧПУ, и обычно оно покрывается несколькими слоями верхнего покрытия, что приводит к высоким производственным затратам.
Дополнительные используемые материалы стоят у, такие как углеродные ткани, смола, препреги. Квадратный метр углеродного препрега стоит ок. 30-50 евро и, например, для изготовления композита толщиной 2 мм требуется 4-5 слоев. Обработка композитов из углеродного волокна сопровождается 3-х или 5-осевой обработкой углеродного волокна с ЧПУ, и обычно оно покрывается несколькими слоями верхнего покрытия, что приводит к высоким производственным затратам.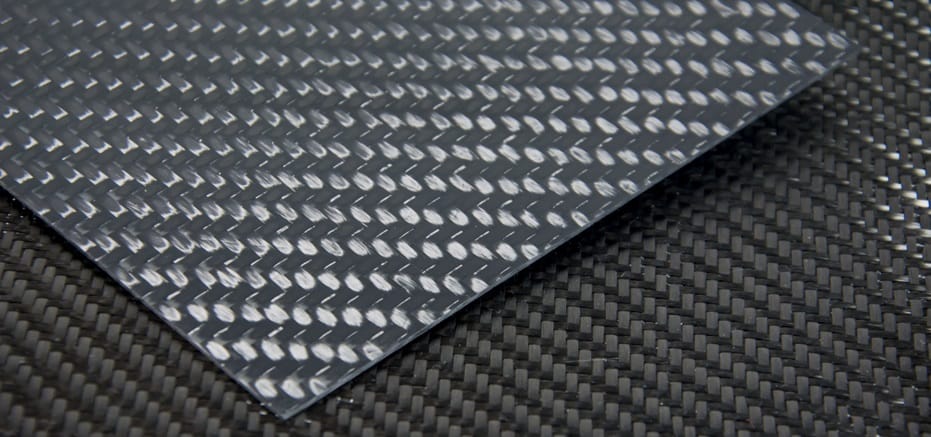

9 СЕКРЕТОВ О КОМПОЗИТАХ УГЛЕРОДНОГО ВОЛОКНА:
- Углеродный композит обладает прочностью, в 5 раз превышающей прочность стали (вес к весу).
- Углеродное волокно , используемое для производства F1 и других гоночных автомобилей (так называемые «препреги»), стоит до 60 долларов США/м 2 .
- Композит из углеродного волокна обладает умеренной электропроводностью (меньше, чем у металлов).
- Карбон черного цвета , что обеспечивает уникальный рисунок.Композиты любого другого цвета могут быть подделкой под углеродное волокно — цветное стекловолокно или кевлар.
- Углеродное волокно — очень жесткий материал, с модулем Юнга 230 ГПа (Toray T300, наряду с волокном). Чем выше модуль Юнга, тем больше жесткость материала. Высокомодульное углеродное волокно (улучшенная прочность) обычно имеет модуль Юнга наряду с волокном 500-880 ГПа (пример волокна 880 ГПа — Granoc XN 90 Nippon). Для сравнения, сталь обычно имеет модуль Юнга около 200 ГПа.
- Углеродный композит демонстрирует низкое тепловое расширение – он расширяется при высокой температуре и сжимается при низкой температуре гораздо меньше, чем такие материалы, как сталь и алюминий.
- Углерод более устойчив к усталости материала. – элементы из углеродного волокна обеспечивают большую прочность при тяжелых условиях эксплуатации.
- Углерод, как и другие композиты, позволяет определить прочность любого участка элемента – в любом направлении . Например, рама велосипеда из углеродного волокна будет иметь много слоев ткани в местах, подвергающихся высокой нагрузке, тогда как минимальное количество слоев будет в местах, не передающих нагрузку.Такая конструкция оптимизирует и уменьшает вес композита.
- также имеет некоторые недостатки, например. средняя ударная вязкость . В случае элементов, подверженных ударам (например, панели под двигателем автомобилей WRC), часто используется арамидное волокно (называемое кевларом).
 Для сравнения, сталь обычно имеет модуль Юнга около 200 ГПа.
Для сравнения, сталь обычно имеет модуль Юнга около 200 ГПа.Углеродное волокно

Наша компания является поставщиком композитов из углеродного волокна
Мы поставляем ряд изделий из углеродного волокна. В зависимости от требуемой прочности производственный процесс может включать технологию препрега , инфузию смолы, вакуумный пакет или ручное ламинирование.
Местонахождение: Польша (Европа), Доставка по всему миру.
Свяжитесь с нами: Dexcraft Composites, www.dexcraft.com, [email protected], тел. +48 797-775-826, +48 505-555-524
Dexcraft производит высококачественные композиты из углеродного волокна (расположен в Европе)
Что такое углеродное волокно? | Элемент 6 Композиты
Внутри каждой из этих категорий имеется множество подкатегорий для дальнейшего уточнения. Например, различные типы переплетения углеродного волокна приводят к различным свойствам композитной детали как при изготовлении, так и в конечном продукте. Чтобы создать композитную деталь, углеродные волокна, которые являются жесткими при растяжении и сжатии, нуждаются в стабильной матрице, чтобы находиться в ней и сохранять свою форму. Эпоксидная смола является отличным пластиком с хорошими свойствами на сжатие и сдвиг, и часто используется для формирования этой матрицы, при этом углеродные волокна обеспечивают армирование. Поскольку эпоксидная смола имеет низкую плотность, можно создать легкую, но очень прочную деталь. При изготовлении композитной детали можно использовать множество различных процессов, включая мокрую укладку, вакуумную упаковку, перенос смолы, согласованную оснастку, литье под давлением, пултрузию и многие другие методы.Кроме того, выбор смолы позволяет адаптировать ее к конкретным свойствам. Несколько примеров выбора эпоксидной смолы могут включать более длительное или более короткое время отверждения, стойкость к ультрафиолетовому излучению, высокотемпературные составы, огнестойкость и повышенную вязкость разрушения с использованием добавок.
Чтобы создать композитную деталь, углеродные волокна, которые являются жесткими при растяжении и сжатии, нуждаются в стабильной матрице, чтобы находиться в ней и сохранять свою форму. Эпоксидная смола является отличным пластиком с хорошими свойствами на сжатие и сдвиг, и часто используется для формирования этой матрицы, при этом углеродные волокна обеспечивают армирование. Поскольку эпоксидная смола имеет низкую плотность, можно создать легкую, но очень прочную деталь. При изготовлении композитной детали можно использовать множество различных процессов, включая мокрую укладку, вакуумную упаковку, перенос смолы, согласованную оснастку, литье под давлением, пултрузию и многие другие методы.Кроме того, выбор смолы позволяет адаптировать ее к конкретным свойствам. Несколько примеров выбора эпоксидной смолы могут включать более длительное или более короткое время отверждения, стойкость к ультрафиолетовому излучению, высокотемпературные составы, огнестойкость и повышенную вязкость разрушения с использованием добавок.
Прочность, жесткость и сравнение с другими материалами
Углеродное волокно чрезвычайно прочное. В технике принято измерять преимущество материала с точки зрения отношения прочности к весу и отношения жесткости к весу, особенно при проектировании конструкций, где дополнительный вес может привести к увеличению стоимости жизненного цикла или неудовлетворительным характеристикам.Жесткость материала измеряется его модулем упругости. Модуль углеродного волокна обычно составляет 20 мфунтов на квадратный дюйм (138 ГПа), а его предел прочности при растяжении обычно составляет 500 тысяч фунтов на квадратный дюйм (3,5 ГПа). Материалы из углеродного волокна с высокой жесткостью и прочностью также доступны благодаря специальным процессам термообработки с гораздо более высокими значениями. Сравните это с алюминием 2024-T3, который имеет модуль всего 10 мфунтов на квадратный дюйм и предел прочности на растяжение 65 тысяч фунтов на квадратный дюйм, и сталью 4130, которая имеет модуль 30 мфунтов на квадратный дюйм и предел прочности на растяжение 125 тысяч фунтов на квадратный дюйм.
Например, ламинат полотняного переплетения, армированный углеродным волокном, имеет модуль упругости приблизительно 6 msi и объемную плотность приблизительно 83 фунта/фут 3 . Таким образом, жесткость по отношению к весу для этого материала составляет 107 футов. Для сравнения, плотность алюминия составляет 169 фунтов/фут 3 , что дает жесткость по отношению к весу 8,5 x 106 футов, а плотность стали 4130 составляет 489 фунтов/фут. ft 3 , что дает отношение жесткости к весу 8,8 x 106 футов. Следовательно, даже базовая панель из углеродного волокна с полотняным переплетением имеет отношение жесткости к весу на 18% больше, чем у алюминия, и на 14% больше, чем у стали.Когда кто-то рассматривает возможность индивидуальной жесткости панели из углеродного волокна за счет стратегического размещения ламината, а также потенциально значительное увеличение как прочности, так и жесткости, возможное с легкими материалами сердцевины, становится ли очевидным влияние, которое передовые композиты из углеродного волокна могут оказать на широкий спектр? Приложения. Одним из примеров этого является проектирование балок с заданной жесткостью вдоль ортогональных осей. Компания Element 6 Composites разработала запатентованные методы изготовления труб из углеродного волокна для обеспечения оптимальной жесткости вдоль каждой оси изгиба с разницей в жесткости на порядок.Такие трубы аналогичны двутавровым балкам по своей устойчивости к изгибу, но сохраняют высокую жесткость на кручение, присущую трубе, а также простоту сборки.
Одним из примеров этого является проектирование балок с заданной жесткостью вдоль ортогональных осей. Компания Element 6 Composites разработала запатентованные методы изготовления труб из углеродного волокна для обеспечения оптимальной жесткости вдоль каждой оси изгиба с разницей в жесткости на порядок.Такие трубы аналогичны двутавровым балкам по своей устойчивости к изгибу, но сохраняют высокую жесткость на кручение, присущую трубе, а также простоту сборки.
Композиты, армированные углеродным волокном, обладают рядом весьма привлекательных свойств, которые можно использовать при разработке передовых материалов и систем. Два наиболее распространенных применения углеродного волокна — это приложения, в которых желательна высокая прочность по отношению к весу и высокая жесткость по отношению к весу. К ним относятся аэрокосмическая промышленность, военные сооружения, робототехника, ветряные турбины, производственное оборудование, спортивный инвентарь и многие другие.Высокая прочность может быть достигнута в сочетании с другими материалами. В некоторых приложениях также используется электропроводность углеродного волокна, а также высокая теплопроводность в случае специализированного углеродного волокна. Наконец, в дополнение к основным механическим свойствам углеродное волокно создает уникальную и красивую поверхность.
В некоторых приложениях также используется электропроводность углеродного волокна, а также высокая теплопроводность в случае специализированного углеродного волокна. Наконец, в дополнение к основным механическим свойствам углеродное волокно создает уникальную и красивую поверхность.
Хотя углеродное волокно имеет много существенных преимуществ по сравнению с другими материалами, существуют и компромиссы, которые необходимо учитывать. Во-первых, твердое углеродное волокно не будет подвергаться пластической деформации (т.е. уступчивость). Под нагрузкой углеродное волокно изгибается, но не остается в постоянно деформированном состоянии после снятия нагрузки. Вместо этого, как только предел прочности материала будет превышен, углеродное волокно внезапно и катастрофически выйдет из строя. В процессе проектирования очень важно, чтобы инженер понимал и учитывал такое поведение, особенно с точки зрения расчетных коэффициентов безопасности. Примером этого может служить конструкция деталей с участками локализованной концентрации напряжений (отверстия, острые углы и т. д.).Важно учитывать направление волокна вблизи отверстия для правильного распределения напряжений, потому что, в отличие от металлов, где локальная деформация вблизи отверстия вызывает перераспределение напряжений, углеродное волокно почти всегда локально разрушается, образуя трещину. В таком случае деталь из углеродного волокна может иметь более высокую жесткость и даже более высокую прочность, чем аналогичная металлическая деталь; однако наличие концентрации напряжений должно быть в центре внимания инженерного проектирования, иначе хорошо спроектированная деталь может преждевременно выйти из строя.
д.).Важно учитывать направление волокна вблизи отверстия для правильного распределения напряжений, потому что, в отличие от металлов, где локальная деформация вблизи отверстия вызывает перераспределение напряжений, углеродное волокно почти всегда локально разрушается, образуя трещину. В таком случае деталь из углеродного волокна может иметь более высокую жесткость и даже более высокую прочность, чем аналогичная металлическая деталь; однако наличие концентрации напряжений должно быть в центре внимания инженерного проектирования, иначе хорошо спроектированная деталь может преждевременно выйти из строя.
Композиты из углеродного волокна также значительно дороже, чем традиционные материалы. Работа с углеродным волокном требует высокого уровня квалификации и множества сложных процессов для производства высококачественных строительных материалов (например, твердых углеродных листов, многослойных ламинатов, труб и т. д.). Для создания изготовленных по индивидуальному заказу высокооптимизированных деталей и узлов требуется очень высокий уровень квалификации и специализированные инструменты и оборудование.
При конструировании композитных деталей нельзя просто сравнивать свойства углеродного волокна со сталью, алюминием или пластиком, так как эти материалы в целом однородны (свойства одинаковы во всех точках детали) и имеют изотропные свойства повсюду (свойства различны). одинаково по всем осям).Для сравнения, в детали из углеродного волокна прочность находится вдоль оси волокон, и, таким образом, свойства и ориентация волокон сильно влияют на механические свойства. Детали из углеродного волокна в целом не являются ни однородными, ни изотропными.
Отношение прочности к весу (а также отношение жесткости к весу) детали из углеродного волокна намного выше, чем у стали или неармированного пластика. Конкретные детали зависят от конструкции детали и применения. Например, пенопластовый сэндвич имеет чрезвычайно высокое отношение прочности к весу при изгибе, но не обязательно при сжатии или раздавливании.Кроме того, нагрузка и граничные условия для любых компонентов уникальны для конструкции, в которой они находятся. Таким образом, невозможно обеспечить такую толщину пластины из углеродного волокна, которая напрямую заменит стальную пластину в данном приложении, без тщательного учета всех конструктивных факторов. Это достигается с помощью инженерного анализа и экспериментальной проверки.
Таким образом, невозможно обеспечить такую толщину пластины из углеродного волокна, которая напрямую заменит стальную пластину в данном приложении, без тщательного учета всех конструктивных факторов. Это достигается с помощью инженерного анализа и экспериментальной проверки.
9 вещей, которые вы не знали об углеродном волокне
Эта статья является частью журнала Energy.gov, в котором рассказывается о «Главных вещах, о которых вы не знали…» Не забудьте заглянуть в ближайшее время, чтобы увидеть новые записи.
9. Углеродное волокно, иногда называемое графитовым волокном, представляет собой прочный, жесткий и легкий материал, который может заменить сталь и широко используется в специализированных высокопроизводительных продуктах, таких как самолеты, гоночные автомобили и спортивное оборудование.
8. Углеродное волокно было впервые изобретено недалеко от Кливленда, штат Огайо, в 1958 году. Только в 1963 году в британском исследовательском центре был разработан новый производственный процесс, потенциал прочности углеродного волокна был реализован.
7. Существующие методы производства углеродного волокна, как правило, медленные и энергоемкие, что делает его дорогостоящим при массовом производстве. С целью снижения себестоимости производства углеродного волокна на 50 процентов новый Центр технологии углеродного волокна Министерства энергетики в Национальной лаборатории Ок-Ридж работает с производителями и исследователями над разработкой более эффективных и дешевых процессов производства углеродного волокна. Снижение стоимости углеродного волокна делает его жизнеспособным решением для транспортных средств и широкого спектра применений экологически чистой энергии.
6. На объекте площадью 42 000 квадратных футов имеется технологическая линия длиной 390 футов, способная производить до 25 тонн углеродного волокна в год — этого количества углеродного волокна достаточно, чтобы покрыть длину почти 138 889 футбольных полей.
5. Наиболее распространенным предшественником углеродного волокна — сырьем, используемым для производства углеродного волокна — является полиакрилонитрил (или ПАН), на долю которого приходится более 90 процентов всего производства углеродного волокна. Другие варианты прекурсоров включают обычный пластик и побочный продукт из дерева.
Другие варианты прекурсоров включают обычный пластик и побочный продукт из дерева.
4. В рамках традиционного производства углеродного волокна прекурсоры проходят несколько процессов, включающих вытягивание, окисление (для повышения температуры плавления) и карбонизацию в высокотемпературных печах, в которых испаряется около 50 процентов материала, что делает его почти 100-процентным. углерод.
3. Углеродное волокно может быть вплетено в ткань, пригодную для использования в оборонных целях, или добавлено в смолу и отформовано в предварительно отформованные детали, такие как компоненты транспортных средств или лопасти ветряных турбин.
2. Композиты из углеродного волокна следующего поколения могут снизить вес легкового автомобиля на 50 процентов и повысить эффективность использования топлива примерно на 35 процентов без ущерба для производительности или безопасности — достижение, которое позволит сэкономить более 5000 долларов на топливе в течение всего срока службы автомобиля. автомобиль по сегодняшним ценам на бензин.
автомобиль по сегодняшним ценам на бензин.
1. Помимо использования в производстве автомобилей и грузовиков, достижения в области углеродного волокна помогут американским производителям снизить стоимость и улучшить характеристики лопастей и башен ветряных турбин, электроники, компонентов для хранения энергии и линий электропередач.
Как производится углеродное волокно?
Сырье, используемое для производства углеродного волокна, называется прекурсором. Около 90% производимых углеродных волокон изготавливаются из полиакрилонитрила (ПАН). Остальные 10% сделаны из искусственного шелка или нефтяного пека. Все эти материалы представляют собой органические полимеры, характеризующиеся длинными цепочками молекул, связанных вместе атомами углерода. Точный состав каждого прекурсора варьируется от одной компании к другой и обычно считается коммерческой тайной.
В процессе производства используются различные газы и жидкости. Некоторые из этих материалов предназначены для взаимодействия с волокном для достижения определенного эффекта. Другие материалы предназначены для того, чтобы не реагировать или предотвращать определенные реакции с волокном. Как и в случае с прекурсорами, точные составы многих из этих технологических материалов являются собственностью компании.
Другие материалы предназначены для того, чтобы не реагировать или предотвращать определенные реакции с волокном. Как и в случае с прекурсорами, точные составы многих из этих технологических материалов являются собственностью компании.
Процесс изготовления углеродных волокон является частично химическим и частично механическим. Прекурсор вытягивается в длинные нити или волокна, а затем нагревается до очень высокой температуры, не позволяя ему контактировать с кислородом.Без кислорода волокно не может гореть. Вместо этого высокая температура заставляет атомы в волокне сильно вибрировать до тех пор, пока большая часть неуглеродных атомов не будет удалена. Этот процесс называется карбонизацией и оставляет волокно, состоящее из длинных, плотно переплетенных цепочек атомов углерода, из которых остается лишь несколько неуглеродных атомов.
Хотя у ZOLTEK есть свои коммерческие секреты, мы также стремимся способствовать более широкому пониманию углеродного волокна как идеального материала для коммерческого использования.
Стабилизирующий
Перед карбонизацией волокон их необходимо химически изменить, чтобы преобразовать их линейную атомную связь в более термически стабильную лестничную связь. Это достигается путем нагревания волокон на воздухе примерно до 390-590°F (200-300°C) в течение 30-120 минут. Это заставляет волокна поглощать молекулы кислорода из воздуха и перестраивать структуру их атомных связей. Стабилизирующие химические реакции сложны и включают несколько стадий, некоторые из которых протекают одновременно.Они также генерируют собственное тепло, которое необходимо контролировать, чтобы избежать перегрева волокон. В коммерческих целях в процессе стабилизации используется различное оборудование и методы. В некоторых процессах волокна протягиваются через ряд нагретых камер. В других волокна проходят через горячие валки и слои сыпучих материалов, удерживаемых во взвешенном состоянии потоком горячего воздуха. В некоторых процессах используется нагретый воздух, смешанный с определенными газами, которые химически ускоряют стабилизацию.
Карбонизация
После того, как волокна стабилизированы, их нагревают до температуры около 1 830–5 500° F (1 000–3 000° C) в течение нескольких минут в печи, заполненной газовой смесью, не содержащей кислорода.Недостаток кислорода предотвращает возгорание волокон при очень высоких температурах. Давление газа внутри печи поддерживается выше, чем давление воздуха снаружи, а точки входа и выхода волокон из печи герметизированы, чтобы не допустить проникновения кислорода. Когда волокна нагреваются, они начинают терять свои неуглеродные атомы, а также несколько атомов углерода в виде различных газов, включая водяной пар, аммиак, монооксид углерода, диоксид углерода, водород, азот и другие. По мере того как неуглеродные атомы удаляются, оставшиеся атомы углерода образуют прочно связанные кристаллы углерода, которые ориентированы более или менее параллельно длинной оси волокна.В некоторых процессах используются две печи, работающие при двух разных температурах, чтобы лучше контролировать скорость нагрева во время карбонизации.
Обработка поверхности
После карбонизации поверхность волокон плохо сцепляется с эпоксидными смолами и другими материалами, используемыми в композитных материалах. Чтобы придать волокнам лучшие клеящие свойства, их поверхность слегка оксидируют. Добавление атомов кислорода к поверхности обеспечивает лучшие свойства химической связи, а также травит и придает шероховатость поверхности для улучшения механических свойств связи.Окисление может быть достигнуто путем погружения волокон в различные газы, такие как воздух, углекислый газ или озон; или в различных жидкостях, таких как гипохлорит натрия или азотная кислота. Волокна также можно покрыть электролитическим способом, поместив положительный вывод волокна в ванну, наполненную различными электропроводящими материалами. Процесс обработки поверхности должен тщательно контролироваться, чтобы избежать образования крошечных поверхностных дефектов, таких как ямки, которые могут привести к повреждению волокна.
Размер
После обработки поверхности на волокна наносится покрытие, защищающее их от повреждений при намотке или плетении. Этот процесс называется размером. Материалы покрытия выбираются так, чтобы они были совместимы с клеем, используемым для формирования композитных материалов. Типичные материалы покрытия включают эпоксидную смолу, полиэстер, нейлон, уретан и другие.
Этот процесс называется размером. Материалы покрытия выбираются так, чтобы они были совместимы с клеем, используемым для формирования композитных материалов. Типичные материалы покрытия включают эпоксидную смолу, полиэстер, нейлон, уретан и другие.
Волокна с покрытием наматываются на цилиндры, называемые бобинами. Бобины загружаются в прядильную машину, и волокна скручиваются в пряжу различных размеров.
Высокоэффективное углеродное волокно — Национальный исторический памятник химии
Усовершенствования в производстве углеродного волокна и материалов
Любой материал, содержащий углерод, можно «науглерожить», нагрев его примерно до 1000°C, в результате чего получится вещество, примерно на 99 процентов состоящее из углерода.При дальнейшем нагревании, как правило, примерно до 2500 °C, такой материал может превратиться в 100-процентный углерод с одновременным преобразованием внутренней структуры из плохо упорядоченной в более упорядоченную форму. Но не все углеродные материалы, подвергнутые термообработке при таких высоких температурах, действительно являются графитовыми. Только определенные виды углерода начинают с адекватно упорядоченной структуры, чтобы сформировать почти совершенные кристаллы графита, и только эти графитовые вещества могут приблизиться к превосходным свойствам чистого графита — высокой тепло- и электропроводности в сочетании с высокой жесткостью (модуль Юнга).
Но не все углеродные материалы, подвергнутые термообработке при таких высоких температурах, действительно являются графитовыми. Только определенные виды углерода начинают с адекватно упорядоченной структуры, чтобы сформировать почти совершенные кристаллы графита, и только эти графитовые вещества могут приблизиться к превосходным свойствам чистого графита — высокой тепло- и электропроводности в сочетании с высокой жесткостью (модуль Юнга).
ПАН и вискоза не являются графитирующими материалами, поэтому углеродные волокна из этих прекурсоров никогда не станут по-настоящему графитовыми, даже после термообработки при высоких температурах. Чтобы создать следующее поколение углеродных волокон, ученым требовался новый исходный материал. И снова исследования в Техническом центре Пармы привели к успеху.
Леонард Сингер приехал в Парму в середине 1950-х годов, имея небольшой опыт работы с углеродом или графитом. Его привлек «утопический колорит» этого места, и он планировал продолжить работу с электронным парамагнитным резонансом. Он использовал этот исследовательский метод для изучения основного механизма карбонизации, который включал нагревание различных материалов на основе нефти и угля. Нагревание подобных органических веществ неизбежно приводит к образованию пека — смолоподобной смеси сотен разветвленных соединений с разной молекулярной массой. Пек является важным органическим прекурсором с высоким содержанием углерода, используемым в производстве ряда углей и графита.
Он использовал этот исследовательский метод для изучения основного механизма карбонизации, который включал нагревание различных материалов на основе нефти и угля. Нагревание подобных органических веществ неизбежно приводит к образованию пека — смолоподобной смеси сотен разветвленных соединений с разной молекулярной массой. Пек является важным органическим прекурсором с высоким содержанием углерода, используемым в производстве ряда углей и графита.
Два австралийских ученых недавно сделали важное открытие, касающееся смолы.Большинство смол изотропны, имеют одинаковые свойства во всех направлениях, но эти исследователи показали, как смолу можно немного полимеризовать, чтобы ориентировать молекулы в слоистую форму. «Это происходит из-за существования жидкокристаллического состояния, которое также называют мезофазой», — говорит Сингер. «Это действительно разрешило загадку ориентации, которая беспокоила меня долгое время». В Парме повсюду вокруг него проводились исследования волокон, поэтому Сингер не мог не быть вовлеченным. «Мне пришло в голову, что, вероятно, из этого можно сделать волокно», — говорит он.«Именно тогда я решил попробовать сориентировать волокно по удлинению углеродистой мезофазы».
«Мне пришло в голову, что, вероятно, из этого можно сделать волокно», — говорит он.«Именно тогда я решил попробовать сориентировать волокно по удлинению углеродистой мезофазы».
Зингер и его ассистент Аллен Черри разработали машину для вытягивания ириски, которая прикладывала нагрузку к вязкой мезофазе для выравнивания молекул, а затем нагревала материал, чтобы преобразовать его в высокоориентированное углеродное волокно. Процесс сработал, и последующие анализы подтвердили, что они изготовили высокоориентированные графитизируемые углеродные волокна.
Физические свойства этих графитизированных волокон мезофазной смолы были поразительны.Они не только обладали сверхвысоким модулем упругости, приближающимся к 1000 ГПа, но и были первыми углеродными волокнами со сверхвысокой теплопроводностью. Это сделало их особенно полезными для любого применения, где важны жесткость и отвод тепла, например, в авиационных тормозах и электронных схемах. Большинство мезофазных волокон на основе смолы не достигли высокой прочности на растяжение некоторых ПАН и вискозных волокон, за исключением лабораторных исследований.
Первоначальное открытие Зингера было сделано в 1970 году, но патент как на волокно, так и на процесс не был выдан до 1977 года.Патент был невероятно трудоемким, 42-страничный документ с 47 иллюстрациями.
Смола
— достаточно недорогое сырье. Однако в зависимости от формы и свойств желаемого продукта стоимость конечного продукта — мата, прядей или ткани — может варьироваться в широких пределах. С одной стороны, мезофазные углеродные волокна на основе пека, используемые в авиационных тормозах и железобетоне, относительно недороги. С другой стороны, из-за требуемых чрезвычайно высоких температур графитизации сверхвысокомодульные волокна с высокой теплопроводностью, необходимые для спутников и других космических аппаратов, могут быть дорогими.
Вернуться к началу
.