Трубогиб своими руками для круглой трубы: чертежи, размеры, видео
Для работы с трубами или уголком требуется специальный станок, получивший название трубогиб. Подобная конструкция позволяет гнуть металлические элементы на заданный угол. При необходимости можно изготовить профессиональный трубогиб своими руками, который применяется в самых различных отраслях промышленности. В отличие от промышленного варианта исполнения, самодельный трубогиб обходится намного дешевле. При проведении работы можно использовать подручные материалы, что в большей степени снизит стоимость конструкции. Рассмотрим подробнее то, как изготовить трубогиб своими руками в домашних условиях.
Трубогиб своими руками
Устройство трубогиба
Существует просто огромное количество различных видов рассматриваемого устройства. Перед проведением работы по его созданию своими руками следует разработать чертеж трубогиба или скачать его в интернете.
Трубогиб для круглой трубы своими руками изготовить можно при учете следующих особенностей его устройства:
- Обкатка.
 Подобный трубогибочный станок характеризуется тем, что один конец заготовки фиксируется, а для гибки применяется неподвижный шаблон. Обкатка проводится при применении прижимных роликов. Эта схема ручного трубогиба применяется на протяжении многих лет.
Подобный трубогибочный станок характеризуется тем, что один конец заготовки фиксируется, а для гибки применяется неподвижный шаблон. Обкатка проводится при применении прижимных роликов. Эта схема ручного трубогиба применяется на протяжении многих лет. - Намотка. Специальный трубогиб для алюминиевых труб характеризуется тем, что заготовка прижимается к подвижному шаблону, в качестве которого используется ролик. Протяжка проводится между роликом, находящимся в движении, и специальным упором. Как правило, привод электрический, так как требуемый показатель прилагаемой силы довольно высокий.
- Арбалетная конструкция. Данная схема представлена сочетанием двух неподвижных роликов, а также подвижного шаблона. Усилие передается к заготовке через подвижный шаблон, который расположен между двумя роликами. За счет контроля передвижения подвижного элемента выбирается наиболее подходящий угол изгиба. Стоит учитывать, что пуансон трубогиба, который выполняет роль шаблона, может иметь различную форму.

- Прокатка или вальцовка. В этом случае схема представлена устройством с тремя валиками, два из которых опорные и один подвижный. Радиус изгиба регулируется за счет изменения положения центрального валика. Стоит учитывать, что подобное устройство считается универсальным, так как радиус изгиба может регулироваться в достаточно большом диапазоне. Размеры трубогиба этого типа относительно небольшие, самодельная конструкция может быть компактной.
Выбирая наиболее подходящую конструкцию для самодельного изготовления, следует учитывать, что вариант исполнения, работающий по принципу накатки, производится зачастую промышленным способом по причине сложности высокой сложности основных механизмов. Арбалетный метод гибки на сегодняшний день применяется крайне редко, так как обладает одним существенным недостатком: давление концентрируется на верхней части шаблона. При применении арбалетного станка есть вероятность существенного снижения толщины стенки трубы, а также ее разрыва. Не рекомендуется использовать подобное устройство для гибки тонкостенных заготовок.
При применении арбалетного станка есть вероятность существенного снижения толщины стенки трубы, а также ее разрыва. Не рекомендуется использовать подобное устройство для гибки тонкостенных заготовок.
Больше всего получила распространение конструкция, которая работает по принципу прокатки. Она практически лишена всех приведенных выше недостатков, имеет относительно небольшие размеры, может быть переносной, есть возможность проводить регулировку угла гибки.
Самодельный станок может иметь самую различную конструкцию. При выборе типа уделяется внимание тому, какой радиус следует получить. Наиболее важными параметрами заготовки, которые могут оказать влияние на выбор подходящей конструкции, считаются толщина стенок трубы и ее диаметральный размер.
Виды трубогибов
Рассматриваемая конструкция может классифицироваться по достаточно большому количеству признаков. В продаже встречаются универсальные варианты исполнения, а также для узконаправленного применения. Устройство различается по следующим признакам:
Устройство различается по следующим признакам:
- По типу привода. Важным элементом конструкции можно назвать привод, который бывает гидравлический, электрический, ручной или электрогидравлический. В последнее время большее распространение получил электрический привод, так как он компактный и весьма эффективный. Гидравлический обладает большей эффективностью, но при этом сложен в эксплуатации, занимает много свободного пространства и требует периодического обслуживания. Трубогиб ручной отличается наличием механизма, который существенно увеличивает приложенную силу. Если рассматривать самодельный варианты исполнения, то делают именно ручной трубогиб своими руками. Кроме этого, можно создать своими руками трубогиб с электроприводом. А вот гидравлический вариант исполнения самостоятельно практически не изготовить.
- Классификация проводится и по степени мобильности. Выделяют стационарные и переносные варианты исполнения конструкции. В большинстве случаев, универсальный ручной трубгиб выполняется как переносная конструкция.
 Самодельный трубогиб для круглой трубы может крепиться к основанию различным образом. Стоит учитывать, что во время выполнения работы часть возникающего напряжения отводится именно на основание. Поэтому при создании самодельного варианта исполнения нужно обеспечить надежную фиксацию устройства.
Самодельный трубогиб для круглой трубы может крепиться к основанию различным образом. Стоит учитывать, что во время выполнения работы часть возникающего напряжения отводится именно на основание. Поэтому при создании самодельного варианта исполнения нужно обеспечить надежную фиксацию устройства. - По способу воздействия на заготовку – основной признак классификации. К примеру, трубогиб арбалетного типа имеет свою особую конструкцию, которая подходит для гибки металлической или металлопластиковой трубы. Кроме этого, выделяют конструкцию, работающую по принципу обкатки, намотки или проката.
Трубогиб своими руками
Трубогиб самодельный для металлопластиковых труб может быть самого различного типа, но чаще всего создают механический тип, когда за счет особой конструкции передаваемое усилие увеличивается в несколько раз.
Инструкция по изготовлению трубогиба
В последнее время довольно большое распространение получил вопрос, как сделать трубогиб своими руками. Подобное оборудование требуется при наладке производственной деятельности самого различного типа. Наиболее простой трубогиб своими руками имеет шаблонный тип конструкции. Это связано с тем, что ролики для трубогиба своими руками изготовить достаточно сложно.
Подобное оборудование требуется при наладке производственной деятельности самого различного типа. Наиболее простой трубогиб своими руками имеет шаблонный тип конструкции. Это связано с тем, что ролики для трубогиба своими руками изготовить достаточно сложно.
Рассматривая шаблонные трубогибы для круглой трубы отметим нижеприведенные моменты:
- При изготовлении конструкции довольно часто применяется массив дерева. За счет этого существенно упрощается работа и снижаются расходы. Однако, стоит учитывать, что низкая прочность и жесткость дерева определяет применение подобного станка только для гибки алюминия, который обладает высокой пластичностью.
- Применяемый деревянный брусок должен иметь размеры, которые больше диаметра обрабатываемой заготовки.
- Шаблон должен иметь радиус, который будет соответствовать радиусу гибки.
 Для того чтобы упростить процесс в центральной части поверхности, которая соприкасается с заготовкой, создается небольшой паз.
Для того чтобы упростить процесс в центральной части поверхности, которая соприкасается с заготовкой, создается небольшой паз. - Для удобства работы создается две рукоятки, которые имеют металлическое крепление.
- Создав трубогиб в домашних условиях, его следует прикрепить к прочному основанию, а с обратной стороны установить упор.
Важным моментом назовем то, что рассматриваемая конструкция применима в большей степени для гибки по большому диаметру. Кроме этого, башмак для трубогиба подобного типа не требуется, нагрузка распределяется равномерно, что позволяет проводить обработку тонкостенных заготовок.
Процесс изготовления трубогиба
Можно изготовить трубогиб своими руками по другим чертежам. Перед выбором наиболее подходящей конструкции следует рассмотреть то, как часто будет проводиться работа, для какого рода заготовок изготавливается станок, насколько массовым будет производство. Конструкция шаблонного типа характеризуется довольно большим размерами, однако для ее изготовления достаточно провести столярные работы, применяемые материалы имеют низкую стоимость.
Роликовый трубогиб
Наиболее сложной конструкцией считается самодельный трубогиб роликового типа. В данном случае для передачи усилия применяется прижимной ролик. При изготовлении конструкции может использовать металл и дерево, все зависит от того, насколько она должны быть мобильной и на какое усилие рассчитана.
Роликовый трубогиб
К особенностям подобной конструкции можно отнести нижеприведенные моменты:
- Для труб, изготавливаемых из мягких материалов, в большей степени в качестве основного материала подходит дерево. Оно может использоваться при изготовлении ролика. Для стальных труб придется использовать металл, так как величина передаваемого усилия будет существенной. При желании ролики можно приобрести или изготовить своими руками в домашних условиях.
- Особенности конструкции определяют наличие подвижного и неподвижного ролика. При этом в центральной части расположен П-образный держатель.
- Радиус гибки во многом зависит от размеров применяемых роликов.
 Именного поэтому подвижный ролик должен при необходимости быстро демонтироваться для установки варианта исполнения с другим диаметром.
Именного поэтому подвижный ролик должен при необходимости быстро демонтироваться для установки варианта исполнения с другим диаметром. - Устанавливаемый держатель также должен иметь возможность вращаться.
- На установленном держателе крепится рукоятка, при вращении которой будет передаваться усилие. Стоит учитывать, что рукоятка выступает в качестве рычага. Именно поэтому от ее длины зависит то, какое усилие можно будет передать.
Подобный станок подходит для производства большими партиями, так как ролики для трубогибов изготовить своими руками достаточно сложно. Устройство подходит для работы с трубами круглого сечения.
Распространенным вопросом можно назвать, насколько проблематично изготовление подобного механизма. При использовании гибочного станка подобного типа следует учитывать нижеприведенные моменты:
- Для начала следует подробно изучить чертеж или фотографии рассматриваемого оборудования.
 Только разобравшись с принципом его работы можно создать эффективное оборудование с широкой сферой применения.
Только разобравшись с принципом его работы можно создать эффективное оборудование с широкой сферой применения. - Основных элементов у данной конструкции относительно небольшое количество. Примером можно назвать два шкива, которые могут изготавливаться из дерева или стали, раму с рычагом и прижимной ролик. Довольно важном создать надежное основание, которое будет принимать часть прилагаемого усилия.
Чертеж трубогиба
Принцип действия достаточно прост:
- Заготовка помещается в желоб неподвижного ролика.
- Труба фиксируется в нужном положении при помощи хомута.
- При помощи рычага проводится оборачивание заготовки вокруг шаблона, в качестве которого также применяется ролик определенного диаметра.
Для того чтобы существенно повысить эффективность конструкции может применяться электрический привод. Однако, стоит учитывать, что при электрическом приводе довольно сложно контролировать показатель диаметра закругления. Кроме этого, установленный электродвигатель должен передавать вращение через понижающий привод, так как скорость вращения валика небольшая. Для этого проводится установка редуктора или клиноременной передачи.
Для этого проводится установка редуктора или клиноременной передачи.
Арбалетные трубогибы
Довольно необычной конструкцией обладает станок арбалетного типа. Он получил свое название благодаря схожим чертам с средневековым оружием. Арбалетный трубогиб обладает следующими особенностями:
- Основа конструкции представлена рамой, которую можно изготовить при применении уголков и швеллера. Соединение всех элементов проводится при применении сварки, разъемные методы не рекомендуется применять, так как получаемая конструкция должна обладать высокой жесткостью.
- После создания рамы проводится крепление двух вальца.
- Самодельный вариант исполнения можно охарактеризовать тем, что усилие передается непосредственно через домкрат механического типа. Для трубы небольшого диаметра создаваемого давления должно быть вполне достаточно. Передача усилия проводится через башмак, изготавливаемый из прочного металла с низким показателем пластичности.
Арбалетный трубогиб
Трубогиб арбалетного типа в большей степени подходит для заготовок круглого сечения. Это связано с тем, что изделие с другим сечением может сильно деформироваться при давлении.
Это связано с тем, что изделие с другим сечением может сильно деформироваться при давлении.
Гидравлический трубогиб
Изготавливая трубогибочный станок своими руками, следует определиться с тем, какого рода будет привод. В большинстве случаев самодельные варианты исполнения имеют ручной привод, так как он прост в изготовлении и обходится дешево. Однако подобная конструкция не может работать с заготовками, которые изготавливаются при применении жестких металлов. Гидравлический трубогиб позволяет работать с заготовками большого диаметра и с существенной толщиной стенок, однако конструкция достаточно сложна в исполнении и имеет много особенностей.
Устройство ручного гидравлического трубогиба
Изготавливая станок для круглой трубы с гидравлическим приводом следует учитывать следующие моменты:
- Передача усилия проводится через рабочую жидкость, в качестве которой используется масло или вода. Все магистрали должны обладать высокой степенью герметичности, а также быть рассчитанными на определенное давление.

- Для создания давления может применяться компрессор.
- Давление передается на рабочий орган через гидравлический цилиндр.
Трубогиб для металлопластиковых труб своими руками с гидравлическим приводом может иметь самую различную конструкцию. Важным элементом в данном случае становится именно привод, который позволяет автоматизировать процесс гибки и увеличить область применения устройства.
Трубогиб из домкрата
Чаще всего, изготавливая самодельный трубогиб, в качестве основного элемента применяется домкрат. Он бывает нескольких типов. Сам домкрат изначально изготавливается для того, чтобы увеличить и сконцентрировать прилагаемое усилие, за счет чего конструкция может поднимать тяжелые механизмы, к примеру, автомобили.
Трубогиб из домакрата
Самодельный трубогиб из домкрата, как правило, имеет довольно простую конструкцию:
- Заготовка зажимается между двумя неподвижными роликами.
- Усилие передается на промежуток между роликами.

- Расстояние между неподвижными роликами во многом определяет радиус гибки и величину требуемого усилия для получения определенного угла.
Как ранее было отмечено, при применении домкрата можно сделать трубогиб арбалетного типа.
В заключение отметим, что практически любое устройство является относительно несложным станком, который за счет распределения прилагаемого усилия гнуть трубы и другие заготовки подобного типа. Применяются зачастую для сгибания изделий, изготавливаемых при применении цветных сплавов и стали. Промышленный вариант исполнения конструкции обходит самодельный, как правило, по степени автоматизации процесса. Однако стоимость промышленных трубогибов может превышать в несколько десятков раз затраты, связанные с производством самодельного варианта. Именно поэтому для бытового применения или мелкосерийного производства в большей степени подходит самодельный трубогиб.
ручной из профильной трубы, трубогибочный станок, чертежи и размеры для изготовления самодельного устройства, схема роликов, гиб
Содержание:
При работе с трубами часто возникает необходимость изменить форму трубы, проще говоря, согнуть её. Сделать это можно на специальном оборудовании, или даже купить изделие готовой формы. Но намного проще и дешевле изготовить простой трубогиб своими руками. Использование такого несложного инструмента значительно облегчит и ускорит работу.
Устройство самодельного трубогиба
Простейшая конструкция
Самый простой ручной трубогиб своими руками может сделать каждый. Для изготовления такого элементарного приспособления достаточно иметь бетонную плиту, сверло для работы с бетоном и стальные штыри (их нужно много).
Сделать самодельный ручной трубогиб можно без всяких чертежей и всего за три шага:
- На бетонной плите чертится квадратная сетка с размером сторон ячеек 4 на 4 или 5 на 5 см.
- В узлах сетка соответствующим сверлом просверливаются отверстия под металлические стержни (по возможности их нужно как можно больше углубить).
- По окончании операции в заготовку вбиваются стальные стержни.
В итоге получается самодельный трубогиб для круглой трубы, на котором можно сгибать трубы диаметром до 25 мм. Сам процесс крайне прост: труба устанавливается между штырями и загибается в нужном направлении. Радиус кривизны можно изменять, перемещая трубу по диагонали между стальными стержнями.
Достоинства трубогиба, изготовленного по такой схеме, очевидны: этот инструмент крайне легко изготовить, а детали при необходимости можно быстро заменить. Недостатки приспособления — его громоздкость и необходимость прилагать значительные усилия во время работы.
Альтернативная схема
Другой вариант, как сделать самодельный трубогиб — изготовить составную конструкцию из стальных стержней и домкрата.
Сделать такое приспособление также довольно легко:
- В перпендикулярную поверхность (к примеру, стену) вбивают параллельно друг другу металлические стержни.
- На жёстком постаменте (фундаменте) располагают домкрат так, чтобы проекция оси его штока приходилась посередине между стержнями.
Процесс сгибания трубы осуществляется следующим образом: отрезок необходимой длины размещают между штырями и домкратом, после чего, поднимая шток домкрата, добиваются необходимого искривления трубы.
Такая конструкция сложнее первого варианта, однако есть и очевидное преимущество — наличие пневматического (гидравлического) механизма, позволяющее сгибать изделия довольно большого диаметра. Изготовление трубогиба с домкратом требует наличия прочной вертикальной опоры и устойчивого расположения подъёмного механизма.
Самодельный трубогиб для профильных труб
Профильную трубу, сечение которой имеет отличающуюся от круглой форму (прямоугольную, квадратную или овальную), из-за неудобной для процесса геометрии и наличия рёбер жёсткости согнуть значительно сложнее.
Чертежи, размеры трубогиба своими руками такого назначения могут различаться, однако, независимо от предполагаемой детализации, для изготовления трубогиба профильных изделий понадобятся сварочный аппарат, швеллер, ролики и струбцина. Читайте также: «Как сделать трубогиб в домашних условиях – типы трубогибов и способы их изготовления».
Гиб профильной трубы в таком устройстве осуществляется в процессе прокатки в пространстве с возрастающим давлением. Благодаря этой технологии сгибание происходит постепенно и равномерно, без порчи геометрии профиля. Два ролика для трубогиба своими руками зафиксированы на швеллере горизонтально, их предназначение — передвигать отрезок трубы. Деформируется изделие посредством ещё одного ролика, находящегося в нижней части струбцины. Читайте также: «Как сделать самодельный трубогиб для профильной трубы – два проверенных варианта».
Процесс создания трубогиба для профильной трубы своими руками включает в себя несколько шагов:
- На надёжном основании устанавливается широкий швеллер или ряд швеллеров, пока не будет достигнута нужная ширина.
- Монтируется рамка в виде буквы П, причем на перекладине просверливается отверстие для муфты струбцины.
- На равном расстоянии от рамки устанавливаются два ролика. На роликах крепятся звёздочки цепной передачи, приводящейся в движение ручным приводом.
- На шпильке, зафиксированной в муфте струбцины, крепится третий ролик. К верхней части шпильки приваривается рукоятка.
Сгибать профильную трубу на получившемся изделии нужно соблюдая последовательность действий:
- отрезок профильной трубы нужной длины устанавливают на подающие ролики;
- в процессе вращения рукоятки струбцины изделие прижимают к нижним роликам с помощью третьего, зафиксированного на нижнем конце шпильки;
- с помощью цепной передачи, подсоединённой к роликам, профильную трубу перемещают сквозь зону деформации. Читайте также: «Виды трубогибов для профильной трубы, схемы изготовления своими руками».

Гидравлический трубогиб с электроприводом
Этот аппарат отличается большей производительностью, чем описываемая выше конструкция, за счёт замены струбцины на гидравлический узел и цепной передачи подающих роликов на электропривод. Электрификация позволяет избавиться от утомительной ручной работы и значительно ускорить процесс.
Помимо этого, благодаря наличию гидроузла и электрифицированной подачи на таком станке можно одновременно сгибать несколько труб, сделав в верхнем ролике соответствующие пазы. Читайте также: «Разновидности трубогибов с ЧПУ, преимущества и правила использования».
Создание электрифицированного трубогибочного станка своими руками происходит в такой последовательности:
- На ровном основании монтируют подающий вал.
- На торце вала крепят шкив для ременной передачи, переходящей на ротор электрического двигателя. На втором конце устанавливают ведущую звёздочку цепной передачи.

- На необходимом расстоянии от первого вала устанавливают второй, на котором крепят ведомую звёздочку. Нужно отметить, что если вместо шарикоподшипников по бокам к основанию приварить стальные пластины в форме трапеции, можно в качестве движущего механизма использовать не валы, а обычные канатные ролики.
- Монтируют деформирующий ролик — сверху или снизу, в соответствующем отверстии. Вал ролика находится в пазах пластин или П-образной рамки. Движение ролика ограничено штоком поршня и собственно отрезком трубы.
Сгибание труб без применения трубогиба
Если планируется разовая операция или нет возможности собрать необходимую конструкцию, можно согнуть трубу круглого сечения и без использования специальных установок.
Для этого из дерева вырезают заготовку, форма которой соответствует планируемому радиусу кривизны готового изделия. Трубу в зажимах сгибают о заготовку. Возможна и замена такого шаблона на вбитые в деревянную подставку штыри или крюки, расположенные по принципу первого описанного в статье трубогиба.
Можно также предварительно разогреть заполненное песком место сгибания трубы или, если работа производится на холоде, залить водой. После разогрева песка или застывания воды трубу также сгибают вокруг шаблона соответствующей кривизны.
Ещё один способ — сделать в трубе на месте будущего внутреннего радиуса пропилы соответствующей ширины, после чего согнуть трубу (края пропилов должны совместиться) и с помощью электросварки восстановить целостность трубы. По такой технологии можно сгибать трубы любого размера и в любом направлении.
для профильной трубы с размерами, чертежи, как сделать для круглой трубы, из тисков
На чтение 14 мин. Опубликовано
Сгибание трубы – полого цилиндра с определённой толщиной стенок – сопряжено с рядом неудобств. Из курса физики известно, что трубка из какого-либо материала почти не уступает в прочности сплошному пруту. Зато намного выигрывает у него в материалоёмкости и массе.
Поэтому труба в строительстве и изготовлении различных конструкций используется очень часто. И не менее часто требуется эту трубу согнуть, чтобы она смогла выполнить возложенную на неё функция. Для этого был придуман такой аппарат как трубогиб. Что он собой представляет, какова его конструкция и можно ли смастерить трубогиб своими руками?
Что это такое и для чего он нужен?
Трубогиб(трубогибочный станок) – это особое устройство, предназначенное для придания прямому участку трубы изогнутой формы.
Простейший способ согнуть трубу, если она имеет небольшой диаметр, тонкие стенки и сделана их относительно мягкого, пластичного материала – это согнуть её руками.
Но кроме простоты и быстроты, больше никаких плюсов у этого способа нет.
Стальная трубка с толщиной стенок более 2 мм мускульной силе среднестатистического мужчины уже не поддаётся. Радиус кривой изгиба неравномерен, к тому же существует опасность сплющивания трубы в месте её деформации.
Трубогиб решает две основные задачи – делает искривление трубы прогнозируемым, а также компенсирует недостаточную мускульную силу техническими приспособлениями. Область применения трубогиба очень обширна. Он становится основным инструментом, где фигурирует трубопровод – то есть, где по полой трубе осуществляется подача жидкости или газа.
Отопление, водоснабжение, канализация, кондиционирование – вот далеко не полный перечень областей применения трубогиба. Он также используется в различных конструкциях и механизмах. Например, выхлопные трубы мотоциклов, глушитель автомобиля, рули велосипедов, рамы спортивных тренажёров, на теплицах – всё это примеры применения трубогиба.
Пример работы
Устройство
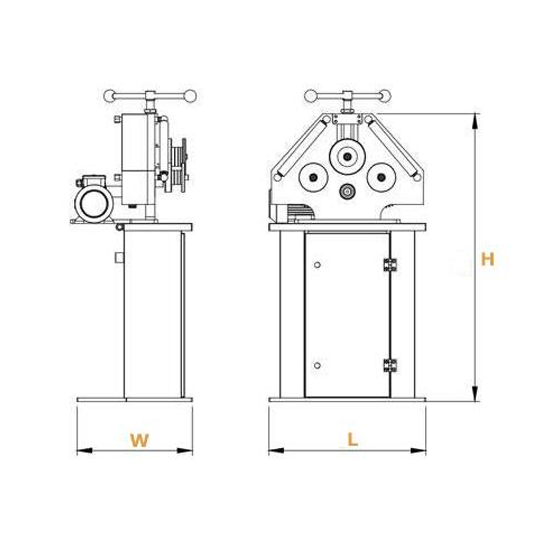
Трубогибы бывают разными по типу привода и по устройству, но их объединяет одно: применение механической силы, деформирующей трубу необходимым образом. Конструктивно в подобных агрегатах выделяют следующие элементы:
Конструктивно в подобных агрегатах выделяют следующие элементы:
- Стальная рама, на которой смонтирован гибочный механизм;
- Планки из прочного металла, фиксирующие ролики;
- Сами ролики, служащие для фиксации заготовки;
- Прижимной механизм с пуансоном необходимой кривизны и радиуса;
- Опоры, поддерживающие систему над полом для удобства работы.
Это описание лишь пример, так как в зависимости от типа привода и источника силы, которая сгибает трубу, трубогибы имеют значительное отличие в конструкции.
Виды
Человек изобрёл и разработал множество видов трубогибов, которые принято различать по параметрам.
Например, в зависимости от типа привода выделяю следующие разновидности гибочных систем:
- Электромеханические;
- Гидравлические;
- Ручные механические;
- Комбинированные.
В первых энергию, затрачиваемую на программируемую деформацию трубы, даёт электрический ток, подключаемый к устройству. Электромеханические трубогибы передают механическое воздействие на металлическую или пластиковую трубу через редуктор, который подключён к электродвигателю. Редуктор уменьшает крутящий момент, но за счёт этого увеличивает силу деформации.
Электромеханические трубогибы передают механическое воздействие на металлическую или пластиковую трубу через редуктор, который подключён к электродвигателю. Редуктор уменьшает крутящий момент, но за счёт этого увеличивает силу деформации.
В гидравлических машинах основа всего – гидроцилиндр, заполненный специальным маслом. Усилие, передаваемое на поршень гидроцилиндра, увеличивается по законам физики. Такой аппарат гнёт трубу постепенно. Это работает за счёт ступенчатого нагнетания давления масла в системе. Как правило, гидравлические трубогибы имеют ручной привод в виде рычага. Нажимая на рычаг и возвращая его в исходное положение, оператор обеспечивает плавное продвижение штока, на котором закреплён пуансон.
Ручные механические трубогибы не имеют в своей конструкции гидроцилиндра. Вместо них труд слесаря облегчают передаточные механизмы, которые за счёт большего расстояния позволяют получить выигрыш в силе. Достаточно простой и при этом распространённый вид таких гибочных машин – роликовый трубогиб с цепной передачей.
Ролик прижимается мощным винтом, а круглая или профилированная заготовка протягивается между прижимным и опорными роликами путём вращения рукоятки, которая приводит в действие весь механизм. Валы роликов связаны друг с другом шестернями. Шестерни подобраны так, чтобы сделав большее число оборотов рукояти, можно было бы подвинуть изделие ненамного, но с большой силой. Тот же самый принцип используется в понижающей передаче велосипеда при движении в гору.
Комбинированные типы гибочных устройств могут в различных вариациях соединять ручной, электрический и гидравлический компоненты. В качестве примера можно привести классический станок с гидроцилиндром, где перемещение поршня обеспечивается не качанием рычага, а насосом высокого давления с электродвигателем. В этом случае человек только контролирует процесс, а работу выполняет электропривод, продвигающей шток за счёт растущего давления в цилиндре.
В этом случае человек только контролирует процесс, а работу выполняет электропривод, продвигающей шток за счёт растущего давления в цилиндре.
Следует отметить, что трубы большого диаметра из крепких марок стало практически невозможно согнуть без утраты прочности и образования мест повышенного напряжения металла. Для гибки больших прочных труб помимо механического воздействия на заготовку, применяют ещё и термическое. Трубу разогревают либо особой спиралью, либо индукционными токами докрасна, а потом постепенно придают ей нужную форму. Для этого используют крупногабаритные электромеханические станки большой мощности. Нагретая и затем отпущенная или закалённая труба не будет иметь в себе напряжения. На ней не скажется усталость металла, а изгиб будет плавным и ровным.
Стоит отметить, что нагревание очень редко требуется при гибке труб малого диаметра, поэтому оснащать самодельный гибочный станок спиралью или греть пропановой горелкой ни к чему. Однако нагрев докрасна продолжает использоваться при отсутствии станка, когда равномерность кривизны изгиба не имеет большого значения.

Принцип работы
В основе принципа работы любого трубогиба лежит оказание давления на трубу, в результате которого она принимает криволинейную форму.
Распространённый вариант фабричного трубогиба – гидравлический с рычагом.
С одной стороны цилиндр сделан глухим, в нём имеется только клапан для долива масла в систему. С противоположного конца из цилиндра выходит шток с надетым на него пуансоном. В заводских моделях производитель представляет несколько пуансонов, которые позволяют получить трубы с разным радиусом изгиба.
Труба вставляется в агрегат поперёк хода поршня. Совершая возвратно-поступательные движения рычагом, пользователь нагнетает давление в цилиндре до тех пор, пока шток с пуансоном не упрётся в трубу по центру. По бокам от штока труба удерживается двумя упорами. Выборки на упорах соответствуют профилю трубы: круглому или прямоугольному в сечении.
Диаметр гидроцилиндра и длина рычага подобраны таким образом, чтобы минимизировать мускульное усилие. При качании рычага шток продавливает трубу между упорами. Если нужно получить изгиб большой длины, труба вручную перемещается вдоль всего аппарата.
При качании рычага шток продавливает трубу между упорами. Если нужно получить изгиб большой длины, труба вручную перемещается вдоль всего аппарата.
В ручном аппарате труба или профиль укладываются на два ролика, сверху прижимаются третьим роликом через винт. Винт оснащён длинными рукоятями, что помогает изгибать трубу. Второй ворот смонтирован на одном из роликов, а тот, в свою очередь, связан с другими цепной передачей через шестерни. Вращая роликовый блок, мастер подаёт трубу по механизму, равномерно сгибая её по всей длине. Если полученная кривизна слишком крута либо труба толстостенная, может потребоваться не один проход, а постепенное продавливание за несколько раз.
Для профильной трубы
Профильная труба часто применяется для сборки каркасов теплиц, беседок, ворот и калиток, навесов и много другого.
Поэтому и у владельца гаража или дачного участка рано или поздно встаёт вопрос, как согнуть профтрубу в домашних условиях.
На помощь придёт трубогиб.
Однако готовые решения стоят больших денег. Поэтому лучший вариант – сделать его своими руками.
Для изготовления такого приспособления потребуются следующие инструменты:
- Углошлифовальная машина, в просторечии – болгарка;
- Дрель с набором свёрл по металлу;
- Сварочный аппарат, лучше всего – бытовой электродный инвертор;
- Набор ключей или головок.
Прежде, чем приступать к работе, нужно оформить чертёж будущей гибочной машины, чтобы все детали соотносились друг с другом.
Основными элементами домашнего трубогиба являются:
- Рама, сваренная из стального швеллера или двутавра толщиной не менее 4мм;
- Валы роликов;
- Сами ролики;
- Звёздочки для подключения цепной передачи;
- Цепь для привода со старого велосипеда или газораспределительного механизма;
- Винт, опускающий прижимной ролик;
- Рукоятки вращения прижимного винта и валов – пустотелая стальная трубка или цельный прут;
- Различная фурнитура: гайки, болты, шайбы, гровера, шплинты.

Сразу стоит оговориться, что если у вас в арсенале отсутствуют ролики и валы, изготовить их самостоятельно без токарного станка не представляется возможным. В крайнем случае, можно обрезать существующие металлические стержни до нужных размеров и отшлифовать. В качестве роликов можно использовать бочонки с внутренним отверстием.
Ещё один вариант – старые подшипники. Если их посадить на вал, предварительно разогрев в пламени пропановой горелки, а потом проварить, чтобы они вращались вместе с валом, то получится ролик с идеальной круговой поверхностью.
С центральным роликом
Последовательность действий при сборке самодельного трубогиба с центральным прижимным роликом будет следующей:
- С помощью болгарки раскроите швеллер или двутавр на части нужного размера. Прихватите их точечно, а затем, когда рама будет готова, проварите по всей длине. После из эстетических соображений можно зашлифовать швы заточным кругом.
- Предусмотрите либо ножки из обрезков того же швеллера, либо крепёжные отверстия под болты, которые позволят прихватывать станок к верстаку.

- Просверлите отверстия под валы. Также с помощью дрели и болгарки сделайте прорези в вертикальной части рамы. В них будет ходить вверх и вниз вал прижимного ролика. Вставьте валы с надетыми роликами в проделанные отверстия и зафиксируйте их шплинтами.
- Резьбовое соединение штока прижимного ролика и глухой рамы делается либо с помощью токарного станка, либо с помощью метчика. Помните, что резьбу большого диаметра нарезать очень сложно. Обязательно используйте отработку или иную дешёвую смазку при нарезке резьбы.
- Внешнюю часть валов аккуратно сточите с двух сторон, чтобы на них можно было надеть звёздочки. Цепь надевайте с лёгким провисом, если сделать охват слишком тугим, на преодоление сопротивления будет тратиться дополнительная сила.
- Присоедините к одному из валов рычаг – для фиксации используйте тот же замок, что и для звёздочек. Если есть желание укрепить рычаг на валу – просверлите отверстие и нарежьте внутреннюю резьбу. После вкручивания туда болта рычаг зафиксируется, а выкрутив болт, рычаг всегда можно будет снять для транспортировки.
 Вращая рычаг, можно будет протягивать заготовку через вальцы. Закручивая прижимной винт, можно изменять радиус кривизны сгибаемой трубы.
Вращая рычаг, можно будет протягивать заготовку через вальцы. Закручивая прижимной винт, можно изменять радиус кривизны сгибаемой трубы.
Чертежи и размеры самодельной конструкции:
С переломной рамой
Не менее популярным при изготовлении своими руками является схема трубогиба с переломной рамой. Конструктивно он отличается тем, что все ролики в нём неподвижны, то есть только вращаются, но двигаются вверх-вниз.
Давление на трубу происходит путём приподнимания части рамы, где смонтирован один из крайних роликов. Процесс сборки похож на предыдущий, но имеет свои нюансы:
- Раму для переломного трубогиба сделайте не цельной, а состоящей из двух частей. Две части можно соединить шпилькой с двумя гайками.
- Подъём концевого ролика очень удобно осуществлять с помощью винтового подъёмного устройства или домкрата.
- Для вращения звёздочек некоторые умельцы приспосабливают электродвигатель переменного тока или даже бензиновый, снятый с мотоблока или топливного генератора.

Но чаще всего такие агрегаты всё же используют мускульную силу пользователя. В этом случае они не требуют практически никаких ресурсов. В этом их ценность: такое устройство очень просто сложить в багажник автомобиля и привезти на стройку, где ещё нет электричества.
Ниже приведены чертеж и размеры самодельного трубогиба:
Еще пример:
Простой трубогиб
В условиях домашней мастерской можно изготовить несколько типов трубогибов. Многое здесь зависит от потребностей пользователя устройства. В ситуации, когда человеку нужно постоянно гнуть медную трубку небольшого диаметра под прямым углом, изготовление стационарного трубогиба с переломной рамой на основе домкрата представляется излишней тратой времени и сил.
Многое здесь зависит от потребностей пользователя устройства. В ситуации, когда человеку нужно постоянно гнуть медную трубку небольшого диаметра под прямым углом, изготовление стационарного трубогиба с переломной рамой на основе домкрата представляется излишней тратой времени и сил.
Ниже приведены самые простые и лёгкие в изготовлении виды трубогибов для различных нужд.
Для круглой трубы
Простейший трубогиб с минимумом деталей – это ручное устройство, состоящее из основы, двух шкивов, упора и рычага.
Он предназначен для сгибания труб круглого сечения под прямым углом или меньше.
Основа может быть простой металлической плитой. В ее центре неподвижно крепится шкив. На оси первого шкива закреплён П-образный кронштейн. Конец кронштейна продолжается рычагом, а в середине на очи закреплён второй шкив, который свободно вращается. Внизу от первого шкива располагают упор, который предотвращает проворачивание трубы.
Механизм такого трубогиба предельно прост. Круглая труба вставляется между упором и первым шкивом. Кронштейн одним из краёв касается упора, и труба получается зажатой между двух шкивов. Поворачивая кронштейн рычагом, мастер оказывает давление на конец трубы и постепенно второй шкив описывает окружность вокруг первого, неподвижного. Зажатая между ними труба искривляется по радиусу неподвижного шкива.
Круглая труба вставляется между упором и первым шкивом. Кронштейн одним из краёв касается упора, и труба получается зажатой между двух шкивов. Поворачивая кронштейн рычагом, мастер оказывает давление на конец трубы и постепенно второй шкив описывает окружность вокруг первого, неподвижного. Зажатая между ними труба искривляется по радиусу неподвижного шкива.
Из тисков
Большие стационарные тиски с успехом могут быть использованы вместо прижимного устройства.
Задача сборки облегчается тем, что тисковый трубогиб не требует рамы, соединяющей верхний прижимной и нижние упорные ролики. Для него хватит двух швеллеров достаточной глубины, чтобы в стенках можно было просверлить отверстия под валы роликов.
На широком основании монтируются упорные ролики на расстоянии минимум 400-600 мм друг от друга. На узком основании собирается один ролик, вращаемый рычагом достаточной длины. Затем конструкция вставляется в тиски, между роликами помещается труба и затягивается. Вращая рукоять рычага, трубу или профиль протягивают через роликовые вальцы.
Эта модель удобна тем, что является максимально портативной и может извлекаться из ящика с инструментами лишь по необходимости.
Самодельный роликовый
Роликовый трубогиб может иметь различную конфигурацию. Это может быть как простейший ручной механизм, состоящий из двух рычагов, шкива и прижимного ролика, так и достаточно сложное прокатное устройство с электрическим или даже бензиновым приводом.
Ключевой особенностью этого трубогиба являются ролики, которые либо обжимают трубу, прокатываясь по ней, либо сдавливают её с разных сторон. В зависимости от поперечного сечения роликов устройство будет заточено под круглую либо профильную трубу.
В первом случае внутренняя поверхность ролика между двумя гребнями будет вогнутой, во втором – ровной.
Чертежи:
Из домкрата
Гидравлический домкрат удобно использовать для поджима трубы. Его использование оправдано с круглой и профильной трубой из стали, больших диаметров или с толстыми стенками. Учитывая, что гидравлическим домкратом можно вывесить более трёх тонн, получается, что диаметр и толщина трубы, которую вы сможете согнуть, ограничивается скорее конструкцией самой системы и тем, сможете ли вы прокрутить рычаг, протаскивая заготовку.
Чертеж и размеры:
При достаточной длине рычага ручки вращения роликов этот вид трубогиба требует меньше всего физической силы при работе с серьёзными материалами.
Арбалетного типа
В трубогибе арбалетного типа отсутствует механизм протяжки профиля.
Он используется, когда изделие гнётся на небольшую длину.
Своё название трубогиб получил за металлическую треугольную раму, расположенную параллельно земле.
В вершинах этой рамы две опоры, ориентированные на круглую либо профильную трубу (это зависит от формы выемки на упорах). В третьей вершине находится шток с пуансоном, то есть дугой, выгнутой наружу. Для прижима пуансона к трубе, которая деформируется между двумя упорами, обычно применяют гидроцилиндр. В быту его легче всего заменить гидравлическим домкратом.
В третьей вершине находится шток с пуансоном, то есть дугой, выгнутой наружу. Для прижима пуансона к трубе, которая деформируется между двумя упорами, обычно применяют гидроцилиндр. В быту его легче всего заменить гидравлическим домкратом.
Чертеж самодельного трубогибочного станка арбалетного типа:
Таким образом, для изготовления арбалетного трубогиба, оснащённого гидродомкратом, нужно сварить треугольную раму, в вершинах которой будут располагаться упоры и прижимной шток.
Изготовление компактного трубогиба-улитки
Трубогиб-улитка получил своё название из-за детали, которая служит силовым трафаретом при изгибе трубы.
В процессе гибки труба прижимается к улитке специальным роликом, который описывает окружность.
В целом, конструкция такого трубогиба напоминает закаточную машинку для стеклянных банок.
Улитка самодельного агрегата может представлять круг из стали толщиной 3-4 мм, на который ребром приварена спирально закрученная толстая стальная лента. В изготовлении такой улитки не обойтись без пропанового резака, которым греют заготовки, чтоб согнуть, а потом закаляют.
В изготовлении такой улитки не обойтись без пропанового резака, которым греют заготовки, чтоб согнуть, а потом закаляют.
В заводских агрегатах улитка поделена на сегменты, соединённые штифтами или болтами. Каждая из частей улитки может отгибаться, что даёт более крутой и красивый изгиб.
С помощью трубогиба-улитки можно гнуть не только трубу, но и прутья, арматуру, прежде всего, для художественного оформления и для завитков.
Пример можно увидеть на чертеже:
Заключение
Трубогиб – полезный инструмент, который может пригодиться при прокладке металлических трубопроводов в системах отопления и кондиционирования, изготовлении металлических каркасов всевозможных видов и многого другого.
Высокая стоимость на заводские устройства побуждает людей, владеющих навыками ручного труда, к самостоятельному изготовлению трубогибов. Устройства, изготовленные своими руками, ничем не уступают фабричным и могут иметь самую разнообразную конфигурацию.
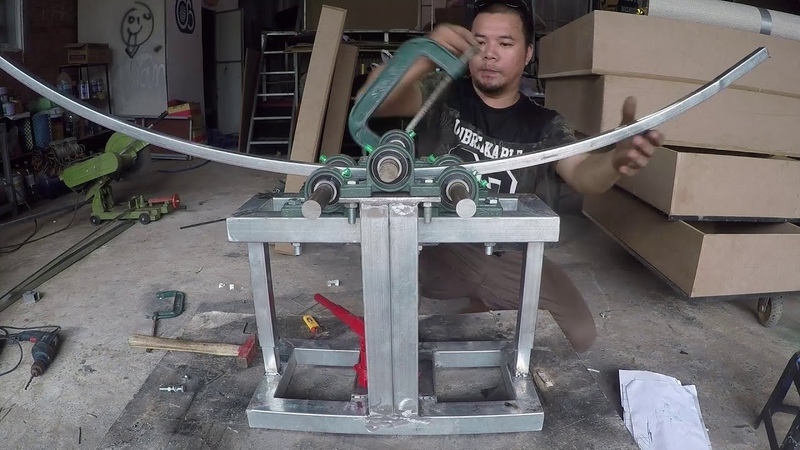
Простой трубогиб для профильной трубы своими руками
Самодельный станок трубогиб для гибки профильной трубы, подробные фото по изготовлению станка.
Конструкция данного трубогиба, достаточно проста в изготовлении, правда понадобится выточить некоторые детали, но их можно заказать у токаря. Процесс изготовления самодельного станка, подробно показан на этих фото, а в конце статьи, также имеется видео, где показан трубогиб в работе.
Для изготовления станка, использованы уголки 60 х 40 и 35 х 35, а также прочий металлолом.
Для начала автор изготавливает основание. Для этого, он берет два уголка 60 х 40 мм и сваривает их между собой. Далее от уголка размером 35 х 35 мм, отрезаем, заготовки под стойку для среднего ролика, которым будет прижиматься сгибаемая деталь. На одной из сторон каждого уголка спиливается одна стенка, чтобы он плотно прилегал к основанию при проведении сварочных работ. Данные детали выставляются на основание, проверяются на ровность уголком и привариваются.
Теперь нужно изготовить платформу для крутящего валика. На нее пошли два уголка 60 х 60 мм, в стенках которых были сделаны прорези, которые совпадают с расстояниями между стойками среднего ролика. Данные детали свариваются. Затем так же из уголков, подгоняя их под внутренний размер опорных стоек, создается крышка, в середине которой сверлится отверстие под резьбовую шпильку. На него приваривается высокая гайка. Затем деталь вставляется внутрь стоек таким образом, чтобы ее края были на одном уровне с краями опорных уголков. Высверливаются отверстия, в которых нарезается резьба. С помощью болтового соединения детали соединяются.
На нижнем конце прижимной шпильки стачивается резьба. На данный конец надевается гайка и приваривается. Во второй гайке и конце шпильки делается сквозное отверстие. В детали, на которой будет установлен ролик, делается отверстие под шпильку. Она в него вставляется, и на тот конец где есть отверстие, вставляется гайка. Через отверстия пропускают фиксатор, чтобы она не слетела. С помощью такого соединения шпилька будет крутиться и поднимать-опускать прижимной механизм станка.
Далее, с помощью токарного станка автор обтачивает концы роликов, чтобы на них одевались подшипники. Тот ролик, который будет устанавливаться в среднюю часть станка, имеет более удлиненную сточенную часть. Это необходимо для того, чтобы на нее можно было одеть ручку, которая будет приводить станок в действие. Для подшипников, установленных в этой же части станка, автор вытачивает защитные кожухи, которые привариваются к прижимной части детали.
Следующий этап: изготовление опор под валики и подшипники. Из профильной трубы 20 х 40 мм вырезаются заготовки. В профилях делаются разрезы похожие на строение ласточкина хвоста. Таких деталей нужно 8 штук.
Опоры привариваются к основанию, по 4 штуки с каждой стороны. На них будут устанавливаться валики, по которым сгибаемая заготовка будет ездить. Между этими опорами устанавливаются направляющие, сделанные из уголка. Они не будут привариваться к основанию, а установятся к нему на болтах, чтобы иметь возможность регулировки ширины в зависимости от сгибаемого профиля.
Следующий шаг изготовление креплений, они необходимы для жесткого крепления станка к поверхности стола, чтобы при работе он был устойчив.
Покраска и сборка.
Самодельный трубогиб, удачно прошёл испытания, согнутая профильная труба получилась равномерной без изгибов.
В этом видео, автор показывает свой самодельный станок:
Автор самоделки: Юрий Сербин.
Трубогиб для профильной трубы своими руками
Профильная труба справедливо считается одним из наиболее популярных в домашнем хозяйстве материалов. Из трубы изготавливают до 90% каркасов и несущих конструкций самодельных гаражей, пристроек, всевозможных инструментов и приспособлений. Зачастую, чтобы добиться необходимой кривизны профильной трубы, например, для постройки арочной крыши, нужен трубогиб, способный работать как с обычной, так и с профилированной трубами.
Как сделать самодельный трубогиб для профильной трубы
Изогнуть профилированную трубу по заданному радиусу можно несколькими способами:
- Обкатывая разогретую газовой горелкой профилированную трубную заготовку вокруг болванки шаблона или в специальном зажиме. Такая схема трубогиба может быть собрана за 10 минут, потребуется только засыпать трубу песком и правильно подобрать калибр болванки, на которой формируется изгиб;
- На самодельном трубогибе рычажно-роликовой конструкции. В этом случае профилированная труба изгибается по отдельным секторам. Конструкция трубогиба очень проста в изготовлении, но при формировании дуги потребуется определенный навык в работе, чтобы на всей профилированной трубе выдерживался один радиус кривизны;
- С помощью прокатно-роликового трубогиба. Преимуществом подобной схемы является возможность максимально точно выдержать радиус кривизны, поэтому можно изготовить необходимое количество изогнутых профилированных отрезков практически любой длины.
Поэтому и ручной, и рычажно-роликовый трубогибы используются для единичного изготовления всевозможных деталей и переходников, например, при ремонте систем водопровода, несложных строительных конструкций. Прокатно-роликовая конструкция трубогиба позволяет выгнуть относительно простые изделия из профилированной трубы, но в неограниченном количестве раз.
Ручной способ изгиба разогретой профильной трубы на калиброванной болванке используется с незапамятных времен и дает неплохие результаты. Лучше всего получается изогнуть обычную трубу, для профилированной потребуется вдвое увеличить количество гибочных переходов, чтобы на гранях не происходило образования брыжей или волн. Труба перед разогревом заполняется чистым и сухим прокаленным песком. Концы завариваются сваркой или запрессовываются металлическими пробками.
Настоящий трубогиб для профильной трубы своими руками
Устройство прокатного трубогиба отличается от предыдущих вариантов тем, что перед изгибанием профилированной трубы выполняется установка необходимого радиуса кривизны, после этого трубная заготовка с помощью цепного привода и пары роликов достаточно быстро прокатывается в изогнутый профиль.
Проще всего собрать трубогиб своими руками, чертежи которого приведены ниже.
Конструкция прокатно-роликового трубогиба состоит из нескольких базовых узлов:
- Массивной станины, сваренной из швеллера. Конструктивно станина трубогиба представляет собой две стойки, приваренные к массивной плите основания. На стойках закрепляется домкрат, с помощью которого создается необходимое усилие для деформации металла;
- Система роликового привода. После прижатия домкратом профилированной трубы к роликовой поверхности происходит деформация металла трубы с одновременным прокатыванием профилированного материала;
- Система цепного привода используется для протягивания профилированной трубы через деформирующую линейку трубогиба.
Принцип работы и скорость изгиба можно дополнительно уточнить из видео:
Собираем станину и приводной механизм трубогиба
Первоначально собирается станина трубогиба. Для этого две вертикальные стойки свариваются в П-образную вертикальную конструкцию.
Далее на изготовленную опору приваривается винтовая пара винт-гайка от домкрата с подъемным усилием не менее пяти тонн. Особое внимание требуется уделить точной установке винтовой гайки, чтобы при заворачивании винт опускался строго в вертикальном направлении.
На следующем этапе привариваются две роликовые опоры, насаженные на 30-ти миллиметровую литую ось. С боковой стороны на ось сваркой крепится звездочка от велосипеда. Таким образом, получается цепная передача. Чтобы привод станка работал без проскальзывания, потребуется изменить длину цепи под реальное расстояние между звездочками.
Последовательность работы трубогиба:
- На ролики закладывается профилированная труба и прижимается винтом, после первого прокатывания замеряют положение винта и измеряют радиус изгиба;
- Чтобы получить требуемую кривизну профилированного материала, вертикальным винтом пропорционально изменяют величину деформации;
- Наиболее массивные профилированные трубы прокатывают в несколько заходов.
Точность изгиба профилированной трубы можно легко оценить по фотографии. Изгибание профиля является достаточно тяжелым и трудоемким мероприятием, поэтому, если трубогиб планируется использовать на постоянной основе, есть смысл оборудовать станок электродвигателем с редуктором.
Для заготовок сечением более 30-ти миллиметров вместо велосипедных цепей и звездочек используют запчасти от привода ГРМ «волговских» и «москвичевских» двигателей.
Роликово-рычажный вариант трубогиба
Более простая и доступная в изготовлении конструкция трубогиба представлена на чертеже и на фото.
В основе конструкции используется пара из гибочного ролика и опорной плиты. Привод головного ролика осуществляется с помощью двухметрового рычага, что позволяет получить на изгибающем инструменте огромное усилие, примерно около полутора тонн. Сам ролик представляет собой двадцатисантиметровый круг с центрирующими бортами. Ширина между бортами равна сечению профилированной трубы.
Важно! Инструмент приходится подгонять под параметры профтрубы заменой главного ролика на инструмент с соответствующей шириной гибочной части.
Процесс выгибания профилированной трубы идет поэтапно. Заготовку размечают на несколько секторов. В станок профиль закладывается и фиксируется с помощью струбцин по выполненной ранее разметке.
Простым поворотом на заданный угол профтруба изгибается по заданному радиусу. Далее необходимо переставить следующий сектор и повернуть рычаг точно на заданный угол. От того, насколько точно выполняется позиционирование сектора профилированной трубы в зажиме станка, зависит стабильность радиуса изгиба.
Наиболее удачные конструкции трубогибов
Чтобы добиться высокой производительности, в изгибе профтрубы зачастую используют не два ролика, а три, и вместо винтового домкрата применяется гидравлический привод. В этом случае можно изгибать профилированную трубу с сечением до 50 мм.
Трехроликовые трубогибы позволяют получать не только плоскую, но и винтовую спиралевидную форму. Разумеется, что деформирующее усилие возрастает в несколько раз, поэтому привод трубогиба оснащается редуктором.
Намного сложнее выгнуть четырехугольный профиль в направлении меньшей стороны прямоугольного сечения. В этом случае трубогиб приходится использовать минимум в четыре прохода. Если используется сварной профиль, перед прокаткой рекомендуется подогревать его до 200оС.
Заключение
Средняя стоимость постройки трубогиба своими руками составляет 70-90 долл. Если для строительства арочной крыши из поликарбоната необходимо изогнуть более пяти профилей, постройка станка вполне оправдает затраты. Для меньшего количества профилированных труб более выгодно экономически выполнить профилирование в ремонтной мастерской. Подобные станки очень популярны среди любителей работать своими руками, поэтому удачную конструкцию можно продать или отдать в аренду, и тем самым оправдать большую часть затрат на его изготовление.
устройство, чертежи, размеры и инструкция по сборке
Профильные трубы находят широкое применение при обустройстве приусадебного участка. Из них получаются крепкие беседки, теплицы, красивые и надежные козырьки над крыльцом дома. Объединяет устройство металлических конструкций необходимость в гнутом профиле, поскольку подавляющее число металлических конструкций такого типа имеют форму арок. Поскольку гнутый профиль стоит почти в два раза дороже прямого, то на помощь рачительному хозяину приходит трубогиб для профильной трубы, который можно изготовить в домашних условиях.
Устройство станков для сгибания труб
Промышленные трубогибы применяют на производстве и в промышленном строительстве. Для личного использования производители предлагают готовые станки. Простейшее готовое устройство для изгибания тонких труб или металлопластиковых материалов – это арбалетный ручной трубогиб. Для работы с профилем его не используют.
Есть несколько способов и приспособлений для получения гнутого профиля:
- изгиб вручную, с приспособлениями для направления или без них;
- используя рычажный профилегиб;
- используя роликовый профилегиб.
Простейший способ загнуть трубу или металлический прут – это вбить в землю направляющие колышки и физическим усилием загибать изделие по ним. Для того чтобы профиль не деформировался заломами во время работы, его заполняют песком.
Шаблонный трубогиб. Шаблон в натуральную величину делают из толстой доски, ДВП, ДСП. Для этого сколачивают щит, рисуют на нем необходимый радиус изгиба (полукруг) и выпиливают соответствующий сегмент круга.
Сгибание трубы по шаблону осуществляют следующим образом:
- шаблон закрепляют на плоскости или в тисках вертикально;
- один конец трубы фиксируют неподвижно строительными шпильками или в тисках в начале шаблона;
- на свободный конец трубы давят вручную или при помощи лебедки, придавая ей изгиб по шаблону.
Обратите внимание! Для успешного использования шаблона его ребро должно быть шире ребра изгибаемого изделия. Шаблонный трубогиб подходит для изделий из мягкого металла, небольшого сечения.
Более продвинутый вариант шаблонного трубогиба – это рычажный станок. Приспособление делается на металлической станине. На нее закрепляют посменно разные шаблоны из металла (для мягких материалов это могут быть деревянные или пластиковые шаблоны), для получения изгибов разного радиуса. Недостаток таких устройств в ограниченности получаемых изгибов профиля.
Более универсальный вариант трубогиба для профиля, который изготавливают своими руками в домашних условиях это роликовый станок. Устройство необходимо, если вы планируете периодически работать с металлической трубой.
Принцип работы
Принцип действия заключается в том, что профильную трубу протягивают между тремя валами, два из которых закреплены неподвижно, а третий давит на профиль, придавая ему желаемую форму.
В зависимости от конструкции, подвижным может быть:
- центральный верхний ролик – давление осуществляется сверху;
- крайний нижний ролик (любой, расположенный на выходе из станка) – давление осуществляется снизу, поднятием части станины.
Изгибание профиля происходит при прокатке его между роликами. Для получения крутой дуги действие повторяют несколько раз, что позволяет регулировать усилие, избегая деформации трубы (заломов, расплющивания).
Обратите внимание! Для получения равномерного изгиба, трубу каждый прокат вставляют противоположной стороной.
Для самостоятельного изготовления профилегиба потребуются навыки работы со сварочным аппаратом, болгаркой и составляющие детали, которые можно сделать из подручных материалов, купить недорого в пунктах приема металлолома или найти в старом гараже.
Как сделать самодельное устройство
Для изготовления роликового трубогиба для профильной трубы вам понадобятся:
- Толстостенный швеллер или профильная труба для изготовления опорной платформы и станины.
- Три прокатных вала, металлических. Надежные и долговечные ролики получаются из стального цилиндра, в котором просверливают отверстие в центре для насадки.
- Упорный винт для приведения в движение прокатного вала.
- Подшипники для прокатных валов и опорной платформы.
- Приводную цепь, которая соединит прокатные валы с механизмом их вращения.
Ручной роликовый трубогиб можно оснастить дополнительно электроприводом, но большинство домашних умельцев не видят в этом необходимости.
Что следует учесть при подборе деталей и материалов для изготовления профилегиба:
- Для опорной платформы следует брать швеллер не менее 60 мм с толстой стенкой. Более тонкий материал рискует быть деформированным при прокате профиля большого сечения.
- Упорный винт – это деталь, на которую ложится вся нагрузка в ходе работы инструмента. Резьба на нем должна быть инструментальная (прямоугольная), чтобы не деформировалась при многократных затяжках и удержании давления. Здесь идеально подходит винт от гидравлического домкрата. Использовать для изготовления упорного винта стальную строительную шпильку даже большого диаметра (например, на 20 мм) нельзя, так как резьба на ней треугольная, не предназначенная для такой нагрузки и многократного использования.
- Прокатные валы следует делать из закаленной стали. Их изготовление лучше доверить профессиональному токарю, поскольку потребуются не гладкие детали, а с ограничителями для удержания профиля. Идеальный вариант – валики с многоступенчатыми ограничителями для нескольких размеров. Как вариант можно сделать несколько съемных валов, под разный профиль.
- Для снижения нагрузки на ручку вращения можно установить звездочки разного диаметра, которые будут усиливать крутящий момент, и соединить их цепью. Маленькую звездочку устанавливают на ось вращения ручки, две большие – на соответствующие оси вращения роликов.
Обратите внимание! Различают две конструкции роликового трубогиба: с ведущим центральным валом или ведущими двумя нижними валами.
Преимущество профилегиба с одним ведущим валом в том, что нижние два вала можно сделать съемными. Переставляя их относительно прижимного, можно легко варьировать радиус изгиба.
Схема изготовления:
- Изготовление профилегиба начинают со сборки горизонтальной платформы и вертикальной станины. По чертежу нарезают металл и сваривают его или собирают на болтах.
- Сваривают крепежи для двух нижних валов, устанавливают их на горизонтальную платформу. Как вариант, на станину можно приварить отдельные крепления для передвижных валов, размером под подшипник.
- Сваривают подвижную платформу под верхний вал.
- Устанавливают на нее упорный винт при помощи двух подшипников. Направляющие движения верхней опорной платформы это вертикальные стойки станины.
- Соединяют подвижные детали шестеренками и цепью.
Для сгибания небольшого профиля для теплицы, беседки или декоративной арки можно изготовить более простой вариант трубогиба – улиточный. Он состоит из двух вращающихся деталей: направляющего ролика и рабочего колеса. Механизм является разновидностью шаблонного трубогиба. В качестве шаблона здесь выступает рабочее колесо.
Как рассчитать конструкцию
В изготовлении улиточного трубогиба важно рассчитать диаметр рабочего (или упорного) колеса, поскольку от его размера зависит радиус изгиба профиля на выходе.
Для расчета используют зависимость диаметра рабочего колеса от получаемого радиуса трубы:
d + r1 + r2 + 2 = а
d – это радиус изгиба профиля;
r1 и r2 – это радиус направляющего ролика и упорного колеса.
Имеет значение дистанция между вращающимися колесами. Для ее регулировки на станине сверлят несколько отверстий, по которым передвигают ось прижимного ролика.
Руководство по изготовлению
Конструкция улиточного трубогиба состоит из:
- основания – толстой металлической платформы, на которую крепят остальные детали;
- металлической вилки;
- направляющего ролика;
- рабочего колеса.
Изготовление начинают с ролика и рабочего колеса. Для каждой детали необходимо выточить шкив, ось под соответствующий подшипник. Рабочая поверхность ролика и колеса должна иметь боковые упоры под максимальный размер швеллера.
На втором этапе собирают вилку. Для этого вырезают из металла боковые детали, просверливают в них отверстия под оси рабочего колеса и направляющего ролика. Собирают вилку и приваривают ее к металлической платформе-основанию.
На основании должно быть отверстие для оси рабочего колеса и отверстия под крепежи самой конструкции к верстаку, поскольку работать на таком трубогибе можно только в стационарно закрепленном виде.
Как изготовить трубогиб для профильной трубы своими руками
Автор aquatic На чтение 7 мин. Просмотров 5.9k. Обновлено
При монтаже большинства металлических конструкций требуется сгибание труб под разным углом. Готовое устройство для этого можно купить в магазинах инструментов, но что если оно больше вряд ли пригодится? Стоит ли тратить деньги на механизм, если он в дальнейшем будет пылиться на полке мастерской? Самый простой и логичный выход – соорудить прибор своими руками. Как для профильной трубы изготовить трубогиб? Рекомендации опытных мастеров и видео-инструкция в этой статье.
Самостоятельно изготовленный прибор поможет придать изделию любую форму
Как устроен трубогиб
Металлопрокат, согнутый под определённым углом, необходим во многих конструкциях. В их числе:
- инженерные коммуникации в жилых домах: водопровод, канализация, вентиляция;
- ограждения по периметру участка;
- мебель домашняя и садовая;
- теплицы;
- беседки и навесы.
Сложные металлические конструкции требуют использования сгонов или трубогиба
Согнуть можно любой металлопрокат, главное – использовать правильный инструмент для этой цели. Придавать необходимую форму можно не только стальным конструкциям, сгибанию поддаются металлопластик, медь, алюминий.
Полезная информация! Для подбора трубогиба нужно учитывать не только сечение изделия, но и его профиль. Простые круглые трубы поддаются сгибанию гораздо легче профильных. Последние при неправильном подходе могу значительно деформироваться или даже сломаться.
Чтобы грамотно использовать инструмент, необходимо внимательно изучить советы профессионалов на видео. Трубогиб своими руками для профильной трубы может быть изготовлен в простом, ручном варианте или с использованием гидравлики.
Считается, что профильный материал труднее поддается сгибанию
Гидравлические устройства быстро и качественно согнут любые металлические детали.
Обычный, фронтальный трубогиб состоит из следующих элементов:
- трёх металлических валов;
- цепи привода;
- вращающейся оси;
- поворотного механизма;
- рамы из металлического профиля.
Схема ручного устройства
Иногда валы делают из дерева или пластика, но стоит принять во внимание, что подобные ролики справятся не с любой трубой. Если не рассчитать сопротивление материала, валы могут просто разрушиться.
Как работает прибор для изгибания профиля
Прежде, чем взаться за изготовление самодельного трубогиба для круглой трубы или профиля, нужно понять принцип действия прибора. Действие механизма основано на прокатке или вальцовке. Этот принцип помогает исключить риск случайно деформации и перелома материала. Для придания металлу нужной формы, его вставляют между валами и проворачивают ручку прибора. В результате должен получиться заданный изгиб.
Меняя валики, можно добиться разного изгиба
Трубогиб своими руками для профильной трубы: виды приборов
Приборы различаются по назначению. Есть приспособления для формирования поворотов на стальных, металлопластиковых ,медных, алюминиевых изделиях.
Приспособления бывают переносными или стационарными. Переносные модели удобны тем, что их можно установить непосредственно в помещении, где происходит монтаж коммуникаций. Стационарные станки применяют в производстве.
Стационарный промышленный трубогиб
Обратите внимание! Неправильное использование станка может привести к изменению внутреннего диаметра труб, сминанию поверхности и изменению толщины стенок.
Ручной трубогиб
Мягкие материалы, металлопластик и медь, легко сгибаются ручным устройством. Его конструкция довольно примитивна. Сам сгибатель не занимает много места и легко поместится в небольшой мастерской. Кроме, собственно, самих труб, на нем можно согнуть арматуру или металлопрокат.
Простой ручной прибор для изгибания
Гидравлический прибор
Это устройство способно придать нужную форму материалу с диаметров до четырёх дюймов. Профильный материал при помощи гидравлики может делать замысловатые изгибы, повторяя рельеф стены.
Гидравлический механизм
Изготовление трубогиба своими руками для профильной трубы: чертежи и схемы
Самое простое устройство состоит из рамки, планок, двух упоров. Если нужно, к нему можно добавить гидравлическую систему. В сложных конструкциях используется силовой нагнетатель и дополнительные рычаги.
Пример схемы трубогибов для профильной трубы своими руками:
Схема прибора
Полезная информация! Металлические части конструкции нужно тщательно смазывать для защиты от ржавчины. Можно предусмотреть даже специальный отсек для автоматической подачи смазки.
Модель №1 – прокатная
Алгоритм сборки:
- Металлическую основу нужно закрепить на ровной прочной поверхности и по торцам высверлить отверстия.
- На стальных прямоугольных пластинах нужно также выполнить сверление для закрепления катков.
- Закрепить пластины на основе гайками и болтами.
- В пазы установить ролики нужного размера и прочно их зафиксировать.
- В центре основания приварить стойки для центрального вала и закрепить его шпилькой с гайкой.
- Один вал снабдить рукоятью для поворота.
Результат: Должна получиться конструкция, как на фото. Можно не использовать основу металла, а закрепить плаcтины непосредственно к основанию.
Прокатная модель
Модель №2
Ещё один трубогиб для профильной трубы своими руками более простой конструкции справится с изделиями сечением в два с половиной сантиметра.
Порядок работ:
- Необходимо изготовить шаблон устройства на бумаге.
- Из обрезков пиломатериалов собрать устройство по шаблону, скрепляя детали саморезами.
- Прикрутить полученный модуль к стене. С одной стороны модуля прикрутить брус для упора.
Совет! Прикручивая детали, нужно ориентироваться на диаметр трубы. Она должна легко вставляться и фиксироваться.
Результат на фото:
Образец модели
Модель №3
Этот вариант выполненного своими руками трубогиба для профильной трубы ещё проще:
- Лист фанеры прикручивается к стене, не нем изображается нужный изгиб.
- По линии закрепляются при помощи винтов металлические крюки. К каждому крюку нужно приделать пластинки из металла, они будут дополнительно фиксировать сгибаемый материал.
- Нужно предусмотреть упор для конца трубы.
Совет! Если вручную не хватает сил выполнить нужный изгиб, можно использовать лебёдку.
Результат работы:
Трубогиб из фанеры
Применение гидравлики
Для гидравлического устройства потребуются:
- ролики – 2 штуки;
- гидравлический домкрат;
- башмак;
- швеллер;
- стальные пластины.
Домкрат фиксируют на верстаке. Он будет толкать трубу в плотной захватывающие ролики. Если подготовить ролики разного диаметра, можно работать с изделиями любого размера.
Подобное устройство не требует дополнительный затрат, а домкрат есть у каждого автомобилиста
Видео: ручной самодельный трубогиб своими руками для профильной трубы
Для сооружения прибора сгибания труб можно использовать готовые чертежи. Видео «Как сделать своими руками для профильной трубы трубогиб» отразит процедуру изготовления и способ использования полученного инструмента.
Рекомендации профессионалов
- Для сгибания металлопрокат нужно нагреть, особенно с внешней стороны диаметра.
Нагреть трубу можно газовой горелкой
- Чтобы предотвратить деформацию, трубу перед сгибанием нужно заполнить песком.
Песок не позволит трубе переломиться
- Не уверен в результате – не берись. Порой легче купить готовые сгоны и приварить их к трубе, чем правильно придать ей нужную форму.
Делаем выводы
Вполне реально выполнить несложное устройство для сгибания металлопроката своими руками. Если необходимо изготовить сложную по конфигурации металлическую конструкцию, лучше воспользоваться прокатным методом. Для пары-тройки простых изгибов подойдёт приспособление с использованием крюков.
С помощью трубогиба можно получить любую форму
Стоит помнить, что неправильное соотношение усилия и чрезмерная торопливость может привести к непоправимой деформации материала.
Bender Tech — Rogue Fabrication
У нашей команды есть опыт, чтобы предоставить вам правильные матрицы с правильным OD (внешний диаметр) и CLR (радиус центральной линии или «размер изгиба») с вашим трубогибом. Большинство из этих применений — сталь, но некоторые другие. Некоторые материалы более склонны к растрескиванию, например, алюминий. Некоторые материалы, например медь и нержавеющая сталь, более склонны к образованию складок. Хорошо изгибаемые материалы включают Docol R8, 4130 Chromoly, углеродистую сталь и Sandvik 2507 Duplex Stainless.
«Соотношение D» и «Соотношение стенок» штампов:
Есть 2 соотношения, о которых вы должны хотя бы знать, когда дело доходит до штампов, это соотношение D и соотношение стенок (или просто «D и WR»). «D» матрицы — это CLR, деленная на наружный диаметр трубы или трубы, которую она изгибает. Таким образом, матрица 3,5 CLR для трубки диаметром 1 дюйм — это матрица 3,5D. Более низкие значения всегда хуже для качества гибки, при этом 3,0 является обычным нижним порогом для большинства отраслей. WR (или соотношение стенок) основывается только на материале, но не имеет отношения к выбору штампа.Это отношение наружного диаметра материала к толщине стенки. Таким образом, труба с наружным диаметром 1,75 и стенкой 0,120 составляет 1,75 / 0,120 = 14,58. Все, что для WR старше подросткового возраста, попадает в сложную зону для изгиба. Когда у вас отношение D на уровне 3 или ниже и соотношение стенок от среднего до высокого подросткового возраста или выше, вы можете ожидать, что ваша деформация составит 10% или более (это означает, что 2-дюймовая трубка деформируется примерно до 1,80 в середине сгибать). Наша диаграмма производительности, конечно, намного точнее, чем общая теория, изложенная в этом параграфе, поэтому, пожалуйста, полагайтесь на этот ресурс для ваших окончательных критериев выбора кристалла.Вот несколько рекомендаций по выбору кристаллов в зависимости от того, что вы делаете:
4х4 проектов:
(каменные шезлонги, багги, клетки для экзо, клетки кабины, джипы, тойоты и т. Д.): Используйте трубную матрицу с внешним диаметром 1,75 (1 3/4). Вы будете использовать стенку .120, и она будет лучше всего смотреться на матрице 6 дюймов CLR (радиус изгиба), но ее можно сделать на 4,5 CLR с большей деформацией.
Клетки NHRA / SFI:
1,625 (1 5/8) x 0,083 — это трубка, на которой основано большинство спецификаций NHRA, но вам нужно будет получить свой свод правил, чтобы определить все нужные вам размеры.Например, 25.3 SFI также использует 3/4 ″, 1 ″, 1 1/8 ″, 1 1/4 ″ и 1 1/2 ″. Приобретите 6.0 CLR для всех размеров, которые вы покупаете, с наружным диаметром более 1,25, чтобы иметь возможность изгибаться к используемой тонкостенной трубке. Помните, что в своде правил указана минимальная толщина стенки и минимальный диаметр, вы всегда можете увеличивать и увеличивать толщину и пройти проверку, что позволит вам купить меньше штампов для завершения проекта. Справочник NHRA охватывает автомобили за 8,50 секунд (прошедшее время) на дистанции 1/4 мили и медленнее, и это бесплатно из онлайн-NHRA.Более быстрые автомобили покрываются фондом SFI, а спецификации не бесплатны (вы можете приобрести их в SFI).
SCCA / NASA / автокросс / ралли-кросс / Pro Touring / шоссейные клетки:
Технические характеристики
SCCA / NASA сильно различаются в зависимости от гоночного класса и веса автомобиля, из которых наиболее распространены трубки с внешним диаметром 1,625 (1 5/8 ″). Для некоторых автомобилей допускается внешний диаметр 1,5 (1 1/2), а для некоторых требуется наружный диаметр 1,75 (1 3/4). Спецификации доступны на веб-страницах SCCA и NASA бесплатно. Следуйте тем же рекомендациям CLR, что и NHRA / SFI выше.
ОЦЕНКА на бездорожье:
(Ultra4, Trophy Trucks, Baja 500/1000, другие гоночные серии): перейдите на веб-страницу SCORE для получения дополнительной информации. По состоянию на 05.06.17, автомобили с гоночной длиной более 4400 фунтов должны использовать трубы с внешним диаметром 2,00 дюйма и стенкой минимум 0,120 дюймов для основной конструкции каркаса. Мы предлагаем только 2-дюймовые матрицы с радиусом 6 дюймов, которые изгибают стену на 0,120 ″. В 2017 году компания SCORE опубликовала пересмотренный вариант своих правил, требующий, чтобы все сепараторы были «изгибами оправочного типа». Мы полагаем, что это не было хорошо понятно автором при написании.SCORE ежегодно утверждает множество каркасов, которые не изгибаются на оправке, но технически этого требует их документация. Посмотрите в другом месте на этой странице и в нашем магазине, как M600, который мы разрабатываем и продаем, является единственным доступным по цене станком для гибки стержней в мире. Вы должны иметь возможность изготавливать клетку, соответствующую SCORE, без оправки, но теперь это серая область из-за того, что процесс проверки не соответствует их документации.
Sand Cars:
(песчаные рельсы, багги и т. Д.): Как правило, это никак не регулируется.У нас есть калькулятор трубок, который поможет вам сравнить материалы, и помните, что это ваша безопасность на линии. Свет быстр, а легкий и быстрый может быть опасен. Эти проекты варьируются от легких машин с двигателями VW до автомобилей с двигателями LS мощностью 1000+ лошадиных сил. С небольшой стороны, для более легких и медленных проектов может быть достаточно 1,5 x 0,095 (используйте матрицу CLR с внешним диаметром 1,5 x 6). Для более тяжелых и быстрых проектов рекомендуется использовать 1,75 x 0,095 (внешний диаметр 1,75 x 6 CLR). Сэкономьте на более коротких опорных трубках, купив вторую и третью матрицу, уменьшив размер первичной трубки на 1/4 ″ и 1/2 ″.Рекомендуемые матрицы: 1,5 x 6 CLR, 1,25 x 4,5 CLR и 1,0 x 3,5 CLR.
Рядом, SXS, RZR и т. Д .:
Мы рекомендуем использовать тот же диаметр, что и у вас, рядом, чтобы клетка могла использовать все болты на всем, что идет с ней (зеркала, крепления для ремня, огнетушитель, фары и т. Д.). Это 1.75 OD почти для всех бок о бок, за исключением Can-Am Maverick, у которого OD 2.0. Мы рекомендуем матрицу 6.0 CLR для обоих этих материалов. Популярный размер поддержки — 1.25 OD, и мы рекомендуем для этого применения матрицу 4,5 CLR.
Другие автомобили:
Если ваша сборка предназначена для отдыха (не описанная в другом месте в этом разделе), мы рекомендуем внешний диаметр 1,75 для автомобилей весом более 3500 фунтов, 1,625 (1 5/8 ″) для автомобилей весом более 3000-3499 фунтов и трубку с внешним диаметром 1,50 для автомобилей весом менее 3000 фунтов. . Мы не несем ответственности за решения, которые вы принимаете в отношении своей сборки. Это всего лишь руководство, которое поможет вам учиться. Толщина стенок варьируется и обычно бывает в пределах .120 и .095, а иногда и составляет 0,083 (.083).083 — это обычно сплав 4130). Имейте в виду, что клетки и шлемы обычно идут вместе, и вам нужно обратить внимание на то, как далеко вы кладете металл от головы водителя и как вы планируете предотвратить травму головы, если водитель не всегда будет носить шлем. .
JEEP Wrangler (TJ / LJ / JK):
Большинство наших клиентов используют стенку 1.75×120, вы можете выбрать матрицу CLR 4.5 или 6.0. Клетка OEM на TJ / LJ имеет наружный диаметр 2,125 (2 1/8 ″). Jeep использовал этот большой наружный диаметр в попытке компенсировать серьезное отсутствие трубок и триангуляции, присутствующей на стандартной клетке, а также все неподдерживаемые изгибы.Стандартный каркас безопасности совершенно не подходит для многих ситуаций, связанных с опрокидыванием бездорожья, но может быть сильно усилен / реконструирован для обеспечения безопасности, если все сделано правильно.
Поручни:
Труба сортамент 40 диаметром 1 1/4 дюйма является наиболее распространенным материалом из стали, нержавеющей стали или алюминия. Этот удобный размер соответствует строительным нормам в большинстве областей и стоит очень недорого. Вы можете использовать кристалл CLR 4.5 или 6.0. Этот материал имеет наружный диаметр 1,66.
Работа на лодке:
Спортивные лодки имеют вейк-башни, построенные из 1.50 (материал с внешним диаметром 1,90… труба, а не труба) в большинстве случаев. Алюминий — предпочтительный материал. Приобретите пресс-форму CLR размером 1,90 x 6 из нашего ассортимента пресс-форм для труб, а также прижимные ролики или пресс-формы из сверхвысокомолекулярного сверхвысокого молекулярного веса, чтобы вы могли гнуть алюминий. Рыболовные и другие прогулочные катера часто имеют ракетные установки, стойки для удочек, бимини и бикини-топы, Т-образные топы и т.д. не ржавеет. Этот материал — 1.66 OD и лучше всего гнуть на матрице 6.0 CLR. Яхты, катамараны, круизеры с каютами и другие виды топлива, моторные и парусные лодки немного чаще используют нержавеющую сталь по сравнению с алюминием, обычно из сплава 304L (или 316L). При гибке нержавеющей стали выберите большой радиус матрицы (самый большой радиус, который мы продаем для вашего диаметра). Машинное отделение, перила в носовой части и другие перила для обеспечения безопасности и комфорта человека обычно изготавливаются из стеновых труб с внешним диаметром 1,25 и 0,065, которые прекрасно изгибаются на штампе 1,25 OD x 6 CLR. 1 дюйм 0,065 также используется на этих поделках, и он отлично гнется на нашем 1.0 OD x 4,5 CLR матрица. В нашей таблице грузоподъемности (доступной из нашего технического индекса) представлен полный диапазон значений толщины стенок изгиба труб для алюминия и нержавеющей стали.
Лучшие трубогибы (обзор и руководство по покупке) в 2021 году
Трубогибы, которые в основном используются в промышленных условиях, становятся все более распространенными в наборах инструментов для дома. Когда вы думаете о разнообразных сферах применения трубогиба, это имеет смысл. Эти инструменты, также известные как трубогибы, можно использовать для чего угодно, от стандартных сантехнических работ до ремонта холодильника.Они одинаково полезны как в строительстве, так и в механике, особенно благодаря своим уникальным способностям. Трубогибы обеспечивают плавный изгиб любой металлической трубы. Это ограничивает поток жидкости и гарантирует, что труба войдет туда, где вам нужно.
Конечно, не все трубогибы одинаковы. Для обработки стали требуется трубогиб, который намного тяжелее, чем медь. В зависимости от характера выполняемой задачи вам понадобится что-то, что можно будет сгибать под разными углами, и что-то достаточно прочное, чтобы справиться с работой.Чтобы помочь вам найти лучшие трубогибы на рынке, мы составили список лучших вариантов.
Преимущества трубогибов
- Точные результаты гибки. Когда вы изгибаете трубу с помощью трубогиба, вы получаете точные результаты без дефектов как внутри, так и снаружи трубы. Это способствует плавному течению жидкости и снижает вероятность трещин или поломок вдоль линии трубы.
- Долговечный инструмент для длительного использования. В целом трубогибы могут прослужить очень долго.Хотя вы можете не использовать гибочный станок каждый божий день, эти устройства способны выдерживать значительный износ. В результате вы сможете пользоваться трубогибом долгие годы.
- Разнообразные приложения. Везде, где есть металлическая труба, пригодится трубогиб. Вы можете удивиться, узнав, как много в нашей жизни зависит от трубопроводов. От потока воды и отходов до механических применений и движения фреона в вашем холодильнике — нет недостатка в возможности использовать трубогиб.
- Сохраняет структурную целостность трубы. Использование трубогиба предотвращает появление мелких дефектов внутри трубы. Хотя это может показаться маленьким, если вы когда-либо имели дело с забитым коленом трубы, вы знаете, как легко улавливать твердые частицы. Правильный изгиб также предотвратит разрыв трубы во время работы с ней.
- Работает с разными материалами. Если вы выберете высококлассный трубогиб, вы сможете использовать его для труб, сделанных из самых разных металлов, от меди до стали и никеля.Независимо от того, чем покрыта поверхность, вы сможете придать ей форму.
Типы трубогибов
Пресс-гибочные станки
Пожалуй, самый распространенный тип трубогибов на рынке. Под прессом понимается гибочная матрица, которая прикладывает усилие к трубе. Это заставляет трубу изменять форму и форму под действием гибочного штампа. Этот тип гибочного станка эффективен для всех типов металла, и вы можете получить его в различных размерах. Важно убедиться, что гибочный пресс сможет работать под нужными вам углами.
Ротационный волочильный станок
Среди высокопроизводительных трубогибов ротационный гибочный станок крепится к внешней части трубы. Он использует этот зажим для приведения трубы к заданной форме. Этот вращающийся компонент определяет угол изгиба. Как правило, эти инструменты могут работать со всеми видами металлов. Важно убедиться, что внешний диаметр трубы соответствует диаметру самого гибочного станка.
Станок для гибки на оправке
Преобладающий в промышленных условиях станок для гибки на оправке подходит для внутренней части трубы.Он использует этот компонент оправки в сочетании с зажимами на внешней стороне для достижения желаемого изгиба. Хотя эти трубогибы очень эффективны, они чаще всего используются в установках ЧПУ. Без дополнительного оборудования они менее ценны.
Ведущие бренды
IMPERIAL
Известный бренд, принадлежащий Stride Tools, эта компания из Огайо открылась в начале 1900-х годов. Компания специализируется на предоставлении высококачественных инструментов как для профессионального, так и для личного использования, таких как трубогибы, инструменты общего назначения, плоскогубцы и многое другое.
HILMOR
Начав свою деятельность в качестве производителя трубогибов в 1926 году, эта английская компания продолжает оставаться одним из ведущих мировых поставщиков этих инструментов. С тех пор он расширил свой выбор, включив в него все типы оборудования для систем отопления, вентиляции и кондиционирования воздуха, включая вакуумные насосы, детекторы утечек, труборезы и многое другое.
Цены на трубогибы
- Менее 50 долларов: Трубогибы, относящиеся к этому ценовому диапазону, бывают прессового или роторного типа.Большинство из них представляют собой автономный инструмент, который работает с металлами разной твердости.
- От 50 $ и выше: В этом ценовом диапазоне вы можете найти трубогибы всех типов. Обычно в комплекте идет несколько фрез и гибочных головок.
Основные характеристики
Отверстие для труб
Ключевым компонентом любого трубогиба является собственно отверстие. Это часть гибочного станка, к которой вы прикрепляете трубу. Различная по размеру структура проема определяет размер трубы, с которой вы можете работать.Он должен быть сделан из материала более твердого, чем труба, — из чего-то прочного и прочного.
Диапазон гибки
Эта функция определяет угол, который можно достичь с помощью трубогиба. Некоторые изгибы могут достигать полных 180 градусов, в то время как другие могут довести трубу только до умеренных острых углов. Естественно, трубогибы с большим диапазоном изгиба более желательны, поскольку они могут выполнять более универсальные задачи.
Органы управления прессом
Что касается того, как вы, как специалист по обработке инструмента, изгибаете трубу, это необходимая особенность.Подавляющее большинство трубогибов ручные. Он включает в себя две отдельные ручки, которые вы затем перемещаете, чтобы прижать трубу к прессу. Органы управления должны быть хорошо откалиброваны, просты в обращении и должны реагировать на давление.
Измерения
Практически на каждом трубогибе вы найдете серию измерений. Однако некоторые из них обозначены более четко, чем другие. Эта функция сообщает вам, как далеко нужно переместить ручки, чтобы получить желаемый угол. Важно, чтобы измерения легко читались и не изнашивались со временем.
Прочие соображения
- Захват. Если ваш трубогиб имеет все основные функции, вы можете перейти к более конкретным вопросам. Первое, на что нужно обратить внимание, — это захват. Вам будет удобно держать? Имеют ли ручки эргономичный дизайн? Оно противоскользящее? Все эти факторы способствуют удобству использования, поэтому стоит подумать.
- Прочность. Затем вы захотите посмотреть, насколько прочен настоящий гибочный инструмент.Подумайте о материалах, которые использовались при строительстве. Они подвержены износу? Уязвимы к ржавчине и коррозии? Если вы уроните трубогиб, он сломается? Эти аспекты инструмента говорят о том, как долго он прослужит.
- Техническое обслуживание. После того, как вы определили, что инструмент удобен в использовании и надежен, вы захотите оценить, насколько легко его обслуживать. Придется ли его откалибровать? Будет ли его легко чистить и сушить? Хотя уход за большинством трубогибов является довольно простым, полезно знать, что вам нужно, чтобы они прослужили дольше всего.
- Прочность. Особенно, если вы планируете использовать трубогиб для нескольких целей, вам нужно, чтобы пресс и гибочный станок могли гнуть все типы металлов. Твердость труб сильно различается: от меди до цинка и стали. Убедитесь, что пресс может работать с гальванизированной сталью, армированной хромом, чтобы найти как можно более прочный инструмент.
Обзоры и рекомендации лучшего трубогиба 2021
Наконечники
- Дважды отмерьте, один раз согните.Узнать нужный угол легче, чем «разогнуть» трубу.
- Храните трубогиб в прохладном и сухом месте, чтобы снизить риск ржавчины и коррозии из-за влаги.
- Удалите весь мусор, например пыль, или части трубы, которые могли быть поцарапаны.
- Перед началом работы проверьте размеры трубы, считывая внутренний и внешний диаметр.
- Используйте это измерение, чтобы убедиться, что ваш трубогиб настроен правильно.
- Когда вы изгибаете трубу, слегка отклоняйтесь от нужного угла, поскольку трубы естественным образом отжимаются.
- Учитывайте металл, который вы изгибаете, поскольку такие металлы, как сталь и алюминий, уязвимы для обжима. Если это вызывает беспокойство, наполните трубу водой перед сгибанием.
- Полностью высушите трубогиб перед возвратом на хранение, чтобы предотвратить преждевременный износ.
Часто задаваемые вопросы
Q: В чем разница между трубогибом и трубогибом?
Эти два инструмента практически синонимы.Если трубогиб может изменить форму трубы, он сможет гнуть и трубу. Единственная разница заключается в том, как вы измеряете изгибаемую деталь: трубы используют внешний диаметр в качестве стандартной метрики, а трубы используют внутренний диаметр.
В: Как сгибать трубки с помощью ручного гибочного станка?
Измерить трубу и соответствующим образом отрегулировать гибочный станок. Еще раз проверьте необходимый угол. Вставьте трубку в отверстие и убедитесь, что она плотно сидит на месте. Крепко возьмитесь за ручки и потяните их, пока не достигнете желаемого угла, немного перегибая то, что нужно.Дайте трубке немного отскочить и проверьте свою работу.
Q: Какой трубогиб самый лучший?
Лучший трубогиб — это тот, который обеспечивает полный диапазон 180 градусов. Он должен уметь гнуть все типы материалов, и вам будет легко управлять им. Трубогиб Imperial Tool Tube Bender пользуется популярностью благодаря своей прочности и удобству в использовании.
Последние мысли
Теперь, когда вы знаете, что искать в трубогибе, вы можете сделать свой выбор. Это может быть трубогиб Imperial Tool или доступность трубогиба Wostore.Есть вариант для всех и каждого проекта.
чертежей вертикальных трубогибов
CBH
Вертикальный
Трубогиб — (CBHVTB)
Как известно многим читателям, я
уже около 40 лет использую и конструирую трубогибы, и у меня есть
мнения о том, что делает или мешает гибочный станок для выполнения производственных гибочных работ
и я всегда предпочитал использовать ручной гибочный станок «горизонтального» стиля.
Однако, когда я переехал в
новый магазин в Техасе. Я сразу понял, что не могу
место для обычного горизонтального гибочного станка, такого как JD2 model 3 или Pro-Tools
модель 105, которые являются двумя моими любимыми.
В результате этого
ситуация Я начал серьезно смотреть на покупку или строительство небольшого
вертикальный тип гибочного станка, который я мог бы спрятать в углу небольшого магазина
когда он не использовался.
Купил пару планов
и скачал бесплатные планы из сети для нескольких различных вертикальных гибочных станков
а затем я пошел по магазинам и дилерским центрам, чтобы увидеть некоторые из этих машин в
действия и, честно говоря, меня не впечатлило то, что я увидел.Лучший из
я видел самодельные модели, но даже у некоторых из них были ограничения.
Много вертикальных
Бендеры продаются с использованием того, что я бы назвал «фэнтезийной одеждой», где
производитель делает некоторые необоснованные заявления, которые просто не могут быть подтверждены
в реальности. На одной демонстрации продаж я действительно увидел, как рама гибочного станка застегивается
вбок, просто пытаясь согнуть несколько стенок DOM 1,5 x 0,25 и модель, которую они
демонстрировали свою якобы «сверхмощную» модель.Они обвинили
отказ штампа Pro-Tools, который, по их словам, имел плохо отлитое отверстие под шарнирный палец
что даже идиот мог сказать, что это не так. Большинство из нас на этой демонстрации
ясно видела, что несдерживаемый вал гидроцилиндра движется к одной стороне
приводные звенья, вызывающие скручивание и заедание, что оператор должен
позаботились о. Этот опыт сразу же меня огорчил, потому что я много смотрел
далее на серийно выпускаемых вертикальных гибочных станках, так как агрегат, который я смотрел, должен был
быть «непревзойденным» пьяницей.По иронии судьбы производитель выпустил
«улучшенная» модель несколько недель спустя, у которой были гораздо более толстые руки.
Я был очень
разочарован, узнав, что почти все вертикальные трубогибы, которые я видел
продемонстрировал необходимость сброса приводных звеньев только для выполнения простого 100-градусного
изгиб, который о том, что вам нужно сделать, чтобы получить хорошие «90» после
«пружинение» принимается во внимание. Я не мог поверить, что эти
различные производители и дизайнеры трубогибов не имели ни малейшего представления о самом
основные принципы создания хороших изгибов труб.
Было совершенно очевидно, что продавать консервированный продукт — гораздо важнее.
важно, чтобы продавать что-то полезное и действительно работающее в
среды небольшого производственного цеха.
Мне выпил, что
требует сброса приводных звеньев после поворота изгиба от 60 до 70 градусов.
не стартер по отношению к серьезным заводским работам. Даже парни только начинающие
выпивая изгиб, поймите, что самая большая причина «изгиба»,
сморщивание и деформация из-за пружинения, и каждый раз, когда у вас
чтобы сбросить приводные звенья, вы позволяете трубке «расслабиться» или
«пружина назад», и при повторном включении приводных звеньев будет небольшой
вдавливание в трубке после повторного приложения давления.
Ни один из вертикальных
гибы, которые я смотрел, имели возможность добавить один из различных антипружинных
задние устройства, которые мы обычно используем на горизонтальных гибочных станках.
Этот простой недостаток дизайна
с гибочными станками вертикального типа — одна из причин того, что они не захватили долю рынка
над старыми традиционными горизонтальными гибочными станками в промышленном производстве
промышленность.
Как я упоминал ранее, некоторые
из лучших вертикальных гибочных станков, которые я видел, были изготовлены на заказ в небольших магазинах, и большинство
в них были включены обходные пути решения проблемы угла изгиба.
Для меня это было довольно очевидно
что некоторые производители гибочных станков неплохо справляются с обработкой деталей водой
но не очень хорошо сгибает трубы, поэтому я вернулся к планам, которые
Я изначально скачал, так как большинство из них были нарисованы парнями, которые на самом деле
пришлось согнуть несколько трубок в реальных условиях.
Мой
лучший выбор домашних бендеров на основе рекомендаций десятков
производителя была небольшая модель Pro-Tools HMP-200, но после того, как я рассмотрел
детально планировал и построил макет, сразу было видно, что этот бендер
имел некоторые довольно существенные ограничения, поэтому я положил его на полку.
Это хороший недорогой трубогиб, но я
не думаю, что это работает очень хорошо в производственной среде изготовления
и строить это относительно дорого.
следующий запой, на который я посмотрел, был еще один, рекомендованный множеством людей и
это был AH-Bender, разработанный Фрэнком Такачем, известным большинству из нас как
EuroFrank за досками. Планы по поводу этого бендера были около долгого времени.
времени и прошли несколько этапов доработки и усовершенствования.
я
еще не поговорить с кем-либо, кто использует тот, у которого нет ничего, кроме хорошего
что о них сказать.
С
у этого бендера была такая хорошая репутация, что я даже не стал смотреть на
детально планировал в отношении операционных вопросов и пошел вперед и построил один.
Это отличный запой, но он не стал одним из моих основных
требований, и это было сделано для изгиба на 110 градусов за один чистый проход без
необходимо изменить положение приводных звеньев.Другая моя проблема заключалась в том, что блок был
просто опускаться на землю, чтобы мне всегда приходилось нагибаться, чтобы загрузить трубы,
установите матрицу и толкатель и установите цифровой транспортир. В итоге я использовал
загиб, сидя на двух пластиковых ящиках для молока, а затем
«чувствовал себя» здорово.
Другим недостатком было то, что этот гибочный станок предназначен для использования Pro-Tools Model 105.
наборы штампов, и я предпочитаю штампы JD2, особенно для гибки тонкостенных
материалы и жесткий материал, такой как хромомолибден.
Пока
исследуя вертикальные гибочные станки, мне довелось использовать станок, основанный на одном из
Franks очень ранние модели (HD-Bender), и, честно говоря, я предпочел их
его последняя версия. Я думаю, что планы на его оригинальные гибочные машины все еще
доступны, и если вы серьезно относитесь к созданию гибочной машины, я бы посоветовал вам
если возможно, купите оба набора планов. Сайт франков: http://www.gottrikes.com
Геометрия вертикального гибочного станка
Дом
Вертикальный гибочный станок с гидроцилиндром сильно отличается от
строительство некоторых других гибочных станков, планы изготовления которых мы опубликовали.Самая большая проблема и существенное ограничение — это сам гидроцилиндр.
Почти
все вертикальные гибочные станки, включая некоторые из тех моделей высокого класса, которые вы видите в рекламе
в Сети используют дешевые импортные «воздушные над гидравлическими» длинноходовые 8-тонные гидроцилиндры.
Фактически, физические размеры и характеристики этих гидроцилиндров
большинство конструктивных параметров, которые может придумать человек, пытаясь построить
бендер.
Другой
Проблема с «дешевыми» гидравлическими и воздушными гидроцилиндрами заключается в том, что большинство из них
не работают, если они не установлены таким образом, чтобы иметь наклон вверх
к цилиндру.
«Оллтрейд»
в Южной Калифорнии распространяет таран, который я использовал для своего конкретного проекта
под торговой маркой «Powerbuilt». Этот баран продается в десятках магазинов.
торговые точки под другими торговыми марками, но почти во всех случаях это всего лишь один
дюжины китайских клонов, попавших в Америку. Некоторые из этих брендов
клоны граничат с чистым мусором, а другие на самом деле сделаны довольно хорошо.
Приобретайте запчасти «лично», чтобы вы могли
«посмотреть», что вы получаете.
В
вообще почти все эти дешевые поршни имеют 8-тонную емкость с воздушным
подача 110-120 фунтов на квадратный дюйм. Минимальная высота седла составляет 24,5 дюйма, а максимальная.
высота седла составляет около 43,5 дюймов, что соответствует длине хода
19 дюймов. Нет ничего плохого в вместимости этих баранов по уважению
к силе, приложенной к приводным звеньям. На самом деле 8-тонный поршень (16000 фунтов на квадратный дюйм) — это
огромный перебор, так как для изгиба диаметром 2 дюйма требуется всего около 5000 фунтов на квадратный дюйм
толстостенные трубы в типичном трубогибе.
Остерегайтесь
что длина хода обычно меньше, чем опубликовано. Мой особенный баран
имел полезную длину хода всего 18 дюймов, и я думаю, что это довольно типично
за лот. У большинства этих баранов есть то, что я называю «мертвой зоной» на
начало хода, что сокращает эффективную длину хода на столько же
как дюйм. Есть соответствующая «мертвая зона» ближе к концу
ход при полном выдвижении.
Я
Также видно, что минимальная высота седла для этих цилиндров колеблется от 23.5 к
25,5 дюймов в зависимости от марки. По этой причине я сильно
предложите вам купить и измерить барана, прежде чем делать что-либо еще, если вы
планирует построить один из этих гибочных станков.
Рисунок 1
Рисунок
1 показаны основные размеры, используемые для описания характеристик
типичный длинноходный пневмогидравлический цилиндр. Как видите, минимальное седло
высота ‘- это расстояние между осевой линией отверстия под болт крепления основания
и центр отверстия под шарнир в валу гидроцилиндра.Когда таран полностью
сжатый. «Максимальная высота седла» — это расстояние между монтажными
центр болта и ось шарнира в валу, когда он полностью выдвинут. В
«длина хода» определяется вычитанием одного числа из другого.
Когда
вы настраиваете контрольные точки для вертикального изгиба, вы в основном
заинтересован в работе с тремя измерениями, которые определяют точки на радиусе
подвижные части сборки.
Первый радиус управления — это радиус, установленный минимальной высотой седла ползуна.
который вы используете, как показано слева на рисунке 2.В этом случае мы говорим
что это 25 дюймов.
Рисунок 2
Следующая контрольная точка — та, которая
лежит на радиусе полностью выдвинутого вала гидроцилиндра, как показано справа на
Рис. 2. В данном случае мы говорим, что это 42 дюйма от центра
болт крепления основания гидроцилиндра. Имейте в виду, что ползун поворачивается при движении
его диапазон расширения.Многие новички забывают это учитывать.
В этом конкретном примере
наша длина хода составляет 17 дюймов.
Два основных радиуса
никогда не изменится, что бы вы ни делали с бараном, который вы покупаете. Ты можешь двигаться
точка крепления гидроцилиндра вверх, вниз или слева направо, но радиус указывает
всегда будет оставаться постоянным относительно основания плунжера, если вы не измените на
ползун, имеющий разные характеристики хода.
Следующая точка радиуса мы
Следует учитывать, что это определяется длиной приводных звеньев. Это
довольно просто рассчитать, так как мы знаем, что шарнирный палец или штифты приводного звена
должны совпадать с дугами, образованными движением вала гидроцилиндра.
Вам не нужна долгая поездка
звеньев, чтобы создать изгибающий момент с помощью гидравлического блока, как вы это делаете, когда
строительство гибочного станка с ручным управлением. На моем маленьком прототипе приводные ссылки
всего 10 дюймов в длину, и я прогибаюсь на 2 дюйма.188 стеновых труб в течение всего дня с этим
конфигурация.
На рисунке 3 показан
взаимосвязь радиусов приводного звена с радиусами вала гидроцилиндра для двух различных
конфигурации. Дизайн слева на иллюстрации имеет приводные ссылки, которые
имеют длину 10 дюймов, а рисунок справа имеет набор приводных звеньев, которые
16 дюймов в длину.
Рисунок 3
Обратите внимание, что радиус ползуна вала
точка поворота в полностью сжатом режиме совпадает с точкой поворота
шарнирный штифт приводного звена, когда гибочный станок находится в положении «начало изгиба».Это довольно элементарная вещь, но я не думаю, что кто-нибудь когда-либо писал
эти основы раньше, поэтому я просто хочу убедиться, что все полностью осведомлены о
основные рабочие характеристики типичного вертикального гибочного станка до
идти дальше.
А теперь самое интересное, потому что нам нужно
придумать дизайн гибочного станка, который может сгибать трубы определенного размера в соответствии с конкретным
угол под определенным радиусом центральной линии с наименьшими проблемами
и это предполагает некоторые компромиссы.
Многие люди выходят и строят свои
гибочные машины, основанные на ложном предположении, что как только у них будет подъемник и приводное звено
точки поворота рук совпадают, тогда все остальное хорошо, но это
просто не так.
Вал гидроцилиндра — это физический объект и
вы должны принимать во внимание расположение этого вала при движении ползуна
через полный диапазон движений. Расчетная длина приводных звеньев и
Расположение поворотных отверстий для вала гидроцилиндра в приводных звеньях определяется как
в огромной степени по размеру материалов, которые вы планируете гнуть.
На рисунке 4 показан типичный
Показан вертикальный гибочный станок с приводными звеньями, повернутыми на полные 110 градусов. В этом
на конкретном изображении гибочный станок настроен на изгиб трубы диаметром 1 дюйм
по радиусу 3,5 дюйма. Длина приводного звена в этом
конкретный пример.
Рисунок 4
Эта конфигурация 10-дюймовых звеньев
использование обычного плунжера отлично подойдет для трубок до 1.25 дюймов в диаметре
изогнутый по средней линии с радиусом 4,5 дюйма. Вы можете сделать хороший изгиб на 110 градусов за один
чистая развертка без сброса приводных звеньев.
Итак, вам не нужно начинать с
царапины, я могу сказать вам, что на основе фактического полевого опыта и математических
расчеты гидравлического гибочного станка с использованием 8-тонного гидроцилиндра с комплектом 10-дюймового привода
звенья могут легко сгибать трубы с толстыми стенками диаметром 2 дюйма. Итак, более длинный набор
приводные звенья не нужны для создания дополнительного изгибающего момента.
Однако действительно необходимы более длинные ссылки
чтобы освободить место для вала гидроцилиндра, чтобы « очистить » НКТ в матрице по мере изгиба
изготавливаются из труб большего диаметра или изогнуты по большему радиусу. Вал ползуна
в какой-то момент во время вращения штампа фактически натолкнется на трубку, что
заклинило всю машину. Это самая большая проблема, с которой сталкивается
конструкторы вертикальных гибочных машин. Мы можем винить во всем относительно короткий
18-дюймовый ход самых дешевых длинноходных гидроцилиндров.Если бы мы могли получить несколько
больше дюймов длины хода, чем конструкция гибочного станка была бы намного проще.
К сожалению, увеличение размера цилиндра для увеличения длины хода требует затрат.
большие деньги и для большинства маленьких фабрик это решающий момент.
На Рисунке 5 показана типичная установка гибочного станка.
с набором штампов для 2-дюймовой трубки, изогнутой по радиусу 6 дюймов, но с использованием
короткие 10-дюймовые приводные звенья.
Рисунок 5
Как ты можешь
видите, что штанга плунжера на самом деле столкнется с трубкой, если вы попытаетесь сделать
полный изгиб за один проход.Для использования коротких звеньев с большим диаметром умирает его
становится необходимым для сброса приводных ссылок, чтобы вы в конечном итоге сделали серию
короткие изгибы, чтобы сделать окончательный более длинный изгиб. Это будет работать, но это действительно
неудобно. К сожалению, именно эта ситуация возникает, когда
покупка некоторых из имеющихся сегодня на рынке вертикальных гибочных станков серийного производства.
Лучший способ
чтобы справиться с этой ситуацией, нужно просто использовать для начала более длинные ссылки на привод, но
тогда возникает другая проблема.
В качестве привода
ссылки становятся длиннее, в результате уменьшается возможное вращение
до того, как плунжер достигнет максимальной точки выдвижения.
Рисунок 6
иллюстрирует эту ситуацию с использованием гибочного станка с набором 18-дюймовых звеньев,
которые довольно типичны для многих вертикальных гибочных станков. Используя этот тип
расположение: вы можете сгибать трубки диаметром до 3 дюймов на матрице с радиусом 8 дюймов
без особых проблем.
Однако обратите внимание
что вы можете сделать только где-то между 70 и 80 градусами изгиб с помощью этих длинных
ссылки, прежде чем вам нужно будет сбросить ссылки на кристалле.
Действует
таран просто не может простираться достаточно далеко, чтобы продолжать изгиб намного дальше
точка 80 градусов на большинстве изгибов. На самом деле многие из коммерческих моделей
а самодельные модели не могут изгибаться более чем на 70 градусов без
перестановка звеньев на матрице.
Рисунок 6
As I
упоминалось ранее, с моей точки зрения, самая важная конструкция гибочного станка
Элементом была способность изгиба трубы не менее 105 градусов без
необходимо сбросить ссылки диска.Если
вы выполняете любую работу с рулем или выхлопным коллектором, причина для этого должна быть в порядке
понял.
Чтобы встретить это
необходимо будет использовать ссылки, которые находятся где-то между 10
и 16 дюймов в длину, и также необходимо будет « компенсировать » плунжер
расположение болта вала относительно осевой линии самих звеньев. если ты
поискав в сети, вы увидите, что это то, что делают почти все производители для создания
гибочный станок, который работает с широким диапазоном размеров труб и диаметров штампов.
Причина
для этого долгого обсуждения базовой геометрии я знаю, что почти
каждый, кто построит трубогиб по нашим планам, скорее всего, изменит его
насколько это возможно, чтобы удовлетворить их конкретные требования. Вооруженный этим
информацию, которую они могут принимать более обоснованные решения, не прибегая к
много экспериментов методом проб и ошибок.
Гидравлический цилиндр, который я использовал
для этого проекта имелось отверстие под болт диаметром 5/8 дюйма, просверленное в 1.Вал 5 дюймов.
— довольно типичная компоновка, но я встречал подобные поршни с 1,25-дюймовым
вал диаметром, просверленный для штифта 3/4 дюйма, а также для дешевых цилиндров с использованием вала 1 дюйм
просверлен для булавки 1/2 дюйма. Прежде чем сверлить что-либо, дважды проверьте фактическое
размеры конкретного плунжера, который вы в конечном итоге будете использовать.
Это на самом деле хорошая вещь, чтобы скучать
отверстие ведущего звена для пальца гидроцилиндра немного увеличено, так как это позволит вам
для посадки толкателя матрицы вручную без необходимости задействовать толкатель.Для
Например, если у вас есть плунжер с штифтом 5/8 дюйма, просверлите плунжер ведущего звена
поворотное отверстие на 3/4 дюйма. Этот наконечник не показан на планах.
Очень важно прикрепить плунжер
вал к приводным звеньям так, чтобы вал всегда был точно отцентрован между
пластины приводных звеньев. В
лучший и, возможно, самый простой способ сделать это — отрезать и закрепить прокладки для трубок, чтобы
вставляются внутрь приводных звеньев вместо использования шайб или свободно плавающих проставок.Я все еще использую шайбы в качестве регулировочных шайб на моем гибочном станке, и это работает, но это действительно
плохой способ делать что-то.
Суммирование
Не успел закончить
фактические этапы строительства этого нового трубогиба, но у меня было так много вопросов по
установив старую модель вертикально, я подумал, что выложу это сейчас и закончу
это позже.
Я построил оригинальный прототип для
этот гибочный станок из подручных материалов, и он работал так хорошо, что я не стал беспокоиться
для сборки или фото-документирования финальной версии пока нет, но вот фото рабочего
макет.
Здесь вы видите, что трубогиб может
легко растягиваться, чтобы сделать полный изгиб на 110 градусов за один ход без необходимости
сбросить ссылки привода, и даже если на этой картинке не установлен кристалл
имеется большой зазор для 2-дюймовой матрицы с 6-дюймовой центральной линией
радиус. Я почти уверен, что эта версия вертикального гибочного станка CBH — единственная
вертикаль на рынке с этой возможностью.
На этом фото вы можете получить
лучшее представление об общем размере устройства.Я не стал надевать ролики
прототип, но его по-прежнему легко таскать по магазину. О единственном изменении
Хочу сделать на финальной версии это добавить клапан дистанционного сброса давления.
и «возвратная» пружина для приводных звеньев.
Я делал
много рулей в последнее время, и я обнаружил, что могу установить 2 однодюймовые плашки
бок о бок и получайте одинаковые изгибы на двух разных стержнях всего за один
pass, который довольно удобен.
Думаю сделать
звенья и рама для этого гибочного станка из 5/8 «пластины, чтобы его можно было установить
вертикально или горизонтально и управляется вручную или с помощью пневмо / гидравлики.
В планах, как и у большинства
из наших материалов широкоформатные распечатки, поэтому вам нужно будет отнести их в Kinko’s, чтобы
получить их в заговоре. Хотя планы были составлены в первую очередь для моего собственного использования в
создание прототипа я думаю, что большинство людей смогут понять
вещи, которые я мог бы оставить на рисунках.
Я буду продолжать обновлять это
материала и пересматривайте планы, поскольку мы начинаем строить некоторые финальные единицы для некоторых
местные магазины.
Ссылки для скачивания планов:
https: // chopperbuildershandbook.com / VTB1-1.pdf
https://chopperbuildershandbook.com/VTB1-2.pdf
https://chopperbuildershandbook.com/VTB1-3.pdf
https://chopperbuildershandbook.com/VTB1-4.pdf
https://chopperbuildershandbook.com/VTB1-5.pdf
https://chopperbuildershandbook.com/VTB1-6.pdf
Следующие ссылки могут быть
представляет интерес для людей, строящих новый бендер.
http://www.blindchickenracing.com/tools/tube%20bender/tubingbender.htm
http://www.mechwerks.com/Mechwerks_plans_drawings.htm
http://www.gottrikes.com/Tube_Bender.htm
http://www.probender.com/
http://www.jd2.com/c-12-benders.aspx
http: // www.jmrmfg.com/tag/tube-bender/
http://www.probender.com
После того, как вы загрузите планы, мы будем благодарны за пожертвование, каким бы маленьким оно ни было, чтобы помочь
сохранить сайт и планы в свободном доступе.
Как сгибать кабелепровод и трубу с помощью гибочного станка
Изгиб трубопровода может вызвать затруднения без использования подходящих материалов. Но с помощью трубогиба и трубогиба можно упростить даже самые проблемные углы; Кроме того, вы избавляетесь от необходимости использовать дорогостоящие колена для кабелепровода при выполнении собственных изгибов.
Необходимые инструменты и материалы
При формировании кабелепровода необходимо:
Когда вы используете гибочный станок с индикаторами и маркерами степени — например, от Klein Tools или Rack-a-Tiers — изгиб на 30, 60 или 90 градусов очень просто. При выполнении смещенных, встык, загибов или седловидных изгибов использование гибочного станка с градусной шкалой и множительной шкалой помогает сэкономить время и энергию.
Изготовление загибов под углом 90 градусов («L»)
Определите желаемую общую высоту свободного конца после изгиба.
Рассчитайте высоту заглушки, используя высоту свободного конца, и вычтите регулировку заглушки (из приведенной ниже Таблицы приемки гибочного устройства)
90 ГРАДУСОВ СТЕРЖЕНЬ ВВЕРХ — ТАБЛИЦА ПРИЕМНИКА
РАЗМЕР КАБЕЛЯ РЕГУЛИРОВКА ПЕРВОГО ПЕРВАЯ 1/2 «EMT 5 « 3/4 «EMT 6 « 1 «EMT 8 « 1-1 / 4 «EMT 11 « 1/2 «ЖЕСТКИЙ 6 « 3/4 «ЖЕСТКИЙ 8 « 1 «ЖЕСТКИЙ 11 « Отметьте высоту отрезка, рассчитанную на шаге 2, от «верхнего» свободного конца кабелепровода.
Пример: кабелепровод ½ дюйма для ЕМТ с высотой свободного конца 10 дюймов
10 (высота свободного конца) — 5 (регулировка по таблице) = 5 дюймов (высота заглушки)
Поместите кабелепровод на землю, затем прикрепите трубогиб так, чтобы крючок был направлен к свободному концу «вверх». Совместите символ начальной точки на изгибе (часто стрелку) с линией, проведенной на шаге 3.
Надавите ногой на пятку сгибателя, используя ручку в качестве рычага, пока не достигнете положения 90 градусов.
Снимите кабелепровод с гибочного станка и проверьте угол. Чрезмерный изгиб может потребоваться, если вы получаете легкую отдачу, когда снимаете ногу с изгиба.
Выполнение прогибов назад к спине
Измерьте расстояние между объектами (часто стенами или балками), на котором должен проходить изгиб спина к спине.
Для первого изгиба следуйте направлению изгиба под углом 90 градусов вверх.
Измерьте расстояние, рассчитанное на шаге 1, начиная с ЗАДНЕЙ части изгиба, и отметьте кабелепровод.
Поместите гибочный станок на кабелепровод лицом к свободному концу, противоположному исходному изгибу, выполненному на шаге 2.Совместите отметку из шага 3 с символом начальной точки на гибочном станке.
Надавите ногой на пятку сгибателя, используя ручку в качестве рычага, пока не достигнете положения 90 градусов. Убедитесь, что новый изгиб находится на той же плоскости, что и исходный изгиб, чтобы обе ножки имели желаемую форму. Чтобы ноги вернулись в одну плоскость, можно внести лишь минимальные изменения.
Снимите кабелепровод с гибочного станка и проверьте углы.Чрезмерный изгиб может потребоваться, если вы получаете легкую отдачу, когда снимаете ногу с изгиба.
Измерьте высоту, необходимую для преодоления препятствия, и расстояние, необходимое для преодоления препятствия.
Определите угол, который потребуется для вашей установки, затем используйте Таблицу формул смещения (ниже), чтобы рассчитать место для разметки кабелепровода.
СМЕЩЕННАЯ ТАБЛИЦА ФОРМУЛЫ УГОЛ ИЗГИБА ПОСТОЯННЫЙ МНОЖИТЕЛЬ УДАР НА ДЮЙМ СМЕЩЕНИЯ 10º x 10º 6 1/16 = 0,063 22-1 / 2º x 22-1 / 2º 2,6 3/16 = 0,188 30º x 30º 2,0 1/4 =.250 45º x 15º 1,4 3/8 = 0,375 60º x 60º 1,2 1/2 = 0,500 Рассчитайте, где разместить первую отметку на кабелепроводе, используя следующие формулы:
(расстояние смещения) X (усадка / дюйм) = общая усадка
(Общая усадка) + (Расстояние до препятствия) = Измерение первой отметкиПример: поворот 45, расстояние смещения препятствия 5 дюймов, расстояние до препятствия 16 дюймов,
5 (Расстояние смещения) X.375 (усадка / дюйм) = 1,875
1,875 (общая усадка) + 16 (расстояние до препятствия) = 17,875 (первая отметка)Вычислите, как далеко нужно поставить вторую отметку от первой, используя следующую формулу:
(Расстояние смещения) X (Множитель постоянства) = Измерение второй метки
Пример: изгиб 45 градусов, расстояние смещения препятствия составляет 5 дюймов, расстояние до препятствия составляет 16 дюймов.
5 (расстояние смещения) X 1,4 (множитель постоянства) = 7 (вторая отметка)
Поместите трубогиб на кабелепровод и совместите символ начальной точки с первой отметкой на кабелепроводе.
Удерживайте кабелепровод ровно, надавливая на него ногой, чтобы свернуть кабелепровод до отметки под углом 45 градусов на гибочном устройстве.
Переверните гибочный станок и трубопровод (удерживайте их вместе), пока ручка гибочного станка не окажется на полу, а канал не будет сбалансирован в воздухе.
Поверните кабелепровод на 180 градусов в опоре гибочного станка и сдвиньте кабелепровод, чтобы совместить символ начальной точки гибочного станка со второй отметкой.
Прикрепите ручку к земле, чтобы она не соскользнула, а затем приложите усилие к каналу для изгиба воздуха. Следите за тем, чтобы второй изгиб находился в той же плоскости, что и первый изгиб, чтобы кабелепровод при установке мог лежать ровно.
- Вы можете либо рассчитать разметку с помощью рулетки, либо проложить кабелепровод непосредственно в отведенном месте и отметить размеры на основе самой физической структуры.
- Выполните измерения, используя обратную сторону изгиба в качестве отправной точки, и выполните вторичные измерения с этой точки.
- Следите за тем, чтобы ваша труба не скатывалась или не соскальзывала в трубогибе.
- Символы на гибочном станке используются для обозначения начала и конца гибки. В зависимости от типа изгиба, который вы выполняете, вам необходимо выровнять кривую по правильному символу и совместить верх трубы с маркером правильного градуса.
- Сгибатель сгибается под давлением вашей стопы.Во время сгибания прилагайте устойчивое и сильное давление к опоре для стопы, чтобы гарантировать, что сгиб остается правильным.
- Если изгиб вашей трубы не под правильным углом, просто поместите ее обратно в трубогиб и отрегулируйте изгиб. Когда все ваши измерения будут правильными, кабелепровод надежно войдет в пространство, в котором он будет установлен.
- Как всегда, во избежание травм надевайте защитное снаряжение.
Изготовление гибов со смещением
Наконечники для гибки
Практика ведет к совершенству
Может потребоваться некоторая практика, прежде чем вы сможете изгибать кабелепровод без необходимости фиксировать градус.Убедитесь, что ваши первоначальные измерения верны. Если нужно, измерьте дважды; так у вас не останется слишком много лома из-за неправильных расчетов. Когда вы впервые учитесь гнуть кабелепровод, это медленный и устойчивый процесс. Так что не торопитесь, это не работа в спешке.
Свяжитесь с нами для получения дополнительной информации о ручных гибочных инструментах от Klein и Rack-A-Tiers.
Другие статьи, которые могут вам понравиться:
Как рассчитать изгиб
Выбор подходящей трубы для подземных коммуникаций
(EMT Bender) Инструкции по изгибу кабелепровода — ссылки на электрические компоненты
Точные заглушки
Как сделать изгиб на 90 ° с помощью EMT,
также называется заглушкой или точной заглушкой.
Слова, которые необходимо знать:
Взять : количество трубопровода, которое нужно согнуть.
Высота патрубка вверх : расстояние от конца трубы до низа изгиба 90 °.
1. Определите высоту смещения / выступа вверх, для этого примера это 11 дюймов (Рисунок 1).
2. В этом примере будет использоваться труба 1/2 дюйма, поэтому вычтите 5 дюймов из высоты смещения. .
3. Отметьте кабелепровод на высоте 5 дюймов (сделайте отметку по всему периметру кабелепровода, чтобы его можно было видеть, когда он находится в трубогибе).
4. Поставьте трубогиб на землю рукоятью вверх.
5. Вставьте трубу в трубогиб, совместив метку с точкой B на трубогибе. На загибе может быть стрелка или звезда, указывающие, что отметка, которая должна совпадать с точкой B на заглушке, должна находиться справа от точки B (Рисунок 2).
6. Поставьте опору на задний конец трубы.
7. Поставьте другую ногу на заднюю часть гибочного станка.
8.Оттяните ручку назад, пока заглушка не изогнется на 90 °. Рукоятка должна находиться под углом примерно 30 ° от пола. Возможно, вам придется использовать тяжелые ступни. (Рисунок 3)
С трубкой 3/4 «, допускает приемку 6»
С трубкой 1 дюйм допускает приемку 8 дюймов
Офсетные коробки
1. Сначала отметьте 2 1/2 дюйма от конца трубы.
2. Вторая отметка 2 «от первой отметки.
3.Поставьте трубогиб на ручку вверх дном, проденьте трубу через трубогиб и совместите первую отметку со стрелкой на трубогибе.
4. Поставьте ногу на пол, удерживая конец сгибателя пальцами ног.
5. Закрепите трубу под плечом, затем согните трубу на 10 ° вниз.
6. Сдвиньте трубу вниз до второй отметки стрелки и поверните трубу на 180 ° вверх дном, согните трубу обратно на угол 10 °.
Истинное смещение
Совместите стрелку с обеих сторон крючка с направляющей и изогните трубку на 45 °.
Переверните трубу в гибочном устройстве и отрегулируйте так, чтобы X совпали с дюймовой меткой на гибочном устройстве, соответствующей желаемой глубине смещения.
Совместите направляющую с противоположной стрелкой и сделайте второй изгиб на 45 °. Истинное смещение в той же плоскости будет между X и Y .
Изгибы спина к спине
Сделайте загиб X с направляющей линией по центру любой стрелки, расположенной сбоку от крючка. Измерьте расстояния от X до Y на трубе.
Обратный гибочный станок и установите A на трубогиб на Y . Совместите направляющую линию со стрелкой, противоположной той, которая использовалась при изготовлении первой заглушки, и сделайте второй изгиб.
Седло-изгибы
M — Средняя точка или центр готового седельного изгиба
X — Двойной диаметр круглого предмета из C
Y — Двойной диаметр круглого предмета из C
Седельный отвод, шаг 1
Поместите трубку в гибочный станок так, чтобы «M» на трубке находился на выемке на гибке, и изогните на 45 °.(Изгиб 45 ° достигается, когда ручка гибочного станка расположена под прямым углом к трубе.)
Седло-изгиб, шаг 2
Переверните трубку в трубогиб и поместите B на трубогиб с шагом X на трубке. Сделайте возвратный изгиб 22 1/2 °. Повторите процедуру, поместив B на трубогиб на Y на трубу и завершив седло, сделав еще один изгиб на 22 1/2 °.
Законченные аккуратно согните седла вокруг объекта
Правильное совмещение направляющей линии со стрелками на крюке гибочного станка приведет к тому, что седло окажется на прямой линии.
Выпрямить
Поместите ручку трубогиба на заглушку или кусок трубы, который может поместиться внутрь, и прижмите ее к полу одним полным движением.
Руководство по проектированию гибки труб | Listertube Tube Engineering Services
Типы гибки труб
Чтобы понять оптимальные конструктивные характеристики для гибки труб и манипуляционного производства, важно понимать различные методы гибки труб. Существует три основных подхода, известных соответственно как гибка под давлением, гибка под вытяжкой и гибка валком.
Гибка компрессионных труб
Сгибание компрессионной трубки похоже на сгибание медной трубки вокруг колена; вы удерживаете один конец трубки неподвижно и придаете ей форму вокруг первого (в данном случае колена). Следующим шагом будет простой ручной инструмент для гибки труб, который водопроводчики часто используют для изготовления медных труб. Для изготовления более сложных деталей с несколькими гибками, для труб малого диаметра, где их можно сгибать вручную, приспособления для ручной гибки используют гибку сжатием.Могут быть изготовлены довольно сложные формы.
Как только мы перейдем к материалам большего диаметра и более жестким материалам, таким как сталь, тогда мощность станка станет существенной, и гибка с вытяжкой станет обычным методом формования. Ключевое отличие состоит в том, что инструмент тянет или протягивает трубу вокруг предыдущего инструмента. Фактически, вместо того, чтобы зажимать трубу позади каркаса, она прижимается к каркасу, а зажим и каркас вращаются вместе с трубкой, протянутой вокруг каркаса по дуге позади него, просто прижимаясь к каркасу прессом.
Как следует из названия, пресс-форма не зажимает трубку, а просто прижимает ее к штампу, но трубку можно протянуть мимо нее. Изгиб при вытяжке решает некоторые проблемы сжатия, которые могут возникнуть при изгибе сжатием.
Рисование гибки
Тягово-гибочные станки
могут быть простыми с ЧПУ (с числовым управлением) или полностью с ЧПУ (с числовым управлением от компьютера). Важнейшие соображения для нашей цели заключаются в том, что инструмент для гибки должен точно захватывать трубу, чтобы протягивать ее вокруг изгиба; это означает, что инструмент должен соответствовать внешнему диаметру трубы; и центральный каркас, вокруг которого протягивается труба, должен соответствовать требуемому изгибу; это означает, что инструмент должен соответствовать радиусу изгиба готовой трубы.
Некоторые тонкостенные (в зависимости от диаметра или спецификации материала) трубки могут разрушиться при изгибе, и в процессе гибки с вытяжкой (в отличие от изгиба сжатием) можно поддерживать трубку в точке, где происходит изгиб, вставляя оправку по центру трубы. По этой причине изгиб под вытяжкой иногда называют изгибом на оправке.
Валковая гибка
Если вам нужен очень пологий изгиб, т. Е. Большой радиус кривизны, то вытяжное изгибание становится невозможным, поскольку размер инструмента (и станка, на котором он устанавливается) становится недопустимым.Именно здесь вступает в игру валковая гибка, иногда называемая толкающей гибкой.
Он работает, проталкивая трубку, как правило, через три ролика — два с одной стороны трубки и один между ними с другой. Если ролики слегка опираются на трубку, то она явно будет проходить через них без изгиба, но по мере увеличения давления роликов трубка начнет деформироваться, становясь вогнутой на стороне одного ролика, поскольку два внешних ролика пытаются протолкните его вокруг внутреннего ролика.Чем больше давление, тем жестче изгиб.
Отгрузка лишена мистификации: как отправлять произведения искусства для отправки — Галерея Агора
Поскольку мир искусства с каждым днем становится все более и более глобализированным, художникам все чаще приходится перевозить свои работы за границу. Независимо от того, выставляетесь ли вы в зарубежных галереях, участвуете в международных конкурсах или продаете работы клиентам, вы должны иметь желание и возможность отправлять свои работы в любую точку мира с относительной легкостью.
Но произведения искусства могут быть тяжелыми и громоздкими. Его хрупкая природа затрудняет транспортировку и затрудняет транспортировку. Поиск коробки, которая соответствует размеру ваших работ, может быть дорогостоящим и трудоемким, а стоимость доставки складывается с каждым дополнительным требованием. В общем, упаковка и доставка произведений искусства могут стоить сотни долларов. Но подождите — не все будущее безрадостно! Один из способов сэкономить — купить рулонов произведений искусства для отправки вместо обычной процедуры.
Подвижные произведения искусства — это снятие работ с их подрамников или рам, в которых они размещены, а затем их упаковка для отправки в тубу.Когда произведение искусства прибывает в пункт назначения, вы просто переделываете или растягиваете его с помощью местного обработчика произведений искусства или создателя. В среднем сумма денег на переформатирование или переформатирование произведения искусства будет намного меньше , чем сумма денег, необходимая для доставки работ, готовых к развешиванию. Если все сделано правильно, этот метод намного безопаснее для работ. Вероятность того, что произведение искусства будет повреждено при транспортировке, намного ниже.
Выгоднее всего отправлять работы в рамке или в рулоне?
- Измерьте и взвесьте свою работу, готовую к развешиванию *, и используйте этот калькулятор доставки UPS, чтобы оценить стоимость доставки «как есть».
- Чтобы оценить стоимость при свертывании ваших работ, взвесьте пустую раму / подрамники того же размера / материала и вычтите этот вес из измерений на шаге 1. Это даст вам вес ваших нерастянутых / безрамных работ. Добавьте несколько фунтов, чтобы учесть легкие упаковочные материалы и трубку. Хотя стоимость варьируется в зависимости от материалов и количества, обычно она составляет 5-10 фунтов.
- Стоимость повторного растягивания или повторного каркаса ваших работ будет во многом зависеть от того, куда вы отправляете свои работы.Просто выполните поиск в Интернете, чтобы найти услуги, доступные в месте назначения ваших работ, и добавьте это к стоимости доставки ваших работ.
- Сравните стоимость доставки ваших работ готовыми к развешиванию со стоимостью доставки их свернутыми в трубу, плюс стоимость обрамления по прибытии.
* Если ваши работы в настоящее время не в рамах и не растянуты, просто выполните эти шаги в обратном порядке: добавьте вес вашего фрейма на шаге 2 вместо вычитания.
Как раскатать произведения искусства для отправки
Итак, вас пригласили показать свои работы в эксклюзивной галерее.Поздравляю! Но это за границу, и вам нужно отправить работы. Вы смогли определить, что сэкономите деньги на транспортировке, если скатите свои работы для отправки в тюбике. Большой! Давайте начнем.
Что вам понадобится
- Ваше произведение искусства
- Большая плоская поверхность для работы / чистый , свободное пространство на полу
- Крафт-бумага / чистая скатерть для защиты
- Гладкая архивная бумага, такая как пергамин или тайвек
- Пузырьковая пленка
- Художественная лента (при отсутствии художественной ленты ее можно заменить)
- Ножницы или резак для коробок
- Один картон, ПВХ или пластиковая трубка, достаточно большая, чтобы вместить ваше произведение искусства
Трубка должна быть на 4 дюйма выше, чем самая короткая сторона самого большого произведения.
Размеры тубуса для безопасной транспортировки произведений искусства: Тубус всегда должен быть на 4 дюйма на длиннее на , чем самая короткая сторона самого большого произведения искусства в плоском состоянии. Ширина трубки зависит от диаметра вашей работы, когда она плотно скручена: в любом случае, трубка должна быть не менее 4-6 дюймов в ширину. Если ваши изделия очень длинные, они будут толще при прокатке, поэтому старайтесь, чтобы ваша труба была на 4-5 дюймов шире, чем диаметр ваших прокатных изделий.
Шаг первый
Разложите защитную ткань / бумагу / пузырчатую пленку на большой плоской поверхности.Это будет ваша рабочая зона.
Шаг второй
Разложите 2-3 слоя гладкой архивной бумаги (в Agora мы используем пергамин). Архивная бумага всегда должна быть бескислотной , чтобы не выделять химические вещества, поскольку она со временем разлагается. Это защитит ваши работы от химического повреждения.
Эти слои будут самым внешним уровнем, когда вы катите свои работы — например, рис для суши или лепешку для буррито.Он играет чрезвычайно важную роль, так как будет дополнительным уровнем амортизации для защиты ваших произведений искусства изнутри тубуса.
Обрежьте бумагу так, чтобы она была как минимум на 2 дюйма больше вашей самой большой работы со всех сторон . Вы можете перекрыть несколько листов бумаги, чтобы обеспечить покрытие всей площади листа. При этом убедитесь, что ширина перекрытия составляет не менее 1 ½ дюйма.
Шаг третий
Разложите самую большую работу на архивной бумаге.Вы должны быть уверены, что кладете самый большой кусок, так как это будет самая внешняя часть рулона, защищая его и другие части от смятия во время транспортировки.
Если вы отправляете произведения искусства на бумаге , поместите свою работу изображением вверх на архивной бумаге так, чтобы изображение было обращено к вам, а обратная сторона бумаги была обращена к поверхности. Сюда входят: рисунки, фотографии, гравюры и акварели. Положив их на бумагу лицевой стороной вверх, вы скатываете их «лицом внутрь», защищая изображение.
ПРИМЕЧАНИЕ: Многие художники наносят слой fixatif или аналогичный продукт на свои работы после завершения. Это защитит детали от размазывания.
Работы на тканевых материалах (холст, лен и т. Д.) Следует размещать лицевой стороной вниз на архивной бумаге: окрашенная часть должна непосредственно касаться пергамина. Это связано с тем, что материалы находятся на верхних объектах и подвергаются огромному риску растрескивания / поломки, если их свернуть лицевой стороной внутрь.Раскатывая их «лицевой стороной наружу», если завод треснет в пути, процесс развертывания работы поможет закрыть трещины, а не усугубить их.
Шаг четвертый
Поместите еще один лист архивной бумаги поверх работы, которую вы только что выложили, еще раз убедившись, что каждый размер примерно на 2 дюйма длиннее, чем следующая работа, которую вы будете размещать. Затем поместите эту работу поверх бумаги.
Продолжайте этот процесс до тех пор, пока все работы не будут уложены друг на друга от самых больших до самых маленьких, со слоем архивной бумаги между каждым листом.Все работы должны быть направлены в одну сторону. Это очень важно, так как вы можете повредить свои работы, если они будут упакованы неправильно.
Шаг пятый
После того, как вы разложили все свои работы, выровняйте их так, чтобы правый нижний угол каждой работы совпадал. То есть все слои должны появляться из одного угла. Нижняя сторона всех картин также должна идеально совпадать. Это будет отправной точкой вашего броска.
Возьмите концы своей работы и потяните их, создав мягкую арку. Не складывайте работу , чтобы начать свертку, так как это повредит ваши работы, иногда безвозвратно. Будьте осторожны, не перекатывайте работы слишком сильно; здесь вам придется проявить собственное суждение, почувствовав сопротивление ваших материалов. Легкие материалы с легкими материалами можно скатывать более плотно, чем толстые материалы по толстому грунту. Например, акриловую краску на льняной ткани можно раскатать плотнее, чем импасто по холсту.
Не должно быть четких изгибов или загибов внутри или снаружи рулона.Если вы заметили складки, перестаньте катиться, отпустите работу и катитесь более свободно.
Step Six
Когда вы заклеиваете рулон лентой художника или чертежной лентой, загните один конец ленты, чтобы создать язычок для легкого удаления. Поступая так, вы не только будете внимательны к распаковщику; вы защищаете свои работы. В противном случае людям, распаковывающим вашу работу, придется порвать бумагу, что может повредить ваши работы.
Шаг седьмой
Закончив рулон, отложите его в сторону и разложите пузырчатую пленку.У вас должно быть достаточно пузырчатой пленки, чтобы заполнить пространство между внутренними стенками трубки и вашими работами. Чтобы убедиться, что вы не недооцениваете и не оставляете работу недостаточно защищенной, не разрезайте пузырчатую пленку до конца седьмого шага.
Положите конец пузырчатой пленки пузырчатой стороной вниз на поверхность. Когда пузыри смотрят наружу, вы создадите дополнительное трение внутри трубки, чтобы все детали оставались на месте. В противном случае они будут скользить внутри вашей трубки, потенциально повреждая края.
Поместите рулон работ поверх пузырчатой пленки и начните свертывание.
Следите за своей трубкой во время катания, чтобы убедиться, что вы сможете уместить все внутри. Когда у вас будет достаточно обертки, чтобы плотно прилегать к тюбику, вы можете разрезать пузырчатую пленку.
Помните те лишние несколько дюймов пузырчатой пленки, которые вы оставили вверху и внизу рулона? Сложите их и закройте скотчем, чтобы создать дополнительную амортизацию сверху / снизу упаковки.Наконец, приклейте ленту вдоль продольного края пузырчатой пленки, чтобы закрыть всю упаковку.
Шаг восьмой
Вставьте рулон внутрь трубы. Он должен быть достаточно плотным, чтобы не сдвинуться с места, когда вы толкаете пакет, но не должен быть слишком плотным, чтобы вы не могли сдвинуть открытую руку, чтобы удалить работу. Если ваша работа слишком неплотно упакована, она может удариться во время транспортировки и повредиться. Если ваша работа слишком тесная, она может треснуть из-за перепадов давления или во время распаковки.
Помните, что если у вас возникнут проблемы с доставкой его в тюбик, вытащить его тоже будет сложно.
Девятая ступень
Закройте трубку. Когда вы покупали трубку, она должна была поставляться с поворотной или нажимной крышкой. В редких случаях они могут поставляться с завинчивающейся крышкой (скручивания идут на внутреннюю часть трубки, завинчивающиеся вершины — на внешнюю). Вы также можете вырезать специальный кусок из очень толстого картона, чтобы запечатать трубку.
Если вы не используете крышку с завинчивающейся крышкой, вам нужно будет надежно закрепить упаковку лентой, образовав «звезду» и «круг».Для звезды: перекрестите ленту сверху и по краям в виде звездочки. Для круга: оберните ленту по бокам, чтобы «звездчатая» лента не отслаивалась легко.